Спосіб виготовлення магнітопроводу маломагнітного багатофазного індукційного статичного пристрою
Номер патенту: 120851
Опубліковано: 27.11.2017
Автори: Плахтир Олег Олегович, Жук Дмитро Олександрович, Ставинський Андрій Андрійович, Авдєєва Олена Андріївна, Ставинський Ростислав Андрійович


Формула / Реферат
1. Спосіб виготовлення магнітопроводу маломагнітного багатофазного індукційного статичного пристрою, що включає формування з плоскими торцевими поверхнями двох ярем з зовнішніми і внутрішніми контурами, що вписані в кола, та формування стрижнів і обмоткових вікон рівномірним аксіальним розташуванням стрижнів між ярмами, який відрізняється тим, що кожен з z≥3 стрижнів формують з двома симетрично розташованими під кутами 360°/(2z) відносно осі його поперечного перерізу боковими плоскими поверхнями, перед установкою стрижнів на осях обмоткових вікон розташовують z технологічних прокладок з паралельними боками та шириною, що дорівнює ширині обмоткового вікна, а стрижні встановлюють з суміщенням бокових плоских поверхонь з поверхнями боків прокладок.
2. Спосіб виготовлення магнітопроводу за п. 1, який відрізняється тим, що прокладки встановлюють, згідно з положенням осей обмоткових вікон, на технологічну основу з центральним виступом, який має щонайменше ділянки зовнішньої поверхні, що співпадають з поверхнею внутрішнього контуру ярма, а перед установкою стрижнів ярмо розташовують на центральному виступі основи.
3. Спосіб виготовлення за п. 1, який відрізняється тим, що ярмо з встановленими стрижнями і обмотковими котушками та друге ярмо закріплюють на несучих основах з центральними виступами та отворами, які мають поверхні та осі, що відповідно співпадають та співвісні щонайменше з ділянками поверхонь внутрішніх контурів ярем, а при складанні активної частини в отвори несучих основ встановлюють технологічний осьовий направляючий елемент.
4. Спосіб виготовлення магнітопроводу за п. 1, який відрізняється тим, що перед встановленням між ярмами z стрижнів розташовують на площині з суміщенням бокових плоских поверхонь, скупчення стрижнів тимчасово з'єднують в z-секційну заготовку та виконують обробку торцевих поверхонь заготовки до остаточного розміру висоти стрижня.
Текст
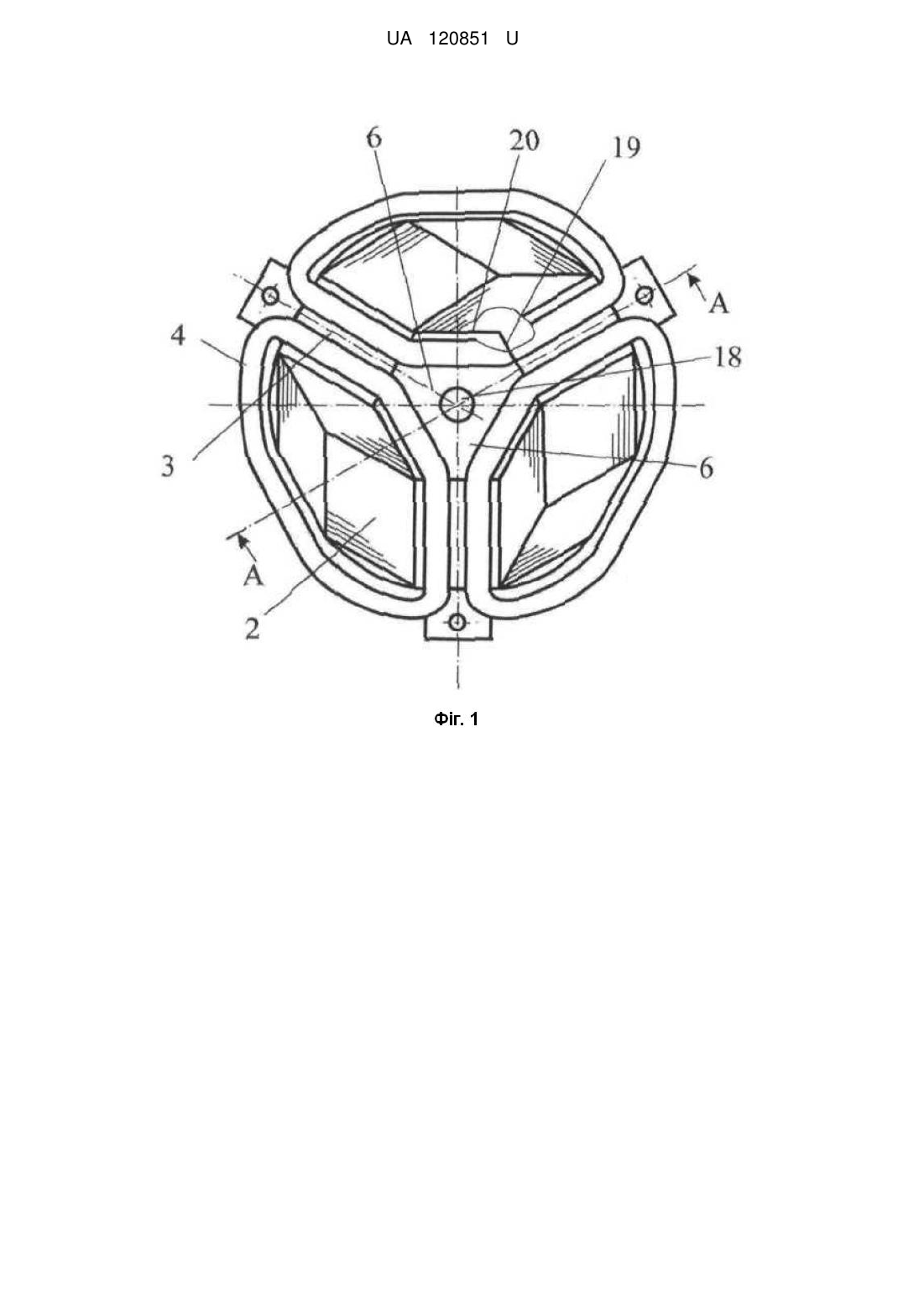
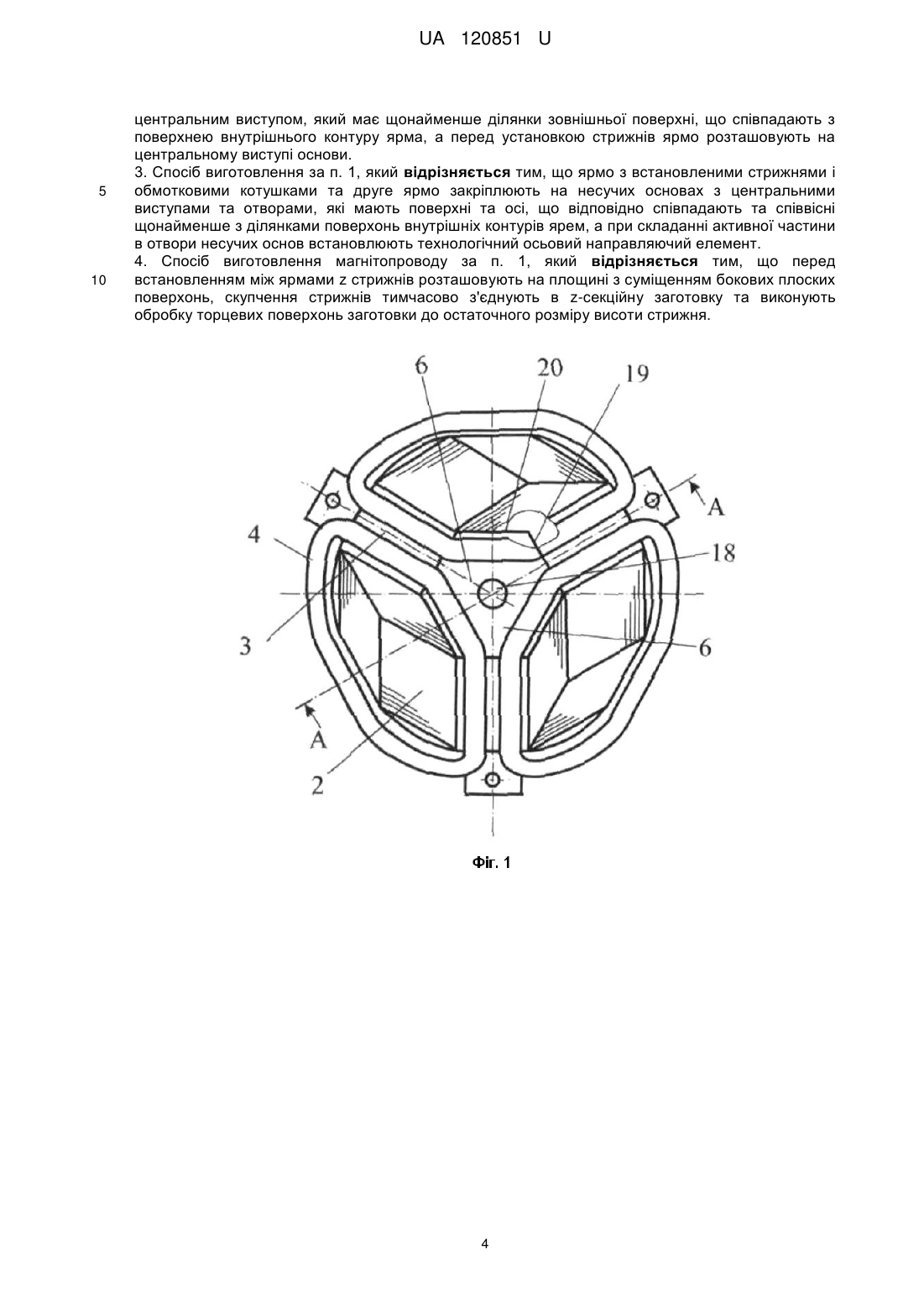
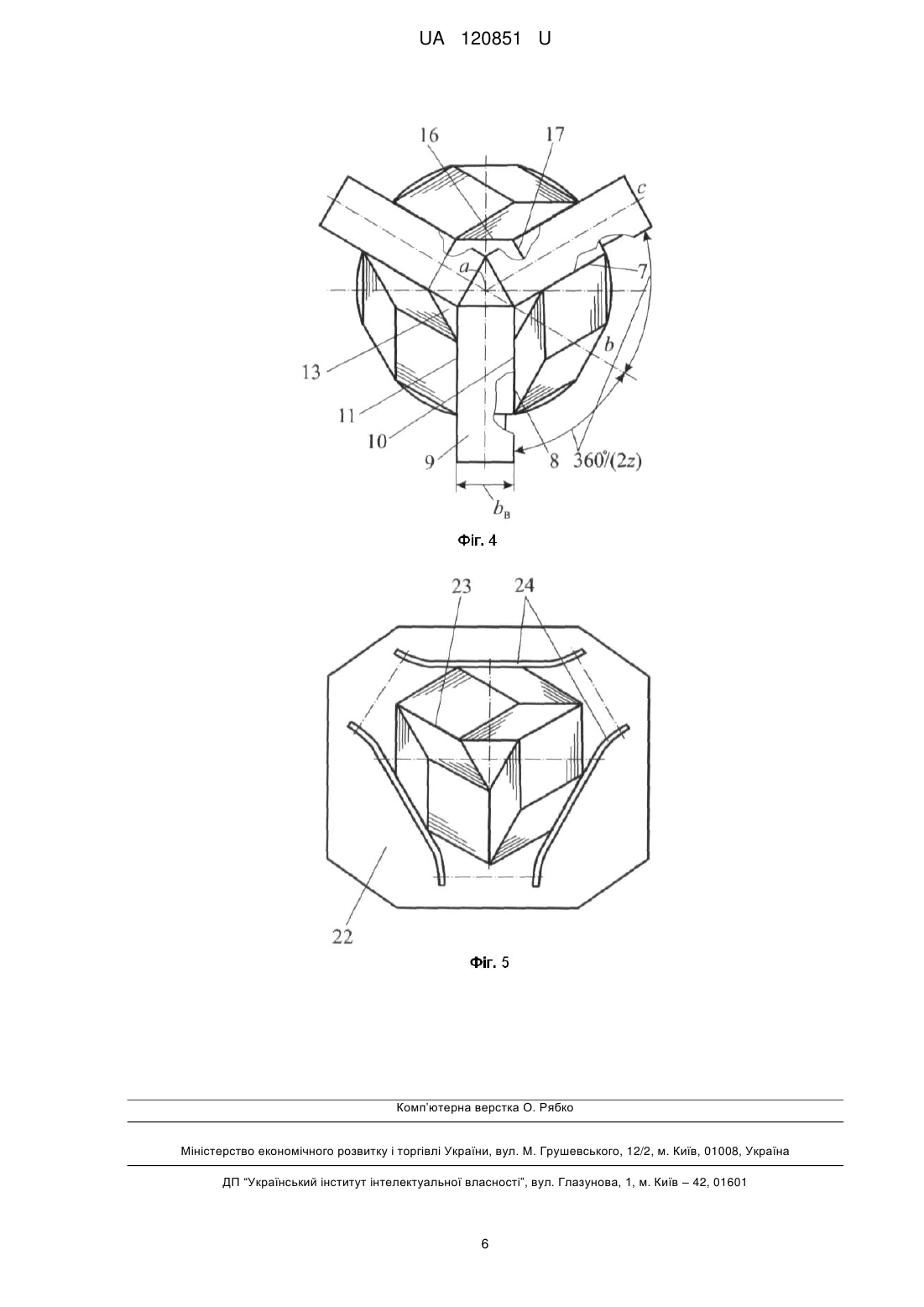
Реферат: Спосіб виготовлення магнітопроводу маломагнітного багатофазного індукційного статичного пристрою включає формування з плоскими торцевими поверхнями двох ярем з зовнішніми і внутрішніми контурами, що вписані в кола, та формування стрижнів і обмоткових вікон рівномірним аксіальним розташуванням стрижнів між ярмами. Кожен з z≥3 стрижнів формують з двома симетрично розташованими під кутами 360°/(2z) відносно осі його поперечного перерізу боковими плоскими поверхнями. Перед установкою стрижнів на осях обмоткових вікон розташовують z технологічних прокладок з паралельними боками та шириною, що дорівнює ширині обмоткового вікна, а стрижні встановлюють з суміщенням бокових плоских поверхонь з поверхнями боків прокладок. UA 120851 U (12) UA 120851 U UA 120851 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до трансформаторобудування, може бути використана при виробництві трансформаторів з числом фаз m≥3 і мінімумом зовнішнього магнітного поля, що призначені для застосування в системах силової перетворювальної техніки та спеціального маломагнітного електрообладнання, а також виробництва m≥3-фазних маломагнітних дроселів і реакторів. Відомо про способи виготовлення з листової і рулонної електротехнічної сталі трифазних планарних стрижневих і броньових шихтованих магнітопроводів та трифазних просторових витих трисекційних магнітопроводів з аксіальним паралельним розташуванням стрижнів (Лупиков B.C., Середа А.Г., Крюкова Н.В., Геляровская О.А. Анализ типичных ошибок проектирования трансформаторов в маломагнитном исполнении // Електротехніка і електромеханіка. - 2004. - № 2. - С. 26-33). Кожен зі способів виготовлення вказаних традиційних конструкцій магнітопроводів включає формування ярем та формування стрижнів і обмоткових вікон аксіальним розташуванням стрижнів між ярмами. Електромагнітні системи багатофазних трансформаторів і реакторів з магнітопроводами пленарної структури, що симетрична відносно центральної осі, не задовольняють вимогам маломагнітності, що обумовлено несиметрією середнього (розташованого на центральній осі) та бічних елементів магнітопроводу. Симетричні просторові багатофазні аксіальні структури електромагнітних систем теоретично забезпечують відсутність зовнішнього магнітного поля. Однак при виконанні подібних систем з двоконтурними фазними елементами магнітопроводів, тобто при застосуванні в магнітопроводі т витих О-подібних магніто непов'язаних секцій, виникають значні технологічні відхилення суміжних елементів активної частини. Це обумовлює фазну електромагнітну несиметрію та виникнення зовнішнього магнітного поля інтенсивністю, що визначається радіальною, аксіальною та кутовою складовими несиметрії положень в просторі та геометричних відхилень елементів магнітопроводу і обмоток. Ознаками вказаних способів, що співпадають зі способом, згідно з корисною моделлю, є формування ярем та формування стрижнів і обмоткових вікон рівномірним аксіальним розташуванням стрижнів між ярмами. Також відомо про спосіб виготовлення магнітопроводу багатофазного індукційного статичного пристрою з суміщеними фазними елементами стрижнів, структура якого також задовольняє умовам електромагнітної сумісності, тобто практичної відсутності, або певного мінімуму зовнішнього магнітного поля (А.И. Майорец, Г.И. Пшеничный, Я.З. Чечелюк, Ю.М. Шехтман, И.Я. Эйнгорн. Магнитопроводы силових трансформаторов (технология и оборудование). - М.: Энергия, 1973. - С. 16, 251, 252). Вказаний спосіб включає формування з плоскими торцевими поверхнями двох ярем з зовнішніми і внутрішніми контурами, що вписані в кола та формування стрижнів і обмоткових вікон рівномірним аксіальним розташуванням стрижнів між ярмами. Ярма і стрижні виконуються відповідно спіральною навивкою на оправку з трикутним утворюючим контуром стрічки та шихтуванням пакетів прямокутних пластин електротехнічної сталі. Окреме виготовлення стрижнів і ярем дозволяє контролювати технологічні відхилення розмірів, а також змінювати та центрувати положення в просторі елементів активної частини індукційного статичного пристрою. Однак стрижні формуються в традиційних кругових утворюючих контурах з пакетів пластин ширини, що змінюється. Такі конструкція і спосіб виготовлення суттєво затрудняють рішення задачі забезпечення практичної ідентичності і симетричності положень елементів стрижнів в просторі, що не надає можливості вирішення завдання створення мінімуму зовнішнього магнітного поля. Також відмінність ширини суміжних пакетів та східчастість поперечних перерізів стрижнів, що обумовлено круговими утворюючими контурами, значно ускладнюють виробництво магнітопроводу. Крім цього мінімуму зовнішнього магнітного поля електромеханічного пристрою відповідають максимальна компактність активної частини та мінімальна маса магнітопроводу в заданій потужності. Кругові утворюючі контури стрижнів і обмоткових вікон обумовлюють зміну в радіальному напрямку ширини обмоткового вікна, збільшення маси ярем та зниження компактності просторової аксіальної електромагнітної системи. Це додатково ускладнює рішення задачі забезпечення електромагнітної сумісності багатофазного трансформатора або реактора та підвищує втрати в сталі. В основу корисної моделі поставлена задача удосконалення способу виготовлення магнітопроводу маломагнітного багатофазного індукційного статичного пристрою, в якому певні особливості технологічного забезпечення симетричності геометричних співвідношень та положень в просторі активних елементів призводять до забезпечення мінімуму зовнішнього магнітного поля та зниження трудомісткості виробництва. Поставлена задача вирішується тим, що у способі виготовлення магнітопроводу маломагнітного багатофазного індукційного статичного пристрою, що включає формування з 1 UA 120851 U 5 10 15 20 25 30 35 40 45 50 55 60 плоскими торцевими поверхнями двох ярем з зовнішніми і внутрішніми контурами, що вписані в кола, та формування стрижнів і обмоткових вікон рівномірним аксіальним розташуванням стрижнів між ярмами, кожен з z≥3 стрижнів формують з двома симетрично розташованими під кутами 360°/(2z) відносно осі його поперечного перерізу боковими плоскими поверхнями, перед установкою стрижнів на осях обмоткових вікон розташовують z технологічних прокладок з паралельними боками та шириною, що дорівнює ширині обмоткового вікна, а стрижні встановлюють з суміщенням бокових плоских поверхонь з поверхнями боків прокладок. Прокладки встановлюють, згідно з положенням осей обмоткових вікон, на технологічну основу з центральним виступом, який має щонайменше ділянки зовнішньої поверхні, що співпадають з поверхнею внутрішнього контуру ярма, а перед установкою стрижнів ярмо розташовують на центральному виступі основи. Ярмо з встановленими стрижнями і обмотковими котушками та друге ярмо закріплюють на несучих основах з центральними виступами та отворами, які мають поверхні та осі, що відповідно співпадають та співвісні щонайменше з ділянками поверхонь внутрішніх контурів ярем, а при складанні активної частини в отвори несучих основ встановлюють технологічний осьовий направляючий елемент. Перед встановленням між ярмами z стрижнів розташовують на площині з суміщенням бокових плоских поверхонь, скупчення стрижнів тимчасово з'єднують в z-секційну заготовку та виконують обробку торцевих поверхонь заготовки до остаточного розміру висоти стрижня. Сукупність вказаних ознак, тобто виготовлення магнітопроводу таким чином, що кожний з z≥3 стрижнів формують з двома симетрично розташованими під кутами 360°/(2z) відносно осі його поперечного перерізу боковими плоскими поверхнями, перед установкою стрижнів на осях обмоткових вікон розташовують z технологічних прокладок з паралельними боками та шириною, що дорівнює ширині обмоткового вікна, а стрижні встановлюють з суміщенням бокових плоских поверхонь з поверхнями боків прокладок, забезпечує мінімізацію зовнішнього магнітного поля та спрощення виготовлення магнітопроводу багатофазного трансформатора або реактора. Маломагнітність магнітопроводу та індукційного статичного пристрою відносно прототипу досягається максимальним зниженням погрішностей рівномірного розташування стрижнів в тангенціальному напрямку при попередньому розміщенні між положенням стрижнів каліброваних (з практично ідентичними розмірами, що мають жорсткі технологічні допуски) прямокутних призматичних прокладок, а також практично ідентичним рівномірним розташуванням стрижнів в радіальному напрямку при суміщенні прямих кутів прокладок з взаємно паралельними боками на z осях стрижнів в зоні внутрішнього контуру ярма. Додатково маломагнітність зменшується підвищенням компактності та зменшенням, без зміни електромагнітних навантажень, маси ярем завдяки наявності паралельності щонайменше частини поверхонь обмоткових вікон. При цьому знижуються втрати в сталі магнітопроводу. Завдяки встановленню прокладок, згідно з положенням осей обмоткових вікон, на технологічну основу з центральним виступом, який має щонайменше ділянки зовнішньої поверхні, що співпадають з поверхнею внутрішнього контуру ярма, а перед установкою стрижнів ярмо розташовують на центральному виступі основи, забезпечується співпадіння осей обмоткових вікон між стрижнями і положень осей обмоткових вікон між ярмами при зниженні трудомісткості складання магнітопроводу, що підвищує маломагнітність та спрощує технологічний процес. Завдяки здійсненню складання магнітопроводу при попередньому закріпленні ярма з встановленими стрижнями і обмотковими котушками та другого ярма на несучих основах з центральними виступами та отворами, які мають поверхні та осі, що відповідно співпадають та співвісні щонайменше з ділянками поверхонь внутрішніх контурів ярем, а при складанні активної частини в отвори несучих основ встановлюють технологічний осьовий направляючий елемент, досягається практичне співпадіння внутрішніх контурів ярем і симетрування розташування стрижнів між ярмами та знижується трудомісткість симетрування елементів магнітопроводу, що підвищує маломагнітність та спрощує технологічний процес. На основі того, що перед встановленням між ярмами z стрижнів розташовують на площині з суміщенням бокових плоских поверхонь, скупчення стрижнів тимчасово з'єднують в z-секційну заготовку та виконують обробку торцевих поверхонь заготовки до остаточного розміру висоти стрижня, магнітне коло симетрується в аксіальному напрямку при зниженні трудомісткості виготовлення, що забезпечує маломагнітність та спрощення технологічного процесу. Корисна модель ілюструється кресленнями: Фіг. 1 і фіг. 2 характеризують конструктивні особливості симетричного просторового аксіального z=3-фазного стикового магнітопроводу в складі активної частини, що закріплена в конструктивному остові маломагнітного 2 UA 120851 U 5 10 15 20 25 30 35 40 45 трансформатора. Фіг. 3 - фіг. 5 пояснюють особливості технологічного процесу складання магнітопроводу. Магнітопровід (фіг. 1, фіг. 2) містить ярма 1 та стрижні 2, на які в обмоткові вікна 3 встановлені обмоткові котушки 4. Магнітопровід стягнутий несучими основами 5, що мають центральні виступи 6. Основи 5 з виступами 6 та кріпильними елементами являють остов активної частини маломагнітного трифазного трансформатора. Технологічний процес виготовлення магнітопроводу (фіг. 1, фіг. 2) включає формування з плоскими торцевими поверхнями двох ярем 1 з зовнішніми і внутрішніми контурами, що вписані в кола діаметрів Д з і Дв (фіг. 3). Ярма 1 виготовляються спіральною навивкою стрічки електротехнічної сталі на симетричну шестигранну оправку (на кресленнях не показана). Кінець стрічки після намотки закріплюють точковим зварюванням. Після шліфування торцевих стикових поверхонь ярма 1 відпалюють з утворенням на стикових поверхнях ізоляційної оксидної плівки. З ідентичних прямокутних пластин електротехнічної сталі виготовляють z=3 однакових стрижня 2. Кожен з стрижнів 2 формують з двома симетрично розташованими під кутами 360°/(2z) відносно осі ab його поперечного перерізу боковими плоскими поверхнями 7, 8 (фіг. 4). Заготовки вказаних стрижнів 2 в формувальних шаблонах скріплюють вакуумним просоченням та спіканням. Рівномірним аксіальним розташуванням стрижнів 2 між ярмами 1 формують обмоткові вікна 3. Перед установкою стрижнів 2 на осях ас обмоткових вікон 3 на стиковому торці ярма 1 розташовують z=3 технологічні прокладки 9 з паралельними поверхнями боків 10, 11 та шириною bв, що дорівнює ширині обмоткового вікна 3. Стрижні 2 встановлюють з суміщенням бокових плоских поверхонь 7, 8 з паралельними поверхнями боків 10, 11 прокладок 9 (фіг. 4). Прокладки 9 встановлюють, згідно з положенням осей ас обмоткових вікон 3, на технологічну основу 12 з центральним виступом 13. Виступ 13 містить ділянки 14, 15 зовнішньої поверхні, що співпадають з ділянками 16, 17 поверхні внутрішнього контуру ярма 1. Перед установкою стрижнів 2 між прокладками 9 ярмо 1 розташовують на центральному виступі 13 основи 12. Стрижні 2 установлюють та фіксують в опресованому стані на ярмі 1 точковим зварюванням в стиках на зовнішньому контурі ярма 1. Перше ярмо 1 зі стрижнями 2 і обмотковими котушками 4 та друге ярмо 1 закріплюють, наприклад склеюванням, на несучих основах 5 з центральними виступами 6 та отворами 18, які мають поверхні 19, 20 та осі, що відповідно співпадають та співвісні щонайменше з ділянками поверхонь 16, 17 внутрішніх контурів ярем 1, а при складанні активної частини (фіг. 1, фіг. 2) в отвори 18 виступів 6 несучих основ 5 встановлюють технологічний осьовий направляючий елемент 21. Перед встановленням між ярмами 1 стрижні 2 розташовують на площині 22 з суміщенням бокових плоских поверхонь 7, 8 (фіг. 5). Скупчення стрижнів 3, що утворює z=3-секційну заготовку 23, тимчасово з'єднують скобами 24 та виконують обробку торцевих поверхонь заготовки 22 до остаточного розміру висоти кожного стрижня 3. При роботі трифазного трансформатора з активною частиною (фіг. 1, фіг. 2) обмоткові котушки 4 створюють магнітне поле з симетричним розподілом силових ліній в магнітопроводі та практично ідентичними магнітними напругами відповідно ярем 1 і стрижнів 2 в z=3 фазах. Завдяки конструктивно-технологічним засобам забезпечення практичної симетрії, ярма 1, стрижні 3 і обмоткові котушки 4 утворюють сумарний "магнітний момент", що наближується до 0, тобто забезпечуються умови маломагнітності. Відносно прототипу рівень зовнішнього магнітного поля знижується на 70…90 % і на 20…30 % знижується трудомісткість виготовлення магнітопроводу та знижується трудомісткість виробництва маломагнітного індукційного статичного пристрою зі стиковою просторовою симетричною електромагнітною системою. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 50 55 60 1. Спосіб виготовлення магнітопроводу маломагнітного багатофазного індукційного статичного пристрою, що включає формування з плоскими торцевими поверхнями двох ярем з зовнішніми і внутрішніми контурами, що вписані в кола, та формування стрижнів і обмоткових вікон рівномірним аксіальним розташуванням стрижнів між ярмами, який відрізняється тим, що кожен з z≥3 стрижнів формують з двома симетрично розташованими під кутами 360°/(2z) відносно осі його поперечного перерізу боковими плоскими поверхнями, перед установкою стрижнів на осях обмоткових вікон розташовують z технологічних прокладок з паралельними боками та шириною, що дорівнює ширині обмоткового вікна, а стрижні встановлюють з суміщенням бокових плоских поверхонь з поверхнями боків прокладок. 2. Спосіб виготовлення магнітопроводу за п. 1, який відрізняється тим, що прокладки встановлюють, згідно з положенням осей обмоткових вікон, на технологічну основу з 3 UA 120851 U 5 10 центральним виступом, який має щонайменше ділянки зовнішньої поверхні, що співпадають з поверхнею внутрішнього контуру ярма, а перед установкою стрижнів ярмо розташовують на центральному виступі основи. 3. Спосіб виготовлення за п. 1, який відрізняється тим, що ярмо з встановленими стрижнями і обмотковими котушками та друге ярмо закріплюють на несучих основах з центральними виступами та отворами, які мають поверхні та осі, що відповідно співпадають та співвісні щонайменше з ділянками поверхонь внутрішніх контурів ярем, а при складанні активної частини в отвори несучих основ встановлюють технологічний осьовий направляючий елемент. 4. Спосіб виготовлення магнітопроводу за п. 1, який відрізняється тим, що перед встановленням між ярмами z стрижнів розташовують на площині з суміщенням бокових плоских поверхонь, скупчення стрижнів тимчасово з'єднують в z-секційну заготовку та виконують обробку торцевих поверхонь заготовки до остаточного розміру висоти стрижня. 4 UA 120851 U 5 UA 120851 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: H01F 27/24
Мітки: пристрою, магнітопроводу, індукційного, виготовлення, спосіб, багатофазного, статичного, маломагнітного
Код посилання
<a href="https://ua.patents.su/8-120851-sposib-vigotovlennya-magnitoprovodu-malomagnitnogo-bagatofaznogo-indukcijjnogo-statichnogo-pristroyu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення магнітопроводу маломагнітного багатофазного індукційного статичного пристрою</a>
Спосіб виготовлення магнітопроводу трифазного індукційного статичного пристрою
Номер патенту: 99329
Опубліковано: 25.05.2015
Автори: Ставинський Андрій Андрійович, Авдєєва Олена Андріївна, Ставинський Ростислав Андрійович
МПК: H01F 27/24
Мітки: спосіб, індукційного, трифазного, пристрою, виготовлення, статичного, магнітопроводу
Формула / Реферат:
1. Спосіб виготовлення магнітопроводу трифазного індукційного статичного пристрою, що включає формування з плоскопаралельних і коаксіальних шарів електротехнічної сталі елементів з конфігураціями і стиковими поверхнями, при сполученні яких утворюють три стрижні з однаковими прямокутними поперечними перерізами, два прямокутних обмоткових вікна і ярма, який відрізняється тим, що формують середній і два бокові елементи однакової висоти,...
Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою
Номер патенту: 99330
Опубліковано: 25.05.2015
Автори: Авдєєва Олена Андріївна, Ставинський Ростислав Андрійович, Ставинський Андрій Андрійович
МПК: H01F 27/24
Мітки: спосіб, виготовлення, пристрою, статичного, магнітопроводу, індукційного, трифазного
Формула / Реферат:
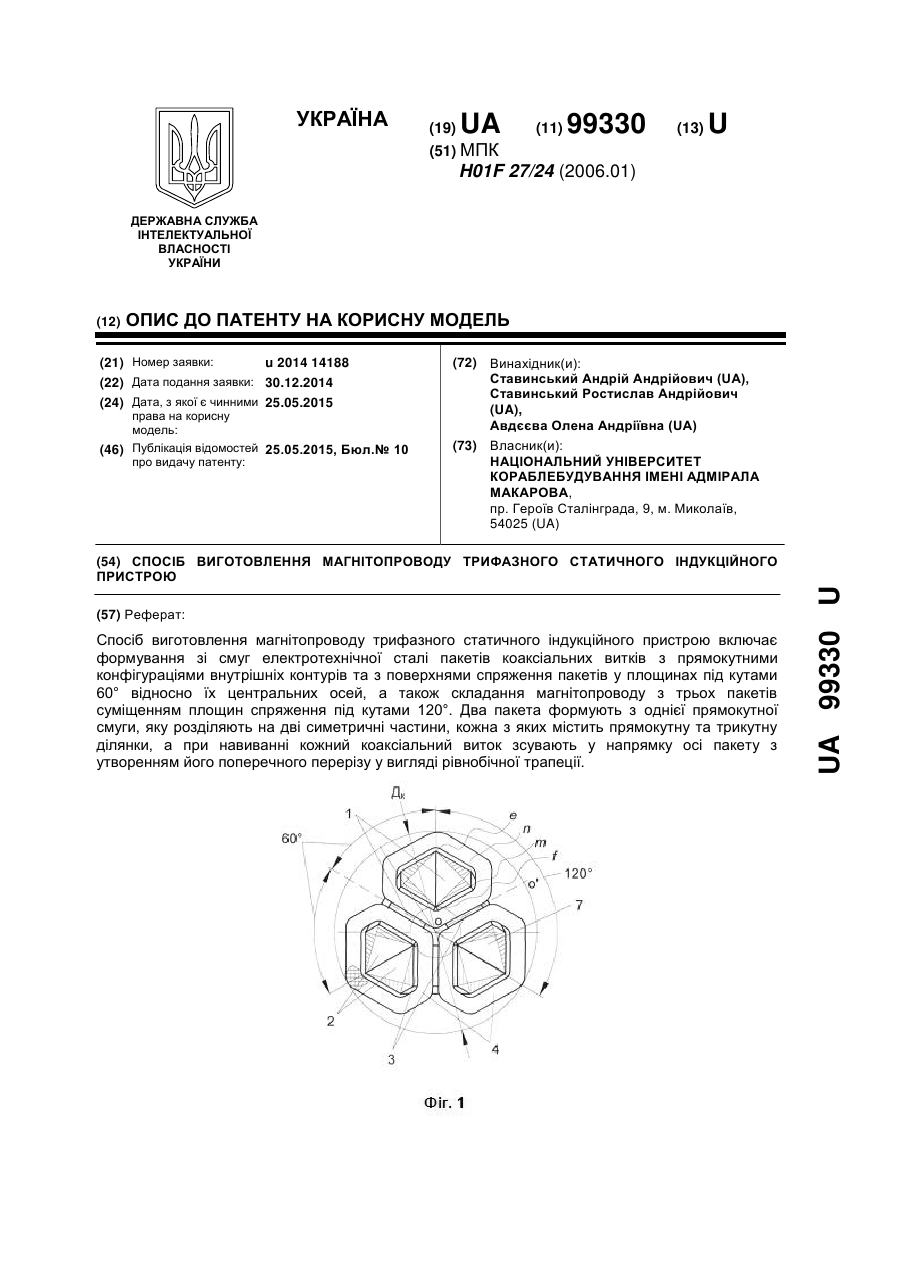
Спосіб виготовлення магнітопроводу трифазного статичного індукційного пристрою, що включає формування зі смуг електротехнічної сталі пакетів коаксіальних витків з прямокутними конфігураціями внутрішніх контурів та з поверхнями спряження пакетів у площинах під кутами 60° відносно їх центральних осей, а також складання магнітопроводу з трьох пакетів суміщенням площин спряження під кутами 120°, який відрізняється тим, що два пакета формують з...
Спосіб виготовлення магнітопроводу індукційного пристрою
Номер патенту: 40943
Опубліковано: 27.04.2009
Автор: Арфаницький Сергій Вадимович
МПК: H01F 27/24
Мітки: виготовлення, магнітопроводу, індукційного, спосіб, пристрою
Формула / Реферат:
Спосіб виготовлення магнітопроводу індукційного пристрою, який включає розкрій електротехнічної сталі на стрічки з поздовжнім напрямком прокату сталі, намотування на циліндричну оправку ярма, намотування на циліндричну оправку стрижня з утворенням кілець, звільнення кілець від оправок, опресовування їх до зближення площин стрічки внутрішніх витків з утворенням витягнутої по осі стрижня петлі, який відрізняється тим, що стрічки одночасно...
Магнітопровід індукційного статичного пристрою
Номер патенту: 100077
Опубліковано: 12.11.2012
Автори: Циганов Олександр Миколайович, Ставинський Андрій Андрійович, Ставинська Олена Андрійовна, Садовий Олексій Степанович, Ставинський Ростислав Андрійович
МПК: H01F 27/24
Мітки: статичного, індукційного, магнітопровід, пристрою
Формула / Реферат:
1. Магнітопровід індукційного статичного пристрою, що містить три стрижні і ярма, який відрізняється тим, що стрижні та ділянки ярем сформовані суміщенням боків елементів з твірними у вигляді шевронів з протилежними частинами різної довжини, які утворені трьома парами відрізків паралельних прямих з кутами 60° і 120° між суміжними відрізками.2. Магнітопровід за п. 1, який відрізняється тим, що стрижні і ярма утворені суміщенням боків...
Магнітопровід статичного індукційного пристрою
Номер патенту: 91756
Опубліковано: 25.08.2010
Автори: Ставинський Ростислав Андрійович, Ставинський Андрій Андрійович
МПК: H01F 27/24, H01F 3/00
Мітки: статичного, індукційного, пристрою, магнітопровід
Формула / Реферат:
Магнітопровід статичного індукційного пристрою, який містить створені шарами електротехнічної сталі ярма і щонайменше один стрижень, що має твірну форму поперечного перерізу у вигляді рівнобічного шестигранника, який відрізняється тим, що шари сталі, які утворюють ярма, разом з шарами сталі стрижня, суміщені у пакети з відповідним зсувом окремих шарів або груп шарів таким чином, що утворена по суті ромбічна форма твірних поперечного перерізу...
Попередній патент: Спосіб комплексного лікування вугрової хвороби у дорослих
Наступний патент: Спосіб дослідження розвитку яєчників та кісткових структур таза в перинатальному періоді онтогенезу людини
Випадковий патент: Повітряно-циркуляційний сепаратор