Комбіноване свердло з обгінною муфтою осьового ходу
Номер патенту: 115299
Опубліковано: 10.10.2017
Автори: Адаменко Юрій Іванович, Пасічник Віталій Анатолійович, Бесарабець Юрій Йосипович, Степаненко Сергій Олександрович
Формула / Реферат
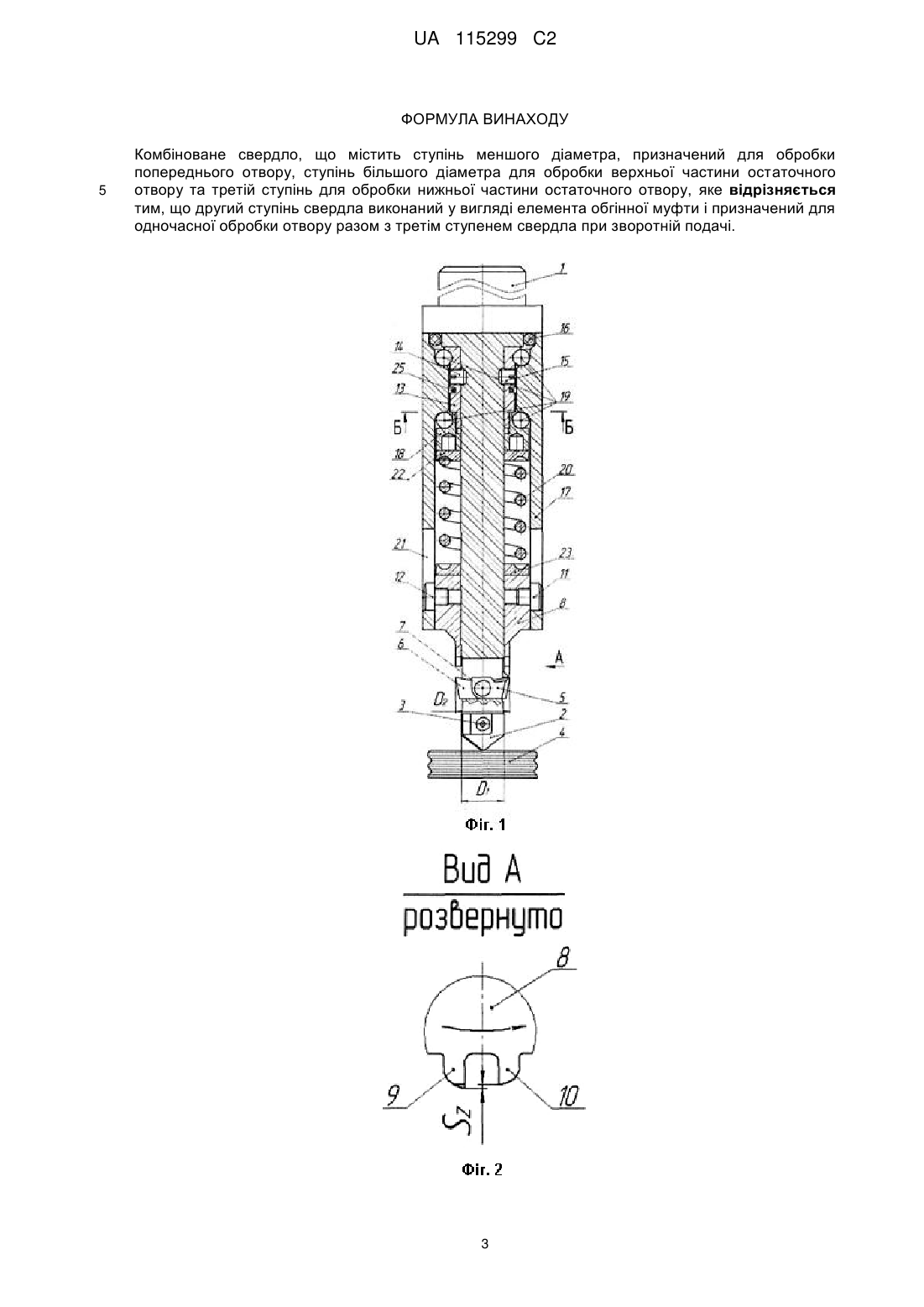
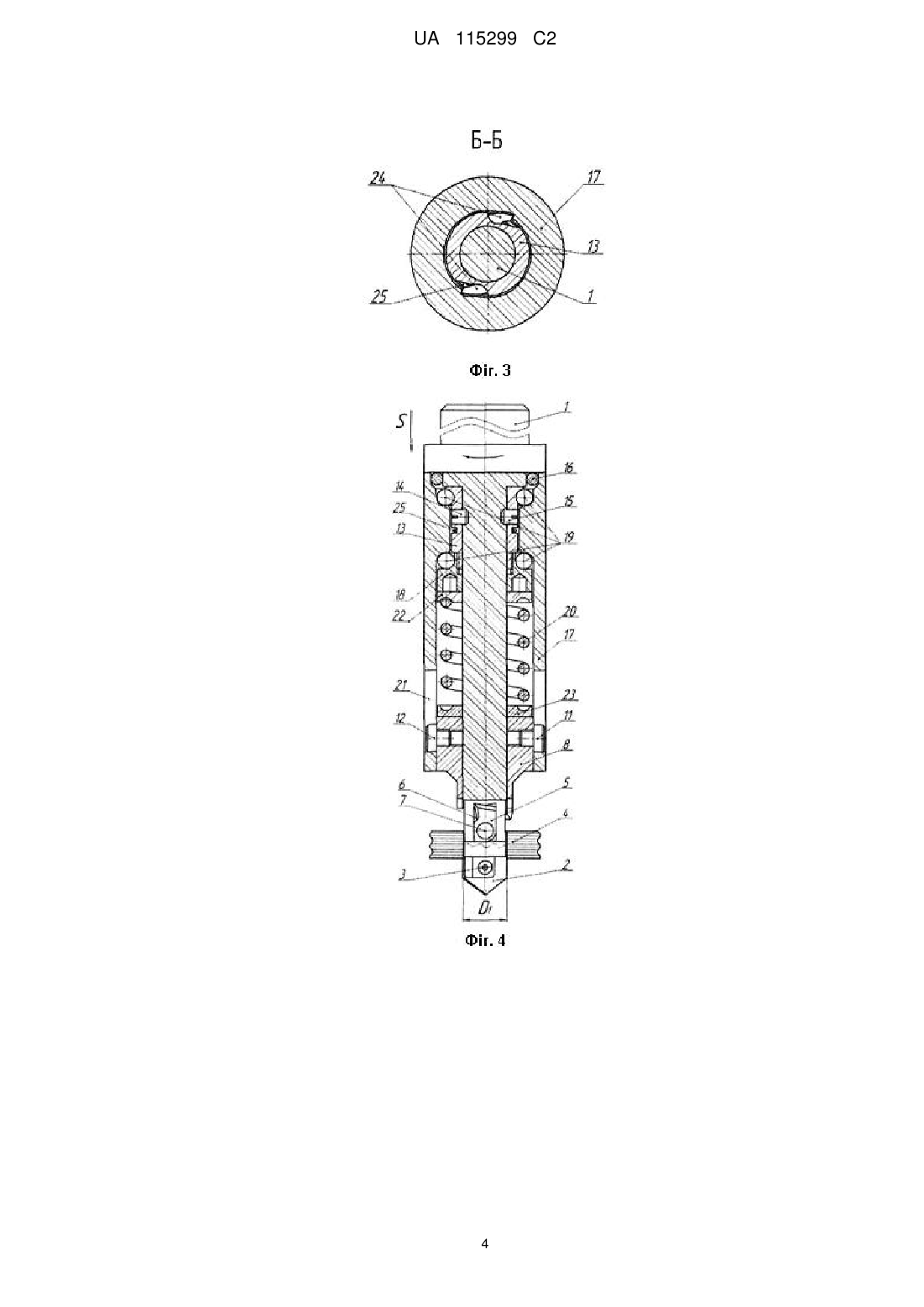
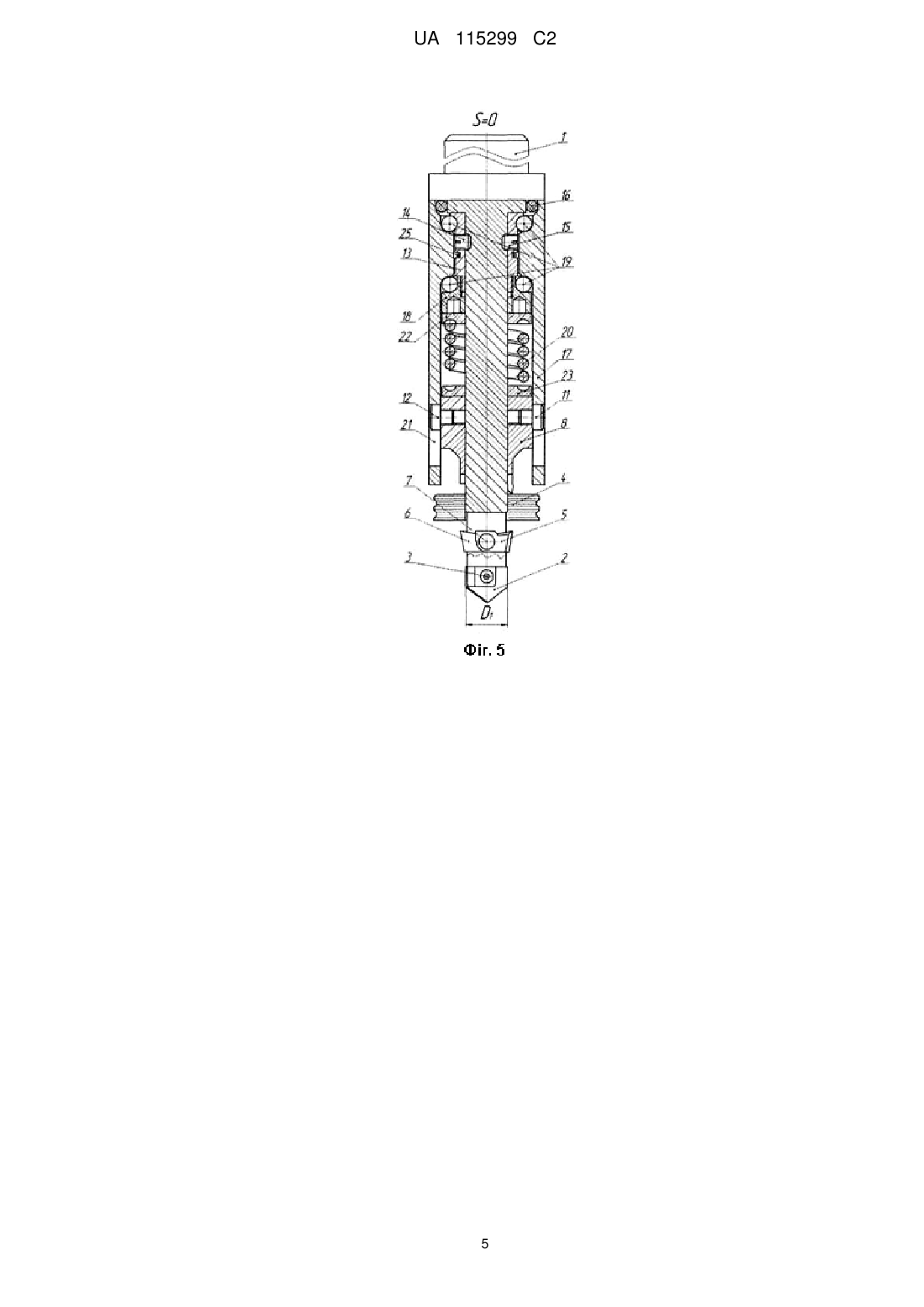
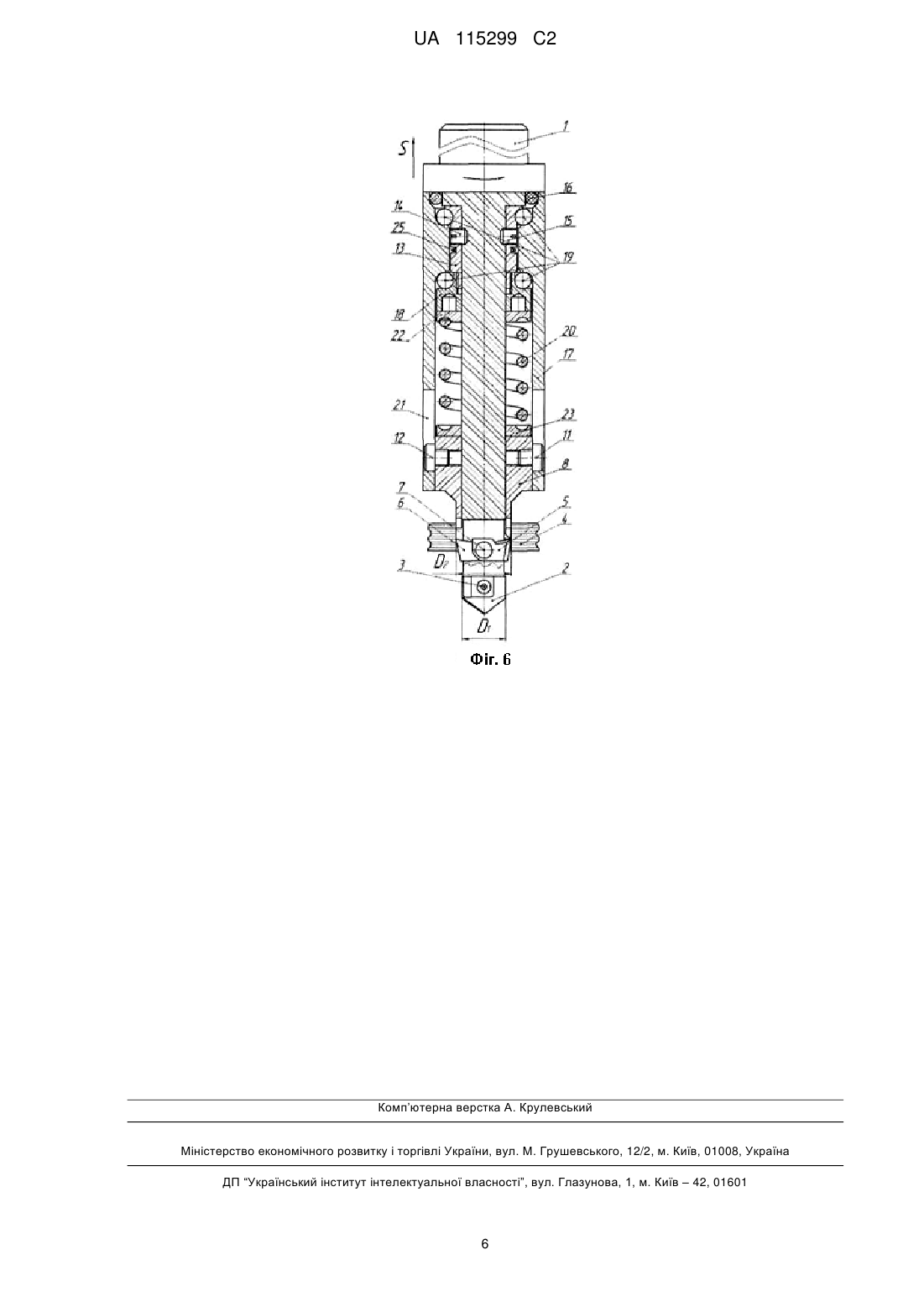
Комбіноване свердло, що містить ступінь меншого діаметра, призначений для обробки попереднього отвору, ступінь більшого діаметра для обробки верхньої частини остаточного отвору та третій ступінь для обробки нижньої частини остаточного отвору, яке відрізняється тим, що другий ступінь свердла виконаний у вигляді елемента обгінної муфти і призначений для одночасної обробки отвору разом з третім ступенем свердла при зворотній подачі.
Текст
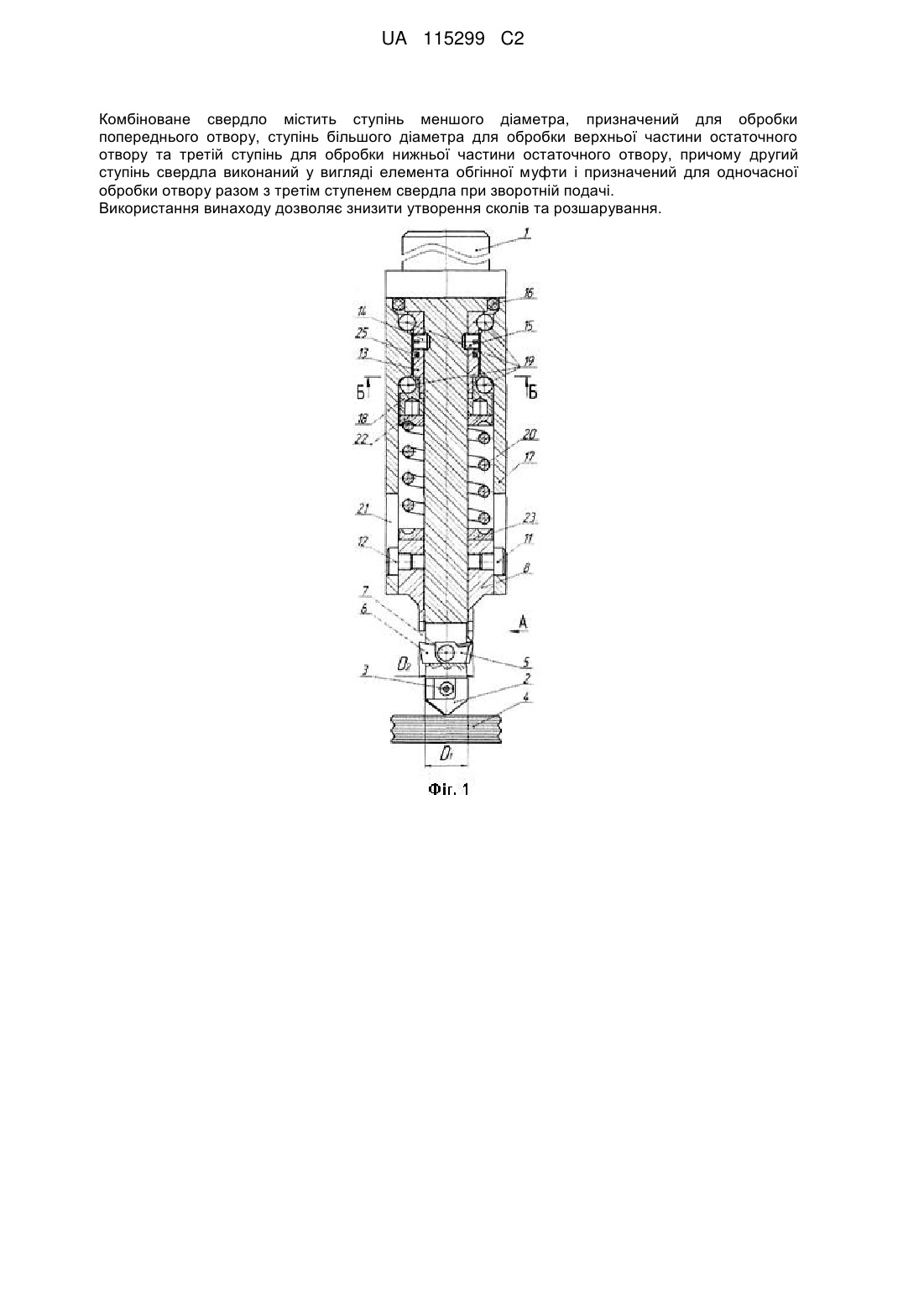
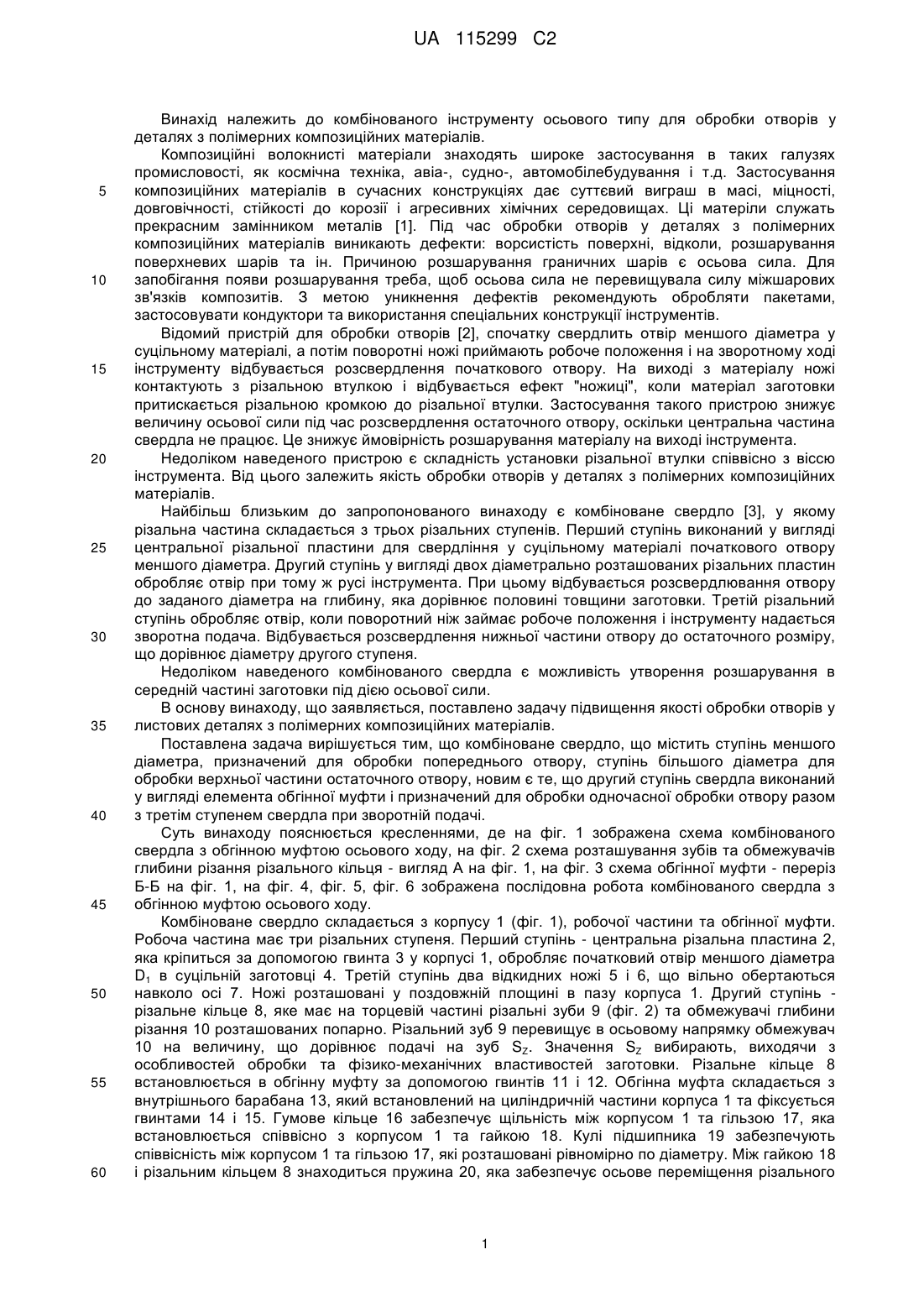
Реферат: Винахід належить до комбінованого інструменту осьового типу для обробки отворів у деталях з полімерних композиційних матеріалів. UA 115299 C2 (12) UA 115299 C2 Комбіноване свердло містить ступінь меншого діаметра, призначений для обробки попереднього отвору, ступінь більшого діаметра для обробки верхньої частини остаточного отвору та третій ступінь для обробки нижньої частини остаточного отвору, причому другий ступінь свердла виконаний у вигляді елемента обгінної муфти і призначений для одночасної обробки отвору разом з третім ступенем свердла при зворотній подачі. Використання винаходу дозволяє знизити утворення сколів та розшарування. UA 115299 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до комбінованого інструменту осьового типу для обробки отворів у деталях з полімерних композиційних матеріалів. Композиційні волокнисті матеріали знаходять широке застосування в таких галузях промисловості, як космічна техніка, авіа-, судно-, автомобілебудування і т.д. Застосування композиційних матеріалів в сучасних конструкціях дає суттєвий виграш в масі, міцності, довговічності, стійкості до корозії і агресивних хімічних середовищах. Ці матеріли служать прекрасним замінником металів [1]. Під час обробки отворів у деталях з полімерних композиційних матеріалів виникають дефекти: ворсистість поверхні, відколи, розшарування поверхневих шарів та ін. Причиною розшарування граничних шарів є осьова сила. Для запобігання появи розшарування треба, щоб осьова сила не перевищувала силу міжшарових зв'язків композитів. З метою уникнення дефектів рекомендують обробляти пакетами, застосовувати кондуктори та використання спеціальних конструкції інструментів. Відомий пристрій для обробки отворів [2], спочатку свердлить отвір меншого діаметра у суцільному матеріалі, а потім поворотні ножі приймають робоче положення і на зворотному ході інструменту відбувається розсвердлення початкового отвору. На виході з матеріалу ножі контактують з різальною втулкою і відбувається ефект "ножиці", коли матеріал заготовки притискається різальною кромкою до різальної втулки. Застосування такого пристрою знижує величину осьової сили під час розсвердлення остаточного отвору, оскільки центральна частина свердла не працює. Це знижує ймовірність розшарування матеріалу на виході інструмента. Недоліком наведеного пристрою є складність установки різальної втулки співвісно з віссю інструмента. Від цього залежить якість обробки отворів у деталях з полімерних композиційних матеріалів. Найбільш близьким до запропонованого винаходу є комбіноване свердло [3], у якому різальна частина складається з трьох різальних ступенів. Перший ступінь виконаний у вигляді центральної різальної пластини для свердління у суцільному матеріалі початкового отвору меншого діаметра. Другий ступінь у вигляді двох діаметрально розташованих різальних пластин обробляє отвір при тому ж русі інструмента. При цьому відбувається розсвердлювання отвору до заданого діаметра на глибину, яка дорівнює половині товщини заготовки. Третій різальний ступінь обробляє отвір, коли поворотний ніж займає робоче положення і інструменту надається зворотна подача. Відбувається розсвердлення нижньої частини отвору до остаточного розміру, що дорівнює діаметру другого ступеня. Недоліком наведеного комбінованого свердла є можливість утворення розшарування в середній частині заготовки під дією осьової сили. В основу винаходу, що заявляється, поставлено задачу підвищення якості обробки отворів у листових деталях з полімерних композиційних матеріалів. Поставлена задача вирішується тим, що комбіноване свердло, що містить ступінь меншого діаметра, призначений для обробки попереднього отвору, ступінь більшого діаметра для обробки верхньої частини остаточного отвору, новим є те, що другий ступінь свердла виконаний у вигляді елемента обгінної муфти і призначений для обробки одночасної обробки отвору разом з третім ступенем свердла при зворотній подачі. Суть винаходу пояснюється кресленнями, де на фіг. 1 зображена схема комбінованого свердла з обгінною муфтою осьового ходу, на фіг. 2 схема розташування зубів та обмежувачів глибини різання різального кільця - вигляд А на фіг. 1, на фіг. 3 схема обгінної муфти - переріз Б-Б на фіг. 1, на фіг. 4, фіг. 5, фіг. 6 зображена послідовна робота комбінованого свердла з обгінною муфтою осьового ходу. Комбіноване свердло складається з корпусу 1 (фіг. 1), робочої частини та обгінної муфти. Робоча частина має три різальних ступеня. Перший ступінь - центральна різальна пластина 2, яка кріпиться за допомогою гвинта 3 у корпусі 1, обробляє початковий отвір меншого діаметра D1 в суцільній заготовці 4. Третій ступінь два відкидних ножі 5 і 6, що вільно обертаються навколо осі 7. Ножі розташовані у поздовжній площині в пазу корпуса 1. Другий ступінь різальне кільце 8, яке має на торцевій частині різальні зуби 9 (фіг. 2) та обмежувачі глибини різання 10 розташованих попарно. Різальний зуб 9 перевищує в осьовому напрямку обмежувач 10 на величину, що дорівнює подачі на зуб SZ. Значення SZ вибирають, виходячи з особливостей обробки та фізико-механічних властивостей заготовки. Різальне кільце 8 встановлюється в обгінну муфту за допомогою гвинтів 11 і 12. Обгінна муфта складається з внутрішнього барабана 13, який встановлений на циліндричній частини корпуса 1 та фіксується гвинтами 14 і 15. Гумове кільце 16 забезпечує щільність між корпусом 1 та гільзою 17, яка встановлюється співвісно з корпусом 1 та гайкою 18. Кулі підшипника 19 забезпечують співвісність між корпусом 1 та гільзою 17, які розташовані рівномірно по діаметру. Між гайкою 18 і різальним кільцем 8 знаходиться пружина 20, яка забезпечує осьове переміщення різального 1 UA 115299 C2 5 10 15 20 25 30 35 40 45 50 55 кільця 8. Довжина переміщення різального кільця 8 в осьовому напрямі обмежується пазом 21, який знаходиться в гільзі 17. Опорні кільця з канавкою 22 та 23 забезпечують надійну роботу пружини 20. Між гільзою 17 та внутрішнім барабаном 13 знаходяться два язички 24, розташовані рівномірно по діаметру (фіг. 3), які підтискаються пружним кільцем 25, яке не дає випасти та утримує їх у розкритому стані з канавки внутрішнього барабана 13. Відкидні ножі і різальне кільце призначені для обробки остаточного отвору діаметра D2. Обробка отвору виконується у такій послідовності. Свердлу надається праве обертання та рух подачі, зверху донизу (фіг. 4). Перший ступінь у вигляді пластини 2 врізається в суцільний матеріал і обробляє отвір діаметром D1. Під час обробки попереднього отвору відкидні ножі 5 і 6 при контакті з заготовкою 4 складаються всередині паза корпусу інструменту. У такому положенні відкидні ножі проходять через отвір діаметром D1. В цей же час різальне кільце 8 разом з гільзою 17 та корпусом 1 переміщуються в бік напряму подачі. В момент часу, коли різальне кільце 8 доходить до заготовки, його осьове переміщення припиняється, а гільза з корпусом продовжують рух подачі. Обертальний рух гільзи 17 та різального кільця 8 припиняється через те, що крутний момент від корпусу до гільзи 17 не передається через обгінну муфту. Під час правого обертання корпусу інструмента відбувається процес ковзання язичка 24 по внутрішній циліндричній поверхні гільзи. Далі різальне кільце 8 притискається до поверхні заготовки 4 і переміщується вздовж пазів 21 відносно гільзи 17. Гвинти 11 та 12 виконують роль напрямних елементів. При цьому пружина 20 стискається. Після того як центральна різальна пластина 2 обробила отвір меншого діаметра D1 і вийшла з контакту із заготовкою, рух подачі інструменту продовжується. Відкидні ножі 5 і 6 проходять через отвір і під дією сили інерції повертаються навколо осі 7 і займають робоче положення, притискаючись до опорної поверхні корпусу 1 (фіг. 5). Рух подачі припиняється. Вимикається праве обертання інструменту і надається ліве обертання. У роботу включається обгінна муфта. Під час лівого обертання язичок 24 потрапляє в лиску, яка розташована у внутрішній циліндричній поверхні гільзи 17. Відбувається заклинювання, корпус 1 передає крутний момент на гільзу 17 (приймає ліве обертання). Через гвинти 11 і 12, які встановлені в пазу 21, передається обертання на різальне кільце 8 і воно вступає в роботу. Під дією стисненої пружини 20 різальне кільце починає рух зверху донизу. При цьому відбувається розсвердлювання верхньої частини початкового отвору до остаточного розміру D2. В початковий момент врізання різального кільця сила пружини 20 має найбільше значення, що призводить до різкого збільшення сили різання та може призвести до зниження якості поверхні, що є недопустимим. Тому для обмеження подачі на зуб різального кільця перед різальними зубами виконані обмежувачі 10. Вмикається зворотна подача, тобто знизу вгору. Під час руху догори відкидні ножі 5 і 6 обробляють нижню частину остаточного отвору діаметром D2 (фіг. 6). В цей момент, коли вмикається зворотна подача інструменту, осьове переміщення різального кільця 8, що залежить від пружини 20, зменшується. Вихід різальної кромки з деталі є найбільш небезпечним з точки зору утворення відколів та ворсистості. У даній конструкції пристрою процес обробки отвору закінчується у середній частини заготовки. Остаточний отвір діаметром D2 обробляється одночасно двома групами зубів, одна група працює від верхнього торця заготовки донизу, а друга від нижнього торця вгору. В середній частині листової заготовки осьові сили різання від цих зубів направлені назустріч одна одній і стискають, що дозволяє уникнути розшарування матеріалу. Джерела інформації: 1. Степанов Л.А. Обработка резанием высокопрочных композиционных полимерных материалов. - Л.: Машиностроение, Ленингр. отд-ние. 1987. - 176 с. 2. Патент на корисну модель UA 88454 МПК В23В 51/08 (2006.01), опубл. 11.03.2014, Бюл. 3. Пристрій для обробки отворів у полімерних композиційних матеріалах. Адаменко Ю.І., Бесарабець Ю.Й., Пасічник В.А., Степаненко С.О. 3. Патент на корисну модель UA 89574 МПК В23В 51/08 (2006.01), опубл. 25.04.2014, Бюл. 3. Комбіноване свердло для обробки композитів. Адаменко Ю.І., Бесарабець Ю.Й., Пасічник В.Α., Степаненко C.O. 2 UA 115299 C2 ФОРМУЛА ВИНАХОДУ 5 Комбіноване свердло, що містить ступінь меншого діаметра, призначений для обробки попереднього отвору, ступінь більшого діаметра для обробки верхньої частини остаточного отвору та третій ступінь для обробки нижньої частини остаточного отвору, яке відрізняється тим, що другий ступінь свердла виконаний у вигляді елемента обгінної муфти і призначений для одночасної обробки отвору разом з третім ступенем свердла при зворотній подачі. 3 UA 115299 C2 4 UA 115299 C2 5 UA 115299 C2 Комп’ютерна верстка А. Крулевський Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23B 51/08
Мітки: осьового, комбіноване, муфтою, свердло, ходу, обгінною
Код посилання
<a href="https://ua.patents.su/8-115299-kombinovane-sverdlo-z-obginnoyu-muftoyu-osovogo-khodu.html" target="_blank" rel="follow" title="База патентів України">Комбіноване свердло з обгінною муфтою осьового ходу</a>
Комбіноване свердло для обробки композитів
Номер патенту: 89574
Опубліковано: 25.04.2014
Автори: Адаменко Юрій Іванович, Бесарабець Юрій Йосипович, Пасічник Віталій Анатолійович, Степаненко Сергій Олександрович
МПК: B23B 51/08
Мітки: обробки, композитів, свердло, комбіноване
Формула / Реферат:
Комбіноване свердло для обробки композитів, що містить ступінь меншого діаметра, призначений для обробки попереднього отвору при прямій подачі, і ступінь більшого діаметра для обробки остаточного отвору при зворотній подачі, яке відрізняється тим, що свердло має третій ступінь, що має діаметр остаточного отвору і призначений для обробки верхньої частини отвору при прямій подачі.
Комбіноване свердло
Номер патенту: 82818
Опубліковано: 12.08.2013
Автори: Сичов Юрій Іванович, Тарасюк Анатолій Петрович, Самчук Володимир Володимирович, Любов Олексій Вікторович, Лях Бенгард Григорович
МПК: B23B 51/00, B23B 5/16
Мітки: комбіноване, свердло
Формула / Реферат:
Комбіноване свердло, що містить пружину, свердло, яке відрізняється тим, що його оснащено конусною втулкою, до торця якої жорстко прикріплено торцем хвостовика свердло, що має повздовжній наскрізний паз, у який встановлено вздовж головної осі шток, до торця якого, за допомогою шарнірного з'єднання, в напрямку робочої частини свердла, прикріплена основою ріжуча пластин, яка виконана у формі рівнобедреного трикутника, яка підпружинена пружиною...
Комбіноване свердло
Номер патенту: 73510
Опубліковано: 25.09.2012
Автори: Зеленюк Вадим Ігорович, Воєводіна Тетяна Альбертівна, Гриньов Юрій Олександрович, Гусєв Володимир Владиленович, Воєводін Альберт Борисович
МПК: B23B 39/00
Мітки: свердло, комбіноване
Формула / Реферат:
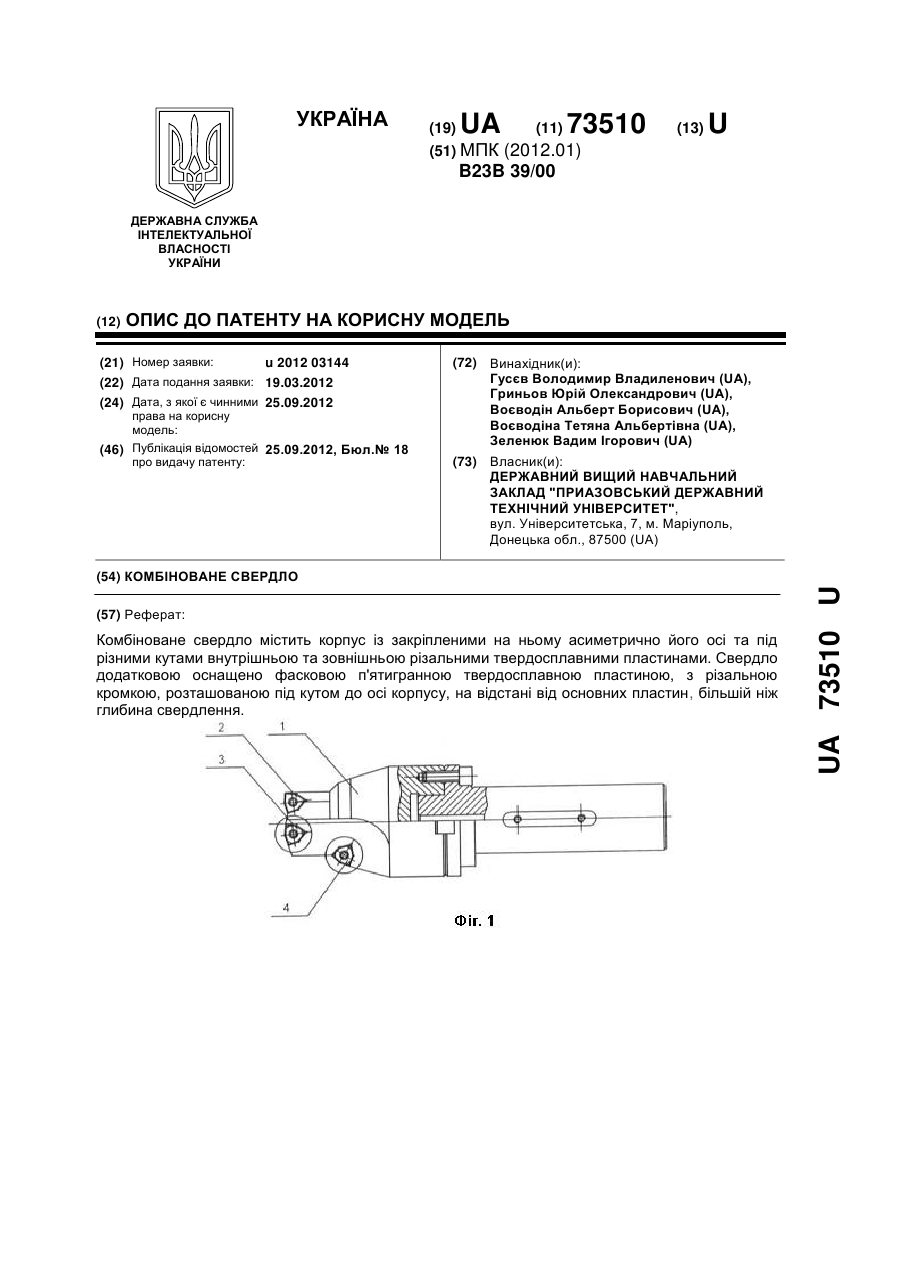
1. Комбіноване свердло, що містить корпус із закріпленими на ньому асиметрично його осі та під різними кутами внутрішньою та зовнішньою різальними твердосплавними пластинами, яке відрізняється тим, що оснащено додатковою фасковою п'ятигранною твердосплавною пластиною, з різальною кромкою, розташованою під кутом до осі корпусу, на відстані від основних пластин, більшій ніж глибина свердлення на 3-5 мм.2. Комбіноване свердло за п. 1, яке...
Комбіноване свердло

Номер патенту: 110874
Опубліковано: 25.10.2016
Автори: Іванова Альона Владиславівна, Сичов Юрій Іванович, Самчук Володимир Володимирович
МПК: B23B 51/08
Мітки: свердло, комбіноване
Формула / Реферат:
Комбіноване свердло, що містить корпус, напрямну, ріжучу, частини, частину та зубці, що калібрують, яке відрізняється тим, що містить циліндричний корпус, на одному з кінців якого виконаний циліндричний хвостовик, а на іншому - робоча частина, що містить спіральну ріжучу частину, яка з'єднана з напрямною частиною, а вона, у свою чергу, - з частиною, що калібрує, яка містить ряд круглих ріжучих елементів.
Комбіноване центрувальне свердло

Номер патенту: 77438
Опубліковано: 15.12.2006
Автор: Скочко Євген Вікторович
МПК: B23B 51/00
Мітки: центрувальне, свердло, комбіноване
Формула / Реферат:
Комбіноване центрувальне свердло, що містить зенкувальну частину, а також свердлувальну частину зі збільшуваними у напрямку зенкувальної частини зовнішнім діаметром та діаметром серцевини, яке відрізняється тим, що свердлувальну частину виконано східчастою, а кожен з її східців виконано зі зворотною конусністю.
Попередній патент: Пристрій для аналізу функції на самодвоїстість
Наступний патент: Спосіб перевезення вантажів залізничним вагоном та його розвантаження на роторному вагоноперекидачі
Випадковий патент: Двопозіційний стенд для складання і зварювання торцевих стін піввагона