Автоматизована система пристроїв та спосіб для формоутворення великогабаритних деталей з листового матеріалу
Номер патенту: 114337
Опубліковано: 25.05.2017
Автори: Асташкін Володимир Ілліч, Корольков Юрій Якимович, Подгребельний Микола Семенович, Лупкін Борис Володимирович
Формула / Реферат
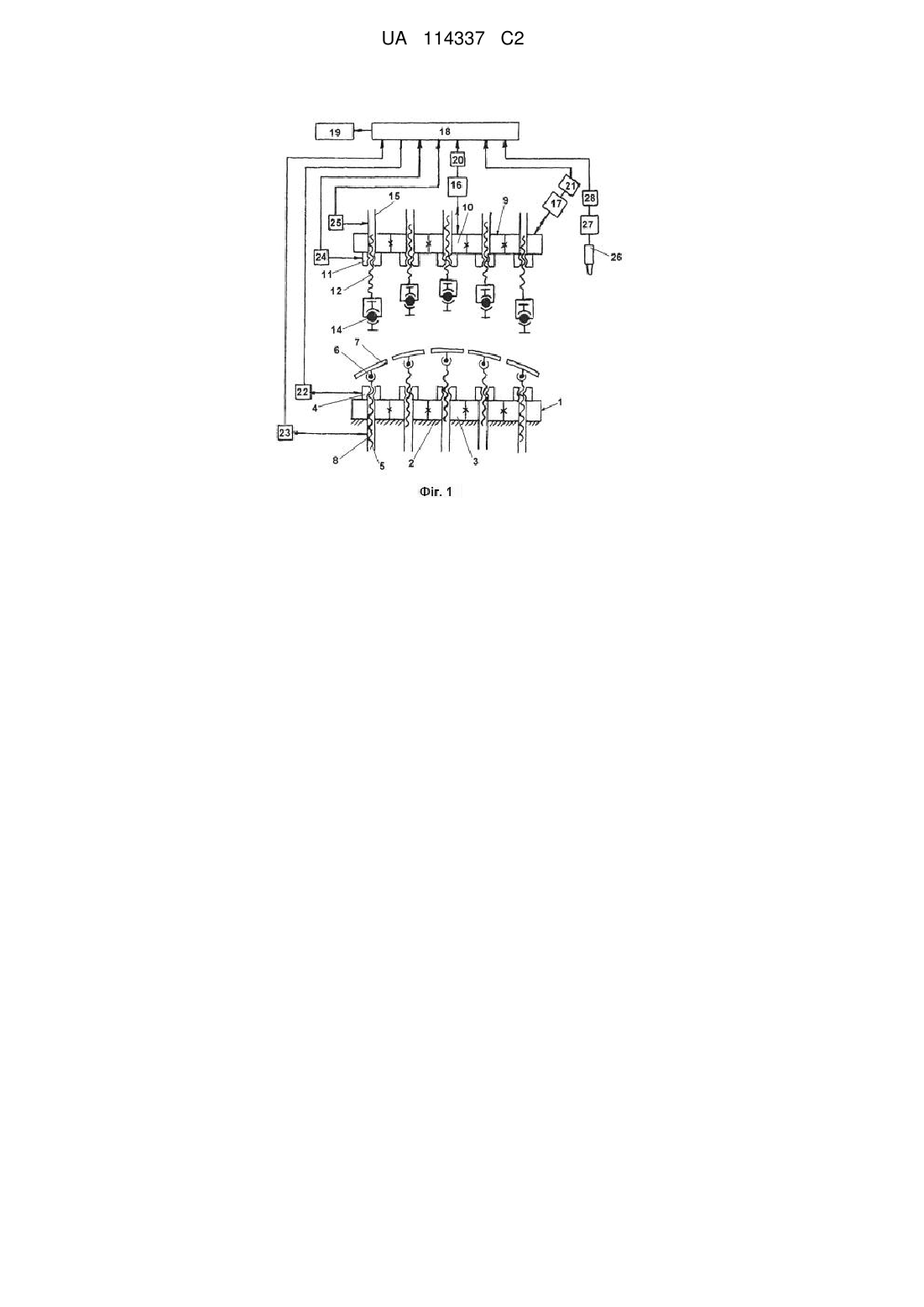
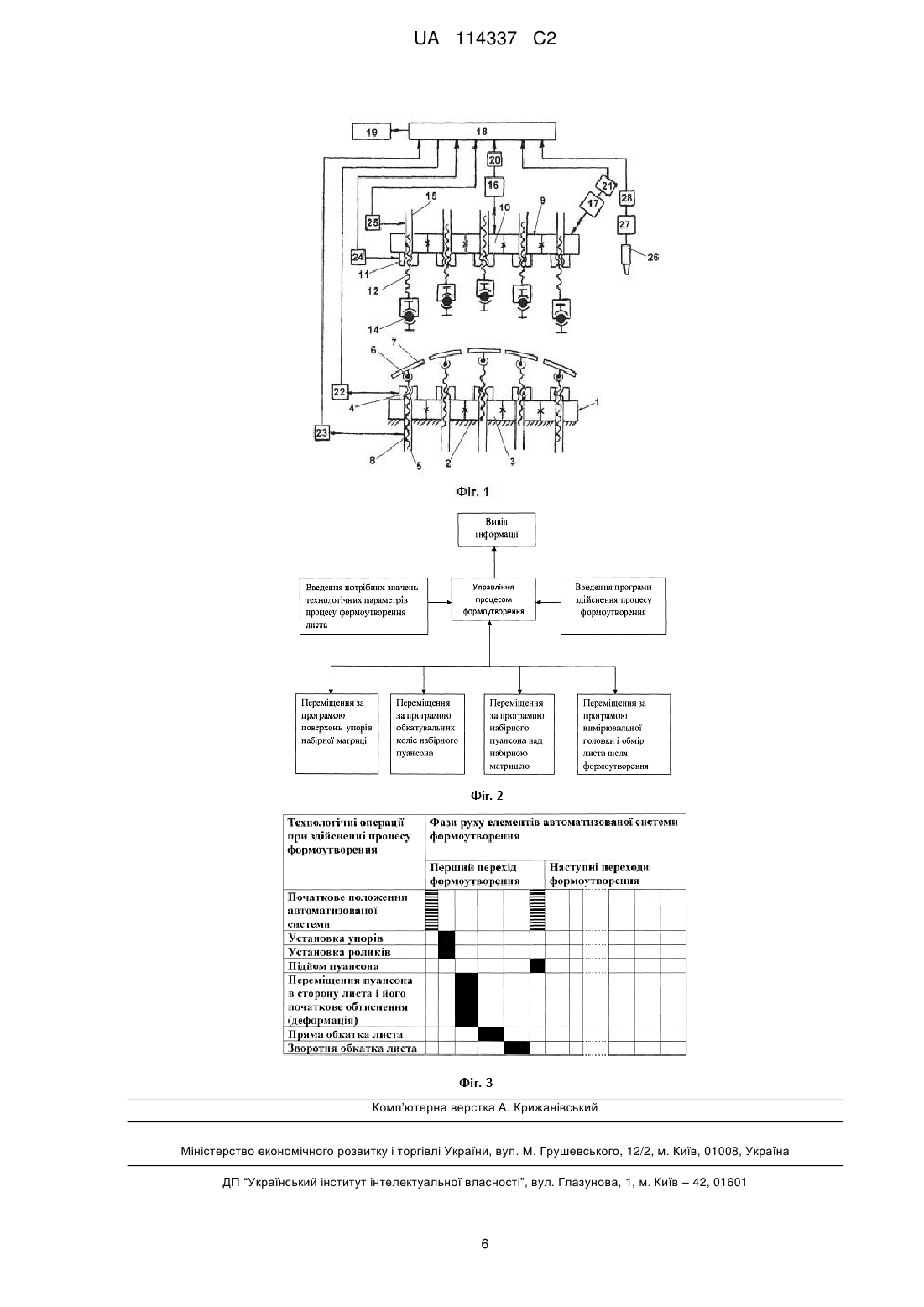
1. Автоматизована система пристроїв для здійснення способу формоутворення великогабаритних деталей з листового матеріалу, що містить набірну матрицю (1), нерухомо встановлену на основі (2), причому матриця (1) складається з однотипних елементів (3), жорстко з'єднаних в масив, причому зверху кожного елемента (3) розташована опорна гайка (4), яка виконана з можливістю обертання навколо гвинта (5) за допомогою регульованого електроприводу для створення його зворотно-поступального переміщення всередині елемента (3), при цьому на верхньому торці гвинта (5) через шарнірне з'єднання (6) встановлений упор (7), також кожен елемент (3) оснащений датчиком переміщення (8) гвинта (5), при цьому над упорами (7) розташований набірний пуансон (9), який складається з однотипних елементів (10), жорстко з'єднаних в щонайменше один ряд, причому кількість елементів (10) дорівнює кількості елементів (3) набірної матриці в її поперечному ряду, знизу кожного елемента (10) розташована опорна гайка (11), яка виконана з можливістю обертання навколо гвинта (12) за допомогою регульованого електроприводу для створення його зворотно-поступального переміщення всередині елемента (10), причому на нижньому торці гвинта (12) встановлено з можливістю обертання навколо своєї горизонтальної осі і коливання навколо своєї вертикальної осі обкатуючий ролик (14), також кожен елемент (10) оснащений датчиком (15) переміщення гвинта (12), при цьому для здійснення вертикального зворотно-поступального переміщення набірного пуансона (9) в напрямку складальної матриці (1) до нього приєднаний керований силовий привід (16), а для здійснення горизонтального зворотно-поступального переміщення набірного пуансона (9) уздовж всієї складальної матриці (1) до нього приєднаний керований силовий привід (17), також автоматизована система містить вимірювальну головку (26), яка розташована незалежно від набірного пуансона (9) та аналогічно йому над набірною матрицею (1), та привід (27) її управління разом з системою позиціонування (28), при цьому система має також виконаний на базі мікропроцесорної техніки системний блок управління (СБУ) (18), до якого приєднаний показуючий пристрій (19), такий як комп'ютерний монітор, для виведення на нього всіх потрібних значень технологічних параметрів процесу формоутворення листа, а також результати обмірів геометрії отриманого виробу, при цьому для управління процесом формоутворення до СБУ (18) у свою чергу підключені:
- силовий привід (16) вертикального зворотно-поступального переміщення набірного пуансона (9) через блок управління (БУ) (20);
- силовий привід (17) горизонтального зворотно-поступального переміщення набірного пуансона (9) уздовж всієї складальної матриці (1) через БУ (21);
- регульований електропривод кожної гайки (4) гвинта (5) через БУ (22);
- датчик переміщення (8) кожного гвинта (5) через БУ (23);
- регульований електропривод кожної гайки (11) гвинта (12) через БУ (24);
- датчик переміщення (15) кожного гвинта (12) через БУ (25);
- вимірювальна головка (26) через її привод (27) та систему позиціонування (28).
2. Автоматизована система пристроїв за п. 1, в якій упори (7) виконані у вигляді однієї, наприклад, виготовленої з металу або з пластика пластини або з пакета пластин.
3. Автоматизована система пристроїв за п. 1, в якій датчики переміщення (8) гвинтів (5, 12) виконані безконтактними або контактними, наприклад у вигляді ємнісного або індукційного або реостатного типів.
4. Автоматизована система пристроїв за п. 1, в якій керовані силові приводи (16, 17) набірного пуансона (9) виконані гідравлічного або електромеханічного типів.
5. Спосіб формоутворення великогабаритних деталей з листового матеріалу за допомогою пристрою за будь-яким із пп. 1-4, який реалізують послідовно в кілька етапів:
- в системний блок управління (СБУ) (18) вводять програму формоутворення поверхні листового матеріалу, в якій відображений технологічний процес формоутворення і його технологічні параметри по переходах;
- від СБУ (18) подають сигнал до електроприводів гайок (4) гвинтів (5) з упорами (7) складальної матриці (3) для формування теоретичної поверхні листа для здійснення першого переходу формоутворення;
- аналогічно від СБУ (18) подають сигнал до електроприводів гайок (11) гвинтів (12) з обкатуючими роликами 14 набірного пуансона 9 для формування теоретичної кривої, еквідистантної до теоретичної поверхні листа для здійснення першого переходу формоутворення;
- заготовку листа розташовують між набірною матрицею (1) і набірним пуансоном (9);
- від СБУ (18) подають сигнал через блок управління (БУ) (20) на силовий привід (16) вертикального переміщення набірного пуансона (9) для початкового обтиснення листа за допомогою обкатуючих роликів (14) над першим рядом упорів (7);
- за допомогою силового приводу (17) по сигналу від СБУ (18) через БУ (21) здійснюють горизонтальне переміщення набірного пуансона (9) уздовж всієї набірної матриці (1), при цьому переміщають обкатуючі ролики (14) протягом усього переходу по листу і притискають його до дотику з відповідними упорами (7),
- після закінчення першого переходу формоутворення складальний пуансон (9) по сигналу від СБУ (18) і за допомогою приводу (17) повертають у вихідне положення;
- у вихідному положенні пуансон 9 підіймають за допомогою приводу (16) вгору над листом;
- упори (7) по сигналу від СБУ (18) і за допомогою кожного гвинта (5) і гайки (4) з електроприводом опускають до величини, що відповідає геометрії, потрібної для формоутворення листа в другому переході;
- обкатуючі ролики опускають до геометрії, яка відповідає другому переходу і здійснюють другий перехід, причому цикл повторюють таку кількість переходів, яка закладена в програмі;
- після закінчення процесу формоутворення за допомогою вимірювальної головки (26) по сигналу від СБУ (18) проводять вимірювання фактичної геометрії здеформованого листа і дані вводять в СБУ (18) для порівняння отриманої геометрії з потрібною, а в разі невідповідності даних проводять коректування параметрів здійснення процесу (додатково здійснюють один-два переходи) з наступним виміром геометрії листа.
6. Спосіб за п. 1, який відрізняється тим, що програма здійснення процесу формоутворення листового матеріалу відображає технологічний процес формоутворення з наступними параметрами:
- кількість проходів при формоутворенні листа;
- геометрія розташування упорів (7) по всій поверхні складальної матриці (1) (відповідає потрібній геометрії поверхні для кожного переходу формоутворення);
- геометрія розташування обкатуючих роликів (14) (для кожного переходу формоутворення);
- зусилля деформації при формоутворенні листа за допомогою обкатуючи роликів за рахунок приводу (16);
- швидкість горизонтального переміщення набірного пуансона (9) від приводу (17);
- координати переміщення вимірювальної головки (26) по сформованій поверхні листа за допомогою системи позиціонування (27).
7. Спосіб за п. 1, в якому в разі невідповідності даних при вимірюванні геометрії сформованого листа від заданих проводять коректування параметрів здійснення процесу (додатково здійснюють один-два переходи) з наступним виміром геометрії листа.
Текст
Реферат: Винахід належить до області обробки металів тиском, а саме до виготовлення габаритних деталей з листового матеріалу, зокрема з високоміцного алюмінієвого сплаву типу монолітних пресованих або фрезерованих панелей, титанового сплаву або сталі, і призначений для використання в літакобудуванні, суднобудуванні та інших галузях промисловості. Для заявлених автоматизованої системи пристроїв та способу формоутворення великогабаритних деталей з листового матеріалу характерна реалізація багатоходової суміщеної поперечної деформації і поздовжньої обкатки листа. Це дозволяє забезпечити бездефектне формоутворення листового матеріалу і таким чином підвищити втомну міцність деталі. UA 114337 C2 (12) UA 114337 C2 UA 114337 C2 5 10 15 20 25 30 35 40 45 50 55 Груповий винахід належить до області обробки металів тиском, а саме до виготовлення габаритних деталей з листового матеріалу, а саме: з високоміцного алюмінієвого сплаву типу монолітних пресованих або фрезерованих панелей; з титанового сплаву; зі сталі - шляхом зміни форми, і призначений для використання в літакобудуванні, суднобудуванні та інших галузях промисловості. Відомий спосіб формоутворення листових заготовок, який включає спільне деформування заготовки з накладкою на пуансоні обтяжних преса з подальшим видаленням накладки. Накладку виконують у вигляді двох гнучких листів, які попередньо встановлюють на пуансон обтяжних преса з можливістю переміщення по його поверхні. Кожен лист накладки одним кінцем закріплюють у затискачах обтяжних преса спільно з листовою заготовкою. Після видалення накладки здійснюють остаточне деформування листової заготовки до отримання деталі необхідної форми [RU № 2272690]. Недоліком даного способу полягає в тому, що при розтягуванні листа неминуче призводить до спотворення його поперечного перерізу за рахунок утяжки (утонення) розтягуваного матеріалу. Ці недоліки в кінцевому підсумку призводять до зниження втомної міцності готового виробу. Задачею способу формоутворення великогабаритних деталей з листового матеріалу шляхом поєднання поперечної деформації і поздовжньої обкатки листа забезпечити бездефектне формоутворення і таким чином підвищити втомну міцність деталі. Поставлена задача вирішена в способі формоутворення великогабаритних деталей з листового матеріалу, згідно з винаходом, спочатку в системний блок управління (СБУ) вводять програму формоутворення листового матеріалу, в якій відображається технологічний процес його реалізації з наступними параметрами: кількість переходів при формоутворенні листа; геометрія розташування упорів по всій поверхні набірної матриці (відповідає потрібній геометрії поверхні для кожного переходу формоутворення); геометрія розташування обкатуючих роликів (для кожного переходу формоутворення); необхідне зусилля деформації при формоутворенні листа за допомогою обкатуючих роликів за рахунок приводу; швидкість горизонтального переміщення набірного пуансона від приводу; координати переміщення вимірювальної головки по формоутвореній поверхні листа за допомогою системи позиціонування. Спочатку СБУ подає сигнал на переміщення кожного з упорів на необхідну для нього відстань для здійснення першого переходу формоутворення. Аналогічно СБУ подає сигнал на переміщення кожного з обкатуючих роликів на необхідну для нього відстань для здійснення першого переходу формоутворення. Після чого заготовку листа розташовують між складальною матрицею і складальним пуансоном. Потім СБУ подає сигнал через блок управління (БУ) на силовий привід вертикального переміщення набірного пуансона. Після первісного обтиску листа за допомогою обкатуючих роликів, навколо першого ряду упорів, силовий привід, за сигналом від СБУ, через БУ, здійснює горизонтальне переміщення набірного пуансона, уздовж всієї набірної матриці. При цьому переміщаються обкатуючі ролики протягом всього переходу по листу, деформують його до зіткнення з відповідними упорами. По закінченні першого переходу формоутворення набірний пуансон по сигналу від СБУ і за допомогою приводу повертається у вихідне положення. У вихідному положенні пуансон піднімається за допомогою приводу вгору над листом, а упори по сигналу від СБУ і за допомогою кожного гвинта і гайки з електроприводом опускаються до величини відповідно геометрії, потрібної для формоутворення листа в другому переході. Після чого обкатуючі ролики опускаються до геометрії, що відповідає другому переходу, і цикл повторюється кількість разів, яка закладена в програмі. Після закінчення процесу формоутворення за допомогою вимірювальної головки, по сигналу від СБУ, проводять вимірювання фактичної геометрії формоутворюючого листа і дані вводяться в СБУ для порівняння отриманої геометрії з потрібною і в разі невідповідності даних проводять коректування параметрів здійснення процесу (додатково один-два переходи) з подальшим виміром геометрії листа. Заявнику з рівня техніки невідомо ні один пристрій, який міг би бути вибраний як найбільш близьким з технічного результату до заявленої автоматизованої системи пристроїв для здійснення способу формоутворення великогабаритних деталей з листового матеріалу. Задачею винаходу є також створення автоматизованої системи пристроїв для здійснення способу формоутворення великогабаритних деталей з листового матеріалу шляхом розробки комплексу пристроїв, об'єднаних в систему, яка забезпечить: високу якість процесу формоутворення; високу втомну міцність виробу; повну автоматизацію всього цього процесу. Поставлена задача вирішена в створенні автоматизованої системи пристроїв для здійснення способу формоутворення великогабаритних деталей з листового матеріалу, згідно з 1 UA 114337 C2 5 10 15 20 25 30 35 40 45 50 55 60 винаходом, тим, що містить набірну матрицю, нерухомо встановлену на основі. Матриця складається з ряду однотипних елементів жорстко з'єднаних між собою в загальний масив. Зверху кожного елемента розташована опорна гайка, яка виконана з можливістю обертання навколо гвинта за допомогою електроприводу для створення зворотно-поступального переміщення гвинта всередині елемента, при цьому на верхньому торці гвинта, через шарнірне з'єднання, встановлений упор. Кожен елемент забезпечений датчиком переміщення гвинта. Над упорами розташований набірний пуансон, який складається з ряду однотипних елементів і вони жорстко з'єднані щонайменше в один ряд, при цьому кількість елементів дорівнює кількості елементів набірної матриці в її поперечному ряду. Знизу кожного елемента розташована опорна гайка, виконана з можливістю обертання навколо гвинта, який в свою чергу за допомогою електроприводу створює зворотно-поступальне переміщення всередині елемента. При цьому на нижньому торці гвинта, встановлено, з можливістю обертання навколо своєї горизонтальної осі і коливання навколо своєї вертикальної осі, обкатуючий ролик. Кожен елемент забезпечений датчиком вертикального переміщення гвинта. Для здійснення вертикального зворотно-поступального переміщення набірного пуансона, в напрямку набірної матриці, до нього приєднаний керований силовий привід. Для здійснення горизонтального зворотно-поступального переміщення набірного пуансона, уздовж всієї складальної матриці, до нього приєднаний керований силовий привід. Автоматизована система також містить вимірювальну головку, яка розташована над складальної матрицею аналогічно набірному пуансону, а привід її управління, разом з системою позиціонування, виконана, наприклад, як роботизований комплекс Система має також системний блок управління (СБУ), виконаний, наприклад, на базі мікропроцесорної техніки, до якого приєднано пристрій, що показує (ПП), наприклад комп'ютерний монітор. На даний монітор виводять значення всіх потрібних значень технологічних параметрів процесу формоутворення листа, а також результати обмірів геометрії отриманого виробу. Для управління процесом формоутворення до СБУ в свою чергу підключені: силовий привід вертикального переміщення набірного пуансона (через блок управління (БУ); силовий привід горизонтального зворотно-поступального переміщення набірного пуансона, уздовж всієї складальної матриці, (через БУ); регулюючий електропривод кожної гайки гвинта упора (через БУ); датчик переміщення кожного гвинта упора (через БУ); регулюючий електропривод кожної гайки гвинта обкатуючого ролика (через БУ); датчик переміщення кожного гвинта обкатуючого ролика (через БУ); вимірювальна головка підключена до приводу системи позиціонування. Сама вимірювальна головка розташована над набірною матрицею, незалежно від набірного пуансона, а привід з системою позиціонування може бути виконана як роботизований комплекс. Упор виконаний у вигляді однієї, наприклад, виготовленої з металу або з пластика пластини, або з пакета пластин. Датчики переміщення гвинтів виконані безконтактними або контактними, наприклад, у вигляді ємнісного або індукційного, або реостатного типів. Керовані силові приводи набірного пуансона виконанігідравлічного або електромеханічного типів. Для заявленого процесу формоутворення характерна реалізація багатоходової суміщеної поперечної деформації і поздовжньої обкатки листа, що дозволяє здійснити бездефектну деформацію листового матеріалу з широким діапазоном товщини. Гнуття відбувається за межами пружності в області пластичних деформацій оброблюваних матеріалів. Після прикладання навантаження до листа, встановленого на упорах набірної матриці, за допомогою роликів набірного пуансона у деформованому листі має місце залишкова пластична деформація, а також має місце пружна деформація. При знятті навантаження відбувається зняття пружної деформації, внаслідок чого змінюється форма вигнутої деталі. Це явище, зване "пружинення", враховується при програмованому розташуванні як упорів, так і обкатуючих роликів. Даний груповий винахід пояснюється ілюстративними матеріалами де: - на фігурі 1 зображена принципова схема системи пристроїв, яка реалізує заявлений спосіб; - на фігурі 2 зображена принципова блок-схема функціонування системи пристроїв, яка реалізує заявлений спосіб; - на фігурі 3 зображена циклограмма, в табличній формі, роботи автоматизованої системи. Заявлена система містить (фіг. 1) набірну матрицю 1 нерухомо встановлену на основі 2. Матриця 1 складається з ряду однотипних елементів 3 і вони жорстко з'єднані в масив (розмір масиву повинен відповідати розміру аркуша, призначеного для формоутворення). Зверху кожного елемента 3 розташована опорна гайка 4, яка виконана з можливістю обертання навколо гвинта 5 за допомогою регулюючого електроприводу (на кресленні не показано) для створення його зворотно-поступального переміщення всередині елемента 3, при цьому на 2 UA 114337 C2 5 10 15 20 25 30 35 40 45 50 55 60 верхньому торці гвинта 5, через шарнірне з'єднання 6, встановлений упор 7. Упор 7 виконаний у вигляді однієї пластини, наприклад, виготовленої з металу або з пластика, або з пакета пластин, що забезпечує ефект ресори. Кожен елемент 3 забезпечений датчиком переміщення 8 гвинта упора 5, виконаний в безконтактному або контактному варіанті, наприклад, у вигляді ємнісного або індукційного, або реостатного типів. Над упорами 7 розташований набірний пуансон 9, який складається з ряду однотипних елементів 10 і вони жорстко з'єднані щонайменше в один ряд, при цьому кількість елементів 10 дорівнює кількості елементів 3 складальної матриці в її поперечному ряду. Знизу кожного елемента 10 розташована опорна гайка 11, яка виконана з можливістю обертання навколо гвинта 12 за допомогою регулюючого електроприводу (на кресленні не показано) для створення його зворотно-поступального переміщення всередині елемента 10, при цьому на нижньому торці гвинта 12, через наприклад вилкове з'єднання 13, встановлено, з можливістю обертання навколо своєї горизонтальної осі і коливання навколо своєї вертикальної осі, обкатуючий 14 ролик. Кожен елемент 10 забезпечений датчиком 15 переміщення гвинта 12, наприклад, у вигляді безконтактного або контактного типів, наприклад, у вигляді ємнісного або індукційного, або реостатного типів датчика. Для здійснення вертикального зворотно-поступального переміщення набірного пуансона 9, в напрямку набірної матриці 1, до нього приєднаний керований силовий привід 16. Даний привід може бути виконаний як гідравлічного, так і електромеханічного типів з відповідним блоком управління 20. Для здійснення горизонтального зворотно-поступального переміщення набірного пуансона 9, уздовж всієї набірної матриці 1, до нього приєднаний керований силовий привід 17. Даний привід може бути виконаний як гідравлічного, так і електромеханічного типів з відповідними блоком управління 21, що забезпечує швидкість -3 -3 переміщення набірного пуансона 9 від 5 * 10 м/с до 20 * 10 м/с. Наприклад, набірний пуансон 9, з керованим силовим приводом 16, може бути встановлений на рухомому порталі (на фігурі 1 не показане) виконаного з можливістю переміщення уздовж набірної матриці від керованого силового приводу 17. Зусилля деформації, що припадає на один обкатуючий ролик 14 лежить у 2 2 межах від 5 * 10 Н до 15 * 10 Н і залежить від матеріалу листа і його товщини. Автоматизована система також містить вимірювальну головку 26, яка розташована над набірною матрицею 1 аналогічно набірному пуансону 9, а привід 27 її управління, разом з системою позиціонування 28, виконана, наприклад, як роботизований комплекс (на фігурі 1 не показана). Система має також системний блок управління (СБУ) 18, виконаний, наприклад, на базі мікропроцесорної техніки, до якого приєднано пристрій, що показує (ПП) 19, наприклад, комп'ютерний монітор. На даний монітор 19 виводять значення всіх потрібних значень технологічних параметрів процесу формоутворення листа, а також результати обмірів геометрії отриманого виробу. Для управління процесом формоутворення до СБУ 18 в свою чергу підключені: силовий привід 16 вертикального переміщення набірного пуансона 9 (через блок управління (БУ) 20); силовий привід 17 горизонтального зворотно-поступального переміщення набірного пуансона 9, уздовж всієї складальної матриці 1, (через БУ 21); регулюючий електропривод кожної гайки 4 гвинти 5 (через БУ 22); датчик переміщення 8 кожного гвинта 5 (через БУ 23); регулюючий електропривод кожної гайки 11 гвинта 12 (через БУ 24); датчик переміщення 15 кожного гвинта 12 (через БУ 25); вимірювальна головка 26 підключена до приводу 27 системи позиціонування 28. Сама вимірювальна головка 26 розташована над складальною матрицею 1, незалежно від набірного пуансона 9, а привід 27 з системою позиціонування 28 може бути виконано як роботизований комплекс (на фігурі 1 не показане). Автоматизована система пристроїв для здійснення способу формоутворення великогабаритних деталей з листового матеріалу працює таким чином (див. фіг. 1, фіг. 2, фіг. 3). Спочатку в СБУ 18 вводиться програма формоутворення листового матеріалу, в якій відображається технологічний процес формоутворення з наступними параметрами: кількість переходів при формоутворенні листа; геометрія розташування упорів 7 по всій поверхні набірної матриці 1 (відповідає потрібній теоретичній геометрії поверхні для кожного переходу формоутворення); геометрія (координати) розташування обкатуючих роликів 14 (для кожного переходу формоутворення); необхідне зусилля деформації при формоутворенні листа за допомогою обкатуючих роликів за рахунок приводу 16; швидкість горизонтального переміщення набірного пуансона 9 від привода 17; координати переміщення вимірювальної головки 26 по поверхні листа після закінчення процесу формоутворення за допомогою системи позиціонування 27. Спочатку СБУ 18 подає сигнал на переміщення кожного з упорів 7 на необхідну для нього відстань для здійснення першого переходу формоутворення. Аналогічно СБУ 18 подає сигнал на переміщення кожного з обкатуючих роликів 14 на необхідну для нього відстань для здійснення першого переходу формоутворення. Після чого заготовку листа 3 UA 114337 C2 5 10 15 розташовують між набірною матрицею 1 і набірним пуансоном 9. Потім СБУ 18 подає сигнал через БУ 20 на силовий привід 16 вертикального переміщення набірного пуансона 9 для початкового обтиснення листа за допомогою обкатуючих роликів 14 над першим рядом упорів 7. Силовий привід 17, по сигналу від СБУ 18, через БУ 21, здійснює горизонтальне переміщення набірного пуансона 9, уздовж всієї складальної матриці 1. При цьому переміщаються обкатуючі ролики 14 протягом всього переходу по листу, деформують його (пряма обкатка) до зіткнення з відповідними упорами 7. Після закінчення першого переходу формоутворення набірний пуансон 9 по сигналу від СБУ 18 і за допомогою приводу 17 повертається (зворотна обкатка) у вихідне положення. У вихідному положенні пуансон 9 підіймається за допомогою привода 16 вгору над листом (для силового розвантаження гайки 11), а упори 7 по сигналу від СБУ 18 за допомогою кожного гвинта 5 і гайки 4 з електроприводом опускаються до величини відповідно геометрії, потрібної для формоутворення листа під другий перехід. Після чого обкатуючі ролики опускаються до геометрії, яка відповідає другому переходу і цикл (деформація листа обкатуючими роликами 14 і їх переміщення уздовж листа) повторюється таку кількість переходів, яке закладено в програмі. Після закінчення процесу формоутворення за допомогою вимірювальної головки 26, по сигналу від СБУ 18, проводять вимірювання фактичної геометрії формоутворюючого листа і вводять в СБУ 18 для порівняння отриманої геометрії з потрібної і в разі невідповідності даних проводять коректування параметрів здійснення процесу (додатково один-два переходи) з подальшим вимірюванням геометрії листа. 20 ФОРМУЛА ВИНАХОДУ 25 30 35 40 45 50 55 1. Автоматизована система пристроїв для здійснення способу формоутворення великогабаритних деталей з листового матеріалу, що містить набірну матрицю (1), нерухомо встановлену на основі (2), причому матриця (1) складається з однотипних елементів (3), жорстко з'єднаних в масив, причому зверху кожного елемента (3) розташована опорна гайка (4), яка виконана з можливістю обертання навколо гвинта (5) за допомогою регульованого електроприводу для створення його зворотно-поступального переміщення всередині елемента (3), при цьому на верхньому торці гвинта (5) через шарнірне з'єднання (6) встановлений упор (7), також кожен елемент (3) оснащений датчиком переміщення (8) гвинта (5), при цьому над упорами (7) розташований набірний пуансон (9), який складається з однотипних елементів (10), жорстко з'єднаних в щонайменше один ряд, причому кількість елементів (10) дорівнює кількості елементів (3) набірної матриці в її поперечному ряду, знизу кожного елемента (10) розташована опорна гайка (11), яка виконана з можливістю обертання навколо гвинта (12) за допомогою регульованого електроприводу для створення його зворотно-поступального переміщення всередині елемента (10), причому на нижньому торці гвинта (12) встановлено з можливістю обертання навколо своєї горизонтальної осі і коливання навколо своєї вертикальної осі обкатуючий ролик (14), також кожен елемент (10) оснащений датчиком (15) переміщення гвинта (12), при цьому для здійснення вертикального зворотно-поступального переміщення набірного пуансона (9) в напрямку складальної матриці (1) до нього приєднаний керований силовий привід (16), а для здійснення горизонтального зворотно-поступального переміщення набірного пуансона (9) уздовж всієї складальної матриці (1) до нього приєднаний керований силовий привід (17), також автоматизована система містить вимірювальну головку (26), яка розташована незалежно від набірного пуансона (9) та аналогічно йому над набірною матрицею (1), та привід (27) її управління разом з системою позиціонування (28), при цьому система має також виконаний на базі мікропроцесорної техніки системний блок управління (СБУ) (18), до якого приєднаний показуючий пристрій (19), такий як комп'ютерний монітор, для виведення на нього всіх потрібних значень технологічних параметрів процесу формоутворення листа, а також результати обмірів геометрії отриманого виробу, при цьому для управління процесом формоутворення до СБУ (18) у свою чергу підключені: - силовий привід (16) вертикального зворотно-поступального переміщення набірного пуансона (9) через блок управління (БУ) (20); - силовий привід (17) горизонтального зворотно-поступального переміщення набірного пуансона (9) уздовж всієї складальної матриці (1) через БУ (21); - регульований електропривод кожної гайки (4) гвинта (5) через БУ (22); - датчик переміщення (8) кожного гвинта (5) через БУ (23); - регульований електропривод кожної гайки (11) гвинта (12) через БУ (24); - датчик переміщення (15) кожного гвинта (12) через БУ (25); - вимірювальна головка (26) через її привод (27) та систему позиціонування (28). 4 UA 114337 C2 5 10 15 20 25 30 35 40 45 50 55 2. Автоматизована система пристроїв за п. 1, в якій упори (7) виконані у вигляді однієї, наприклад, виготовленої з металу або з пластика пластини або з пакета пластин. 3. Автоматизована система пристроїв за п. 1, в якій датчики переміщення (8) гвинтів (5, 12) виконані безконтактними або контактними, наприклад у вигляді ємнісного або індукційного або реостатного типів. 4. Автоматизована система пристроїв за п. 1, в якій керовані силові приводи (16, 17) набірного пуансона (9) виконані гідравлічного або електромеханічного типів. 5. Спосіб формоутворення великогабаритних деталей з листового матеріалу за допомогою пристрою за будь-яким із пп. 1-4, який реалізують послідовно в кілька етапів: - в системний блок управління (СБУ) (18) вводять програму формоутворення поверхні листового матеріалу, в якій відображений технологічний процес формоутворення і його технологічні параметри по переходах; - від СБУ (18) подають сигнал до електроприводів гайок (4) гвинтів (5) з упорами (7) складальної матриці (3) для формування теоретичної поверхні листа для здійснення першого переходу формоутворення; - аналогічно від СБУ (18) подають сигнал до електроприводів гайок (11) гвинтів (12) з обкатуючими роликами 14 набірного пуансона 9 для формування теоретичної кривої, еквідистантної до теоретичної поверхні листа для здійснення першого переходу формоутворення; - заготовку листа розташовують між набірною матрицею (1) і набірним пуансоном (9); - від СБУ (18) подають сигнал через блок управління (БУ) (20) на силовий привід (16) вертикального переміщення набірного пуансона (9) для початкового обтиснення листа за допомогою обкатуючих роликів (14) над першим рядом упорів (7); - за допомогою силового приводу (17) по сигналу від СБУ (18) через БУ (21) здійснюють горизонтальне переміщення набірного пуансона (9) уздовж всієї набірної матриці (1), при цьому переміщають обкатуючі ролики (14) протягом усього переходу по листу і притискають його до дотику з відповідними упорами (7), - після закінчення першого переходу формоутворення складальний пуансон (9) по сигналу від СБУ (18) і за допомогою приводу (17) повертають у вихідне положення; - у вихідному положенні пуансон 9 підіймають за допомогою приводу (16) вгору над листом; - упори (7) по сигналу від СБУ (18) і за допомогою кожного гвинта (5) і гайки (4) з електроприводом опускають до величини, що відповідає геометрії, потрібної для формоутворення листа в другому переході; - обкатуючі ролики опускають до геометрії, яка відповідає другому переходу і здійснюють другий перехід, причому цикл повторюють таку кількість переходів, яка закладена в програмі; - після закінчення процесу формоутворення за допомогою вимірювальної головки (26) по сигналу від СБУ (18) проводять вимірювання фактичної геометрії здеформованого листа і дані вводять в СБУ (18) для порівняння отриманої геометрії з потрібною, а в разі невідповідності даних проводять коректування параметрів здійснення процесу (додатково здійснюють один-два переходи) з наступним виміром геометрії листа. 6. Спосіб за п. 1, який відрізняється тим, що програма здійснення процесу формоутворення листового матеріалу відображає технологічний процес формоутворення з наступними параметрами: - кількість проходів при формоутворенні листа; - геометрія розташування упорів (7) по всій поверхні складальної матриці (1) (відповідає потрібній геометрії поверхні для кожного переходу формоутворення); - геометрія розташування обкатуючих роликів (14) (для кожного переходу формоутворення); - зусилля деформації при формоутворенні листа за допомогою обкатуючи роликів за рахунок приводу (16); - швидкість горизонтального переміщення набірного пуансона (9) від приводу (17); - координати переміщення вимірювальної головки (26) по сформованій поверхні листа за допомогою системи позиціонування (27). 7. Спосіб за п. 1, в якому в разі невідповідності даних при вимірюванні геометрії сформованого листа від заданих проводять коректування параметрів здійснення процесу (додатково здійснюють один-два переходи) з наступним виміром геометрії листа. 5 UA 114337 C2 Комп’ютерна верстка А. Крижанівський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 5/00, B21D 11/20, B21D 37/14
Мітки: автоматизована, деталей, пристроїв, формоутворення, листового, система, великогабаритних, матеріалу, спосіб
Код посилання
<a href="https://ua.patents.su/8-114337-avtomatizovana-sistema-pristrov-ta-sposib-dlya-formoutvorennya-velikogabaritnikh-detalejj-z-listovogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Автоматизована система пристроїв та спосіб для формоутворення великогабаритних деталей з листового матеріалу</a>
Автоматизована система пристроїв для формоутворення великогабаритних деталей з листового матеріалу
Номер патенту: 102793
Опубліковано: 25.11.2015
Автори: Подгребельний Микола Семенович, Лупкін Борис Володимирович, Корольков Юрій Якимович, Асташкін Володимир Ілліч
МПК: B21D 11/20, B21D 5/00
Мітки: матеріалу, формоутворення, деталей, автоматизована, листового, пристроїв, система, великогабаритних
Формула / Реферат:
1. Автоматизована система пристроїв для формоутворення великогабаритних деталей з листового матеріалу, яка характеризується тим, що містить набірну матрицю (1), нерухомо встановлену на основі (2), матриця (1) складається з ряду однотипних елементів (3) і вони жорстко з'єднані в масив, зверху кожного елемента (3) розташована опорна гайка (4), яка виконана з можливістю обертання навколо гвинта (5) за допомогою регульованого електроприводу для...
Спосіб формоутворення великогабаритних деталей з листового матеріалу
Номер патенту: 102792
Опубліковано: 25.11.2015
Автори: Лупкін Борис Володимирович, Корольков Юрій Якимович, Асташкін Володимир Ілліч, Подгребельний Микола Семенович
МПК: B21D 5/00
Мітки: формоутворення, великогабаритних, матеріалу, деталей, спосіб, листового
Формула / Реферат:
1. Спосіб формоутворення великогабаритних деталей з листового матеріалу, який відрізняється тим, що реалізують послідовно в кілька етапів:в системний блок управління (СБУ) (18) вводять програму формоутворення поверхні листового матеріалу, в якій відображений технологічний процес формоутворення і його технологічні параметри по переходах;від СБУ (18) подають сигнал до електроприводів гайок (4) гвинтів (5) з упорами (7),...
Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей
Номер патенту: 85361
Опубліковано: 11.11.2013
Автори: Титов Вячеслав Андрійович, Лупкін Борис Володимирович, Подгребельний Микола Семенович
МПК: B21D 7/00
Мітки: поверхневим, автоматизована, система, формоутворення, пристроїв, панелей, довгомірних, зміцненням
Формула / Реферат:
Автоматизована система пристроїв для формоутворення з поверхневим зміцненням довгомірних панелей, яка характеризується тим, що містить каркас, в якому розташована довгомірна панель, призначена для обробки, перед панеллю встановлено дробоструминну головку (ДГ), усередині якої розміщені гнучкі елементи (дріб), ДГ забезпечена приводом, виконаним з можливістю її переміщення в трикоординатному просторі, до ДГ через блок його управління (БУ)...
Спосіб формоутворення чашкоподібних та тарілчастих об’єктів з листового матеріалу
Номер патенту: 36994
Опубліковано: 10.11.2008
Автори: Головко Леонід Федорович, Коваленко Володимир Сергійович, Гончарук Олексій Олександрович, Кагляк Олексій Дмитрович
МПК: B21D 11/20
Мітки: об'єктів, матеріалу, тарілчастих, формоутворення, чашкоподібних, листового, спосіб
Формула / Реферат:
Спосіб формоутворення чашкоподібних та тарілчастих об'єктів з листового матеріалу, який включає нагрівання концентрованим джерелом енергії поверхневого шару матеріалу вздовж вибраної траєкторії до температур пластичності, який відрізняється тим, що опромінювання проводиться за криволінійними траєкторіями з формуванням чашкоподібних та тарілчастих об'єктів.
Спосіб формоутворення великогабаритних зварених листових деталей замкнутого контуру і штамп для його здійснення
Номер патенту: 13248
Опубліковано: 28.02.1997
Автори: Поданенко Володимир Ілліч, Шнітман Лев Ісакович, Юдін Геннадій Степанович
МПК: B21D 41/00
Мітки: деталей, контуру, великогабаритних, формоутворення, зварених, листових, замкнутого, спосіб, штамп, здійснення
Формула / Реферат:
1. Способ формообразования крупногабаритных сварных листовых деталей замкнутого контура, включающий операции формовки и калибровки с использованием секционного пуансона, отличающийся тем, что калибровку заготовки производят дважды, при этом перед каждой калибровкой заготовку кантуют на 180°, обеспечивая сдвиг мест контакт стыков секций пуансона с заготовкой на каждой операции.2. Штамп для формообразования крупногабаритных сварных...
Попередній патент: Установка сухого гасіння коксу
Наступний патент: Сталевий листовий гофрований профіль