Спосіб прокатки товстого плаского прокату на станах
Номер патенту: 111505
Опубліковано: 10.11.2016
Автори: Ростовський Костянтин Леонідович, Гончаренко Анжела Федорівна, Іоффе Ірина Анатолівна, Савченко Олег Євгенєвич, Ростовський Сергій Костянтинович



Формула / Реферат
1. Спосіб прокатки товстого плаского прокату на станах, що включає нагрівання первинного серпуватого сляба та обтиснення його валками реверсивної універсальної кліті, при цьому перед завданням серпуватого сляба в кліть визначають розузгодження швидкостей валків, який відрізняється тим, що розузгодження швидкостей виконують для вертикальних валків, а швидкісну асиметрію вертикальних валків забезпечують за рахунок зміни швидкості одного з них, причому ступінь швидкісної асиметрії вертикальних валків Kv визначають по формулі:
Kv=V1/V2=1+(0,255×B2+0,518×B+0,272)×S/L, де
V1 - швидкість вертикального валка з боку ввігнутості сляба, м/с;
V2 - швидкість вертикального валка з боку опуклості сляба, м/с;
S - серпуватість сляба, мм;
L - довжина сляба, мм;
В - номінальна ширина сляба, мм.
2. Спосіб прокатки за п. 1, який відрізняється тим, що швидкісну асиметрію вертикальних валків забезпечують за рахунок збільшення швидкості вертикального валка з боку ввігнутості сляба V1 в Kv разів, при цьому швидкість вертикального валка з боку опуклості сляба V2 залишається незмінною.
3. Спосіб прокатки за п. 1, який відрізняється тим, що швидкісну асиметрію вертикальних валків забезпечують за рахунок зменшення швидкості вертикального валка з боку опуклості сляба V2 в Kv разів, при цьому швидкість вертикального валка з боку ввігнутості сляба V1 залишається незмінною.
Текст
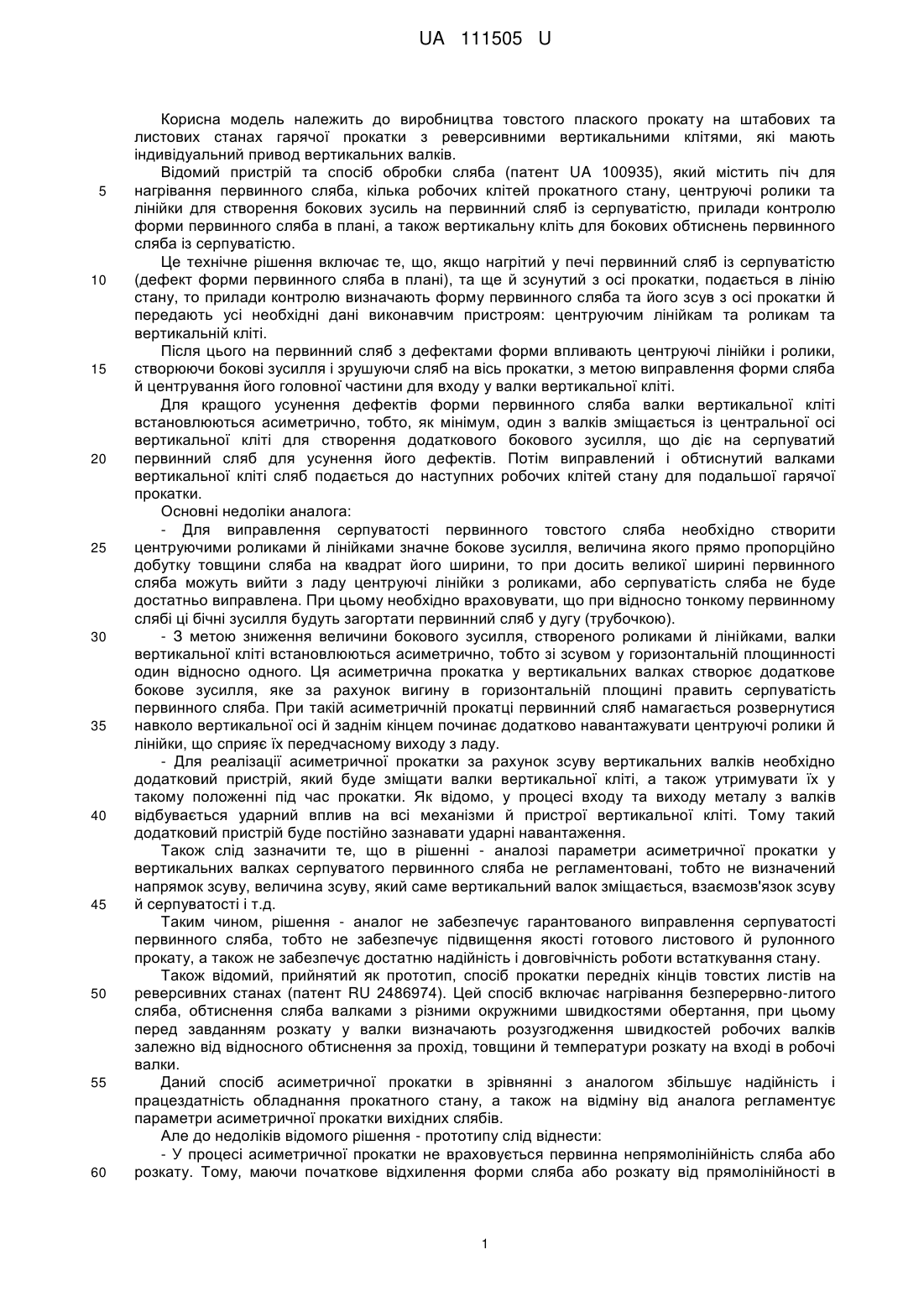
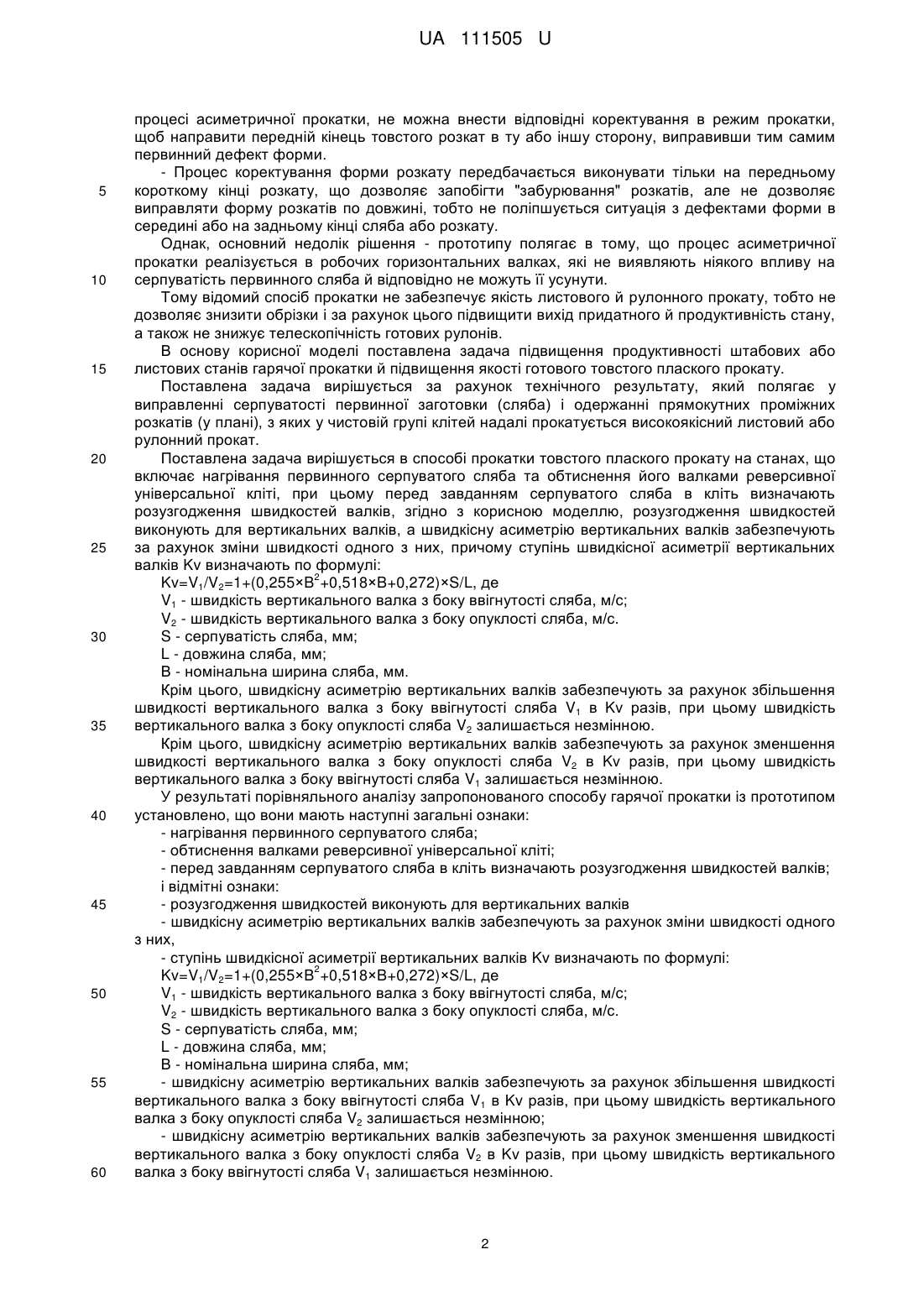
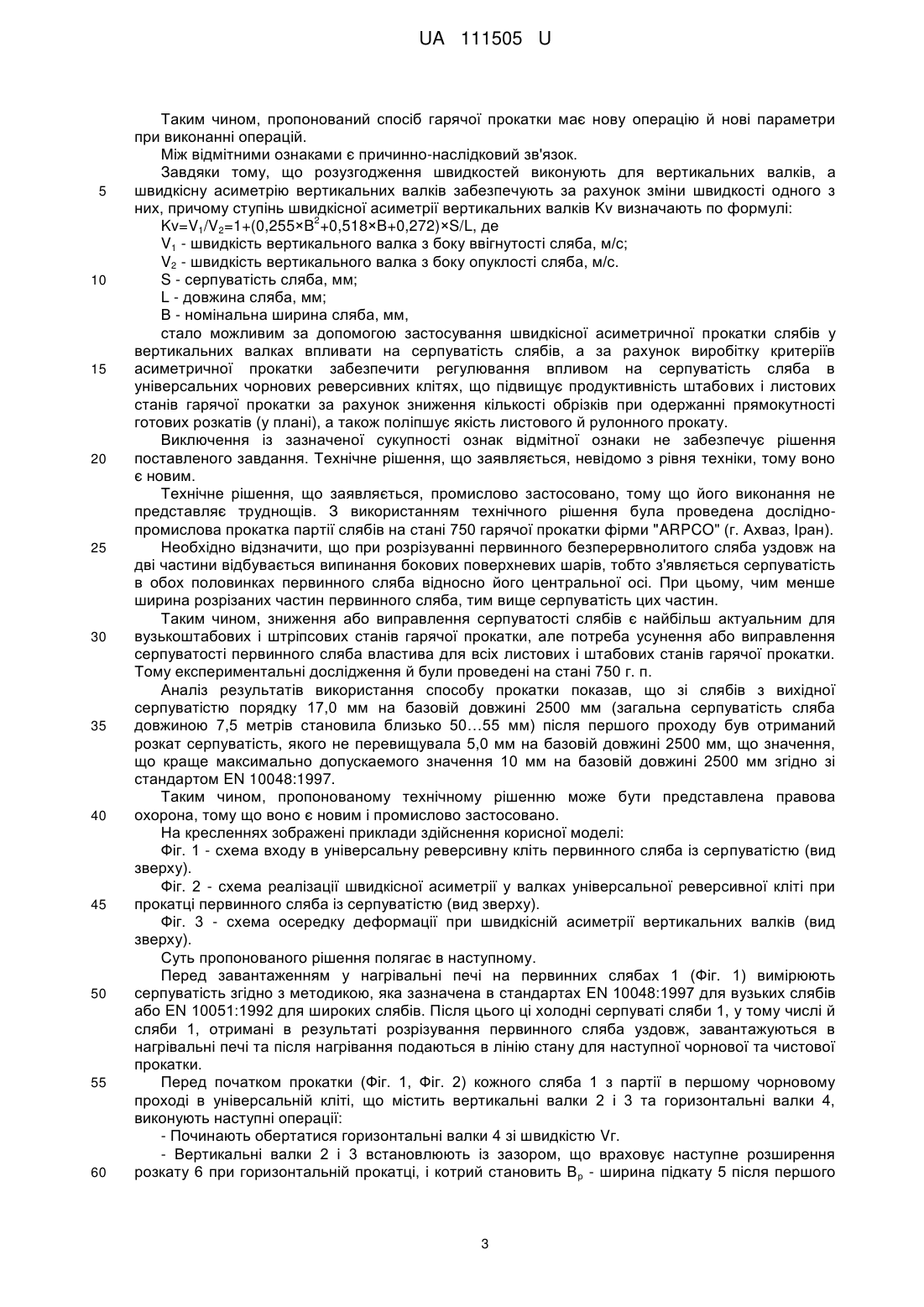
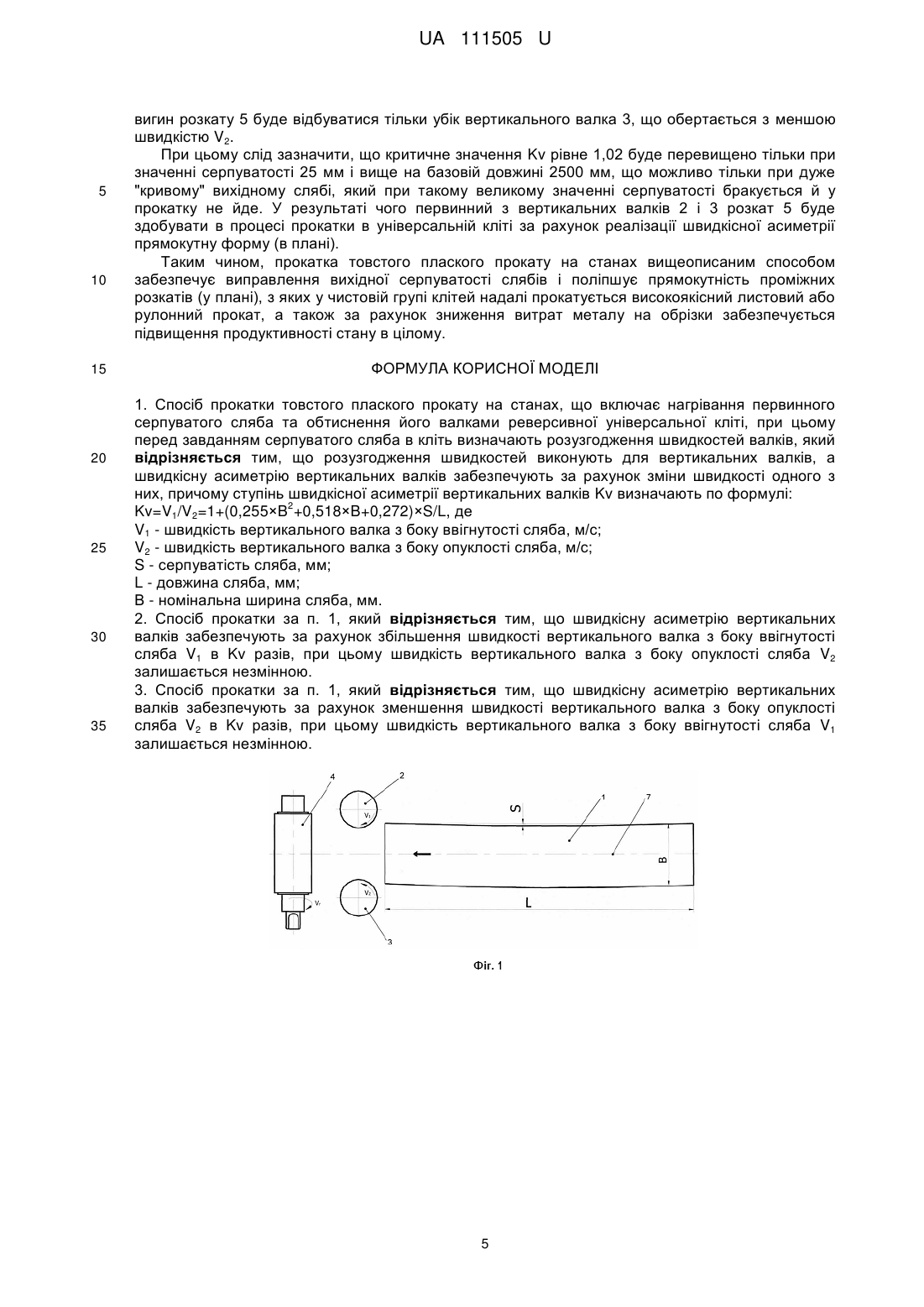
Реферат: Спосіб прокатки товстого плаского прокату на станах включає нагрівання первинного серпуватого сляба та обтиснення його валками реверсивної універсальної кліті. При цьому перед завданням серпуватого сляба в кліть визначають розузгодження швидкостей валків. Розузгодження швидкостей виконують для вертикальних валків, а швидкісну асиметрію вертикальних валків забезпечують за рахунок зміни швидкості одного з них. UA 111505 U (12) UA 111505 U UA 111505 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до виробництва товстого плаского прокату на штабових та листових станах гарячої прокатки з реверсивними вертикальними клітями, які мають індивідуальний привод вертикальних валків. Відомий пристрій та спосіб обробки сляба (патент UA 100935), який містить піч для нагрівання первинного сляба, кілька робочих клітей прокатного стану, центруючі ролики та лінійки для створення бокових зусиль на первинний сляб із серпуватістю, прилади контролю форми первинного сляба в плані, а також вертикальну кліть для бокових обтиснень первинного сляба із серпуватістю. Це технічне рішення включає те, що, якщо нагрітий у печі первинний сляб із серпуватістю (дефект форми первинного сляба в плані), та ще й зсунутий з осі прокатки, подається в лінію стану, то прилади контролю визначають форму первинного сляба та його зсув з осі прокатки й передають усі необхідні дані виконавчим пристроям: центруючим лінійкам та роликам та вертикальній кліті. Після цього на первинний сляб з дефектами форми впливають центруючі лінійки і ролики, створюючи бокові зусилля і зрушуючи сляб на вісь прокатки, з метою виправлення форми сляба й центрування його головної частини для входу у валки вертикальної кліті. Для кращого усунення дефектів форми первинного сляба валки вертикальної кліті встановлюються асиметрично, тобто, як мінімум, один з валків зміщається із центральної осі вертикальної кліті для створення додаткового бокового зусилля, що діє на серпуватий первинний сляб для усунення його дефектів. Потім виправлений і обтиснутий валками вертикальної кліті сляб подається до наступних робочих клітей стану для подальшої гарячої прокатки. Основні недоліки аналога: - Для виправлення серпуватості первинного товстого сляба необхідно створити центруючими роликами й лінійками значне бокове зусилля, величина якого прямо пропорційно добутку товщини сляба на квадрат його ширини, то при досить великої ширині первинного сляба можуть вийти з ладу центруючі лінійки з роликами, або серпуватість сляба не буде достатньо виправлена. При цьому необхідно враховувати, що при відносно тонкому первинному слябі ці бічні зусилля будуть загортати первинний сляб у дугу (трубочкою). - З метою зниження величини бокового зусилля, створеного роликами й лінійками, валки вертикальної кліті встановлюються асиметрично, тобто зі зсувом у горизонтальній площинності один відносно одного. Ця асиметрична прокатка у вертикальних валках створює додаткове бокове зусилля, яке за рахунок вигину в горизонтальній площині править серпуватість первинного сляба. При такій асиметричній прокатці первинний сляб намагається розвернутися навколо вертикальної осі й заднім кінцем починає додатково навантажувати центруючі ролики й лінійки, що сприяє їх передчасному виходу з ладу. - Для реалізації асиметричної прокатки за рахунок зсуву вертикальних валків необхідно додатковий пристрій, який буде зміщати валки вертикальної кліті, а також утримувати їх у такому положенні під час прокатки. Як відомо, у процесі входу та виходу металу з валків відбувається ударний вплив на всі механізми й пристрої вертикальної кліті. Тому такий додатковий пристрій буде постійно зазнавати ударні навантаження. Також слід зазначити те, що в рішенні - аналозі параметри асиметричної прокатки у вертикальних валках серпуватого первинного сляба не регламентовані, тобто не визначений напрямок зсуву, величина зсуву, який саме вертикальний валок зміщається, взаємозв'язок зсуву й серпуватості і т.д. Таким чином, рішення - аналог не забезпечує гарантованого виправлення серпуватості первинного сляба, тобто не забезпечує підвищення якості готового листового й рулонного прокату, а також не забезпечує достатню надійність і довговічність роботи встаткування стану. Також відомий, прийнятий як прототип, спосіб прокатки передніх кінців товстих листів на реверсивних станах (патент RU 2486974). Цей спосіб включає нагрівання безперервно-литого сляба, обтиснення сляба валками з різними окружними швидкостями обертання, при цьому перед завданням розкату у валки визначають розузгодження швидкостей робочих валків залежно від відносного обтиснення за прохід, товщини й температури розкату на вході в робочі валки. Даний спосіб асиметричної прокатки в зрівнянні з аналогом збільшує надійність і працездатність обладнання прокатного стану, а також на відміну від аналога регламентує параметри асиметричної прокатки вихідних слябів. Але до недоліків відомого рішення - прототипу слід віднести: - У процесі асиметричної прокатки не враховується первинна непрямолінійність сляба або розкату. Тому, маючи початкове відхилення форми сляба або розкату від прямолінійності в 1 UA 111505 U 5 10 15 20 25 30 35 40 45 50 55 60 процесі асиметричної прокатки, не можна внести відповідні коректування в режим прокатки, щоб направити передній кінець товстого розкат в ту або іншу сторону, виправивши тим самим первинний дефект форми. - Процес коректування форми розкату передбачається виконувати тільки на передньому короткому кінці розкату, що дозволяє запобігти "забурювання" розкатів, але не дозволяє виправляти форму розкатів по довжині, тобто не поліпшується ситуація з дефектами форми в середині або на задньому кінці сляба або розкату. Однак, основний недолік рішення - прототипу полягає в тому, що процес асиметричної прокатки реалізується в робочих горизонтальних валках, які не виявляють ніякого впливу на серпуватість первинного сляба й відповідно не можуть її усунути. Тому відомий спосіб прокатки не забезпечує якість листового й рулонного прокату, тобто не дозволяє знизити обрізки і за рахунок цього підвищити вихід придатного й продуктивність стану, а також не знижує телескопічність готових рулонів. В основу корисної моделі поставлена задача підвищення продуктивності штабових або листових станів гарячої прокатки й підвищення якості готового товстого плаского прокату. Поставлена задача вирішується за рахунок технічного результату, який полягає у виправленні серпуватості первинної заготовки (сляба) і одержанні прямокутних проміжних розкатів (у плані), з яких у чистовій групі клітей надалі прокатується високоякісний листовий або рулонний прокат. Поставлена задача вирішується в способі прокатки товстого плаского прокату на станах, що включає нагрівання первинного серпуватого сляба та обтиснення його валками реверсивної універсальної кліті, при цьому перед завданням серпуватого сляба в кліть визначають розузгодження швидкостей валків, згідно з корисною моделлю, розузгодження швидкостей виконують для вертикальних валків, а швидкісну асиметрію вертикальних валків забезпечують за рахунок зміни швидкості одного з них, причому ступінь швидкісної асиметрії вертикальних валків Kv визначають по формулі: 2 Kv=V1/V2=1+(0,255×B +0,518×B+0,272)×S/L, де V1 - швидкість вертикального валка з боку ввігнутості сляба, м/с; V2 - швидкість вертикального валка з боку опуклості сляба, м/с. S - серпуватість сляба, мм; L - довжина сляба, мм; В - номінальна ширина сляба, мм. Крім цього, швидкісну асиметрію вертикальних валків забезпечують за рахунок збільшення швидкості вертикального валка з боку ввігнутості сляба V1 в Kv разів, при цьому швидкість вертикального валка з боку опуклості сляба V2 залишається незмінною. Крім цього, швидкісну асиметрію вертикальних валків забезпечують за рахунок зменшення швидкості вертикального валка з боку опуклості сляба V2 в Kv разів, при цьому швидкість вертикального валка з боку ввігнутості сляба V1 залишається незмінною. У результаті порівняльного аналізу запропонованого способу гарячої прокатки із прототипом установлено, що вони мають наступні загальні ознаки: - нагрівання первинного серпуватого сляба; - обтиснення валками реверсивної універсальної кліті; - перед завданням серпуватого сляба в кліть визначають розузгодження швидкостей валків; і відмітні ознаки: - розузгодження швидкостей виконують для вертикальних валків - швидкісну асиметрію вертикальних валків забезпечують за рахунок зміни швидкості одного з них, - ступінь швидкісної асиметрії вертикальних валків Kv визначають по формулі: 2 Kv=V1/V2=1+(0,255×B +0,518×B+0,272)×S/L, де V1 - швидкість вертикального валка з боку ввігнутості сляба, м/с; V2 - швидкість вертикального валка з боку опуклості сляба, м/с. S - серпуватість сляба, мм; L - довжина сляба, мм; В - номінальна ширина сляба, мм; - швидкісну асиметрію вертикальних валків забезпечують за рахунок збільшення швидкості вертикального валка з боку ввігнутості сляба V1 в Kv разів, при цьому швидкість вертикального валка з боку опуклості сляба V2 залишається незмінною; - швидкісну асиметрію вертикальних валків забезпечують за рахунок зменшення швидкості вертикального валка з боку опуклості сляба V2 в Kv разів, при цьому швидкість вертикального валка з боку ввігнутості сляба V1 залишається незмінною. 2 UA 111505 U 5 10 15 20 25 30 35 40 45 50 55 60 Таким чином, пропонований спосіб гарячої прокатки має нову операцію й нові параметри при виконанні операцій. Між відмітними ознаками є причинно-наслідковий зв'язок. Завдяки тому, що розузгодження швидкостей виконують для вертикальних валків, а швидкісну асиметрію вертикальних валків забезпечують за рахунок зміни швидкості одного з них, причому ступінь швидкісної асиметрії вертикальних валків Kv визначають по формулі: 2 Kv=V1/V2=1+(0,255×B +0,518×B+0,272)×S/L, де V1 - швидкість вертикального валка з боку ввігнутості сляба, м/с; V2 - швидкість вертикального валка з боку опуклості сляба, м/с. S - серпуватість сляба, мм; L - довжина сляба, мм; В - номінальна ширина сляба, мм, стало можливим за допомогою застосування швидкісної асиметричної прокатки слябів у вертикальних валках впливати на серпуватість слябів, а за рахунок виробітку критеріїв асиметричної прокатки забезпечити регулювання впливом на серпуватість сляба в універсальних чорнових реверсивних клітях, що підвищує продуктивність штабових і листових станів гарячої прокатки за рахунок зниження кількості обрізків при одержанні прямокутності готових розкатів (у плані), а також поліпшує якість листового й рулонного прокату. Виключення із зазначеної сукупності ознак відмітної ознаки не забезпечує рішення поставленого завдання. Технічне рішення, що заявляється, невідомо з рівня техніки, тому воно є новим. Технічне рішення, що заявляється, промислово застосовано, тому що його виконання не представляє труднощів. З використанням технічного рішення була проведена досліднопромислова прокатка партії слябів на стані 750 гарячої прокатки фірми "ARPCO" (г. Ахваз, Іран). Необхідно відзначити, що при розрізуванні первинного безперервнолитого сляба уздовж на дві частини відбувається випинання бокових поверхневих шарів, тобто з'являється серпуватість в обох половинках первинного сляба відносно його центральної осі. При цьому, чим менше ширина розрізаних частин первинного сляба, тим вище серпуватість цих частин. Таким чином, зниження або виправлення серпуватості слябів є найбільш актуальним для вузькоштабових і штріпсових станів гарячої прокатки, але потреба усунення або виправлення серпуватості первинного сляба властива для всіх листових і штабових станів гарячої прокатки. Тому експериментальні дослідження й були проведені на стані 750 г. п. Аналіз результатів використання способу прокатки показав, що зі слябів з вихідної серпуватістю порядку 17,0 мм на базовій довжині 2500 мм (загальна серпуватість сляба довжиною 7,5 метрів становила близько 50…55 мм) після першого проходу був отриманий розкат серпуватість, якого не перевищувала 5,0 мм на базовій довжині 2500 мм, що значення, що краще максимально допускаемого значення 10 мм на базовій довжині 2500 мм згідно зі стандартом EN 10048:1997. Таким чином, пропонованому технічному рішенню може бути представлена правова охорона, тому що воно є новим і промислово застосовано. На кресленнях зображені приклади здійснення корисної моделі: Фіг. 1 - схема входу в універсальну реверсивну кліть первинного сляба із серпуватістю (вид зверху). Фіг. 2 - схема реалізації швидкісної асиметрії у валках універсальної реверсивної кліті при прокатці первинного сляба із серпуватістю (вид зверху). Фіг. 3 - схема осередку деформації при швидкісній асиметрії вертикальних валків (вид зверху). Суть пропонованого рішення полягає в наступному. Перед завантаженням у нагрівальні печі на первинних слябах 1 (Фіг. 1) вимірюють серпуватість згідно з методикою, яка зазначена в стандартах EN 10048:1997 для вузьких слябів або EN 10051:1992 для широких слябів. Після цього ці холодні серпуваті сляби 1, у тому числі й сляби 1, отримані в результаті розрізування первинного сляба уздовж, завантажуються в нагрівальні печі та після нагрівання подаються в лінію стану для наступної чорнової та чистової прокатки. Перед початком прокатки (Фіг. 1, Фіг. 2) кожного сляба 1 з партії в першому чорновому проході в універсальній кліті, що містить вертикальні валки 2 і 3 та горизонтальні валки 4, виконують наступні операції: - Починають обертатися горизонтальні валки 4 зі швидкістю Vг. - Вертикальні валки 2 і 3 встановлюють із зазором, що враховує наступне розширення розкату 6 при горизонтальній прокатці, і котрий становить Вр - ширина підкату 5 після першого 3 UA 111505 U 5 10 15 20 25 30 35 40 45 50 55 60 бокового обтиснення вертикальними валками 2 і 3 з урахуванням наступного розширення розкату 6 під час горизонтальної прокатки. - Починають обертати вертикальні валки 2 і 3 зі швидкістю, згідно зі схемами прокатки, та установлюють розузгодження швидкостей прокатки кожного з вертикальних валків 2 і 3 виходячи зі ступеня швидкісної асиметрії Kv, яка розраховується по формулі (1). Безпосередньо перед входом в універсальну кліть первинний сляб 1 центрується по осі прокатки 7, а потім надходить у вертикальні валки 2 і 3, які захоплюють гарячий сляб 1 і обжимають його по ширині. Тому що на вертикальних валках 2 і 3 заздалегідь забезпечується швидкісна асиметрія, то за рахунок розузгодження швидкостей забезпечується різне бокове обтиснення ΔВ 1 і ΔВ2 кожним з вертикальних валків 2 і 3, а значить забезпечується різна витяжка (подовження) вихідного сляба з кожного боку. Вигин розкату 5 у горизонтальній площині (Фіг. 3) при асиметричній прокатці виникає в результаті повороту вхідного перерізу CD і вихідного перерізу АЕ осередку деформації 8 відносно лінії О1О2, що з'єднує центри вертикальних валків. У горизонтально асиметричному осередку деформації 8 є зона, у якій на протилежних ділянках дуг контакту сили тертя спрямовані в протилежні сторони й, отже, створюють обертаючий момент, прикладений до осередку деформації 8. Відповідний взаємний зсув протилежних епюр контактного тиску породжує компенсуючий момент і забезпечує рівновагу діючої на осередку системи моментів. Первинний сляб 1 на вході в осередок деформації 8 і розкат 5 на виході з нього нахилені відносно осі прокатки 7. Відомо, що при гарячій прокатці товстих листів та штаб існує так зване критичне обтиснення, при якому розузгодження швидкостей V1 і V2 вертикальних валків 2 і 3 не виявляє впливу на горизонтальний вигин розкату 5, так звана "крапка нечутливості". У випадку, якщо величина відносного обтиснення за прохід перевищує будь-яке критичне значення, вигин розкату 5 відбувається убік вертикального валка 2, який обертається з більшою окружною швидкістю V1. Це буде ще сильніше викривляти розкат 5, а значить погіршувати надалі ситуацію із втратами на обрізки. У цьому випадку величину розузгодження швидкостей вертикальних валків необхідно встановити обернено пропорційно радіусу кривизни передньої ділянки розкату з діапазону Kv=1,001…1,02. При цьому, чим більше ступінь швидкісної асиметрії вертикальних валків Kv, тим менше радіус кривизни й, відповідно, "крутіше" вигин переднього кінця розкату 5. Якщо величина відносного обтиснення за прохід менше критичної величини, то вигин переднього кінця розкату 5 може бути спрямований убік вертикального валка, що обертається як з більшою V1, так і з меншою окружною швидкістю V2. Це залежить від величини ступеня швидкісної асиметрії Kv вертикальних валків 2 і 3: - Якщо вона незначна Kv=1,001…1,020, то вигин розкату 5 буде спрямований убік вертикального валка 3, що обертається з меншою швидкістю V2. - Якщо величина ступеня швидкісної асиметрії Kv вертикальних валків 2 і 3 значна, тобто більше Kv>1,020, то горизонтальний вигин розкату 5 спрямований убік вертикального валка 2, що обертається з більшою швидкістю V1. Така неоднозначна поведінка переднього кінця розкату 5 обумовлене різним ступенем фрикційної асиметрії верхньої й нижньої дуги контакту металу з вертикальними валками 2 і 3. У результаті цього поля швидкостей руху металу на виході з осередку деформації 8 різні. При цьому у випадку меншого ступеня швидкісної асиметрії Kv вертикальних валків 2 і 3 результуючий згин розкату 5 спрямований убік вертикального валка 3, що обертається з меншою швидкістю V2. В іншому випадку результуючий вигин розкату 5 спрямований, навпаки, убік вертикального валка 2, що обертається з більшою швидкістю V1. Якщо серпуватість S первинного сляба 1 не більш, ніж в 2 рази перевищує величину, регламентовану відповідним стандартом, то швидкісна асиметрія вертикальних валків 2 і 3 забезпечується за рахунок збільшення швидкості вертикального валка 2 з боку ввігнутості розкату V1 в Kv раз, при цьому швидкість вертикального валка 3 з боку опуклості розкату V2 залишається незмінної. При іншому значенні серпуватості S первинного сляба 1 швидкісну асиметрію вертикальних валків 2 і 3 забезпечують за рахунок зменшення швидкості вертикального валка з боку опуклості розкату V2 в Kv раз, при цьому швидкість вертикального валка з боку ввігнутості розкату V1 залишається незмінної. Враховуючи, що для вертикальних валків 2 і 3 значення ступені швидкісної асиметрії Kv, розраховане по формулі (1), не перевищує критичного значення Kv=1,02, то горизонтальний 4 UA 111505 U 5 10 15 20 25 30 35 вигин розкату 5 буде відбуватися тільки убік вертикального валка 3, що обертається з меншою швидкістю V2. При цьому слід зазначити, що критичне значення Kv рівне 1,02 буде перевищено тільки при значенні серпуватості 25 мм і вище на базовій довжині 2500 мм, що можливо тільки при дуже "кривому" вихідному слябі, який при такому великому значенні серпуватості бракується й у прокатку не йде. У результаті чого первинний з вертикальних валків 2 і 3 розкат 5 буде здобувати в процесі прокатки в універсальній кліті за рахунок реалізації швидкісної асиметрії прямокутну форму (в плані). Таким чином, прокатка товстого плаского прокату на станах вищеописаним способом забезпечує виправлення вихідної серпуватості слябів і поліпшує прямокутність проміжних розкатів (у плані), з яких у чистовій групі клітей надалі прокатується високоякісний листовий або рулонний прокат, а також за рахунок зниження витрат металу на обрізки забезпечується підвищення продуктивності стану в цілому. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб прокатки товстого плаского прокату на станах, що включає нагрівання первинного серпуватого сляба та обтиснення його валками реверсивної універсальної кліті, при цьому перед завданням серпуватого сляба в кліть визначають розузгодження швидкостей валків, який відрізняється тим, що розузгодження швидкостей виконують для вертикальних валків, а швидкісну асиметрію вертикальних валків забезпечують за рахунок зміни швидкості одного з них, причому ступінь швидкісної асиметрії вертикальних валків Kv визначають по формулі: 2 Kv=V1/V2=1+(0,255×B +0,518×B+0,272)×S/L, де V1 - швидкість вертикального валка з боку ввігнутості сляба, м/с; V2 - швидкість вертикального валка з боку опуклості сляба, м/с; S - серпуватість сляба, мм; L - довжина сляба, мм; В - номінальна ширина сляба, мм. 2. Спосіб прокатки за п. 1, який відрізняється тим, що швидкісну асиметрію вертикальних валків забезпечують за рахунок збільшення швидкості вертикального валка з боку ввігнутості сляба V1 в Kv разів, при цьому швидкість вертикального валка з боку опуклості сляба V2 залишається незмінною. 3. Спосіб прокатки за п. 1, який відрізняється тим, що швидкісну асиметрію вертикальних валків забезпечують за рахунок зменшення швидкості вертикального валка з боку опуклості сляба V2 в Kv разів, при цьому швидкість вертикального валка з боку ввігнутості сляба V1 залишається незмінною. 5 UA 111505 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21B 39/14, B21B 37/46, B21B 1/22
Мітки: прокатки, товстого, прокату, спосіб, плаского, станах
Код посилання
<a href="https://ua.patents.su/8-111505-sposib-prokatki-tovstogo-plaskogo-prokatu-na-stanakh.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки товстого плаского прокату на станах</a>
Пристрій для охолодження прокату на листових станах гарячої прокатки
Номер патенту: 17356
Опубліковано: 15.09.2006
Автори: Вакуленко Олександр Михайлович, Лисенко Ніна Іванівна, Агєєв Олександр Михайлович, Білобров Юрій Миколайович, Кожевніков Георгій Васильович
МПК: B21B 45/02
Мітки: пристрій, прокату, гарячої, листових, охолодження, станах, прокатки
Формула / Реферат:
Пристрій для охолодження прокату на листових станах гарячої прокатки, що містить закриту ємність для охолодної рідини, підвідний трубопровід та U-подібні трубки, який відрізняється тим, що закрита ємність по всій довжині розділена поперечними перегородками на герметичні секції, до кожної з яких виконане підведення охолодної рідини по трубопроводу, на якому встановлений відсічний клапан, відведення охолодної рідини з кожної секції виконане...
Пристрій для ламінарного охолодження прокату на листових станах гарячої прокатки
Номер патенту: 109099
Опубліковано: 10.08.2016
Автори: Ростовський Костянтин Леонідович, Білокуренко Павло Вікторович, Ростовський Сергій Костянтинович
МПК: B21B 45/02
Мітки: станах, охолодження, ламінарного, пристрій, прокату, листових, прокатки, гарячої
Формула / Реферат:
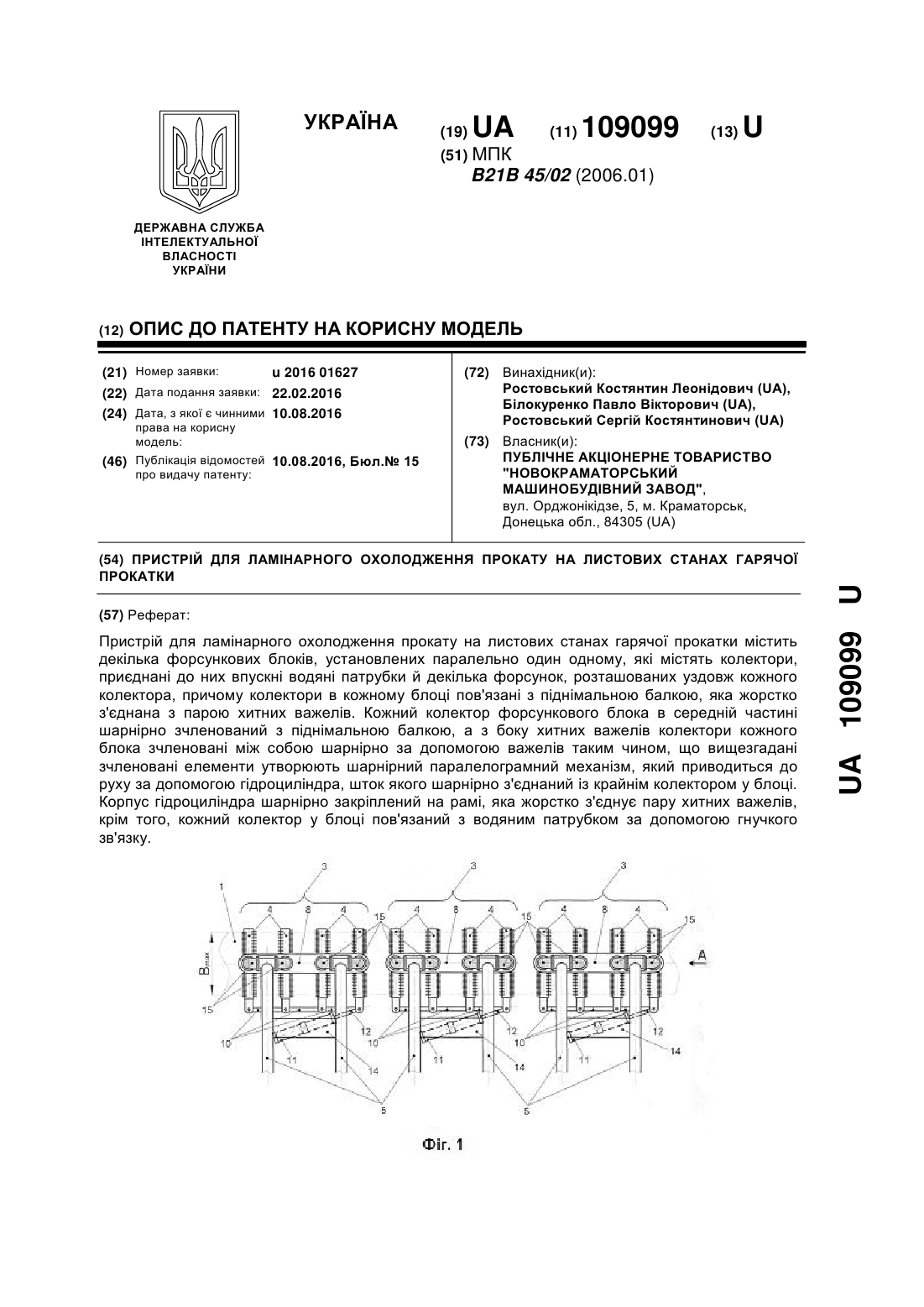
Пристрій для ламінарного охолодження прокату на листових станах гарячої прокатки, що містить декілька форсункових блоків, установлених паралельно один одному, які містять колектори, приєднані до них впускні водяні патрубки й декілька форсунок, розташованих уздовж кожного колектора, причому колектори в кожному блоці пов'язані з піднімальною балкою, яка жорстко з'єднана з парою хитних важелів, який відрізняється тим, що кожний колектор...
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях
Номер патенту: 58259
Опубліковано: 11.04.2011
Автори: Утьомова Юлія Віталійовна, Бочаров Віталій Федорович, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: пластичної, поверхневої, ефекту, робочих, станах, спосіб, смуг, особливої, клітях, використанням, тонких, безперервної, прокатки, останніх, деформації
Формула / Реферат:
Спосіб прокатки тонких і особливо тонких смуг на станах безперервної прокатки з використанням ефекту поверхневої пластичної деформації в останніх робочих клітях, який відрізняється тим, що за рахунок зміни схеми установлення робочих валків в останніх робочих клітях стана безперервної прокатки використовуються комбінації робочих валків, бочки яких текстуровані у вигляді безлічі мікровиступів і робочих валків із гладкою бочкою, що забезпечує...
Спосіб прокатки труб на пілігримових станах

Номер патенту: 85623
Опубліковано: 25.11.2013
Автори: Степаненко Олександр Миколайович, Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Іванов Костянтин Олександрович
МПК: B21C 3/16
Мітки: труб, пілігрімових, спосіб, станах, прокатки
Формула / Реферат:
1. Спосіб прокатки труб на пілігримових станах, що включає деформацію на дорні нагрітої порожнистої гільзи в калібрі з поперечним перетином, що зменшується по колу сталевих, наплавлених і шліфованих валків, нанесення на поверхню калібру валків протиналипаючого складу перед їх установкою в кліть, який відрізняється тим, що при налипанні металу в проблемних зонах валків в процесі прокатки стан зупиняють, шліфують проблемні ділянки валків з...
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бочаров Віталій Федорович, Бойко Володимир Семенович, Норка Сергій Петрович, Бочаров Володимир Віталійович
МПК: B21B 1/04
Мітки: безперервних, холодної, особливої, спосіб, станах, тонких, штаб, прокатки
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Попередній патент: Спосіб запалювання просторово однорідного розряду атмосферного тиску в системі з водяним електродом
Наступний патент: Спосіб виробництва м’ясних січених напівфабрикатів
Випадковий патент: Спосіб запобігання загрозі безпеки руху у межах залізничного переїзду