Переносний верстат для обробки прорізів станини прокатного стана
Номер патенту: 23935
Опубліковано: 11.06.2007
Автори: Козлов Віталій Володимирович, Кирильченко Петро Миколайович, Сорокін Анатолій Петрович, Вакуленко Юрій Миколайович, Савков Анатолій Олексійович, Сафронов Анатолій Семенович
Формула / Реферат
1. Переносний верстат для обробки прорізів станини прокатного стана, що містить встановлений на станині з можливістю горизонтального переміщення повзун з вертикальною стійкою з можливістю пересування по ній повзуна від спільного приводу з встановленим на ньому виконавчим пристроєм, який містить привід з кінематичною зубчастою розв'язкою для співвісних шпиндельних вузлів, в гніздах яких закріплено різальний фрезерний інструмент, який відрізняється тим, що вертикальний повзун має додатково два телескопічних повзуни з приводом для спільного чи окремого їх пересування, причому на одному з них встановлений виконавчий пристрій з головним приводом і роздавальною зубчастою системою для забезпечення одного напрямку обертання для двох шпиндельних валів, рознесених між собою на міжцентрову відстань двох отворів кріплення на кліті і співвісно з ними, на другому повзуні установлені шпиндельні вали з інструментальними гніздами для оброблення протилежної сторони кліті різальним інструментом, що отримує крутильний момент через напрямні елементи від виконавчого пристрою з головним приводом.
2. Переносний верстат за п. 1, який відрізняється тим, що станина верстата має опорні вузли з роликами і гвинтово-клиновий пристрій регулювання положення головних осей верстата і станини кліті прибором лазерного дальноміра.
3. Переносний верстат за п. 1, який відрізняється тим, що в інструментальні гнізда встановленні наладки з гвинтовими пристроями для центрування верстата по осі кліті.
4. Переносний верстат за п. 1, який відрізняється тим, що в інструментальні гнізда встановлені наладки з осьовим інструментом з однієї сторони та співвісно з ним встановлена наладка за п. 3.
5. Переносний верстат за п. 1, який відрізняється тим, що в інструментальні гнізда встановлені наладки у вигляді кутової головки чи телескопічно продовжуваного шпинделя, індикаторний пристрій.
6. Переносний верстат за пп. 1-5, який відрізняється тим, що всі виконавчі механізми мають систему датчиків для контролю параметрів положення інструмента та керовані цифровим лічильно-розв’язувальним пристроєм, а вся система керування розміщена всередині станини.
7. Переносний верстат за пп. 1-5, який відрізняється тим, що при встановленні кількох верстатів для одночасної роботи їх монтують на спільній основі у отворі кліті.
Текст
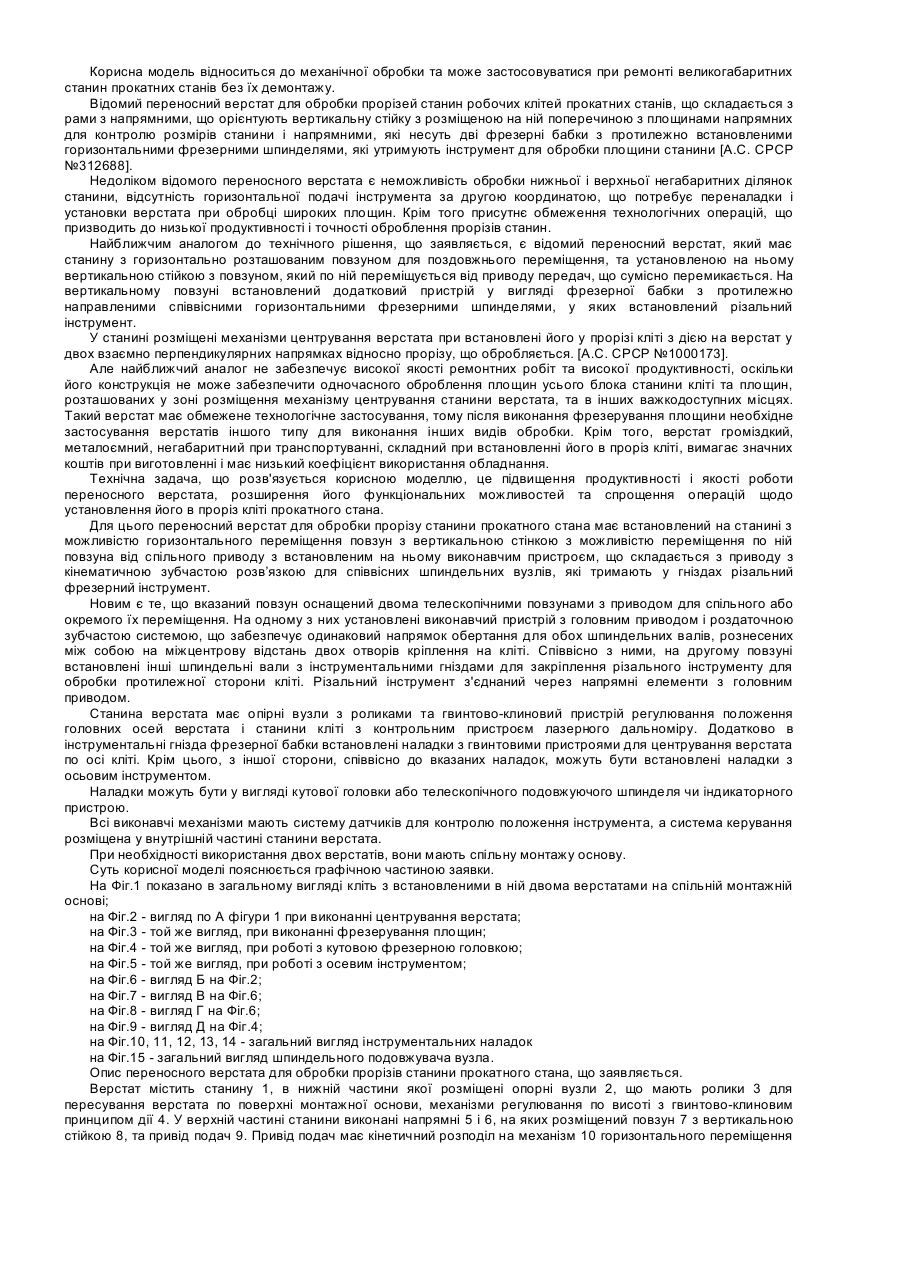
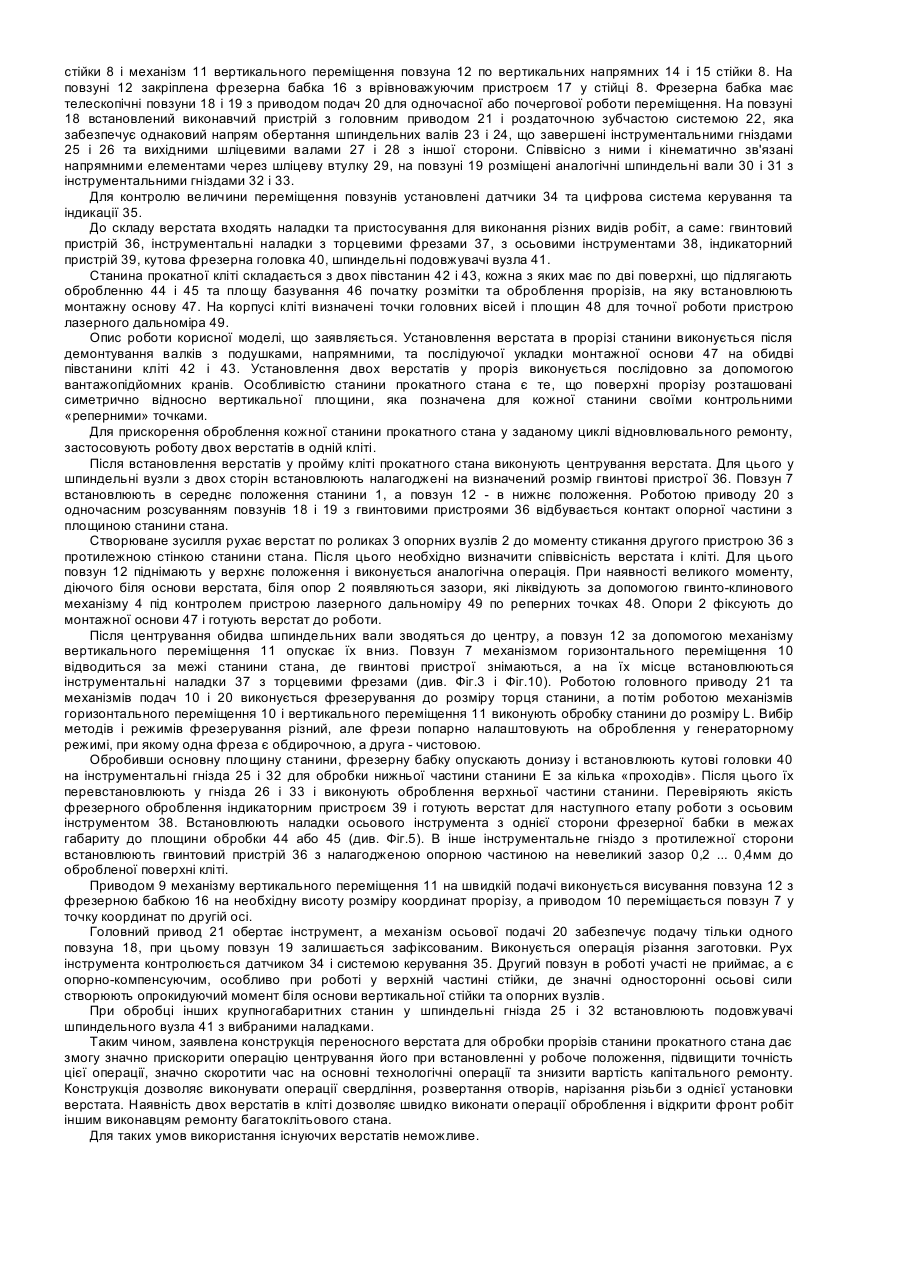
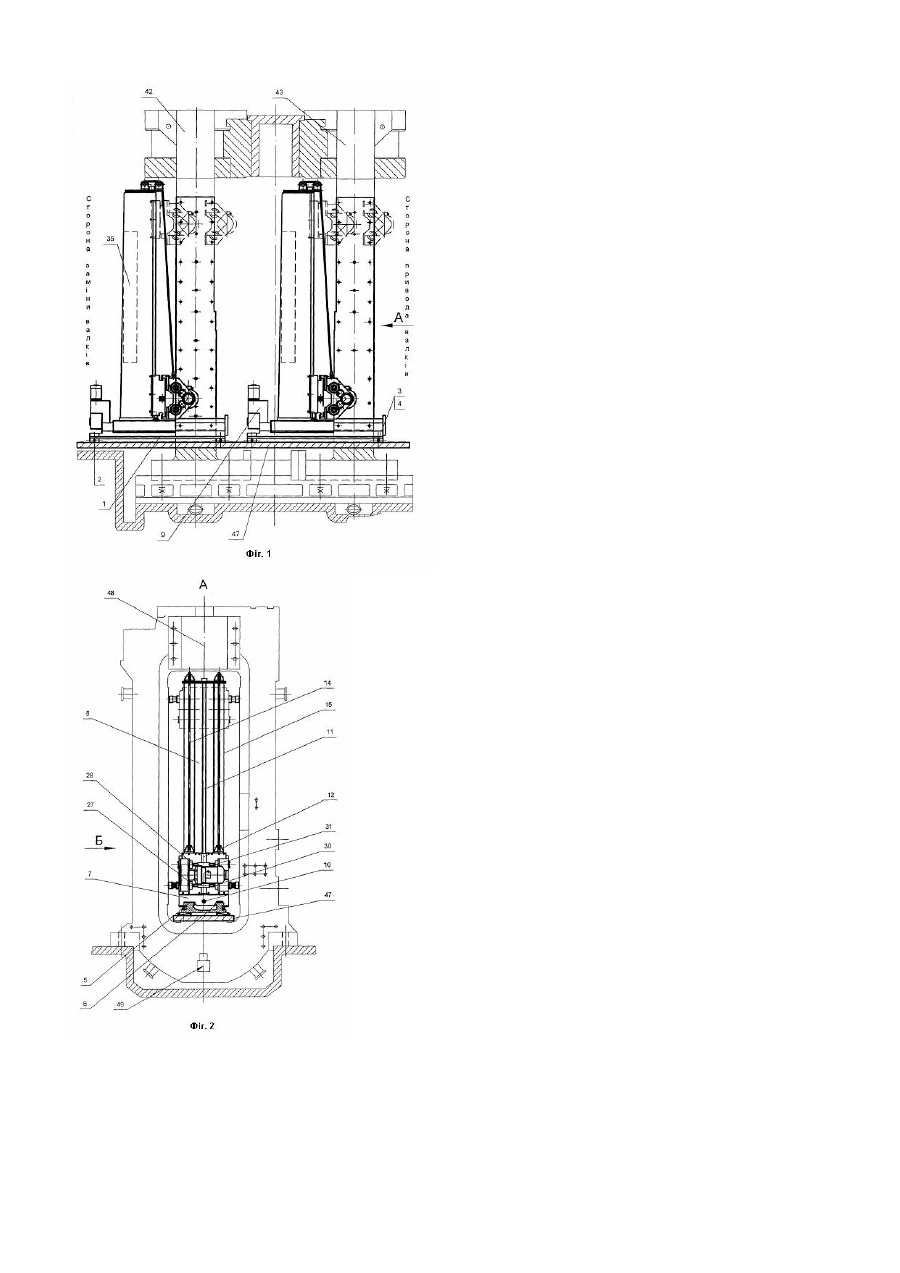
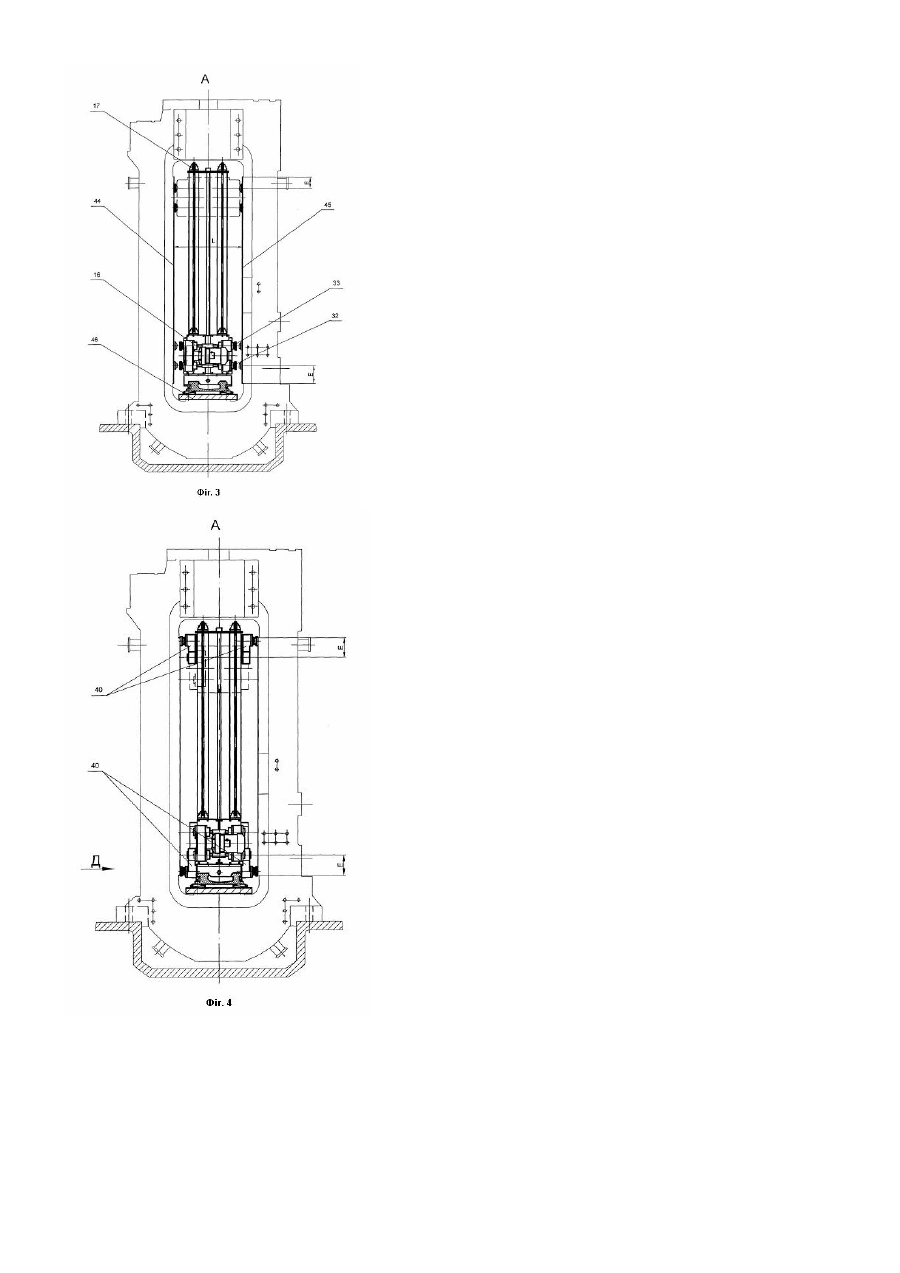
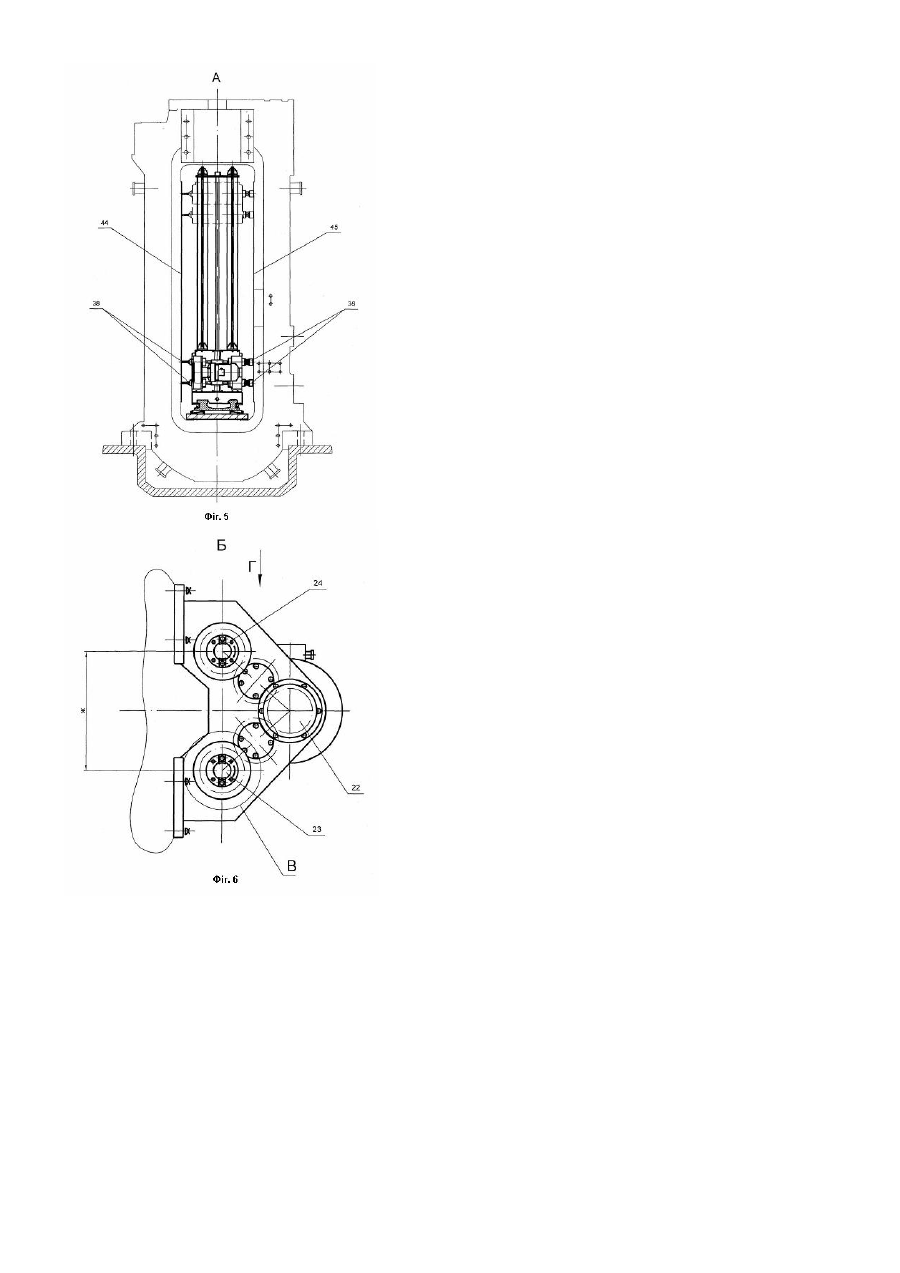
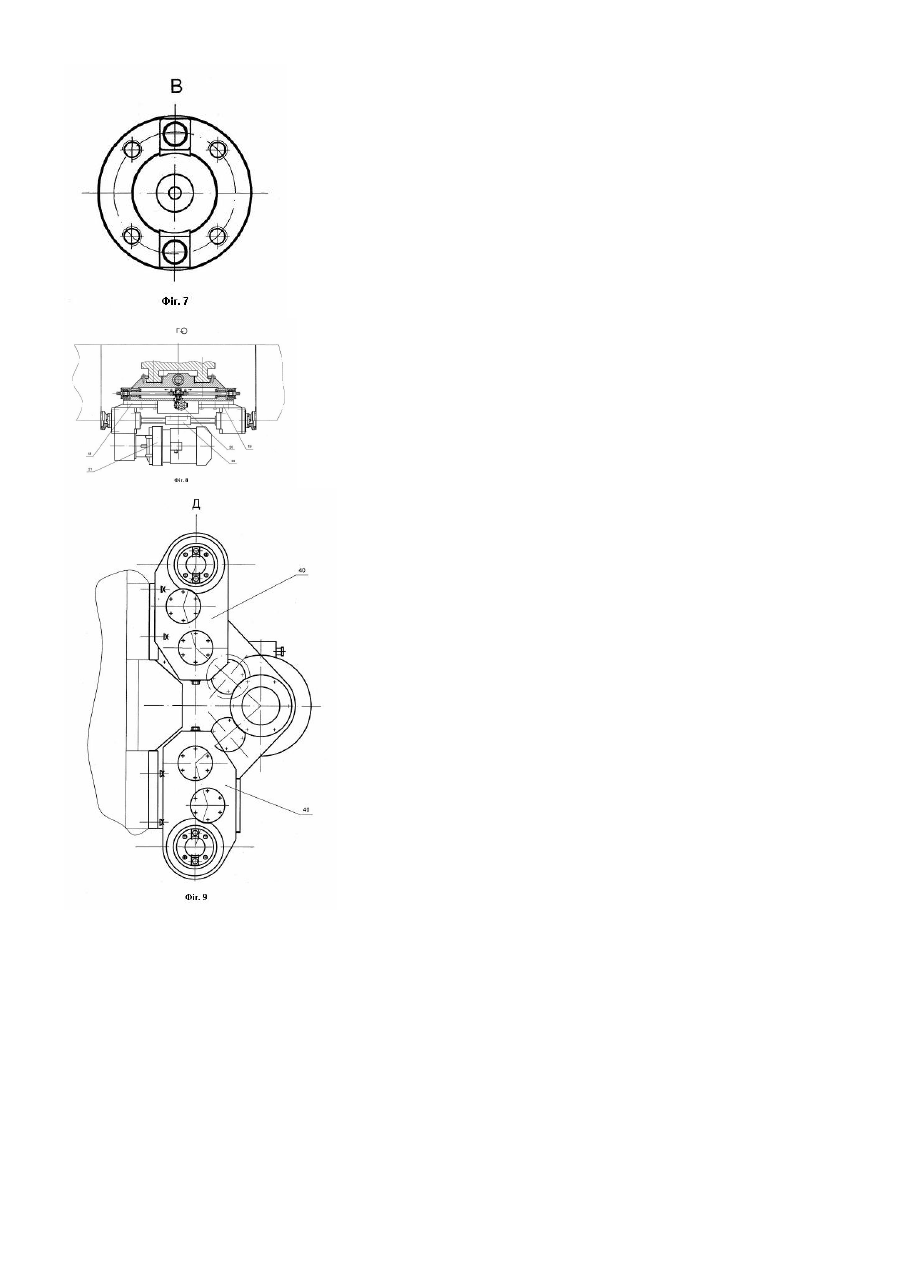
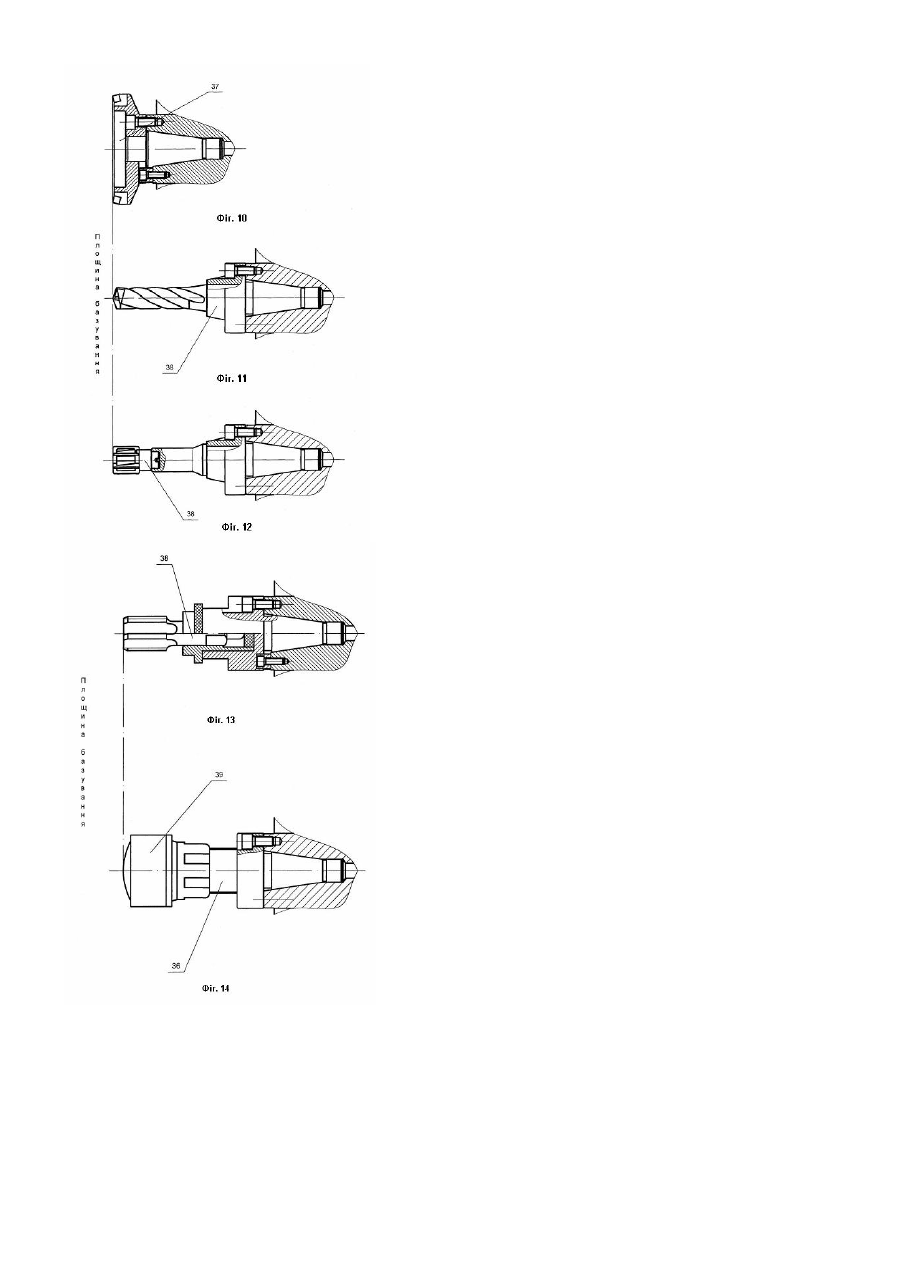
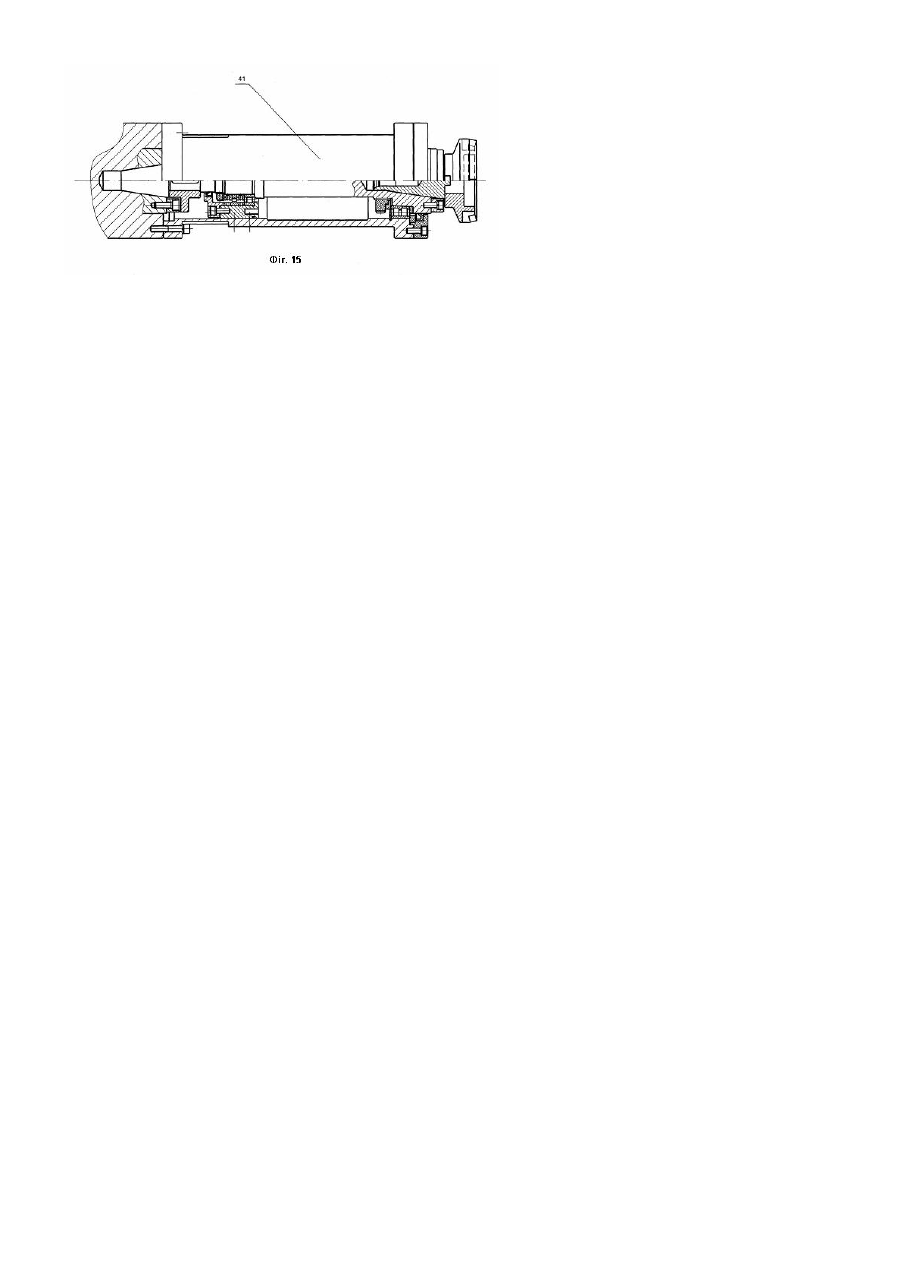
Корисна модель відноситься до механічної обробки та може застосовуватися при ремонті великогабаритних станин прокатних станів без їх демонтажу. Відомий переносний верстат для обробки прорізей станин робочих клітей прокатних станів, що складається з рами з напрямними, що орієнтують вертикальну стійку з розміщеною на ній поперечиною з площинами напрямних для контролю розмірів станини і напрямними, які несуть дві фрезерні бабки з протилежно встановленими горизонтальними фрезерними шпинделями, які утримують інструмент для обробки площини станини [А.С. СРСР №312688]. Недоліком відомого переносного верстата є неможливість обробки нижньої і верхньої негабаритних ділянок станини, відсутність горизонтальної подачі інструмента за другою координатою, що потребує переналадки і установки верстата при обробці широких площин. Крім того присутнє обмеження технологічних операцій, що призводить до низької продуктивності і точності оброблення прорізів станин. Найближчим аналогом до технічного рішення, що заявляється, є відомий переносний верстат, який має станину з горизонтально розташованим повзуном для поздовжнього переміщення, та установленою на ньому вертикальною стійкою з повзуном, який по ній переміщується від приводу передач, що сумісно перемикається. На вертикальному повзуні встановлений додатковий пристрій у вигляді фрезерної бабки з протилежно направленими співвісними горизонтальними фрезерними шпинделями, у яких встановлений різальний інструмент. У станині розміщені механізми центрування верстата при встановлені його у прорізі кліті з дією на верстат у двох взаємно перпендикулярних напрямках відносно прорізу, що обробляється. [А.С. СРСР №1000173]. Але найближчий аналог не забезпечує високої якості ремонтних робіт та високої продуктивності, оскільки його конструкція не може забезпечити одночасного оброблення площин усього блока станини кліті та площин, розташованих у зоні розміщення механізму центрування станини верстата, та в інших важкодоступних місцях. Такий верстат має обмежене технологічне застосування, тому після виконання фрезерування площини необхідне застосування верстатів іншого типу для виконання інших видів обробки. Крім того, верстат громіздкий, металоємний, негабаритний при транспортуванні, складний при встановленні його в проріз кліті, вимагає значних коштів при виготовленні і має низький коефіцієнт використання обладнання. Технічна задача, що розв'язується корисною моделлю, це підвищення продуктивності і якості роботи переносного верстата, розширення його функціональних можливостей та спрощення операцій щодо установлення його в проріз кліті прокатного стана. Для цього переносний верстат для обробки прорізу станини прокатного стана має встановлений на станині з можливістю горизонтального переміщення повзун з вертикальною стінкою з можливістю переміщення по ній повзуна від спільного приводу з встановленим на ньому виконавчим пристроєм, що складається з приводу з кінематичною зубчастою розв’язкою для співвісних шпиндельних вузлів, які тримають у гніздах різальний фрезерний інструмент. Новим є те, що вказаний повзун оснащений двома телескопічними повзунами з приводом для спільного або окремого їх переміщення. На одному з них установлені виконавчий пристрій з головним приводом і роздаточною зубчастою системою, що забезпечує одинаковий напрямок обертання для обох шпиндельних валів, рознесених між собою на міжцентрову відстань двох отворів кріплення на кліті. Співвісно з ними, на другому повзуні встановлені інші шпиндельні вали з інструментальними гніздами для закріплення різального інструменту для обробки протилежної сторони кліті. Різальний інструмент з'єднаний через напрямні елементи з головним приводом. Станина верстата має опірні вузли з роликами та гвинтово-клиновий пристрій регулювання положення головних осей верстата і станини кліті з контрольним пристроєм лазерного дальноміру. Додатково в інструментальні гнізда фрезерної бабки встановлені наладки з гвинтовими пристроями для центрування верстата по осі кліті. Крім цього, з іншої сторони, співвісно до вказаних наладок, можуть бути встановлені наладки з осьовим інструментом. Наладки можуть бути у вигляді кутової головки або телескопічного подовжуючого шпинделя чи індикаторного пристрою. Всі виконавчі механізми мають систему датчиків для контролю положення інструмента, а система керування розміщена у внутрішній частині станини верстата. При необхідності використання двох верстатів, вони мають спільну монтажу основу. Суть корисної моделі пояснюється графічною частиною заявки. На Фіг.1 показано в загальному вигляді кліть з встановленими в ній двома верстатами на спільній монтажній основі; на Фіг.2 - вигляд по А фігури 1 при виконанні центрування верстата; на Фіг.3 - той же вигляд, при виконанні фрезерування площин; на Фіг.4 - той же вигляд, при роботі з кутовою фрезерною головкою; на Фіг.5 - той же вигляд, при роботі з осевим інструментом; на Фіг.6 - вигляд Б на Фіг.2; на Фіг.7 - вигляд В на Фіг.6; на Фіг.8 - вигляд Г на Фіг.6; на Фіг.9 - вигляд Д на Фіг.4; на Фіг.10, 11, 12, 13, 14 - загальний вигляд інструментальних наладок на Фіг.15 - загальний вигляд шпиндельного подовжувача вузла. Опис переносного верстата для обробки прорізів станини прокатного стана, що заявляється. Верстат містить станину 1, в нижній частини якої розміщені опорні вузли 2, що мають ролики 3 для пересування верстата по поверхні монтажної основи, механізми регулювання по висоті з гвинтово-клиновим принципом дії 4. У верхній частині станини виконані напрямні 5 і 6, на яких розміщений повзун 7 з вертикальною стійкою 8, та привід подач 9. Привід подач має кінетичний розподіл на механізм 10 горизонтального переміщення стійки 8 і механізм 11 вертикального переміщення повзуна 12 по вертикальних напрямних 14 і 15 стійки 8. На повзуні 12 закріплена фрезерна бабка 16 з врівноважуючим пристроєм 17 у стійці 8. Фрезерна бабка має телескопічні повзуни 18 і 19 з приводом подач 20 для одночасної або почергової роботи переміщення. На повзуні 18 встановлений виконавчий пристрій з головним приводом 21 і роздаточною зубчастою системою 22, яка забезпечує однаковий напрям обертання шпиндельних валів 23 і 24, що завершені інструментальними гніздами 25 і 26 та вихідними шліцевими валами 27 і 28 з іншої сторони. Співвісно з ними і кінематично зв'язані напрямними елементами через шліцеву втулку 29, на повзуні 19 розміщені аналогічні шпиндельні вали 30 і 31 з інструментальними гніздами 32 і 33. Для контролю величини переміщення повзунів установлені датчики 34 та цифрова система керування та індикації 35. До складу верстата входять наладки та пристосування для виконання різних видів робіт, а саме: гвинтовий пристрій 36, інструментальні наладки з торцевими фрезами 37, з осьовими інструментами 38, індикаторний пристрій 39, кутова фрезерна головка 40, шпиндельні подовжувачі вузла 41. Станина прокатної кліті складається з двох півстанин 42 і 43, кожна з яких має по дві поверхні, що підлягають обробленню 44 і 45 та площу базування 46 початку розмітки та оброблення прорізів, на яку встановлюють монтажну основу 47. На корпусі кліті визначені точки головних вісей і площин 48 для точної роботи пристрою лазерного дальноміра 49. Опис роботи корисної моделі, що заявляється. Установлення верстата в прорізі станини виконується після демонтування валків з подушками, напрямними, та послідуючої укладки монтажної основи 47 на обидві півстанини кліті 42 і 43. Установлення двох верстатів у проріз виконується послідовно за допомогою вантажопідйомних кранів. Особливістю станини прокатного стана є те, що поверхні прорізу розташовані симетрично відносно вертикальної площини, яка позначена для кожної станини своїми контрольними «реперними» точками. Для прискорення оброблення кожної станини прокатного стана у заданому циклі відновлювального ремонту, застосовують роботу двох верстатів в одній кліті. Після встановлення верстатів у пройму кліті прокатного стана виконують центрування верстата. Для цього у шпиндельні вузли з двох сторін встановлюють налагоджені на визначений розмір гвинтові пристрої 36. Повзун 7 встановлюють в середнє положення станини 1, а повзун 12 - в нижнє положення. Роботою приводу 20 з одночасним розсуванням повзунів 18 і 19 з гвинтовими пристроями 36 відбувається контакт опорної частини з площиною станини стана. Створюване зусилля рухає верстат по роликах 3 опорних вузлів 2 до моменту стикання другого пристрою 36 з протилежною стінкою станини стана. Після цього необхідно визначити співвісність верстата і кліті. Для цього повзун 12 піднімають у верхнє положення і виконується аналогічна операція. При наявності великого моменту, діючого біля основи верстата, біля опор 2 появляються зазори, які ліквідують за допомогою гвинто-клинового механізму 4 під контролем пристрою лазерного дальноміру 49 по реперних точках 48. Опори 2 фіксують до монтажної основи 47 і готують верстат до роботи. Після центрування обидва шпиндельних вали зводяться до центру, а повзун 12 за допомогою механізму вертикального переміщення 11 опускає їх вниз. Повзун 7 механізмом горизонтального переміщення 10 відводиться за межі станини стана, де гвинтові пристрої знімаються, а на їх місце встановлюються інструментальні наладки 37 з торцевими фрезами (див. Фіг.3 і Фіг.10). Роботою головного приводу 21 та механізмів подач 10 і 20 виконується фрезерування до розміру торця станини, а потім роботою механізмів горизонтального переміщення 10 і вертикального переміщення 11 виконують обробку станини до розміру L. Вибір методів і режимів фрезерування різний, але фрези попарно налаштовують на оброблення у генераторному режимі, при якому одна фреза є обдирочною, а друга - чистовою. Обробивши основну площину станини, фрезерну бабку опускають донизу і встановлюють кутові головки 40 на інструментальні гнізда 25 і 32 для обробки нижньої частини станини Е за кілька «проходів». Після цього їх перевстановлюють у гнізда 26 і 33 і виконують оброблення верхньої частини станини. Перевіряють якість фрезерного оброблення індикаторним пристроєм 39 і готують верстат для наступного етапу роботи з осьовим інструментом 38. Встановлюють наладки осьового інструмента з однієї сторони фрезерної бабки в межах габариту до площини обробки 44 або 45 (див. Фіг.5). В інше інструментальне гніздо з протилежної сторони встановлюють гвинтовий пристрій 36 з налагодженою опорною частиною на невеликий зазор 0,2 ... 0,4мм до обробленої поверхні кліті. Приводом 9 механізму вертикального переміщення 11 на швидкій подачі виконується висування повзуна 12 з фрезерною бабкою 16 на необхідну висоту розміру координат прорізу, а приводом 10 переміщається повзун 7 у точку координат по другій осі. Головний привод 21 обертає інструмент, а механізм осьової подачі 20 забезпечує подачу тільки одного повзуна 18, при цьому повзун 19 залишається зафіксованим. Виконується операція різання заготовки. Рух інструмента контролюється датчиком 34 і системою керування 35. Другий повзун в роботі участі не приймає, а є опорно-компенсуючим, особливо при роботі у верхній частині стійки, де значні односторонні осьові сили створюють опрокидуючий момент біля основи вертикальної стійки та опорних вузлів. При обробці інших крупногабаритних станин у шпиндельні гнізда 25 і 32 встановлюють подовжувачі шпиндельного вузла 41 з вибраними наладками. Таким чином, заявлена конструкція переносного верстата для обробки прорізів станини прокатного стана дає змогу значно прискорити операцію центрування його при встановленні у робоче положення, підвищити точність цієї операції, значно скоротити час на основні технологічні операції та знизити вартість капітального ремонту. Конструкція дозволяє виконувати операції свердління, розвертання отворів, нарізання різьби з однієї установки верстата. Наявність двох верстатів в кліті дозволяє швидко виконати операції оброблення і відкрити фронт робіт іншим виконавцям ремонту багатоклітьового стана. Для таких умов використання існуючих верстатів неможливе.
ДивитисяДодаткова інформація
Назва патенту англійськоюMovable plate tool for working of cuts of roll housing
Автори англійськоюSafronov Anatolii Semenovych, Vakulenko Yurii Mykolaiovych, Kyrylchenko Petro Mykolaiovych, Savkov Anatolii Oleksiovych, Sorokin Anatolii Petrovych
Назва патенту російськоюПереносной станок для обработки прорезей станины прокатного стана
Автори російськоюСафронов Анатолий Семенович, Вакуленко Юрий Николаевич, Кирильченко Петр Николаевич, Савков Анатолий Алексеевич, Сорокин Анатолий Петрович
МПК / Мітки
МПК: B23C 1/00
Мітки: стана, обробки, верстат, прокатного, прорізів, переносний, станини
Код посилання
<a href="https://ua.patents.su/8-23935-perenosnijj-verstat-dlya-obrobki-proriziv-stanini-prokatnogo-stana.html" target="_blank" rel="follow" title="База патентів України">Переносний верстат для обробки прорізів станини прокатного стана</a>
Переносний верстат переважно для обробки прорізів клітей прокатних станів
Номер патенту: 36233
Опубліковано: 16.04.2001
Автори: Промисловський Веніамін Давидович, Савенко Юрій Євдокимович, Марченко Дмитро Анатолійович
МПК: B23C 1/00
Мітки: прорізів, верстат, обробки, переносний, переважно, прокатних, клітей, станів
Текст:
...розміщена з можливістю переміщення від приводу 9 каретка 10 з поперечними полозками 11, на яких встановлена поворотна плита 12. На поворотній плиті 12 виконані напрямні для повзуна 13, який 2 36233 несе фрезерну головку 14. Повзун 13 оздоблено ручним механізмом переміщення по поворотній плиті. Поперечні полозки 11 мають механізований привод подачі, наприклад, у вигляді гідроциліндра, або рейки-шестерні. Основа 2 змонтована на опорній плиті...
Спосіб монтажу захисної планки станини прокатного стана
Номер патенту: 2938
Опубліковано: 15.09.2004
Автори: Семенюта Анатолій Ніканорович, Іщенко Олена Вікторівна, Іщенко Анатолій Олексійович
МПК: B61B 13/00
Мітки: станини, прокатного, стана, планки, монтажу, спосіб, захисної
Формула / Реферат:
Спосіб монтажу захисної планки станини прокатного стана, що включає підйом, встановлення її у вертикальне положення й фіксацію до станини кліті, який відрізняється тим, що встановлення планки у вертикальне положення здійснюють з можливістю її повороту, після чого фіксують на станині, коректують її положення шляхом відтискування від станини, знімають фіксацію, повертають і наносять на неї металополімерний матеріал, потім знову встановлюють у...
Захисна планка станини прокатного стана
Номер патенту: 2787
Опубліковано: 16.08.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B21B 13/00
Мітки: планка, станини, захисна, стана, прокатного
Формула / Реферат:
Захисна планка станини прокатного стана, яка містить отвори для кріплення її болтами до станини та штифтові отвори для фіксації, яка відрізняється тим, що на внутрішній поверхні планки, поверненої до станини, виконані западини, рівномірно розподілені по її площі і з'єднані між собою і краєм планки канавками.
Спосіб відновлення опорних плитовин станини прокатного стана
Номер патенту: 70725
Опубліковано: 15.10.2004
Автори: Іщенко Анатолій Олексійович, Семенюта Анатолій Ніканорович
МПК: B21B 13/00
Мітки: стана, плитовин, опорних, відновлення, прокатного, спосіб, станини
Формула / Реферат:
Спосіб відновлення опорних плитовин станини прокатного стана, який включає попередню підготовку поверхні і нанесення металополімерного матеріалу, який відрізняється тим, що станину виставляють на опорних елементах, висота яких відповідає величині зносу опорної поверхні плитовини, піднімають над ними, закачують у зазор, що утворився, металополімерний матеріал і потім опускають станину.
Спосіб монтажу переносного верстата для обробки прорізів станин прокатних станів
Номер патенту: 34547
Опубліковано: 15.03.2001
Автори: Промисловський Веніамін Давидович, Савенко Юрій Євдокимович, Білобров Юрій Миколайович
МПК: B23C 1/00
Мітки: станин, обробки, монтажу, прорізів, переносного, спосіб, станів, верстата, прокатних
Формула / Реферат:
Спосіб монтажу переносного верстата для обробки прорізів станин прокатних станів, що включає установку у прорізі кліті основи переносного верстата, стояка з верхніми напрямними та взаємодіючої з ними додаткової опори, який відрізняється тим, що додаткову опору попередньо жорстко кріплять до верхніх напрямнихстояка, після чого стояк спільно з додатковою опорою встановлюють на основу переносного верстата, переміщують у проріз кліті і фіксують...
Попередній патент: Спосіб одержання біореагенту для видобутку золота з руд або продуктів їх збагачення
Наступний патент: Електрична машина змінного струму
Випадковий патент: Імуноген для лікування індивідуума, зараженого ретровірусом віл