Спосіб отримання деформованої безперевнолитої заготовки круглого поперечного перерізу
Номер патенту: 117684
Опубліковано: 10.07.2017
Автори: Ксенз Олександр Афанасійович, Гармашов Денис Юрійович, Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович, Балакін Валерій Федорович



Формула / Реферат
1. Спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу, що включає її нагрівання, видалення окалини і наступну деформацію з витяжкою послідовно на першому та другому пілігримових станах, який відрізняється тим, що перед її нагріванням на одному кінці заготовки профілюють хвостовик довжиною, яка дорівнює 2-3 його діаметрам, з геометричними розмірами, відповідними розмірам посадочних місць замка дорнової головки подавального апарата.
2. Спосіб за п. 1, який відрізняється тим, що перед деформацією з витяжкою послідовно на першому та другому пілігримових станах хвостовик заготовки в замку дорнової головки подавального апарата охолоджують.
Текст
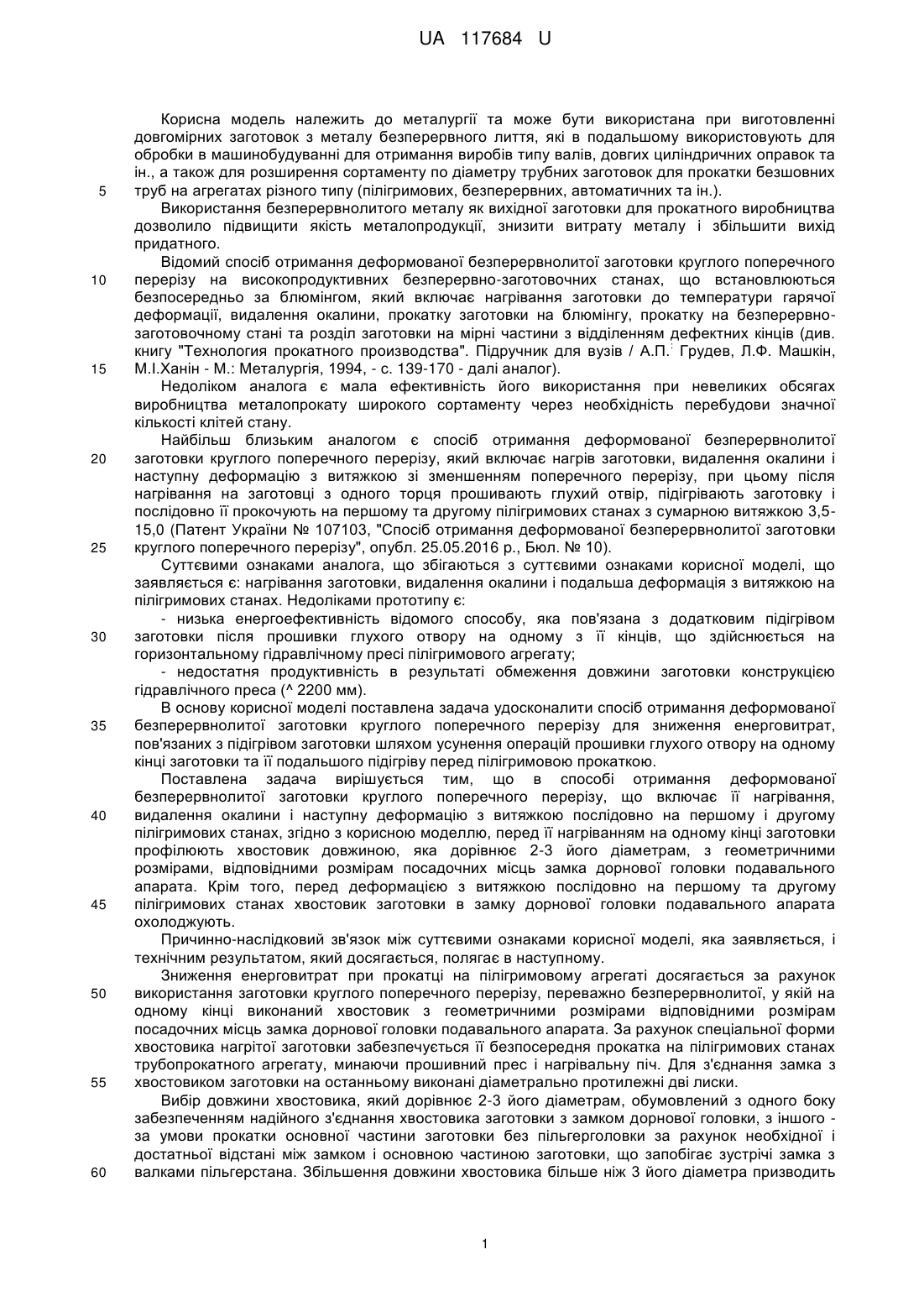
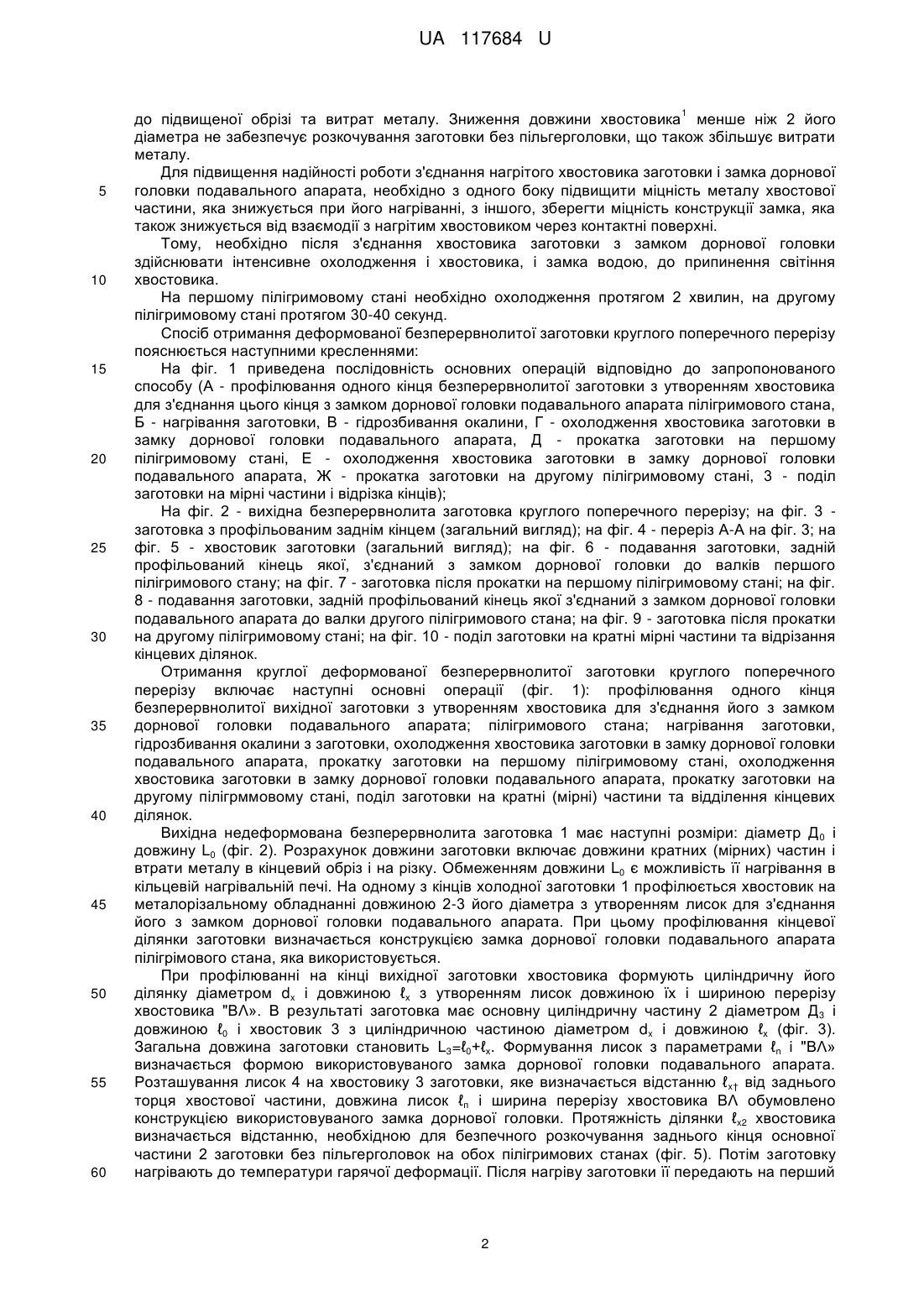
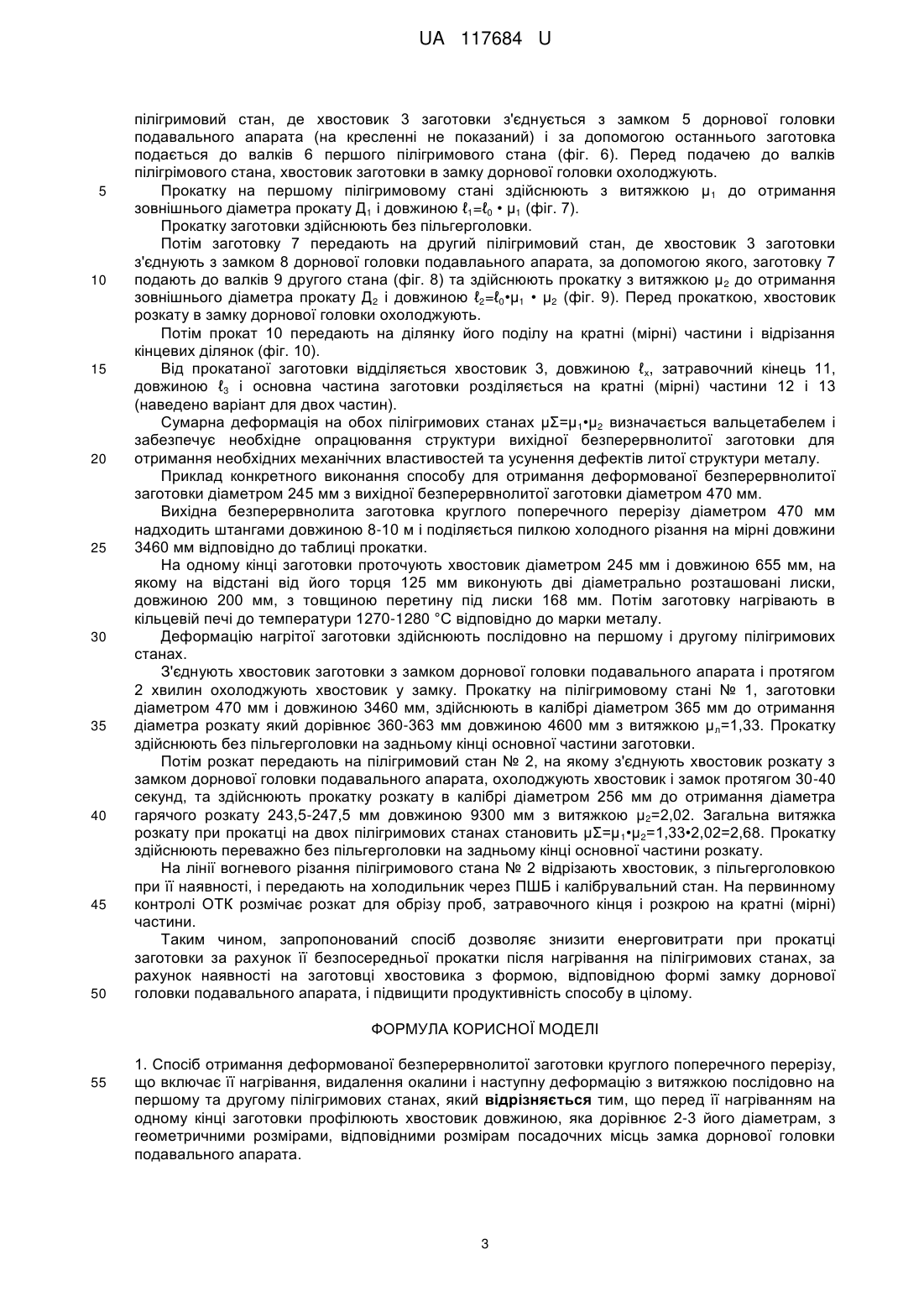
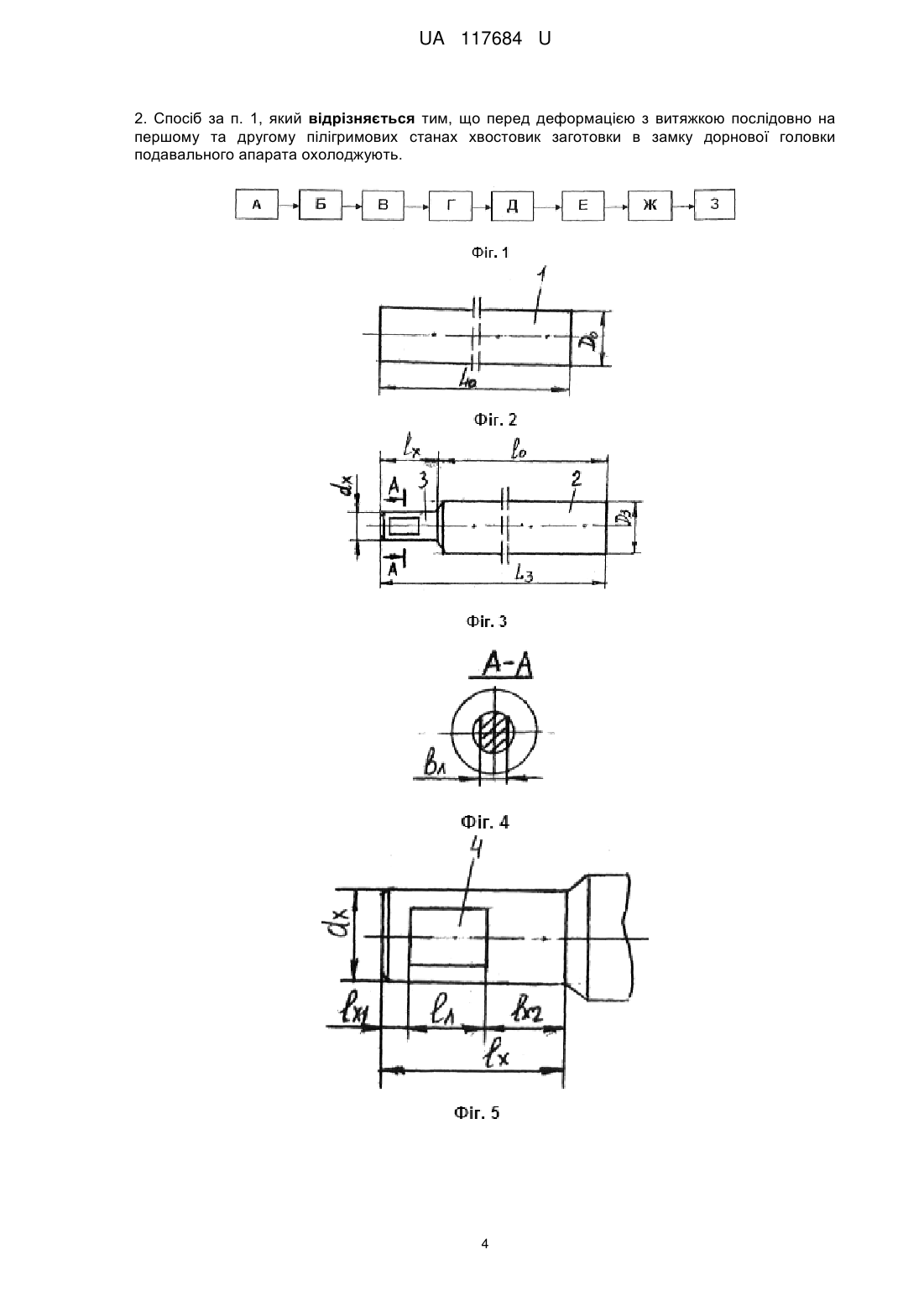
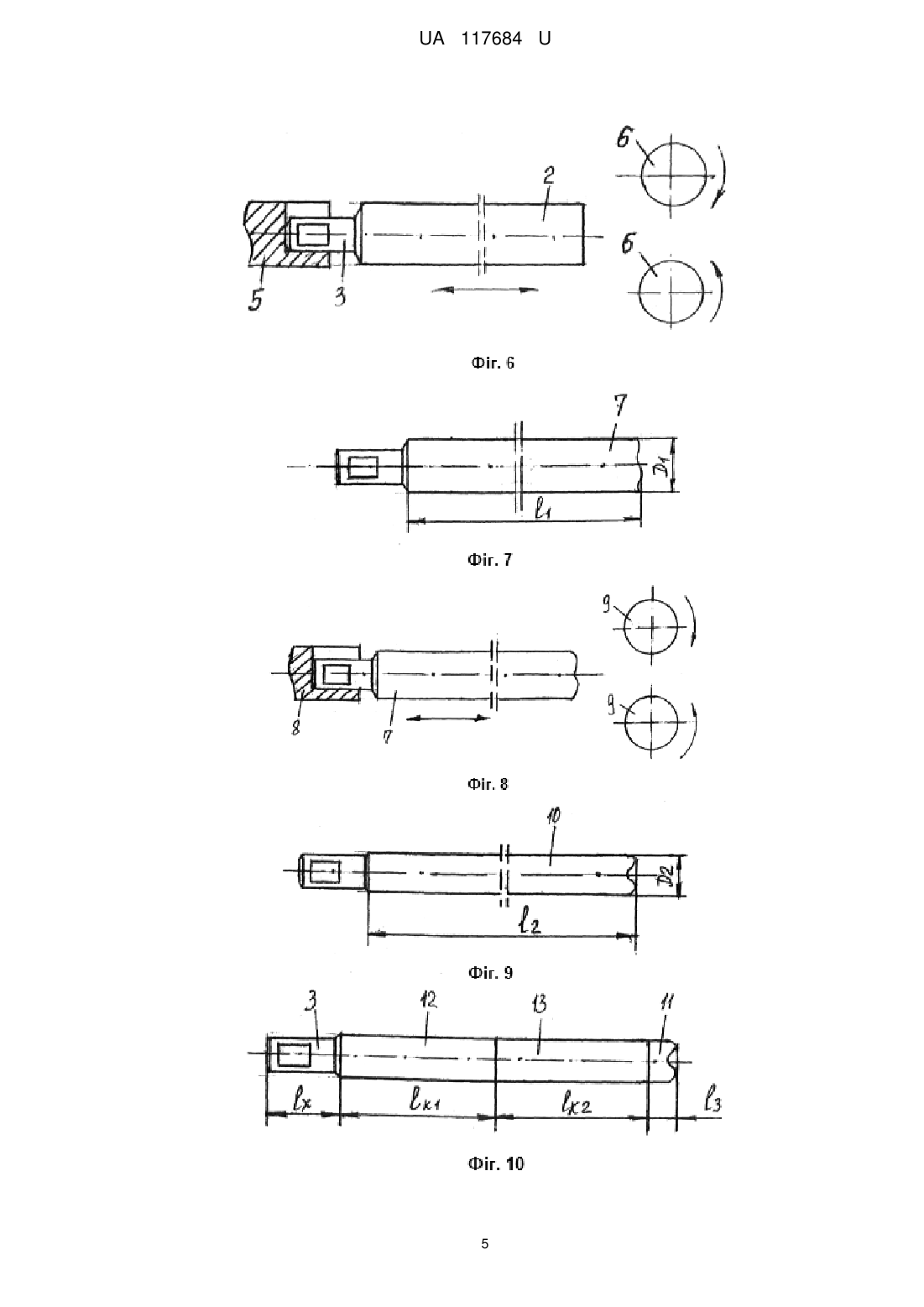
Реферат: Спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу включає її нагрівання, видалення окалини і наступну деформацію з витяжкою послідовно на першому та другому пілігримових станах. Перед її нагріванням на одному кінці заготовки профілюють хвостовик довжиною, яка дорівнює 2-3 його діаметрам, з геометричними розмірами, відповідними розмірам посадочних місць замка дорнової головки подавального апарата. UA 117684 U (12) UA 117684 U UA 117684 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії та може бути використана при виготовленні довгомірних заготовок з металу безперервного лиття, які в подальшому використовують для обробки в машинобудуванні для отримання виробів типу валів, довгих циліндричних оправок та ін., а також для розширення сортаменту по діаметру трубних заготовок для прокатки безшовних труб на агрегатах різного типу (пілігримових, безперервних, автоматичних та ін.). Використання безперервнолитого металу як вихідної заготовки для прокатного виробництва дозволило підвищити якість металопродукції, знизити витрату металу і збільшити вихід придатного. Відомий спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу на високопродуктивних безперервно-заготовочних станах, що встановлюються безпосередньо за блюмінгом, який включає нагрівання заготовки до температури гарячої деформації, видалення окалини, прокатку заготовки на блюмінгу, прокатку на безперервнозаготовочному стані та розділ заготовки на мірні частини з відділенням дефектних кінців (див. : книгу "Технология прокатного производства". Підручник для вузів / А.П. Грудев, Л.Ф. Машкін, М.І.Ханін - М.: Металургія, 1994, - с. 139-170 - далі аналог). Недоліком аналога є мала ефективність його використання при невеликих обсягах виробництва металопрокату широкого сортаменту через необхідність перебудови значної кількості клітей стану. Найбільш близьким аналогом є спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу, який включає нагрів заготовки, видалення окалини і наступну деформацію з витяжкою зі зменшенням поперечного перерізу, при цьому після нагрівання на заготовці з одного торця прошивають глухий отвір, підігрівають заготовку і послідовно її прокочують на першому та другому пілігримових станах з сумарною витяжкою 3,515,0 (Патент України № 107103, "Спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу", опубл. 25.05.2016 p., Бюл. № 10). Суттєвими ознаками аналога, що збігаються з суттєвими ознаками корисної моделі, що заявляється є: нагрівання заготовки, видалення окалини і подальша деформація з витяжкою на пілігримових станах. Недоліками прототипу є: - низька енергоефективність відомого способу, яка пов'язана з додатковим підігрівом заготовки після прошивки глухого отвору на одному з її кінців, що здійснюється на горизонтальному гідравлічному пресі пілігримового агрегату; - недостатня продуктивність в результаті обмеження довжини заготовки конструкцією гідравлічного преса (^ 2200 мм). В основу корисної моделі поставлена задача удосконалити спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу для зниження енерговитрат, пов'язаних з підігрівом заготовки шляхом усунення операцій прошивки глухого отвору на одному кінці заготовки та її подальшого підігріву перед пілігримовою прокаткою. Поставлена задача вирішується тим, що в способі отримання деформованої безперервнолитої заготовки круглого поперечного перерізу, що включає її нагрівання, видалення окалини і наступну деформацію з витяжкою послідовно на першому і другому пілігримових станах, згідно з корисною моделлю, перед її нагріванням на одному кінці заготовки профілюють хвостовик довжиною, яка дорівнює 2-3 його діаметрам, з геометричними розмірами, відповідними розмірам посадочних місць замка дорнової головки подавального апарата. Крім того, перед деформацією з витяжкою послідовно на першому та другому пілігримових станах хвостовик заготовки в замку дорнової головки подавального апарата охолоджують. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі, яка заявляється, і технічним результатом, який досягається, полягає в наступному. Зниження енерговитрат при прокатці на пілігримовому агрегаті досягається за рахунок використання заготовки круглого поперечного перерізу, переважно безперервнолитої, у якій на одному кінці виконаний хвостовик з геометричними розмірами відповідними розмірам посадочних місць замка дорнової головки подавального апарата. За рахунок спеціальної форми хвостовика нагрітої заготовки забезпечується її безпосередня прокатка на пілігримових станах трубопрокатного агрегату, минаючи прошивний прес і нагрівальну піч. Для з'єднання замка з хвостовиком заготовки на останньому виконані діаметрально протилежні дві лиски. Вибір довжини хвостовика, який дорівнює 2-3 його діаметрам, обумовлений з одного боку забезпеченням надійного з'єднання хвостовика заготовки з замком дорнової головки, з іншого за умови прокатки основної частини заготовки без пільгерголовки за рахунок необхідної і достатньої відстані між замком і основною частиною заготовки, що запобігає зустрічі замка з валками пільгерстана. Збільшення довжини хвостовика більше ніж 3 його діаметра призводить 1 UA 117684 U 1 5 10 15 20 25 30 35 40 45 50 55 60 до підвищеної обрізі та витрат металу. Зниження довжини хвостовика менше ніж 2 його діаметра не забезпечує розкочування заготовки без пільгерголовки, що також збільшує витрати металу. Для підвищення надійності роботи з'єднання нагрітого хвостовика заготовки і замка дорнової головки подавального апарата, необхідно з одного боку підвищити міцність металу хвостової частини, яка знижується при його нагріванні, з іншого, зберегти міцність конструкції замка, яка також знижується від взаємодії з нагрітим хвостовиком через контактні поверхні. Тому, необхідно після з'єднання хвостовика заготовки з замком дорнової головки здійснювати інтенсивне охолодження і хвостовика, і замка водою, до припинення світіння хвостовика. На першому пілігримовому стані необхідно охолодження протягом 2 хвилин, на другому пілігримовому стані протягом 30-40 секунд. Спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу пояснюється наступними кресленнями: На фіг. 1 приведена послідовність основних операцій відповідно до запропонованого способу (А - профілювання одного кінця безперервнолитої заготовки з утворенням хвостовика для з'єднання цього кінця з замком дорнової головки подавального апарата пілігримового стана, Б - нагрівання заготовки, В - гідрозбивання окалини, Г - охолодження хвостовика заготовки в замку дорнової головки подавального апарата, Д - прокатка заготовки на першому пілігримовому стані, Е - охолодження хвостовика заготовки в замку дорнової головки подавального апарата, Ж - прокатка заготовки на другому пілігримовому стані, 3 - поділ заготовки на мірні частини і відрізка кінців); На фіг. 2 - вихідна безперервнолита заготовка круглого поперечного перерізу; на фіг. 3 заготовка з профільованим заднім кінцем (загальний вигляд); на фіг. 4 - переріз А-А на фіг. 3; на фіг. 5 - хвостовик заготовки (загальний вигляд); на фіг. 6 - подавання заготовки, задній профільований кінець якої, з'єднаний з замком дорнової головки до валків першого пілігримового стану; на фіг. 7 - заготовка після прокатки на першому пілігримовому стані; на фіг. 8 - подавання заготовки, задній профільований кінець якої з'єднаний з замком дорнової головки подавального апарата до валки другого пілігримового стана; на фіг. 9 - заготовка після прокатки на другому пілігримовому стані; на фіг. 10 - поділ заготовки на кратні мірні частини та відрізання кінцевих ділянок. Отримання круглої деформованої безперервнолитої заготовки круглого поперечного перерізу включає наступні основні операції (фіг. 1): профілювання одного кінця безперервнолитої вихідної заготовки з утворенням хвостовика для з'єднання його з замком дорнової головки подавального апарата; пілігримового стана; нагрівання заготовки, гідрозбивання окалини з заготовки, охолодження хвостовика заготовки в замку дорнової головки подавального апарата, прокатку заготовки на першому пілігримовому стані, охолодження хвостовика заготовки в замку дорнової головки подавального апарата, прокатку заготовки на другому пілігрммовому стані, поділ заготовки на кратні (мірні) частини та відділення кінцевих ділянок. Вихідна недеформована безперервнолита заготовка 1 має наступні розміри: діаметр Д 0 і довжину L0 (фіг. 2). Розрахунок довжини заготовки включає довжини кратних (мірних) частин і втрати металу в кінцевий обріз і на різку. Обмеженням довжини L0 є можливість її нагрівання в кільцевій нагрівальній печі. На одному з кінців холодної заготовки 1 профілюється хвостовик на металорізальному обладнанні довжиною 2-3 його діаметра з утворенням лисок для з'єднання його з замком дорнової головки подавального апарата. При цьому профілювання кінцевої ділянки заготовки визначається конструкцією замка дорнової головки подавального апарата пілігрімового стана, яка використовується. При профілюванні на кінці вихідної заготовки хвостовика формують циліндричну його ділянку діаметром dx і довжиною ℓх з утворенням лисок довжиною їх і шириною перерізу хвостовика "ВΛ». В результаті заготовка має основну циліндричну частину 2 діаметром Д 3 і довжиною ℓ0 і хвостовик 3 з циліндричною частиною діаметром dx і довжиною ℓх (фіг. 3). Загальна довжина заготовки становить L3=ℓ0+ℓх. Формування лисок з параметрами ℓn і "ВΛ» визначається формою використовуваного замка дорнової головки подавального апарата. Розташування лисок 4 на хвостовику 3 заготовки, яке визначається відстанню ℓ x† від заднього торця хвостової частини, довжина лисок ℓп і ширина перерізу хвостовика ВΛ обумовлено конструкцією використовуваного замка дорнової головки. Протяжність ділянки ℓx2 хвостовика визначається відстанню, необхідною для безпечного розкочування заднього кінця основної частини 2 заготовки без пільгерголовок на обох пілігримових станах (фіг. 5). Потім заготовку нагрівають до температури гарячої деформації. Після нагріву заготовки її передають на перший 2 UA 117684 U 5 10 15 20 25 30 35 40 45 50 пілігримовий стан, де хвостовик 3 заготовки з'єднується з замком 5 дорнової головки подавального апарата (на кресленні не показаний) і за допомогою останнього заготовка подається до валків 6 першого пілігримового стана (фіг. 6). Перед подачею до валків пілігрімового стана, хвостовик заготовки в замку дорнової головки охолоджують. Прокатку на першому пілігримовому стані здійснюють з витяжкою μ 1 до отримання зовнішнього діаметра прокату Д1 і довжиною ℓ1=ℓ0 • μ1 (фіг. 7). Прокатку заготовки здійснюють без пільгерголовки. Потім заготовку 7 передають на другий пілігримовий стан, де хвостовик 3 заготовки з'єднують з замком 8 дорнової головки подавлаьного апарата, за допомогою якого, заготовку 7 подають до валків 9 другого стана (фіг. 8) та здійснюють прокатку з витяжкою μ 2 до отримання зовнішнього діаметра прокату Д2 і довжиною ℓ2=ℓ0•μ1 • μ2 (фіг. 9). Перед прокаткою, хвостовик розкату в замку дорнової головки охолоджують. Потім прокат 10 передають на ділянку його поділу на кратні (мірні) частини і відрізання кінцевих ділянок (фіг. 10). Від прокатаної заготовки відділяється хвостовик 3, довжиною ℓ х, затравочний кінець 11, довжиною ℓ3 і основна частина заготовки розділяється на кратні (мірні) частини 12 і 13 (наведено варіант для двох частин). Сумарна деформація на обох пілігримових станах μΣ=μ1•μ2 визначається вальцетабелем і забезпечує необхідне опрацювання структури вихідної безперервнолитої заготовки для отримання необхідних механічних властивостей та усунення дефектів литої структури металу. Приклад конкретного виконання способу для отримання деформованої безперервнолитої заготовки діаметром 245 мм з вихідної безперервнолитої заготовки діаметром 470 мм. Вихідна безперервнолита заготовка круглого поперечного перерізу діаметром 470 мм надходить штангами довжиною 8-10 м і поділяється пилкою холодного різання на мірні довжини 3460 мм відповідно до таблиці прокатки. На одному кінці заготовки проточують хвостовик діаметром 245 мм і довжиною 655 мм, на якому на відстані від його торця 125 мм виконують дві діаметрально розташовані лиски, довжиною 200 мм, з товщиною перетину під лиски 168 мм. Потім заготовку нагрівають в кільцевій печі до температури 1270-1280 °C відповідно до марки металу. Деформацію нагрітої заготовки здійснюють послідовно на першому і другому пілігримових станах. З'єднують хвостовик заготовки з замком дорнової головки подавального апарата і протягом 2 хвилин охолоджують хвостовик у замку. Прокатку на пілігримовому стані № 1, заготовки діаметром 470 мм і довжиною 3460 мм, здійснюють в калібрі діаметром 365 мм до отримання діаметра розкату який дорівнює 360-363 мм довжиною 4600 мм з витяжкою μл=1,33. Прокатку здійснюють без пільгерголовки на задньому кінці основної частини заготовки. Потім розкат передають на пілігримовий стан № 2, на якому з'єднують хвостовик розкату з замком дорнової головки подавального апарата, охолоджують хвостовик і замок протягом 30-40 секунд, та здійснюють прокатку розкату в калібрі діаметром 256 мм до отримання діаметра гарячого розкату 243,5-247,5 мм довжиною 9300 мм з витяжкою μ2=2,02. Загальна витяжка розкату при прокатці на двох пілігримових станах становить μΣ=μ 1•μ2=1,33•2,02=2,68. Прокатку здійснюють переважно без пільгерголовки на задньому кінці основної частини розкату. На лінії вогневого різання пілігримового стана № 2 відрізають хвостовик, з пільгерголовкою при її наявності, і передають на холодильник через ПШБ і калібрувальний стан. На первинному контролі ОТК розмічає розкат для обрізу проб, затравочного кінця і розкрою на кратні (мірні) частини. Таким чином, запропонований спосіб дозволяє знизити енерговитрати при прокатці заготовки за рахунок її безпосередньої прокатки після нагрівання на пілігримових станах, за рахунок наявності на заготовці хвостовика з формою, відповідною формі замку дорнової головки подавального апарата, і підвищити продуктивність способу в цілому. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 1. Спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу, що включає її нагрівання, видалення окалини і наступну деформацію з витяжкою послідовно на першому та другому пілігримових станах, який відрізняється тим, що перед її нагріванням на одному кінці заготовки профілюють хвостовик довжиною, яка дорівнює 2-3 його діаметрам, з геометричними розмірами, відповідними розмірам посадочних місць замка дорнової головки подавального апарата. 3 UA 117684 U 2. Спосіб за п. 1, який відрізняється тим, що перед деформацією з витяжкою послідовно на першому та другому пілігримових станах хвостовик заготовки в замку дорнової головки подавального апарата охолоджують. 4 UA 117684 U 5 UA 117684 U Комп’ютерна верстка Л. Бурлак Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22D 11/00, B22D 11/124
Мітки: перерізу, деформованої, спосіб, безперевнолитої, отримання, круглого, заготовки, поперечного
Код посилання
<a href="https://ua.patents.su/8-117684-sposib-otrimannya-deformovano-bezperevnolito-zagotovki-kruglogo-poperechnogo-pererizu.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання деформованої безперевнолитої заготовки круглого поперечного перерізу</a>
Спосіб отримання деформованої безперервнолитої заготовки поперечного перерізу
Номер патенту: 107103
Опубліковано: 25.05.2016
Автори: Закопко Олександр Вікторович, Угрюмов Юрій Дмитрович, Павловський Борис Григорович, Ксенз Олександр Афанасійович, Степаненко Олександр Миколайович, Шевчук Олександр Анатолійович
МПК: B22D 11/00, B21B 21/00
Мітки: поперечного, спосіб, деформованої, перерізу, заготовки, отримання, безперервнолитої
Формула / Реферат:
Спосіб отримання деформованої безперервнолитої заготовки круглого поперечного перерізу, що включає її нагрівання, видалення окалини та наступну деформацію з витяжкою із зменшенням поперечного перерізу, який відрізняється тим, що після нагрівання на заготовці з одного торця прошивають глухий профільний отвір, підігрівають заготовку і послідовно її прокочують на першому та другому пілігримових станах з сумарною витяжкою 3,5-15,0.
Спосіб прискореного охолодження гарячого прокату круглого поперечного перерізу
Номер патенту: 61494
Опубліковано: 15.07.2005
Автори: Губинський Володимир Йосипович, Рибалов Андрій Олександрович, Сокуренко Анатолій Валентинович, Курочкін Олександр Федорович, Бабенко Михайло Антонович, Білий Микола Павлович, Шеремет Володимир Олександрович, Кекух Анатолій Володимирович
МПК: B21B 45/02, C21D 1/02
Мітки: спосіб, круглого, прискореного, перерізу, прокату, охолодження, поперечного, гарячого
Формула / Реферат:
Теплогенератор, що містить корпус, вхідний і вихідний канали, активне і реактивне колеса, розташовані в корпусі з зазором між ними і виконані у вигляді чаш з комірками, утвореними радіальними перемичками, а також засіб регулювання, який відрізняється тим, що радіальні перемички активного колеса виконані виступаючими з його чаші, а як засіб регулювання застосовані елементи керування прохідними перетинами вхідного і вихідного каналів.
Віброекструдер для змішування і формування фібробетонних виробів круглого поперечного перерізу

Номер патенту: 117267
Опубліковано: 26.06.2017
Автори: Пригорницький Тарас Миколайович, Андреєв Ігор Анатолійович
МПК: B28B 13/00
Мітки: фібробетонних, круглого, формування, поперечного, змішування, перерізу, віброекструдер, виробів
Формула / Реферат:
Віброекструдер для змішування і формування фібробетонних виробів круглого поперечного перерізу, що містить бункер у вигляді перевернутого зрізаного конуса, стінки якого своїми нижніми ділянками утворюють роздавальне вікно, збудник коливань і напрямний пристрій, що встановлений всередині бункера з можливістю переміщення його по висоті бункера і фіксації на стінках бункера в заданому положенні, який відрізняється тим, що напрямний пристрій...
Спосіб протягання заготовок круглого перерізу
Номер патенту: 76294
Опубліковано: 25.12.2012
Автори: Безлюдний Денис Сергійович, Кухар Володимир Валентинович, Каргін Борис Сергійович, Аніщенко Олександр Сергійович, Лисенко Володимир Володимирович, Каргін Сергій Борисович
МПК: B21J 1/04
Мітки: заготовок, круглого, перерізу, протягання, спосіб
Формула / Реферат:
1. Спосіб протягання заготовок круглого перерізу, який включає подачу заготовки, обтиск і кантування між обтиском, який відрізняється тим, що обтиск здійснюють у вирізних бойках на максимально можливий ступінь деформації для даної подачі, після чого заготовку кантують на кут 85-95° і обтискують до отримання круглої форми в поперечному перерізі.2. Спосіб за п. 1, який відрізняється тим, що при подачі
Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині
Номер патенту: 67163
Опубліковано: 15.06.2004
Автори: Лазоркін Віктор Андрійович, Терновий Юрій Федорович
МПК: B21J 1/04
Мітки: одержання, поперечного, багатогранного, перерізу, прутків, спосіб, ротаційно-обтискній, двобойковій, машини
Формула / Реферат:
Спосіб одержання прутків багатогранного поперечного перерізу на двобойковій ротаційно-обтискній машині, що включає обтиснення в бойках, що мають заходи й калібрувальні ділянки, і подачу заготовки, який відрізняється тим, що при кожному одиничному обтисненні по черзі, по гвинтовій лінії, при проходженні через калібрувальні ділянки бойків формують пару протилежно розташованих граней прутка, одержуючи за прохід багатогранний поперечний переріз...
Попередній патент: Спосіб підвищення несучої здатності шини
Наступний патент: Пристрій для сортування куль
Випадковий патент: Радіатор системи охолодження двигуна внутрішнього згоряння