Пристрій для контактного точкового конденсаторного зварювання і засіб для витяжки деформованих ділянок металу (варіанти)
Номер патенту: 110673
Опубліковано: 25.01.2016
Автори: Чугунов Віктор Федорович, Косинський Олександр Іванович
Формула / Реферат
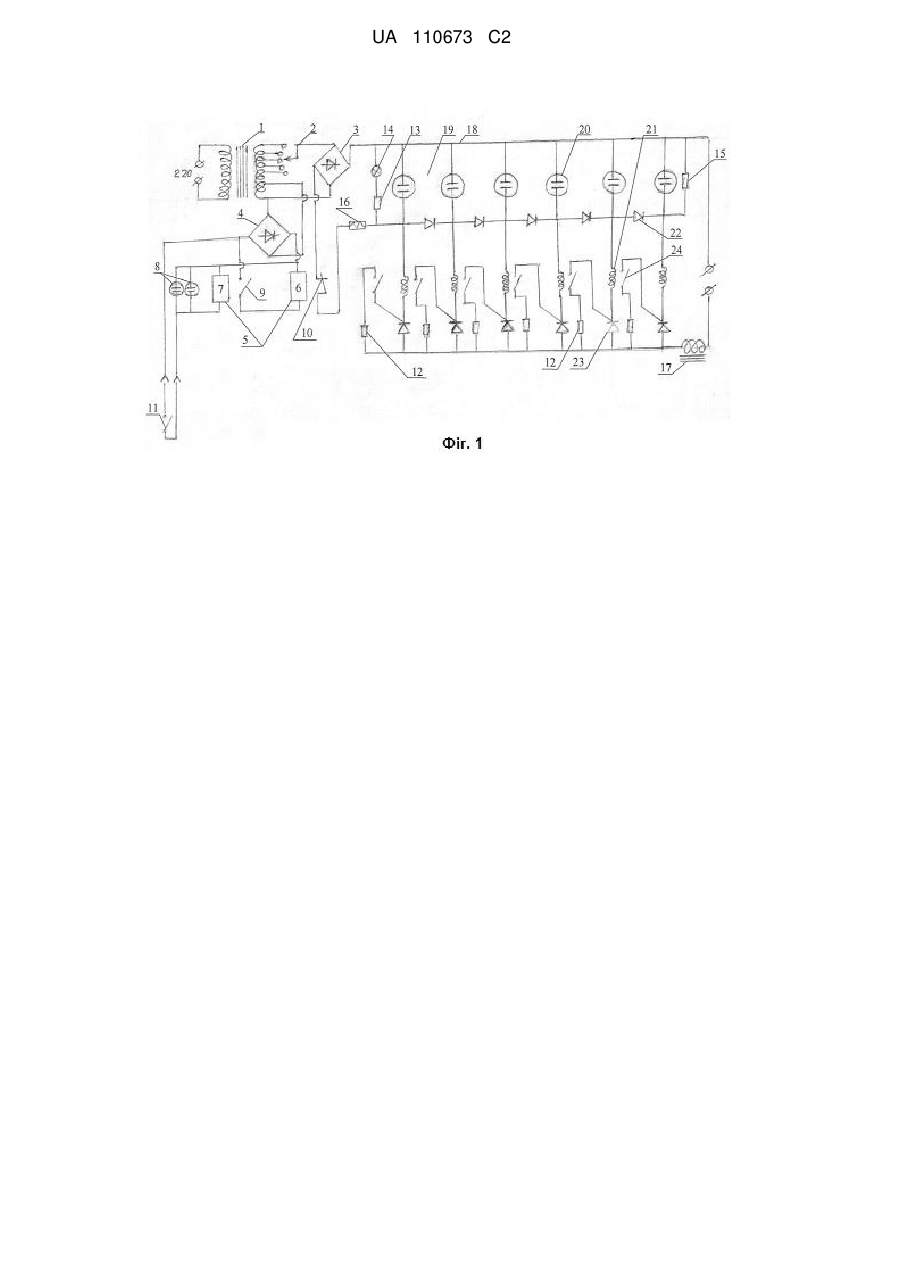
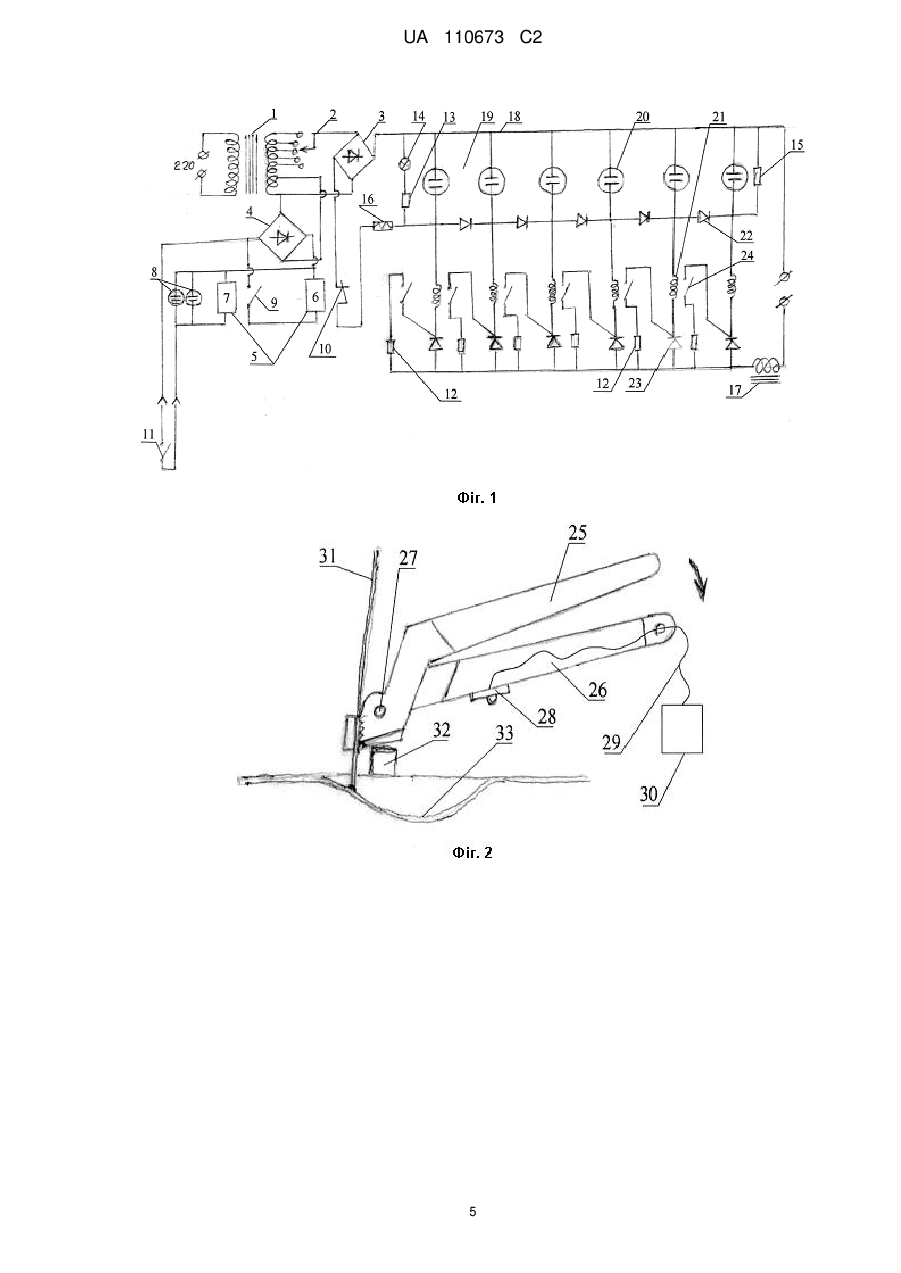
1. Пристрій для контактного точкового конденсаторного зварювання, що містить силовий трансформатор (1), перемикач (2), діодні мости (3, 4) та блок затримки (5), який включає реле (6, 7), накопичувальні конденсатори (8) та пускову кнопку (11), також пристрій містить резистор контролю напруги (13) сигнальної лампи (14), резистор розрядки конденсаторної батареї (15), буферний резистор (16), дросель (17) і конденсаторну батарею (18), виконану у вигляді послідовно розташованих і з'єднаних між собою секцій (19), кожна з яких містить з'єднані між собою конденсатор (20), котушку (21), розділовий діод (22), тиристор (23), пристрій формування імпульсу (24) та резистор обмеження подачі струму (12), при цьому первинна обмотка силового трансформатора (1) з'єднана з джерелом струму, а вторинна обмотка - з двома діодними мостами (3, 4), причому один діодний міст (4) з′єднаний з блоком затримки (5), накопичувальними конденсаторами (8) і пусковою кнопкою (11), а перший вихід другого діодного моста (3) з′єднаний з нормально замкнутими контактами (10), які з′єднані з буферним резистором (16), вихід якого з′єднаний зі входом резистора контролю напруги (13) сигнальної лампи (14) та з розділовим діодом (22) і конденсатором (20) першої секції (19) конденсаторної батареї (18), причому розділові діоди (22) кожної секції (19) конденсаторної батареї (18) з'єднані між собою послідовно, а вихід розділового діода (22) останньої секції (19) з'єднаний з резистором розрядки (15) конденсаторної батареї (18), при цьому другий вихід другого діодного моста (3) з′єднаний з сигнальною лампою (14), конденсаторами (20) секцій (19), резистором розрядки конденсаторної батареї (15) та першим виходом пристрою, а виходи резисторів обмеження подачі струму (12) і тиристорів (23) секцій (19) з'єднані через дросель (17) з другим виходом пристрою.
2. Засіб для витяжки деформованих ділянок металу, виконаний у вигляді контактних кліщів, на одній ручці яких установлена пускова кнопка, з'єднана за допомогою електричного кабелю з пристроєм для контактного точкового конденсаторного зварювання за п. 1.
3. Засіб для витяжки деформованих ділянок металу, виконаний у вигляді ролика з ручкою, на якій установлена пускова кнопка, з'єднана з пристроєм для контактного точкового конденсаторного зварювання за п. 1.
Текст
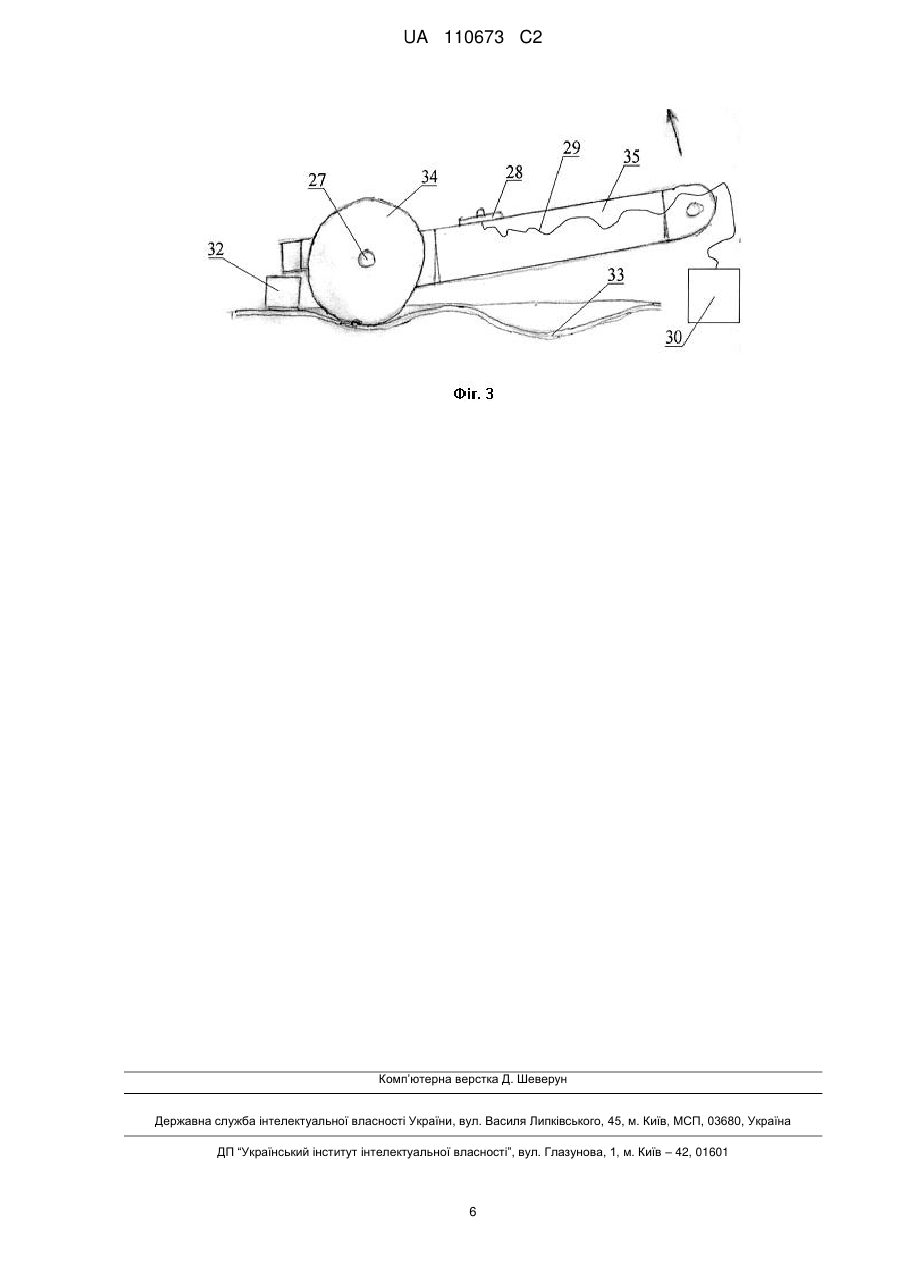
Реферат: Винахід належить до зварювального обладнання, а саме конденсаторного точкового зварювання і призначений для рихтування, зокрема зовнішніх панелей кузова автомобіля, шляхом витяжки деформованих ділянок металу. Пристрій містить конденсаторну батарею і засіб для витяжки деформованих ділянок металу. Засіб для витяжки деформованих ділянок металу сполучений з конденсаторною батареєю, яка виконана за оригінальною схемою, та виконаний у двох варіантах: перший варіант - у вигляді кліщів, другий варіант - у вигляді ролика з ручкою. Запропонована конструкція пристрою забезпечує суттєве спрощення процесу рихтування. UA 110673 C2 (12) UA 110673 C2 UA 110673 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до зварювального обладнання, а саме до конденсаторного точкового зварювання і призначений для односторонньої приварки металевих смужок або круглих шайб в місцях деформацій зовнішніх панелей кузова автомобіля з метою їх відновлення методом витяжки. Витяжка проводиться за допомогою контактних кліщів або роликового тримача та опірної лінійки. Відомо пристрій для точкового конденсаторного зварювання, переважно тугоплавких металів, що містить джерело напруги, два тиристори, зварювальний трансформатор, два діоди, накопичувальний конденсатор, прохідний конденсатор. Джерело напруги з'єднане з першим тиристором, та через перший діод - з накопичувальним конденсатором. Первинна обмотка зварювального трансформатора має принаймні один проміжний вивід. Вхід та вихід первинної обмотки зварювального трансформатора під'єднані відповідно до другого діода та першого тиристора. Вторинна обмотка зварювального трансформатора є виходом пристрою. Прохідний конденсатор включений між другим діодом та накопичувальним конденсатором, що з'єднаний через другий тиристор до проміжного виводу первинної обмотки зварювального трансформатора (див. деклараційний патент України на винахід № 30514). Але наведений вище пристрій не придатний для використання при витягуванні деформованих ділянок металу, тобто при рихтуванні. Це пов'язано з тим, що процес зварювання металів відбувається жорстко, внаслідок чого: - відбувається порушення складу металу в місці зварювання; - знищується лакофарбове покриття із зворотної сторони в місці приварювання металу й електрода. Відомо також багато аналогічних пристроїв для точкового конденсаторного зварювання металів (див., наприклад, деклараційний патент України на винахід № 37553, заявка на винахід Російської Федерації № 92000040, та ін.). Вони також не придатні для використання їх при рихтуванні. Відомо дуже складні комплекси для контактного точкового зварювання, наприклад, свідоцтва на корисні моделі Російської Федерації №№ 24136, 53204, 54847, 57179, 60887, 70478. Але, зазвичай, це дуже складні роботизовані промислові комплекси. Вони призначені для зварювання металоконструкцій і не придатні для точкового конденсаторного зварювання при рихтуванні. Окрім того, відомо багато механічних пристосувань (засобів) для точкового зварювання, наприклад, патенти Російської Федерації на корисні моделі №№ 82153, 98164 та ін. Це так звані КЛІЩІ, вони дуже складні і також непридатні для витягування деформованих ділянок металу при рихтуванні. З науково-технічної і патентної літератури заявникам невідомі технічні рішення, які вирішують поставлену задачу таким (заявлюваним) шляхом з використання аналогічних засобів і одержанням такого ж результату - суттєве спрощення конструкції і процесу рихтування. У зв'язку з наведеним, заявники вважають, що жодне з наведених і відомих рішень не може бути вибрано прототипом, через те, що спільним із заявлюваним технічним рішенням у них є тільки операція зварювання. В основу винаходу, що заявляється, поставлено задачу створити пристрій для контактного точкового конденсаторного зварювання і засіб для витяжки деформованих ділянок металу, в яких завдяки оригінальній схемі конденсаторної установки, а також конструкційним рішенням засобу для витяжки деформованих ділянок металу, забезпечити СУТТЄВЕ спрощення конструкції, а також процесу рихтування. Поставлена задача вирішена пристроєм для контактного точкового конденсаторного зварювання і двома варіантами засобу для витяжки деформованих ділянок металу. В першому технічному рішенні поставлена задача, вирішена в пристрої для контактного точкового конденсаторного зварювання, що містить силовий трансформатор, перемикач, діодні мости, блок затримки, який включає реле, накопичувальні конденсатори, пускову кнопку, резистор контролю напруги сигнальної лампи, резистор розрядки конденсаторної батареї, буферний резистор, дросель і конденсаторну батарею, виконану у вигляді послідовно розташованих і з'єднаних між собою секцій, кожна з яких містить сполучені між собою конденсатор, котушку, розділовий діод, тиристор, пристрій формування імпульсу і резистор обмеження подачі струму, при цьому первинна обмотка силового трансформатора з'єднана з джерелом струму, а вторинна обмотка - з двома діодними мостами, причому діодний міст з'єднаний з блоком затримки, накопичувальними конденсаторами і пусковою кнопкою, перший вихід діодного моста з'єднаний з нормально закритими контактами, сигнальною лампою через буферний резистор і резистор контролю напруги, з конденсаторами секцій, з резистором 1 UA 110673 C2 5 10 15 20 25 30 35 40 45 50 55 розрядки конденсаторної батареї і з першим виходом пристрою, а другий вихід діодного моста з'єднаний з конденсаторами секцій, сигнальною лампою, резистором розрядки конденсаторної батареї і першим виходом пристрою, а резистори обмеження подачі струму і тиристори секцій через дросель сполучені з другим виходом пристрою. В другому технічному рішенні поставлена задача вирішена в засобі для витяжки деформованих ділянок металу, виконаному у вигляді контактних кліщів, на одній ручці яких установлена пускова кнопка, з'єднана за допомогою електричного кабелю з пристроєм для контактного точкового конденсаторного зварювання, вказаним в першому технічному рішенні. В третьому технічному рішенні, яке є варіантом виконання засобу для витяжки деформованих ділянок металу, поставлена задача вирішена в засобі для витяжки деформованих ділянок металу, виконаному у вигляді ролика з ручкою, на якій установлена пускова кнопка, з'єднана за допомогою електричного кабелю з пристроєм для контактного точкового конденсаторного зварювання, вказаним в першому технічному рішенні. Принципова відмінність пристрою, що заявляється, від відомих конденсаторних установок полягає в тому, що конденсаторна батарея розряджається не одночасно через первинну обмотку зварювального трансформатора, а послідовно. Розрядний імпульс першого конденсатора викликає розряд наступного і так далі до повного розряду батареї без використання зварювального трансформатора. Таке рішення дозволяє розряд зробити більш плавним і довготривалим, що покращує якість зварювання. Окрім того, послідовний розряд батареї дозволяє формувати зварювальний імпульс, зменшити споживану потужність, розміри і вагу установки. Пристрій для контактного точкового конденсаторного зварювання і засіб для витяжки деформованих ділянок металу зображено на кресленні, де: Фіг. 1 - схема пристрою для контактного точкового конденсаторного зварювання; Фіг. 2 - засіб для витяжки деформованих ділянок металу у вигляді контактних кліщів, варіант 1; Фіг. 3 - засіб для витяжки деформованих ділянок металу у вигляді ролика, варіант 2. Пристрій для контактного точкового конденсаторного зварювання містить силовий трансформатор 1, перемикач 2, діодні мости 3, 4, блок затримки 5, що містить реле 6, 7, накопичувальні конденсатори 8, нормально відкриті контакти 9, нормально закриті контакти 10, пускову кнопку 11, резистор контролю напруги 13 сигнальної лампи 14, резистор розрядки конденсаторної батареї 15, буферний резистор 16, дросель 17 і конденсаторну батарею 18, виконану з послідовно розташованих і з'єднаних між собою секцій 19, кожна з яких містить з'єднані між собою конденсатор 20, котушку 21, розділовий діод 22, тиристор 23, пристрій формування імпульсу 24 і резистор обмеження подачі струму 12. Перелічені елементи сполучені між собою за такою схемою. Первинна обмотка силового трансформатора 1 сполучена з джерелом струму, а вторинна обмотка - з двома діодними мостами 3, 4. Діодний міст 4 з'єднаний з блоком затримки 5, накопичувальними конденсаторами 8 і пусковою кнопкою 11. Перший вихід діодного моста 3 з'єднаний з нормально закритими контактами 10, сигнальною лампою 14 через буферний резистор 16 і резистор контролю напруги 13, з конденсаторами 20 секцій 19, з резистором розрядки конденсаторної батареї 15 і з першим виходом пристрою. Другий вихід діодного моста 3 з'єднаний з конденсаторами 20 секцій 19, сигнальною лампою 14, резистором розрядки конденсаторної батареї 15 і першим виходом пристрою, а резистори обмеження подачі струму 12 і тиристори 23 секцій 19 через дросель 17 сполучені з другим виходом пристрою. Працює пристрій у наступному порядку. Змінний струм від силового трансформатора 1, наприклад, ТС-180, через перемикач 2 випрямляється діодним мостом 3 і через нормально закриті контакти 10 реле 6 і буферний резистор 16 заряджає електричний конденсатор 20 (22 000 мкф) до рівня напруги, встановленого перемикачем 2. Через розділові діоди 22 заряджається вся конденсаторна батарея 18. Резистор обмеження подачі струму 12 обмежує подачу струму в коло. Резистор контролю напруги 13 зберігає сигнальну лампу 14 від стрибків напруги. Резистор 15 призначений для розрядки конденсаторної батареї 18 в неробочому стані. Сигнальна лампа 14 служить для візуального контролю рівня заряду конденсаторної батареї 18. До діодного мосту 4 підключений блок затримки 5, який складається з реле 6 і 7. Паралельно котушці реле 7 підключені накопичувальні конденсатори 8. При замиканні пускової кнопки 11 вмикається реле 7, через контакти якого вмикається реле 6 і блок живлення відмикається від конденсаторної батареї 18. При розмиканні контактів 11 реле 7 протягом 12 2 UA 110673 C2 5 10 15 20 25 30 35 40 45 50 55 60 секунд не відмикається до розряду накопичувальних конденсаторів 8. Ця затримка необхідна для забезпечення повного розряду конденсаторної батареї 18 і закривання усіх тиристорів 23. Реле 6 перемикає режим роботи з заряду на розряд конденсаторної батареї 18. При замиканні нормально відкритих контактів 9 тиристор 23 відкривається і відбувається розряд першого конденсатора 20, при цьому інші конденсатори 20 конденсаторної батареї 18 залишаються зарядженими, тому що їх розряду перешкоджає розділовий діод 22. Розрядний струм, проходячи по котушці 21 магнітним полем, замикає контакти пристрою формування імпульсу 24, наприклад, геркона, що знаходиться усередині котушки 21, при цьому відкривається наступний тиристор 23. Таким чином, забезпечується послідовний розряд конденсаторної батареї 18. У зв'язку з тим, що час спрацювання пристрою формування імпульсу 24, наприклад, геркона, в діапазоні 12 м/с, час розряду конденсаторів 20 конденсаторної батареї 18 становить 612 м/с. Пристрій для контактного точкового конденсаторного зварювання видає формований імпульс зварювального струму, що забезпечує якісне приварення. Після розмикання контактів пускової кнопки 11 відбувається перехід з режиму розряду на заряд конденсаторної батареї 18 і очікування. Дросель 17 служить для згладжування зварювального імпульсу. Рихтування деформованих ділянок металу здійснюється за допомогою засобів, наведених на Фіг. 2, 3. Засіб для витяжки деформованих ділянок металу за першим варіантом (Фіг. 2) виконаний у вигляді контактних кліщів, які містять верхню 25 і нижню 26 ручки, сполучені між собою з'єднувальним гвинтом 27. На нижній ручці 26 установлена пускова кнопка 28, сполучена за допомогою електричного кабелю 29 з пристроєм для контактного точкового конденсаторного зварювання 30, що заявляється. Для пояснення роботи пристрою на Фіг. 2 також показана металева штабка 31, опорна лінійка 32 і поверхня деформованої ділянки 33. Рихтування поверхні деформованої ділянки металу за допомогою пристрою за першим варіантом здійснюється в наступному порядку. Між губками контактних кліщів затискають штабку 31 із сталі, яка виконує функцію електрода. Далі штабку 31, затиснену в контактних кліщах, підносять до поверхні деформованої ділянки 33 і натискають на пускову кнопку 28, розташовану на нижній ручці 26. По електричному кабелю 29 подається струм, внаслідок чого відбувається приварювання штабки 31 до металу. Після цього під контактні кліщі підкладають опорну лінійку 32 і спираючись на опорну лінійку 32, яку використовують як важіль, витягують вм'ятину до рівня опорної лінійки 32 рівно стільки, скільки необхідно для вирівнювання поверхні. Після цього контактні кліщі повертають за годинниковою стрілкою або проти годинникової стрілки і звільняють штабку 31 від приварювання. Дану процедуру повторюють доти, поки повністю не вирівняють поверхню деформованої ділянки 33. Засіб для витяжки деформованих ділянок металу за другим варіантом (Фіг. 3) містить робочий елемент 34, виконаний у вигляді ролика, сполучений з ручкою 35 за допомогою з'єднувального гвинта 27. На ручці 35 установлена пускова кнопка 28, сполучена за допомогою електричного кабелю 29 з пристроєм для контактного точкового конденсаторного зварювання 30, що заявляється. Для пояснення роботи пристрою на Фіг. 3 також показана опорна лінійка 32 і поверхня деформованої ділянки 33. Рихтування поверхні деформованої ділянки металу за допомогою пристрою за другим варіантом здійснюється в наступному порядку. Робочий елемент 34 установлюють на металевій поверхні деформованої ділянки 33, і натискають пускову кнопку 28, установлену на ручці 35. По електричному кабелю 29 подається струм, внаслідок чого відбувається приварювання ролика робочого елемента 34, який виконує функцію електрода, до металу деформованої ділянки 33. Після цього під ручку 35 робочого елемента 34 установлюють опорну лінійку 32 і витягують вм'ятину до рівня опорної лінійки 32 рівно стільки, скільки необхідно для вирівнювання поверхні. Після цього ручку 35 робочого елемента 34 повертають за годинниковою стрілкою або проти годинникової стрілки і звільняють ролик робочого елемента 34 від приварювання. Дану процедуру повторюють доти, поки повністю не вирівняють поверхню деформованої ділянки 33. Конденсаторна установка розміщується в переносному пластмасовому корпусі, усередині якого є місце для кабелів, а також засобу для витяжки деформованих ділянок металу. Технічні характеристики: 3 UA 110673 C2 5 - розмір - 200×200×400 мм; - вага - 8 кг; - товщина витягуваного металу - 0,81 мм; - споживана потужність - 0,18 кВт; - ємкість конденсаторної батареї - 13200 мкф; - максимальна напруга імпульсу - 60 V; - довжина кабелів підключення - 2 м. У зв'язку з малою тривалістю зварювального імпульсу захисний лакофарбовий шар з внутрішньої і зворотної сторон панелі, не ушкоджується. 10 ФОРМУЛА ВИНАХОДУ 15 20 25 30 35 1. Пристрій для контактного точкового конденсаторного зварювання, що містить силовий трансформатор (1), перемикач (2), діодні мости (3, 4) та блок затримки (5), який включає реле (6, 7), накопичувальні конденсатори (8) та пускову кнопку (11), також пристрій містить резистор контролю напруги (13) сигнальної лампи (14), резистор розрядки конденсаторної батареї (15), буферний резистор (16), дросель (17) і конденсаторну батарею (18), виконану у вигляді послідовно розташованих і з'єднаних між собою секцій (19), кожна з яких містить з'єднані між собою конденсатор (20), котушку (21), розділовий діод (22), тиристор (23), пристрій формування імпульсу (24) та резистор обмеження подачі струму (12), при цьому первинна обмотка силового трансформатора (1) з'єднана з джерелом струму, а вторинна обмотка - з двома діодними мостами (3, 4), причому один діодний міст (4) з′єднаний з блоком затримки (5), накопичувальними конденсаторами (8) і пусковою кнопкою (11), а перший вихід другого діодного моста (3) з′єднаний з нормально замкнутими контактами (10), які з′єднані з буферним резистором (16), вихід якого з′єднаний зі входом резистора контролю напруги (13) сигнальної лампи (14) та з розділовим діодом (22) і конденсатором (20) першої секції (19) конденсаторної батареї (18), причому розділові діоди (22) кожної секції (19) конденсаторної батареї (18) з'єднані між собою послідовно, а вихід розділового діода (22) останньої секції (19) з'єднаний з резистором розрядки (15) конденсаторної батареї (18), при цьому другий вихід другого діодного моста (3) з′єднаний з сигнальною лампою (14), конденсаторами (20) секцій (19), резистором розрядки конденсаторної батареї (15) та першим виходом пристрою, а виходи резисторів обмеження подачі струму (12) і тиристорів (23) секцій (19) з'єднані через дросель (17) з другим виходом пристрою. 2. Засіб для витяжки деформованих ділянок металу, виконаний у вигляді контактних кліщів, на одній ручці яких установлена пускова кнопка, з'єднана за допомогою електричного кабелю з пристроєм для контактного точкового конденсаторного зварювання за п. 1. 3. Засіб для витяжки деформованих ділянок металу, виконаний у вигляді ролика з ручкою, на якій установлена пускова кнопка, з'єднана з пристроєм для контактного точкового конденсаторного зварювання за п. 1. 4 UA 110673 C2 5 UA 110673 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюChuhunov Viktor Fedorovych, Kosynskyi Oleksandr Ivanovych
Автори російськоюЧугунов Виктор Федорович, Косинский Александр Иванович
МПК / Мітки
МПК: B23K 11/11, B21D 1/06
Мітки: витяжки, засіб, ділянок, пристрій, конденсаторного, зварювання, контактного, деформованих, металу, варіанти, точкового
Код посилання
<a href="https://ua.patents.su/8-110673-pristrijj-dlya-kontaktnogo-tochkovogo-kondensatornogo-zvaryuvannya-i-zasib-dlya-vityazhki-deformovanikh-dilyanok-metalu-varianti.html" target="_blank" rel="follow" title="База патентів України">Пристрій для контактного точкового конденсаторного зварювання і засіб для витяжки деформованих ділянок металу (варіанти)</a>
Пристрій для конденсаторного точкового зварювання

Номер патенту: 96577
Опубліковано: 10.02.2015
Автори: Коротинський Олександр Євтіхійович, Скопюк Михайло Іванович
МПК: B23K 11/26
Мітки: пристрій, точкового, конденсаторного, зварювання
Формула / Реферат:
Апарат для конденсаторного точкового зварювання, що містить ключ "пуск", молекулярний конденсатор, до клем якого підключені, через транзисторний комутатор та датчик струму - зварювальний інструмент з електродами, датчик напруги та силові виходи блока заряду, силовий вхід якого підключений до мережі живлення, а керуючий вхід - до першого виходу блока управління, другий вихід якого підключений до входу керування транзисторного...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
МПК: B23K 11/00
Мітки: конденсаторного, переважно, тугоплавких, зварювання, матеріалів, точкового, пристрій
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 37553
Опубліковано: 15.05.2001
Автори: Білобородченко Володимир Іванович, Самотий Володимир Васильович
МПК: B23K 11/00
Мітки: матеріалів, пристрій, точкового, переважно, конденсаторного, тугоплавких, зварювання
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з’єднане з першим тиристором та через діод з нагромаджуючого конденсатором, причому катод, першого тиристора та один з виводів нагромаджуючого конденсатора приєднані до загальної шини, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, а вторинна обмотка є виходом пристрою, який...
Електрод для контактного точкового зварювання

Номер патенту: 8832
Опубліковано: 15.08.2005
Автори: Горват Валентин Васильович, Кузьменко Анатолій Григорович, Горват Віталій Васильович
МПК: B23K 11/30
Мітки: електрод, контактного, точкового, зварювання
Формула / Реферат:
Електрод для контактного точкового зварювання, що містить центральну струмоведучу частину з високоелектропровідного матеріалу, який відрізняється тим, що на кінці електрода виконана різьба і він оснащений зовнішнім кільцем, виконаним з ізоляційного, термостійкого, жароміцного матеріалу.
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 79189
Опубліковано: 25.05.2007
Автори: Паеранд Юрій Едуардович, Бондаренко Олександр Федорович
МПК: B23K 11/24
Мітки: керування, процесом, точкового, зварювання, контактного, пристрій
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з виходом блока множення, датчик зварювального струму і...
Попередній патент: Лазер з плавним регулюванням виведення випромінювання з резонатора
Наступний патент: Трансформаторний пристрій розподільної мережі з симетричними та однофазними навантаженнями
Випадковий патент: Спосіб діагностики гнійного ускладнення гострого панкреатиту