Спосіб прямого лиття розплавленого металу в безперервну стрічку та пристрій для його здійснення
Текст
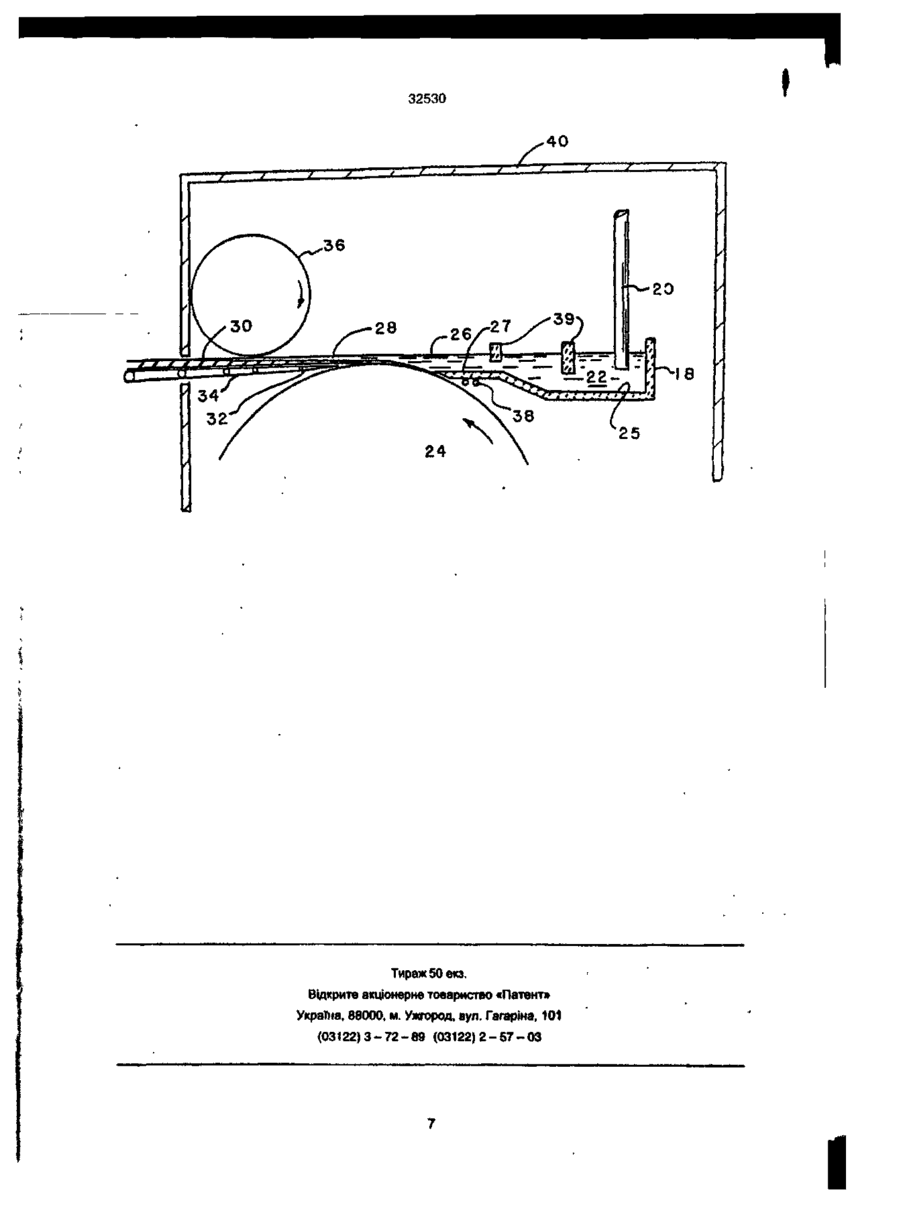
1. Способ прямого литья расплавленного металла в непрерывную полосу, включающий регулируемую подачу расплава металла в разливочный резервуар для подачи расплава от его выходного конца с постоянным расходом и температурой на примыкающую литейную поверхность, приведение ее в движение по направлению потока расплава от выходного конца разливочного резервуара, причем литейная поверхность образована цилиндрической поверхностью вращающегося вокруг своей оси горизонтально расположенного литейного валка, охлаждение расплава металла на литейном валке и отделение от его поверхности в полутвердом состоянии с незатвердевшей верхней поверхностью, отличающийся тем, что разливочный резервуар устанавливают, примыкая к литейному валку, поддерживая на выходе из разливочного резервуара верхний уровень расплава металла вблизи вершины гребня валка, расплав со свободной верхней поверхностью подают на литейный валок горизонтально, поддерживая поверхностное натяжение его верхней, нижней и боковых поверхностей на выходе из резервуара, отделение- осуществляют почти горизонтально вблизи вершины гребня литейного валка, а после отделения осуществляют дополнительное вторичное охлаждение непрерывно отливаемой полосы. 2. Способ по п. 1, отличающийся тем, что отделение производят при угле наклона полосы к горизонтали до 20°, преимущественно от 10 до 15°. 3. Способ по п. 1 или 2, отличающийся тем, что результирующая скорость первичного и вторичного охлаждения составляет 2000° С/с. 4. Способ по любому из пп. 1 - 3, отличающийся тем, что вторичное охлаждение осуществляют в газовой атмосфере, предпочтительнее инертной. 5. Способ по любому из пп. 1 - 4, отличающийся тем, что вторичное охлаждение осуществляют контактированием верхней поверхности отделяемой полосы с охлаждающим вращающимся валком, с шириной, по меньшей мере.равной ширине полосы 6. Способ по любому из пп. 1-5, отличающийся тем, что после отделения полутвердую полосу в процессе завершения затвердевания транспортируют в основном горизонтально. 7. СпосЪб по любому из пп. 1-6, отличающийся тем, что температуру расплава металла в разливочном резервуаре постоянно поддерживают выше температуры ликвидуса путем нагрева выходного конца разливочного резервуара. 8. Способ по любому из пп. 1-7, отличающийся тем, что поддерживают температуру и химический состав атмосферы на выходном конце разливочного резервуара, прилегающем к валку 9. Устройство для прямого литья расплавленного металла в непрерывную полосу, содержащее средство регулируемой подачи расплава в разливочный резервуар, ширина выходного конца которого соответствует ширине отливаемой полосы и имеет U-образную форму, подвижную литейную поверхность, являющуюся цилиндрической поверхностью вращающегося вокруг своей оси горизонтально расположенного литейного валка, обеспечивающего первичное охлаждение и затвердевание отлитой полосы, и отделяющее приспособление от литейной поверхности полутвердой полосы с затвердевшей верхней поверхностью, размещенное за литейной поверхностью в направлении движения потока расплава от конца разливочного резервуара, отличающееся тем, что оно снабжено средством для поддержания постоянными расхода и температуры расплава на выходном конце разливочного резервуара и средством для поддержания уровня расплавленного металла вблизи вершины гребня литейного валка, механизмом транспортирования отделенной полосы и приспособлением для ее вторичного охлаждения в процессе завершения затвердевания, причем отделяющее приспособление расположено вблизи гребня валка, обеспечивая отделение полосы в горизонтальной плоскости, а выходной конец разливочного резервуара расположен горизонтально в непосредственной близости от цилиндрической литейной поверхности валка. СМ О о со ю см со < 32530 10. Устройство по п. 9, отличающееся тем, что диаметр литейного валка составляет менее 24 дюймов (610 мм), предпочтительнее: менее 12 дюймов (305 мм). 11. Устройство по п. 9 или 10, отличающееся тем, что отдаляющее приспособление расположено от вершины литейного валка под углом до 20° к горизонту, предпочтительнее в пределах 10 -15°. 12. Устройство по любому из пп. 9-11, отличающееся тем, что оно снабжено средством нагрева в процессе разливки выходного конца разливочного резервуара. 13. Устройство по любому из лп. 9-12, отличающееся тем, что приспособление для вторичного охлаждения полосы выполнено в виде вращающегося колеса, размещенного над верхней поверхностью полосы, контактируя с ней, и за отделяющим приспособлением. 14 Устройство по любому из пп. 9-12, отличающееся тем, что приспособление для вторичного охлаждения полосы выполнено в виде средства, создающего газовую атмосферу. 15. Устройство по любому из пп. 9 - 1 4 , отличающееся тем, что механизм транспортирования отделенной полосы выполнен с возможностью создать только малые величины напряжений растяжения или сжатия полосы в плоскости ее движения. 16. Устройство по любому из пп. 9-15, отличающееся тем, что механизм транспортирования отделенной полосы расположен горизонтально. 17 Устройство по любому из пп. 9-16, отличающееся тем, что выходной конец разливочного резервуара выполнен с глубиной меньшей, чем входной конец. Изобретение относится к литейному производству и, в частности, касается способа и устрсйства для прямого литья расплавленного металла в непрерывную полосу. Более койкретно, изобретение связано с подачей расплавленного металла от выходного конца разливочного резервуара около верха поверхности валка для формирования непрерывной полосы требуемой толщины. Наиболее близким по технической сущности и достигаемому результату и принятьни в качестве прототипа является способ прямого литья расплавленного металла в непрерывную полосу, известный из публикации [1]. Этот известный способ включает регулируемую подачу расплава металла в разливочный резервуар для подачи расплава от его выходного конца с постоянным расходом и температурой на примыкающую литейную поверхность, приведение ее в движение по направлению потока расплава от выходного конца разливочного резервуара, причем литейная поверхность образована цилиндрической поверхностью вращающегося вокруг своей оси горизонтально расположенного литейного валка, охлаждение расплава металла на литейном валке и отделение от его поверхности в полутвердом состоянии с незатвердевшей верхней поверхностью. Соответствующее устройство, описанное в этом же источнике, содержит средство регулируемой подачи расплава в разливочный резервуар, ширина выходного конца которого соответствует ширине отливаемой полосы и имеет U-обраэную форму, подвижную литейную поверхность, являющуюся цилиндрической поверхностью вращающегося вокруг своей оси горизонтально расположенного литейного валка, обеспечивающего первичное охлаждение и затвердевание отлитой полосы, и отделяющее приспособление от литейной поверхности полутвердой полосы с затвердевшей верхней поверхностью, размещенное за литейной поверхностью в направлении движения потока расплава от конца разливочного резервуара. Недостатками указанных решений является то, что вследствие не отрегулированного охлажде ния полосы и неблагоприятного взаимодействия полосы с элементами конструкции выход полосовой продукции получают недостаточно хорошего качества с неравномерной толщиной. Кроме того, возможны повреждения полосы при ее отделении и транспортировании, поэтому эти известные способ и устройство не пригодны для литья непрерывной полосы при калибрах от 0,110 до 0,160 дюймов (от 0,025 до 0,040 см). В основу изобретения поставлена задача создать такие способ и устройство прямого литья расплавленного материала в непрерывную полосу, в которых благодаря управлению подачей расплавленного металла к разливочному резервуару, а также тому, что отделение полутвердой отливаемой полосы осуществляют в основном горизонтально от области гребня валка и обеспечивают вторичное охлаждение при транспортировании отделенной полосы, удалось бы изготовить листы или полосы, имеющие однородную толщину и плоскостность с гладкой верхней и нижней поверхностью без пористости и одновременно с этим предотвратить любое повреждение полосы после отделения от поверхности литья и обеспечить пригодность этих способов и устройства для литья непрерывной полосы при калибрах в диапазоне от 0,010 до 0,160 дюймов( от 0,025 до 0,40 см). Поставленная задача решается тем, что в способе прямого литья расплавленного металла в непрерывную полосу, включающем регулируемую подачу расплава металла в разливочный резервуар для подачи расплава от его выходного конца с постоянным расходом и температурой на примыкающую литейную поверхность, приведение ее в движение по направлению потока расплава от выходного конца разливочного резервуара, причем литейная поверхность образована цилиндрической поверхностью вращающегося вокруг своей оси горизонтально расположенного литейного валка, охлаждение расплава металла на литейном валке и отделение от его поверхности в полутвердом состоянии с незатвердевшей верхней поверхностью, согласно изобретению. 32530 разливочный резервуар устанавливают, примыкая к литейному валку, поддерживая на выходе из разливочного резервуара верхний уровень расплава металла вблизи вершины гребня валка, расплав со свободной верхней поверхностью подают на литейный валок горизонтально, поддерживая поверхностное натяжение его верхней, нижней и боковых поверхностей на выходе из резервуара, отделение осуществляют почти горизонтально вблизи вершины гребня литейного валка, а после отделения осуществляют дополнительное вторичное охлаждение непрерывно отливаемой полосы Предпочтительно отделение полосы производят при угле наклона полосы к горизонтали до 20 е , преимущественно от 10 до 15° В соответствии с изобретением результирующая скорость первичного и вторичного охлаждения составляет 2000"С/с Предпочтительно вторичное охлаждение по лосы целесообразно осуществлять в газовой атмосфере, преимущественно инертной Предпочтительно также вторичное охлаждение осуществлять контактированием верхней поверхности отделяемой полосы с охлаждающим вторичным валком с шириной, по меньшей мере, равной ширине поносы Необходимо после отделения полутвердую полосу в процессе затвердевания транспортировать в основном горизонтально При формировании потока расплавленного металла темпера гура расплава в разливочном резервуаре постоянно поддерживается выше температуры ликвидуса путем нагрева выходного конца разливочного резервуара Предпочтительно поддерживать температуру и химический состав атмосферы на выходном конце разливочного резервуара прилегающего к валу Поставленная задача решается также тем, что в устройстве для прямого литья расплавленного металла в непрерывную полосу, содержащем средство регулируемой подачи расплава в разливочный резервуар, ширина выходного конца которого соответствует ширине отпиваемой полосы и имеет U-образную форму, подвижную литейную поверхность, являющуюся цилиндрической поверхностью вращающегося вокруг своей оси горизонтально расположенного литейного валка, обеспечивающего первичное охлаждение и затвердевание отлитой полосы, и отделяющее приспособление от литейной поверхности полутвердой полосы с затвердевшей верхней поверхностью, размещенное за литейной поверхностью в направлении движения потока расплава от конца разливочного резервуара, согласно изобретению, оно снабжено средством для поддержания постоянными расхода и температуры расплава на выходном конце разливочного резервуара и средством для поддержания уровня расплавленного металла вблизи вершины гребня литейного валка, механизмом транспортирования отделенной полосы и приспособлением для ее вторичного охлаждения в процессе завершения затвердевания, причем отделяющее приспособление расположено вблизи гребня валка, обеспечивая отделение полосы в горизонтальной плоскости, а выходной конец раз ливочного резервуара расположен горизонтально в непосредственной близости от цилиндрической литейной поверхности валка Согласно изобретению диаметр литейного валка должен быть менее 24 дюймов(610 мм), предпочтительно менее 12 дюймов(305 мм) Целесообразно отделяющее приспособление располагать от вершины литейного валка под углом 20 е к горизонту, преимущественно в пределах 10-15°. В предпочтительном варианте выполнения устройство можно снабдить средством нагрева в процессе разливки выходного конца разливочного резервуара В устройся ве приспособление для вторичного охлаждения полосы предпочтительно выполнять в виде вращающегося колеса, размещенного „над верхней поверхностью полосы, контактируя с ней и за отделяющим приспособлением Предпочтительно также приспособление для вторичного охлаждения выполнить в виде средства, создающего газовую атмосферу В соответствии с другим предпочтительным вариантом осуществления данного изобретения механизм транспортирования отделенной полосы может быть выполнен с возможностью создания только малых величин напряжений растяжения или сжатия полосы в плоскости ее движения В соответствии с другим вариантом осуществления данного изобретения механизм транспортирования отделенной полосы может быть расположен горизонтально Целесообразно выходной конец разливочного резервуара выполнять с глубиной меньше, чем входной конец Выполнение способа прямого литья и устройства для его осуществления с предлагаемой совокупностью признаков обеспечивает сочетание литья рядом с вершиной литейной поверхности, поддерживания свободной поверхности расплавленного металла на уровне почти у высшей точки расположения образующей литейной поверхности, оптимальной скорости охлаждения полосы с почти горизонтальным отделением и транспортированием полосы, что дает возможность минимизировать внешние воздействия на полосу со стороны элементов устройства и среды, создает благоприятные условия для формирсзания полосы под воздействием сил поверхностного натяжения, что в итоге создает равномерную толщину и плоскостность, а также хорошее качество поверхности, устраняет возможность нанесения повреждений полосе Регулируемое время нахождения литой полосы на литейной поверхности в сочетании с дополнительным вторичным охлаждением обеспечивает более равномерное общее охлаждение полосы по всей ее толщине, в то же время обеспечивающее начальное затвердевание нижнего слоя полосы для придания некой структурной целостности расплавленному металлу в качестве полосы, что также содействует повышению качества отлитой полосы На чертеже показана схема устройства для литья полосы в соответствии с настоящим изобретением Чертеж иллюстрирует разливочный резервуар 18 для бесслиткового литья расплавленного 32530 металла на поверхность 24 литья при получении непрерывного изделия в виде попосы или в форме листа 30 Расплавленный металл 22 поступает от резервуара (не показан) в различный резервуар 18 через сталеразливочный стакан 20, предпочтительно полупогруженное сопло ввода (ПСВ) Стопорные стержни либо направляющие запорные механизмы (не показаны), или другие подходящие средства могут контролировать поток расплавленного металла к разливочному резервуару 18, например, через сливной желоб или сопло 20 Разливочный резервуар 18 показан установленным горизонтально, имеющим приемный конец и выходной конец, расположенный в непосредственной близости от поверхности 24 питья Подача расплавленного металла 22 к разливочному резервуару 18 может быть осуществлена любыми известными способами и устройствами, например, при помощи резервуаров, промежуточных разливочных ковшей или насосов расплавленного металла Поверхность 24 литья может представлять собой отдельное зубчатое колесо или одно из сдвоенных зубчатых колес либо валиков. Состав этой поверхности может быть критичным к отливаемой металлической полосе, однако это не является предметом настоящего изобретения, хотя некоторые поверхности могут обеспечивать лучшие результаты, чем другие Способ и устройство в соответствии с изобретением успешно использовались с поверхностями литья из меди, углеродистой стали и нержавеющей стали Поверхность литья включает отдельную поверхность цилиндрического валка, вращаемого относительно его продольной оси, которая расположена а основном горизонтально Важно, что поверхность литья проходит мимо разливочного резервуара с контролируемыми скоростями и она может обеспечивать требуемые скорости закалки для выделения достаточного тепла при инициировании первоначального отвердения расплавленного металла в форме полосы Поверхность 24 литья проходит мимо разливочного резервуара 18 при скоростях, составляющих от 20 до 500 футов в минуту (от 6 до 152,4 м/мин), предпочтительно от 50 до 300 футов в минуту (от 15,2 до 91,4 м/мин), которые достаточны для промышленного производства кристаллических металлов Действительная скорость литья играет важную роль для толщины полосы и она должна быть сбалансирована с другими факторами в соответствии с настоящим изобретением Поверхность 24 литья должна быть достаточно охлажденной для обеспечения закалки расплавленного металла с выделением тепла из него при начале твердения полосы в кристаллическую форму Скорости закалки, обеспечиваемые поверхностью 24, составляют менее 10000е С в секунду и в типовом случае менее 2000е С в секунду. Подобные местные скорости охлаждения оценивались при дендритных измерениях в микроструктуре полосы литья Хотя скорости охлаждения изменяются по толщине полосы, полная или средняя скорость охлаждения должна составлять порядка 2000* С в секунду или менее Одним важным аспектом поверхности литья является то, что она имеет направление переме щения вверх мимо выходного конца разливочного резервуара 18 и свободную поверхность в резервуаре расплавленного металла на выходном конце Свободная поверхность резервуара расплавленного металла на выходном конце необходима для достижения хорошего качества верхней поверхности полосы литья "Свободная" означает, что верхняя поверхность расплавленного металла не контактирует с разливочным резервуаром, валками и тому подобным и способна определять свой собственный уровень на выходном конце разливочного резервуара 18 Другой важной особенностью является то, что разливочный резервуар 18 расположен вблизи валка 24 литья, так что внутренняя нижняя поверхность 27 резервуара 18 расположена в основном горизонтально и ниже гребня валка Размещенный таким образом резервуар находится в непосредственной близости с таким положением в верхнем квадранте колеса литья, свободная поверхность ванны расплавленного металла на выходном конце разливочного резервуара 18 находится около гребня колеса литья Это означает, что уровень ванны на выходном конце резервуара 18 может быть немного ниже, немного выше или на гребне валка литья Было установлено, что это существенно для обеспечения однородной толщины, плоскостности, а также гладкой верхней поверхности изделия в виде непрерывно отлитой полосы при отсутствии дефектов в литье, таких как пористость Разливочный резервуар 18 может иметь различную форму, однако его выходной конец должен быть ІІ-образной формы, имея нижнюю сторону, две боковые стороны и ширину, приблизительно равную ширине полосы, которая должна быть подвергнута литью Разливочный резервуар 18 может быть снабжен подпорами, порогами или ловушками 39, как показано на чертеже, для демпфирования и отражения потока расплавленного металла 22 при обеспечении однородного, полностью обработанного потока, на выходном конце разливочного резервуара 18 Предпочтительно выходной конец резервуара 18 является относительно мелким по сравнению с входным концом 25 резервуара 18 Было установлено, что относительно глубокий входной конец 25 обеспечивает сглаженный однородный поток расплавленного металла над внутренней поверхностью 27 и на поверхности литья Расплавленный металл на выходном конце имеет верхнее поверхностное натяжение, а расплавленный металл, покидающий резервуар, имеет краевое поверхностное натяжение, которое формирует, отчасти, верх и края соответственно полосы 28 литья Нижняя поверхность сформирована за счет поверхностного натяжения в форме мениска между нижней внутренней поверхностью U-обраэной формы и поверхностью 24 литья Важная особенность настоящего изобретения заключается в однородности температуры расплавленного металла на выходном конце резервуара 18 Однородность температуры может быть достигнута путем должного предварительно' го нагревания и изолирования совместно с получением однородного потока В качестве альтернативы может быть использован узел нагревания 38, 32530 например, нагревательные элементы и тому подобное на выходном конце резервуара 18 Другой особенностью способа и устройства в соответствии с настоящим изобретением является отделение полосы литья в основном горизонтально от области гребня или короны поверхности 24 валка, когда полоса 28 является полутвердой, т е имеет неотвердевшую верхнюю поверхность Как показано на чертеже, узел 32 сепаратора размещен около гребня валка 24 в основном горизонтально, когда поверхность литья перемещается вверх мимо выходного конца разливочного резервуара 18 Такой сепаратор 32 выполнен обычным образом, например, в виде лезвия или воздушного реактивного стриппера для удаления полосы от поверхности литья и для минимизации времени контакта с колесом Важно, что большая часть либо все сепараторы 32 расположены в основном горизонтально для сведения к минимуму повреждений при манипулировании с полосой при разделении, поскольку она имеет полутвердую форму, т е имеет не твердую верхнюю поверхность с первоначальным отвердением нижней поверхности благодаря контакту с колесом литья Было обнаружено, что при негоризонтальном расположении сепаратора существует тенденция протекания полутвердой верхней поверхности полутвердой полосы литья при скорости, отличной от скорости всей полосы Например, направленное вниз разделение может привести к прохождению нетвердой верхней поверхности с большей скоростью в нижнем направлении чем скорость полосы Это условие может привести к адекватной, но определенной степени ухудшения качества верхней поверхности полосы в процессе полного отвердения Разделение в верхнем направлении может привести к аналогичной потере качества по противоположным причинам Было установлено, что разделение полосы должно возникать в пределах 20° от гребня валка литья, предпочтительно в пределах 15° и более предпочтительно о пределах от 10 до 15° от гребня Кроме того, разделение предпочтительно производится на нисходящей боковой стороне гребня валка Манипулирование полутвердой полосой в соответствии с настоящим изобретением позволяет избежать серьезных повреждений изделия, обусловленных собственным ослаблением натяжения полутвердой полосы Горизонтальное разделение минимизирует гравитационное растяжение, в противном случае падение полосы под собственным весом при ее перемещении в нижнем направлении от гребня или короны колеса В комбинации с отделением полутвердой полосы от поверхности литья настоящий способ предпочтительно обеспечивает в основном горизонтальное транспортирование полутвердой полосы Отвердение завершают после удаления от поверхности 24 литья и в процессе транспортирования над сепаратором 32 и транспортирующим узлом 34 В типовом случае транспортирующий узел 34 выровнен или выполнен за одно целое с сепаратором 32 Общее требование к транспортирующему узлу 34 состоит в том, что он обеспечивает малое трение или отсутствие трения для транспортируемой полосы В идеале необходимо от сутствие чистых сил действующих на полутвердую полосу в плоскости этой полосы при ее огвер девании На практике малые величины напряжений растяжения или сжатия, вероятно используются при манипулировании полосой на транспортирующем узле 34 Величина усилия, если оно возникает, не может быть измерена Хотя настоящее изобретение предполагает в основном отсутствие чистых усилий на полутвердую полосу, малые величины растяжений или сжатий могут быть использованы в зависимости от состава сплава, подвергаемого литью При предпочтительном транспортировании полутвердой полосы в основном горизонтально с малым трением или отсутствием трения обеспечивают твердую полосу с хорошим качеством В альтернативном случае синхронизация нисходящих прижимных валков (не показаны) на отвердевшей полосе могла бы быть достаточной для устранения разрыва или повреждения полутвердой полосы в верхней части, обусловленного гравитационными усилиями при перемещении полосы в нижнем направлении Также предусмотрены средства для вторичного охлаждения непрерывно отливаемой полутвердой полосы после ее удаления от поверхности литья В одном предпочтительном примере осуществления изобретения полутвердую полосу охлаждают при помощи соответствующей газовой атмосферы выше расплавленного металла на выходном конце резервуара 18, выше сепаратора 32 и выше транспорт ірующего узла 34 Атмосфера может быть по жепанию инертной, восстановительной или окисляющей В другом предпочтительном примере осуществления изобретения может быть использовано лучевое охлаждение выше полутвердой верхней поверхности полосы для выделения тепла Подобное лучевое охлаждение, использующее панель охлаждающих трубок (не показаны), может быть использовано в комбинации с газовой атмосферой В другом предпочтительном примере осуществления изобретения вторичное охлаждение может быть обеспечено путем контактирования верхней полутвердой поверхности удаленной полутвердой полосы с вращающимся валком 36 выше полосы Предпочтительно вало* 36 имеет такую же ширину, как и полоса литья Дополнительными преимуществами такого валка 36 является участие в получении гладкой верхней поверхности отвердевшей полосы и его использование как дополнительного средства для контроля полной толщины и толщины от края к краю полосы Предполагается, что могут быть использованы одно или несколько средств для вторичного охлаждения Способ и устройство в соответствии с изобретением могут также включать средства для поддержания атмосферы, температуры и состава на выходном конце разливочного резервуара вблизи поверхности литья для контроля процесса отвердевания В частности, устройство может содержать корпус 40, в пределах которого размещены подвижная поверхность 24 литья, разливочный резервуар 18 и узел для подачи расплавленного металла к разливочному резервуару, например сопло 20 Основная цель использования такого корпуса состоит 32530 по-видимому, составляет большую величину, может быть до 50% от общей толщины полосы Практический предел нетвердого процентного содержания толщины проявляет зависимость от возможностей манипупирующих систем, например сепаратора 32 и транспортирующего узла 34, а также сплава и температур плавления, связанных с отливаемой полосой По видимому, комбинация скорости литья, литья вблизи колеса, поддержания свободной поверхности уровня расплавленного металла около гребня колеса, в основном горизонтального удаления полутвердой полосы от области гребня колеса и в основном горизонтального транспортирования полосы обуславливает однородную толщину и плоскостность изготовленной полосы, а также хорошее качество поверхности и общую толщину. Контролируемое время пребывания полосы литья на валке (колесе) обеспечивает более однородное общее охлаждение полосы по ее толщине, тем самым, создавая первоначальное отвердение нижней поверхности полосы для получения некоторой структурной целостности расплавленного металла в качестве формы полосы Хотя способ в соответствии с изобретением предполагается для работы с поверхностями валка литья различных размеров, было установлено, что колесо относительно малого диаметра действует удовлетворительно при использовании с другими особенностями настоящего изобретения Такое малое колесо может иметь диаметр менее 24х дюймов Такое колесо малого диаметра при использовании в сочетании с другими особенностями настоящего изобретения приводит к контролируемому, но минимальному времени пребывания полосы литья на колесе Существуют практические причины для управления временем пребывания на поверхности литья Меньшие времена пребывания сводят к минимуму проблемы качества нижней поверхности полосы, обусловленные, например, захваченными газами и другими причинами Использование такого малого колеса, какое возможно, также имеет практические преимущества, например полоса литья более легко отделяется от поверхности литья из-за тангенциальных углов. Выходной конец резервуара 18 может быть более просто сформирован для соответствия с формой поверхности литья Более того, минимальны разностные термические расширения поверхности литья и резервуара. в контроле атмосферы и температуры, окружающих расплавленный металл 22 в разливочном резервуаре 18, а также неотвердевшую верхнюю поверхность полосы 28 литья В зависимости от подвергаемых литью сплавов или металлов может быть желательным обеспечить инертные атмосферы, например аргоновую атмосферу, в непосредственной близости от расплавленного металла Более того, при адекватной изоляции или охлаждения корпуса 40 температура атмосферы могла бы воздействовать на общее выделение тепла и отвердение полосы 30 Корпус может быть также расположен в непосредственной близости от поверхностей расплавленного металла, например, для контроля окисления и отвердевания Хотя и отсутствуют соответствующие теоретические предпосылки, предполагается, что отвердение расплавленного металла, покидающего выходной конец разливочного резервуара 18, начинается с расплавленного металла, контактирующего с поверхностью 24 литья, когда он выходит из нижней части отверстия U-образной формы на выходном конце колеса 18 Поверхность литья обеспечивает первичное охлаждение нижней части расплавленного металла, доступной для поверхности литья на выходном конце разливочного резервуара 18 Толщина полосы сформирована путем регулирования и контроля уровня расплавленного металла 22, покидающего выходной конец разливочного резервуара 18 Предполагаемый резервуар расплавленного металла формирует часть толщины полосы совместно с частью толщины полосы, полученной в результате отверждения полосы на поверхности 24 литья Как скорость литья, так и глубина резервуара металла являются важными факторам для определения длительности пребывания металла на поверхности литья и полученной толщины полосы Большая толщина может быть получена путем повышения уровня расплавленного металла на выходном конце резервуара 18 или понижения скорости литья. В зависимости от толщины отливаемой полосы будет изменяться величина толщины полосы, отверждаемой на поверхности литья, а также отверждаемой полосы после отделения Для более тонкой полосы, например, менее 0,050 дюйма (0,127 см) предполагается, что нетвердая верхняя поверхность полутвердой полосы не может превышать 30% общей толщины полосы. Для более толстой полосы нетвердая верхняя поверхность, в 32530 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122)3-72-89 (03122)2-57-03 І
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for direct casting of molten metal into continuous strip
Автори англійськоюLove David Brine, Nowman John Daa, Shvaha Karl
Назва патенту російськоюСпособ прямого литья расплавленного металла в непрерывную полосу и устройство для его осуществления
Автори російськоюЛав Дэвид Брайн, Наумэн Джон Дана, Шваха Карл
МПК / Мітки
МПК: B22D 11/06
Мітки: здійснення, стрічку, пристрій, металу, спосіб, прямого, лиття, розплавленого, безперервну
Код посилання
<a href="https://ua.patents.su/8-32530-sposib-pryamogo-littya-rozplavlenogo-metalu-v-bezperervnu-strichku-ta-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб прямого лиття розплавленого металу в безперервну стрічку та пристрій для його здійснення</a>
Спосіб захисту вузлів контактних стикових машин від іскор та бризок розплавленого металу і пристрій для його реалізації
Номер патенту: 15877
Опубліковано: 30.06.1997
Автори: Мосендз Ігор Миколаєвич, Швець Юрій Васильович, Череднічок Віталій Тимофійович, Зяхор Ігор Васильович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: B23K 11/00
Мітки: іскор, металу, машин, пристрій, розплавленого, реалізації, стикових, вузлів, контактних, захисту, спосіб, бризок
Формула / Реферат:
(57) 1. Способ защиты узлов контактных стыковых машин от искр и брызг расплавленного металла, при котором между защищаемым узлом и зоной сварки устанавливают щиток с защищенной от попадания брызг металла рабочей поверхностью, отличающийся тем, что для защиты рабочей поверхности щитка на нее непрерывно подают воду, причем толщину слоя воды устанавливают равной максимальному размеру брызг металла, выбрасываемых из зоны...
Спосіб нанесення покриття на стрічку скла та пристрій для його здійснення
Номер патенту: 25918
Опубліковано: 26.02.1999
Автор: Рональд Френк Беррі
МПК: C03C 17/22
Мітки: здійснення, спосіб, нанесення, пристрій, стрічку, скла, покриття
Формула / Реферат:
1. Способ нанесения покрытия на ленту стекла, вырабатываемую на поверхности расплавленного металла химическим соединением из газовой фазы, путем пропускания покровного реагента над поверхностью горячего стекла в зоне нанесения покрытия и отвода использованного газа в нижнем по течению потока газа конце зоны через вытяжной канал, отличающийся тем, что над поверхностью стекла, смежной с вытяжным каналом, пропускают инертный газ.2. Способ...
Спосіб безперервного лиття порожнистої біметалевої заготівки та пристрій для його здійснення

Номер патенту: 9954
Опубліковано: 30.09.1996
Автори: Іванченко Олександр Денисович, Гольдін Валерій Зінов'євич, Мельникова Вікторія Валер'янівна, Блескун Валерій Пилипович, Зеленський Віктор Михайлович
МПК: B22D 11/00
Мітки: пристрій, біметалевої, лиття, спосіб, порожнистої, здійснення, безперервного, заготівки
Формула / Реферат:
(57) 1. Способ непрерывного литья полой биметаллической заготовки, включающий формирование внешнего слоя заготовки, подачу на его внутреннюю поверхность другого расплава, формирование внутреннего слоя заготовки и ее вытягивание, отл-ичающийся тем, что формирование внутреннего слоя заготовки осуществляют с увеличением давления в направлении вытягивания заготовки.2. Способ по п. 1, отличающийся тем, что в процессе вытягивания заготовке...
Спосіб безперервного лиття порожнистих біметалевих заготівок черв’ячних коліс та пристрій для його здійснення
Номер патенту: 22694
Опубліковано: 07.04.1998
Автори: Шиндякін Валерій Анатолійович, Бичков Юрій Борисович, Горелік Вадім Семенович, Блескун Валерій Пилипович
МПК: B22D 11/10
Мітки: заготівок, лиття, черв'ячних, пристрій, безперервного, спосіб, порожнистих, здійснення, коліс, біметалевих
Формула / Реферат:
1, Способ непрерывного литья полых биметаллических заготовок червячных колес, включающий пропускание исходной трубной заготовки через расплав плакирующего металла и профилирующее устройство с зубчатой внутренней поверхностью, отличающийся тем, что плакирующй металл намораживают на исходную заготовку с зубчатой наружной поверхностью.2. Устройство для непрерывного литья полых биметаллических заготовок червячных колес, содержащее...
Установка для безперервного відливання стрічки металу ( варіанти), електромагнітний пристрій для запобігання витіканню розплаву металу і спосіб запобігання за допомогою магніту витіканню розплавленого металу
Номер патенту: 27804
Опубліковано: 16.10.2000
Автор: Гербер Ховард
МПК: B22D 27/02, B22D 11/06
Мітки: витіканню, розплаву, спосіб, металу, магніту, установка, варіанти, розплавленого, стрічки, допомогою, пристрій, безперервного, запобігання, відливання, електромагнітний
Текст:
...пластин между ребрами; Фиг. 13 - разрез по линии 13-13 на фиг. 12; Фиг. 14 - разрез по линии 14-14 на фиг. 12; Фиг. 15 - вид в перспективе другого варианта устройства, используемого в другом варианте установки; Фиг. 16 - вид сверху с частичным разрезом другого варианта установки с устройством, показанный на фиг. 15; Фиг. 17 - разрез по линии 17-17 на фиг. 15 с непоказанной задней частью катушки; Фиг. 18 - увеличенный вид участка фиг 16....
Попередній патент: Стільникова мобільна телефонна система
Наступний патент: Контейнер і виштовхувач виробу з контейнера
Випадковий патент: Пристрій для сушіння