Пристрій для конденсаторного точкового зварювання
Номер патенту: 96577
Опубліковано: 10.02.2015
Автори: Коротинський Олександр Євтіхійович, Скопюк Михайло Іванович


Формула / Реферат
Апарат для конденсаторного точкового зварювання, що містить ключ "пуск", молекулярний конденсатор, до клем якого підключені, через транзисторний комутатор та датчик струму - зварювальний інструмент з електродами, датчик напруги та силові виходи блока заряду, силовий вхід якого підключений до мережі живлення, а керуючий вхід - до першого виходу блока управління, другий вихід якого підключений до входу керування транзисторного комутатора, а перший вхід - до виходу датчика напруги, введені інтегратор з ключем установки в початковий стан, схема порівняння зі схемою установки рівня різниці напруг на виході інтегратора та тригер, причому вхід інтегратора підключений до виходу датчика струму, його вихід - до першого входу схеми порівняння, другий вхід якої підключений до виходу датчика напруги, а вихід - до "R" входу тригера, до "S" входу тригера підключений ключ "пуск"; прямий вихід тригера підключений до другого входу блока управління, а його інверсний вихід - до ключа установки інтегратора в початковий стан.
Текст
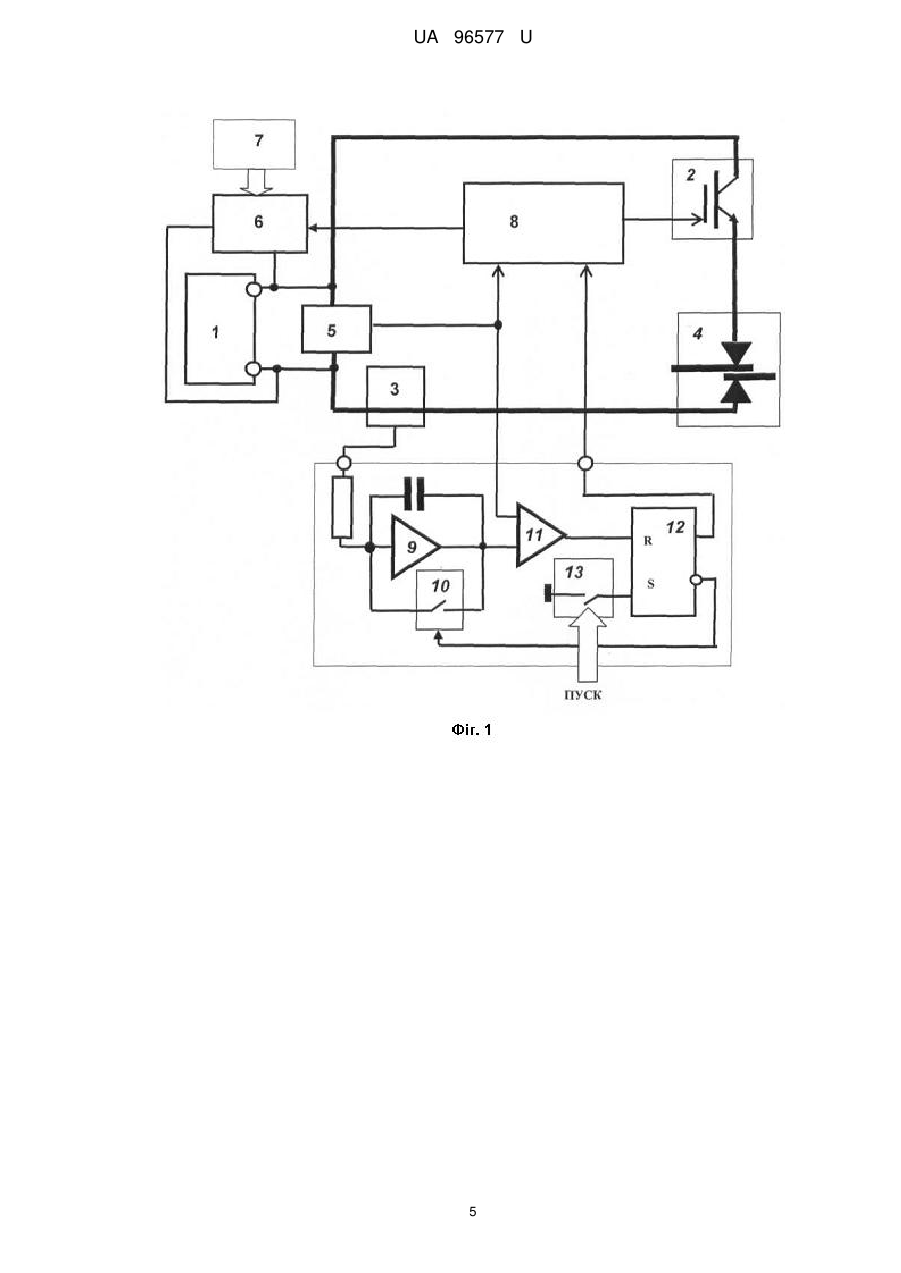
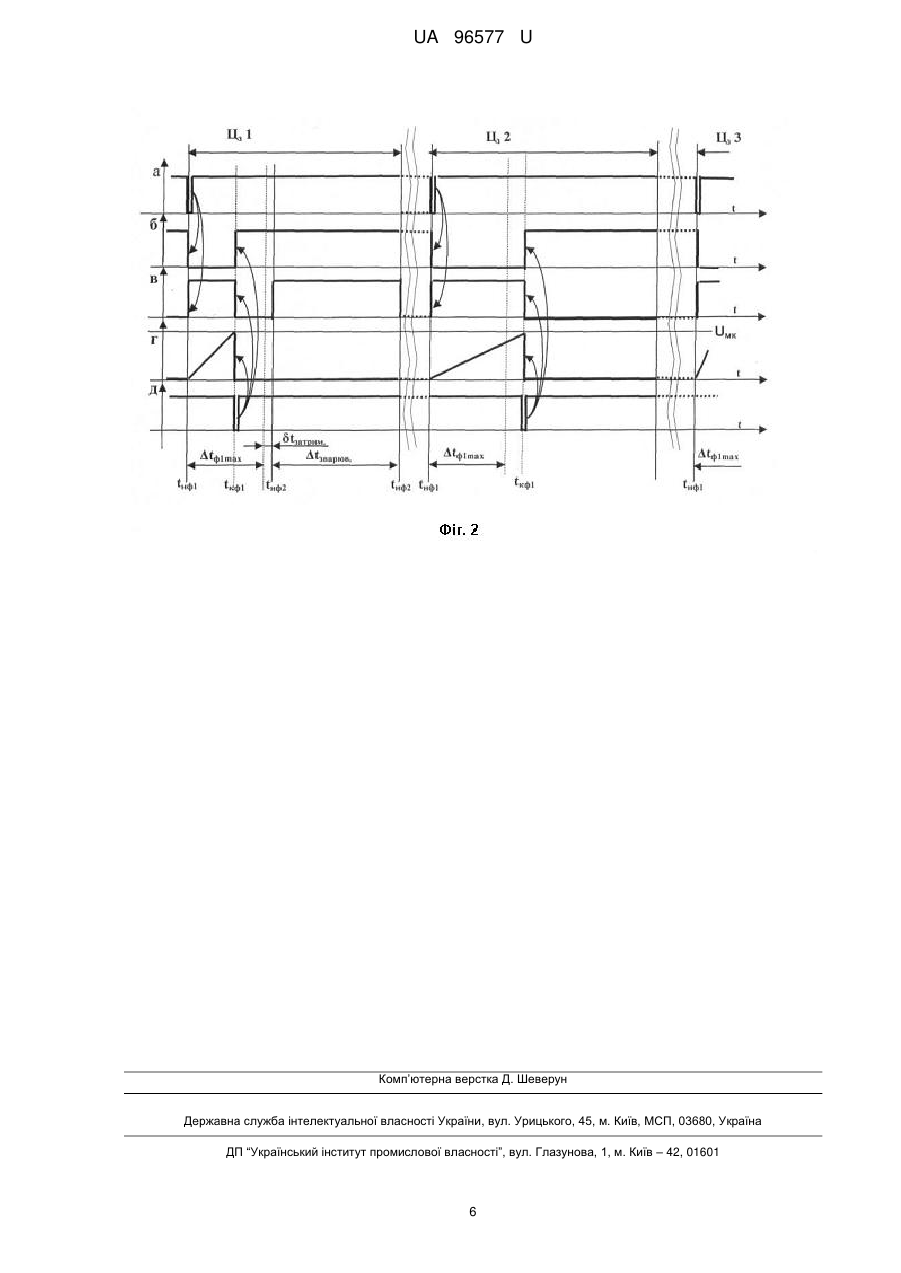
Реферат: Апарат для конденсаторного точкового зварювання містить ключ "пуск", молекулярний конденсатор, до клем якого підключені, через транзисторний комутатор та датчик струму зварювальний інструмент з електродами, датчик напруги та силові виходи блока заряду, силовий вхід якого підключений до мережі живлення, а керуючий вхід - до першого виходу блока управління. Другий вихід якого підключений до входу керування транзисторного комутатора, а перший вхід - до виходу датчика напруги, введені інтегратор з ключем установки в початковий стан, схема порівняння зі схемою установки рівня різниці напруг на виході інтегратора та тригер. Вхід інтегратора підключений до виходу датчика струму, його вихід - до першого входу схеми порівняння, другий вхід якої підключений до виходу датчика напруги, а вихід - до "R" входу тригера, до "S" входу тригера підключений ключ "пуск"; прямий вихід тригера підключений до другого входу блока управління, а його інверсний вихід - до ключа установки інтегратора в початковий стан. UA 96577 U (54) ПРИСТРІЙ ДЛЯ КОНДЕНСАТОРНОГО ТОЧКОВОГО ЗВАРЮВАННЯ UA 96577 U UA 96577 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювальної техніки та може застосовуватися як апарат точкового контактного зварювання, зокрема такий, що може експлуатуватися в автономному режимі. Відома конструкція переносного апарата для контактного конденсаторного точкового зварювання (див. патент на корисну модель DE 20 2006 15 894 U1 (опубл. 27.03.2008). Для зменшення некорисних витрат енергії у провода, що підводять струм від конденсаторів до зварювального інструмента, зварювальний трансформатор встановлено безпосередньо у зварювальний інструмент. Недоліком цієї конструкції є велика вага інструмента. В результаті, зменшується точність установки інструмента на місце зварювання та знижується продуктивність праці. Відома конструкція ручного автономного пристрою для контактного конденсаторного точкового зварювання, описаного в патенті Німеччини DE 100 00 246 А1 [кл. МПК В23К 11/26, заявл. 05.01.2000 (пріорітет Ізраїлю від 05.01.1999), опубл. 28.12.2000] та США US 6,303,894 31 [кл. МПК В23К 11/26, В23К 11/10, В23К 11/24, опубл. 16.10.2001]; автори D.Laseг, N.Kkeiп, Ch.Ymitzky „Widerstandschweifien mit einem elextrochemischen Kondensatoг als Stromversorngsquelle" ("Resistance welding with an electrochemical сарасіtог as the current power source", в якій запропоновано пристрій для конденсаторного імпульсного зварювання, з ручним інструментом, на кінцях якого встановлена пара електродів, через які, до деталей, що зварюються, підводиться імпульс зварювального струму від електрохімічного (молекулярного) конденсатора, який, через комутатор, що розміщений між електрохімічним конденсатором і електродами, забезпечує проходження через місце установки зварювальних електродів зварювального струму (струму, який викликає пластичні деформації в зоні точкового зварювання) при досягненні зусилля, з яким електроди стискають деталі, деякого, наперед встановленого, порогового значення. Недоліком апарата є те, що як комутатор зварювального струму застосовується тиристор (п. 2 патентної формули), який, після включення, при досягненні тиску порогового значення, виключається тільки при зниженні зварювального струму до нуля, незалежно від величини напруги на його силових електродах. З цієї причини, в пристрої відсутня можливість установки контрольованої тривалості зварювального струму, що призводить до непродуктивних витрат енергії на "хвості" розряду, коли, на досить тривале проходження через зону зварювання, струму, що не викликає пластичних деформацій в зоні точкового зварювання, витрачається до третини енергії, яка накопичена в конденсаторі. В результаті, знижується коефіцієнт корисної дії апарата в цілому. Як прототип вибрано пристрій, в якому вищевказані недоліки усунуті, а саме апарат для конденсаторного імпульсного зварювання, до складу якого входить молекулярний конденсатор, до клем якого підключені: через транзисторний комутатор та датчик струму - зварювальний інструмент з електродами, датчик напруги та силові виходи блока заряду, силовий вхід якого підключений до мережі живлення, а керуючий вхід - до першого виходу блока управління, другий вихід якого підключений до входу керування транзисторного комутатора, причому перший вхід блока управління підключений до ключа "пуск", другий - до виходу датчика напруги, третій - до виходу датчика струму, а четвертий - до виходу датчика зусилля, з яким електроди стискують зварювальні деталі. (Патент України UA 92 665 С2, МПК В23К 11/26 від 30.03.2009 опубл. 25.11.2010, Бюл. № 22, 2010 р. автори Патон Б.Є., Драченко М.П, Калеко Д.М., Коротинський О.Є.) При підключенні пристрою до електричної мережі блок заряду, при умові, що рівень напруги на електродах конденсатора менше номінального значення, яке встановлюється в блоці управління в залежності від конкретної зварювальної задачі (марки металу, що повинен бути зварений, та його товщини), починається заряд конденсаторів постійним електричним струмом. При досягненні номінального значення напруги на електродах конденсатора блок управління відключає блок заряду від електричної мережі та фіксує перший сигнал готовності. При появі сигналу на виході датчика зусилля блок управління отримує другий сигнал готовності і після замикання ключа "пуск" блок управління включає транзисторний комутатор і починається процес зварювання. Блок управління задає проміжок часу проходження через місце установки зварювальних електродів, зварювального струму (струму, який викликає пластичні деформації в зоні точкового зварювання) по закінченні якого транзисторний комутатор припиняє проходження зварювального струму по розрядному колу. За час зварювання напруга на електродах конденсатора знижується і новий цикл зварювання починається з поновлення заряду до його номінального значення. Недоліком пристрою-прототипу є те, що, під час циклу зварювання відбувається неконтрольований викид розплавленого металу з місця установки зварювальних електродів, що 1 UA 96577 U 5 10 15 20 25 30 35 40 45 50 55 60 приводить до зниження якості зварювання. Причиною цього явища є просторова неоднорідність величини опору в зоні формування точкового зварного з'єднання. В основу корисної моделі поставлена задача підвищення якості формування не рознімних точкових зварних з'єднань. Поставлена задача вирішується тим, що в пристрій для конденсаторного точкового зварювання, до складу якого входять ключ "пуск", молекулярний конденсатор, до клем якого підключені, через транзисторний комутатор та датчик струму, зварювальний інструмент з електродами, датчик напруги та силові виходи блока заряду, силовий вхід якого підключений до мережі живлення, а керуючий вхід – до першого виходу блока управління, другий вихід якого підключений до входу керування транзисторного комутатора, а перший вхід - до виходу датчика напруги, згідно з винаходом, введені інтегратор з ключем установки в початковий стан, схема порівняння зі схемою установки рівня різниці напруг на виході інтегратора та "RS" тригер, причому вхід інтегратора підключений до виходу датчика струму, його вихід - до першого входу схеми порівняння, другий вхід якої підключений до виходу датчика напруги, а вихід підключено до "R" входу тригера, до "S" входу якого підключений ключ "пуск"; прямий вихід тригера підключений до другого входу блока управління, а його інверсний вихід - до ключа установки інтегратора в початковий стан. Ознаки, що відрізняють запропонований апарат для конденсаторного точкового зварювання від ознак подібних джерел того ж призначення, описаних, згідно з відомим рівнем техніки, обумовлюють вказаний вище технічний результат, який отримують в процесі експлуатації цього апарата за рахунок зміни алгоритму роботи блока управління, перетворення сигналу датчика струму в час до його приходу на другий вхід блока управління та введення нових зв’язків між елементами схеми. Так, на відміну від одиночного імпульсу зварювального струму, який викликає пластичні деформації в зоні точкового зварювання, тривалістю, що його задає блок управління прототипу, імпульс зварювального струму в запропонованому апараті складається з двох фаз. В першій фазі, після короткочасного замикання ключа "пуск" струм, що протікає через місце установки електродів, включається на час, тривалість якого визначається інтегратором та схемою порівняння. Протягом цього "пробного" імпульсу, по його тривалості, визначається сумарний електричний опір точки зварювання. Якщо тривалість цього імпульсу менша від тривалості, яка встановлена в блоці управління з урахуванням конкретної зварювальної задачі то, з деякою затримкою відносно до моменту закінчення "пробного" імпульсу, формується друга "основна" фаза зварювального струму, фіксована тривалість якої визначається блоком управління в залежності від тієї ж конкретної зварювальної задачі (марки металу, з якого формується не рознімні точкові зварні з'єднання, його товщини та міцності зварювальних з’єднань). У випадку, якщо тривалість "пробного" імпульсу більша від тривалості, яка встановлена в блоці управління то "основна" фаза імпульсу зварювального струму не формується і схема пристрою повертається в початковий стан, починаючи з якого формування фаз може бути поновлене повторним замиканням ключа "пуск". Позитивний ефект в запропонованому винаході досягається за рахунок того, що, за відносно короткий час протікання струму в першій ("пробній") фазі, зона (точка зварювання) прогрівається і електричний опір зони майбутнього не рознімного точкового зварного з'єднання стає більше просторово однорідним і, під час другої "основної" фази формування не рознімне точкове зварне з'єднання відбувається без неконтрольованого викиду розплавленого металу з місця установки зварювальних електродів. Суть корисної моделі пояснюють креслення. На Фіг. 1 показана блок-схема апарата для конденсаторного точкового зварювання, що заявляється. На Фіг. 2 показані фрагменти амплітудно-часових співвідношень, що відображають взаємодію блока управління та елементів, які введені в схему апарата для конденсаторного точкового зварювання згідно винаходу, в процесі формування нерознімних точкових зварювальних з'єднань. Апарат для конденсаторного точкового зварювання, складається з молекулярного конденсатора 1, до клем якого підключені, через транзисторний комутатор 2 та датчик струму 3 - зварювальний інструмент з електродами 4, датчик напруги 5 та силові виходи блока заряду 6, силовий вхід якого підключений до мережі живлення 7, а керуючий вхід - до першого виходу блока управління 8, другий вихід якого підключений до входу керування транзисторного комутатора 2, а перший вхід - до виходу датчика напруги 5, інтегратор 9 з ключом установки в початковий стан 10, схема порівняння 11 та тригер 12 причому вхід інтегратора 9 підключений до виходу датчика струму 3, його вихід - до першого входу схеми порівняння 11, другий вхід якої 2 UA 96577 U 5 10 15 20 25 30 35 40 45 50 55 60 підключений до виходу датчика напруги 5, а вихід - до "R" входу тригера 12, до "S" входу якого підключений ключ "пуск" 13; прямий вихід тригера 12 підключений до другого входу блока управління 8, а його інверсний вихід - до ключа установки інтегратора в начальний стан 10. Конструкція зварювального інструмента з електродами 4 може бути загальноприйнятою, наприклад, зварювальні лещата. На Фіг. 2 зображено, як функція часу: а) характер зміни напруги на виході ключа "пуск" 13 та на "S" вході тригера 12; б) характер зміни напруги на "інверсному" виході тригера 12 та вході ключа установки в начальний стан 10 інтегратора 9; в) характер зміни напруги на керуючому вході транзисторного комутатора 2 (на другому виході блока управління 8) та характер протікання зварювального струму через місце установки електродів зварювального інструмента 4; г) амплітуда напруги на виході інтегратора 9 та рівень напруги Uмк, при якому спрацьовує схема порівняння 11; д) характер зміни напруги на виході схеми порівняння 11 та на "R" вході тригера 12. Амплітудно-часові співвідношення в поведінці параметрів, які зображені на Фіг. 2, подані для двох зварювальних циклів: Цз 1 - зварювальний цикл, в якому сформовані обидві фази зварювального струму (відбулося формування нерознімного точкового зварного з'єднання); Цз 2 - зварювальний цикл, в якому не відбулося формування нерознімного точкового зварного з'єднання. На шкалі часу t відмічені моменти часу та часові проміжки, а саме: tпф1 - початок формування першої фази зварювального циклу (момент замикання ключа "пуск" 13, розмикання ключа та установки в початковий стан 10 інтегратора 9, початку заряду інтегратора 9, початку протікання струму через місце установки електродів зварювального інструменту 4; tкф1 - кінець формування першої фази зварювального циклу (момент замикання ключа установки в початковий стан 10 інтегратора 9, кінця заряду інтегратора 9 та закінчення протікання струму через місце установки електродів зварювального інструмента 4; tпф2 - початок формування другої фази зварювального циклу (момент початку протікання зварювального струму через місце установки електродів зварювального інструмента 4; tкф2 - кінець формування другої фази зварювального циклу (момент закінчення протікання зварювального струму через місце установки електродів зварювального інструмента 4; tф1max - максимально допустима тривалість першої фази зварювального циклу; tзвapюв. - номінальна тривалість другої фази зварювального циклу; tзатpим. - тривалість затримки моменту початку другої фази зварювального циклу tпф2 відносно моменту закінчення першої фази зварювального циклу tкф1. При підключенні апарата для конденсаторного точкового зварювання до мережі живлення 7 блок заряду 6, при умові, що рівень напруги на клемах молекулярного конденсатора 1 менше номінального значення, яке встановлюється в блоці управління 8 в залежності від конкретної зварювальної задачі (марки металу, в межах якого буде сформоване не рознімне точкове зварне з'єднання, його товщини та міцності зварних з’єднань), починається заряд молекулярного конденсатора 1 постійним електричним струмом. При досягненні номінального значення напруги на клемах молекулярного конденсатора 1 блок управління 8 відключає блок заряду 6 від мережі живлення 7 та сигналізує про стан готовності апарата до виконання зварювання. Після короткочасного замикання ключа "пуск" 13 (див. Фіг. 2, а) починається формування першої фази імпульсу струму. При цьому стан тригера 12 змінюється, сигнал з його "інверсного" виходу (див. Фіг. 2, б) розмикає ключ установки 10 інтегратора 9, а сигнал з "прямого" виходу приходить на другий вхід блока управління 8, що приводить до замикання транзисторного комутатора 2 (див. Фіг. 2 в), початку відліку часу першої фази зварювального циклу і порівняння її тривалості з тривалістю, яка встановлена в блоці управління 8 з урахуванням конкретної зварювальної задачі. По електричному колу зварювального інструмента 4 проходить струм і на виході датчика струму 3 з′являється сигнал, величина якого пропорційна його величині. Цей сигнал змінює рівень напруги на виході інтегратора 9 (див. Фіг. 2, г). В результаті, через деякий час, рівень напруги на виході інтегратора 9 або на першому вході схеми порівняння 11 зрівнюється з рівнем напруги на виході датчика напруги 5 (другий вхід схеми порівняння 11). Схема порівняння 11 спрацьовує і її сигнал (див. Фіг. 2, д) повертає тригер 12 в початковий стан, при якому ключ установки 10 інтегратора 9 замикається, рівень напруги на виході інтегратора 9 повертається до початкового стану і розмикається транзисторний комутатор 2 (див. Фіг. 2, в). Подальша робота апарата для конденсаторного 3 UA 96577 U 5 10 15 20 25 30 35 точкового зварювання визначається тривалістю tф1=tкф1-tпф1 імпульсу зварювального струму в першій фазі (див. Фіг. 2). Якщо тривалість імпульсу в першій фазі (див. Цз 1 Фіг. 2) менша від тривалості tф1tф1mах, яка встановлена в блоці управління 8 з урахуванням конкретної зварювальної задачі то, з деякою затримкою tзaтpим. відносно до моменту закінчення першої фази, блок управління 8 замикає транзисторний комутатор 2 (див. Фіг. 2, в) на час tзварюв.=tкф2-tпф2, який визначається блоком управління 8 в залежності від тієї ж конкретної зварювальної задачі (марки металу, в межах якого буде сформоване нерознімне точкове зварювальне з'єднання, його товщини та міцності зварних з'єднань). Таким чином формується друга "основна" фаза імпульсу зварювального струму, в межах якої енергія молекулярного конденсатора 1 викликає пластичні деформації в зоні проходження зварювального струму і формує точкове нерознімне з'єднання зварювальних деталей. По закінченні другої фази транзисторний комутатор 2 припиняє проходження зварювального струму в колі зварювального інструменту з електродами 4 (див. Фіг. 2, в). За час зварювання напруга на електродах молекулярного конденсатора 1 знижується і чергова спроба формування точкового нерознімного з'єднання починається з поновлення заряду молекулярного конденсатора 1 до його номінального значення. У випадку (представлений фрагментом див. Цз 2 на Фіг. 2), якщо тривалість "пробного" імпульсу більша від тривалості, яка встановлена в блоці управління 8 (tф1tф1max) то "основна" фаза імпульсу зварювального струму не формується і схема апарата повертається в початковий стан. Враховуючи те, що в першій ("пробній") фазі роботи точка (зона) зварювання прогрівається і в цій зоні відбувається не тільки зміна електричного опору, а і вирівнюється його просторова неоднорідність, корисно спробувати повторно запустити апарат для конденсаторного точкового зварювання шляхом повторного замиканням ключа "пуск" 13. Як показує досвід дві-три спроби замиканням ключа "пуск" 13 достатньо для успішного формування точкового нерознімного з'єднання в місці розташування електродів зварювального інструмента 4. Відсутність успішного (з формуванням "основної" фази імпульсу зварювального струму) запуску пристрою свідчить про відсутність, в вибраній зоні, необхідних умов для виконання якісного точкового нерознімного з'єднання та про необхідність переустановлення електродів зварювального інструмента 4. Позитивна якість апарата для конденсаторного точкового зварювання, що пропонується, полягає в тому, що за відносно короткий час протікання зварювального струму в першій ("пробній") фазі зона (точка зварювання) прогрівається і електричний опір в зоні передбачуваного нерознімного точкового зварного з'єднання стає більш просторово однорідним та рівномірним. В результаті, під час другої "основної" фаза формується нерознімне точкове зварне з'єднання без неконтрольованого викиду розплавленого металу з місця установки зварювальних електродів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Апарат для конденсаторного точкового зварювання, що містить ключ "пуск", молекулярний конденсатор, до клем якого підключені, через транзисторний комутатор та датчик струму зварювальний інструмент з електродами, датчик напруги та силові виходи блока заряду, силовий вхід якого підключений до мережі живлення, а керуючий вхід - до першого виходу блока управління, другий вихід якого підключений до входу керування транзисторного комутатора, а перший вхід - до виходу датчика напруги, введені інтегратор з ключем установки в початковий стан, схема порівняння зі схемою установки рівня різниці напруг на виході інтегратора та тригер, причому вхід інтегратора підключений до виходу датчика струму, його вихід - до першого входу схеми порівняння, другий вхід якої підключений до виходу датчика напруги, а вихід - до "R" входу тригера, до "S" входу тригера підключений ключ "пуск"; прямий вихід тригера підключений до другого входу блока управління, а його інверсний вихід - до ключа установки інтегратора в початковий стан. 4 UA 96577 U 5 UA 96577 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюKorotynskyi Oleksandr Yevtikhiiovych, Skopiuk Mykhailo Ivanovych
Автори російськоюКоротинский Александр Евтихиевич, Скопюк Михаил Иванович
МПК / Мітки
МПК: B23K 11/26
Мітки: зварювання, точкового, конденсаторного, пристрій
Код посилання
<a href="https://ua.patents.su/8-96577-pristrijj-dlya-kondensatornogo-tochkovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для конденсаторного точкового зварювання</a>
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 30514
Опубліковано: 15.11.2000
Автори: Самотий Володимир Васильович, Білобородченко Володимир Іванович
МПК: B23K 11/00
Мітки: матеріалів, точкового, переважно, тугоплавких, пристрій, зварювання, конденсаторного
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з'єднане з першим тиристором та через перший діод - з накопичувальним конденсатором, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, вхід та вихід її під'єднані відповідно до другого діоду та першого тиристора, а вторинна обмотка є виходом пристрою, який відрізняється тим, що в нього...
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів
Номер патенту: 37553
Опубліковано: 15.05.2001
Автори: Самотий Володимир Васильович, Білобородченко Володимир Іванович
МПК: B23K 11/00
Мітки: точкового, пристрій, тугоплавких, матеріалів, зварювання, переважно, конденсаторного
Формула / Реферат:
Пристрій для точкового конденсаторного зварювання, переважно тугоплавких матеріалів, який містить джерело напруги, що з’єднане з першим тиристором та через діод з нагромаджуючого конденсатором, причому катод, першого тиристора та один з виводів нагромаджуючого конденсатора приєднані до загальної шини, зварювальний трансформатор, первинна обмотка якого має принаймні один проміжний вивід, а вторинна обмотка є виходом пристрою, який...
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 79189
Опубліковано: 25.05.2007
Автори: Паеранд Юрій Едуардович, Бондаренко Олександр Федорович
МПК: B23K 11/24
Мітки: процесом, зварювання, точкового, керування, контактного, пристрій
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, включений у вторинний ланцюг джерела зварювального струму, буферний підсилювач, блок порівняння, блок множення, керуючий вхід регулятора зварювального струму через буферний підсилювач з'єднаний з виходом блока порівняння, перший вхід якого з'єднаний з виходом блока множення, датчик зварювального струму і...
Пристрій для керування процесом контактного точкового зварювання
Номер патенту: 21356
Опубліковано: 15.03.2007
Автори: Бондаренко Олександр Федорович, Паеранд Юрій Едуардович
МПК: B23K 11/24
Мітки: контактного, пристрій, точкового, процесом, керування, зварювання
Формула / Реферат:
Пристрій для керування процесом контактного точкового зварювання, що містить джерело зварювального струму, регулятор зварювального струму, датчики зварювального струму і напруги між електродами, підключені до входів блока множення, перший інтегратор і перший задатчик, з'єднані з входами першого компаратора, блок керування, перший і другий виходи якого підключені до керуючих входів першого і другого інтеграторів, другий задатчик і блок...
Спосіб контактного точкового зварювання

Номер патенту: 29554
Опубліковано: 10.01.2008
Автори: Нічєпоренко Олександр Васильович, Сендецький Євгеній Миколайович
МПК: B21F 27/00, B23K 11/10, B23K 11/00
Мітки: точкового, спосіб, зварювання, контактного
Формула / Реферат:
Спосіб контактного точкового зварювання переважно прутків дроту при виготовленні сітки, при якому в початковий момент зварювання прутки стискають із зусиллям стиснення, величина якого менше зварювального зусилля стиснення, пропускають імпульс струму, а потім стискаюче зусилля збільшують до зварювального зусилля стиснення, пропускають імпульс зварювального струму і знімають зусилля стиснення, який відрізняється тим, що в початковий момент...
Попередній патент: Спосіб виготовлення шинки з м’яса птиці
Наступний патент: Печиво
Випадковий патент: Спосіб визначення показань до коронарографії