Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії
Номер патенту: 41033
Опубліковано: 27.04.2009
Автори: Комаров Володимир Олександрович, Шейко Володимир Олександрович
Формула / Реферат
1. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, при якому виготовляють заготівку для ствола, виточують з заготівки ствол у вигляді двох з'єднаних відносно подовжньої осі циліндрів різного зовнішнього діаметру, просвердлюють чи будь-яким іншим чином виготовляють в циліндрі меншого діаметра канал ствола, висвердлюють чи будь-яким іншим чином виготовляють в циліндрі більшого діаметра патронник, виготовляють у задній частині патронника наплив прямокутної у поперечному перерізі форми, виготовляють на напливі скіс, виконують на скосі улоговинку овальної форми і виконують в напливі отвір та технологічну виїмку, а після виконання технологічних операцій по висвердлюванню патронника наносять хімічне покриття на зовнішню поверхню напливу та на внутрішню і зовнішню поверхню каналу ствола і патронника, який відрізняється тим, що перед нанесенням на підготовлений ствол хімічного покриття виготовляють в дульній частині ствола конусний чи конусоподібний скіс, просвердлюють чи будь-яким іншим чином виготовляють наскрізні отвори на бічних поверхнях ствола в районі його центральної частини, вставляють почергово в канал ствола одна за другою обтічні вставки і розміщують їх в проекції наскрізних отворів, утримують обтічні вставки в районі наскрізних отворів і приварюють з боку зовнішньої поверхні ствола зазначені обтічні вставки до внутрішньої поверхні каналу ствола, проводять заходи щодо зняття залишків зварювання і приведення зовнішньої поверхні ствола до циліндричної форми по всій його довжині, виконують на зовнішній поверхні патронника кільцеву проточку глибиною, більшою за зовнішню поверхню ствола, виконують на зовнішній поверхні патронника в районі кільцевої проточки кільцевий уступ циліндричної форми за діаметром, меншим, ніж задня частина патронника, розсвердлюють чи будь-яким іншим чином підганяють патронник під діаметр патрона, що застосовується, з'єднують патронник з каналом ствола конусним переходом, а нанесення хімічного покриття на внутрішню та зовнішню поверхні патронника і каналу ствола здійснюють на завершальній стадії виготовлення ствола.
2. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії за п. 1, який відрізняється тим, що наскрізні отвори в бічних стінках ствола виконують в одній площині.
3. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії за п. 1, який відрізняється тим, що наскрізні отвори в бічних стінках ствола виконують так, що їх поздовжні осі є паралельними між собою і перпендикулярними до поздовжньої осі каналу ствола.
4. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії за п. 1, який відрізняється тим, що поздовжні осі наскрізних отворів, які виконані в бічних стінках ствола, розміщують або в горизонтальній площині, або в вертикальній площині, або в площині, що розташована під будь-яким кутом відносно поздовжньої осі каналу ствола.
Текст
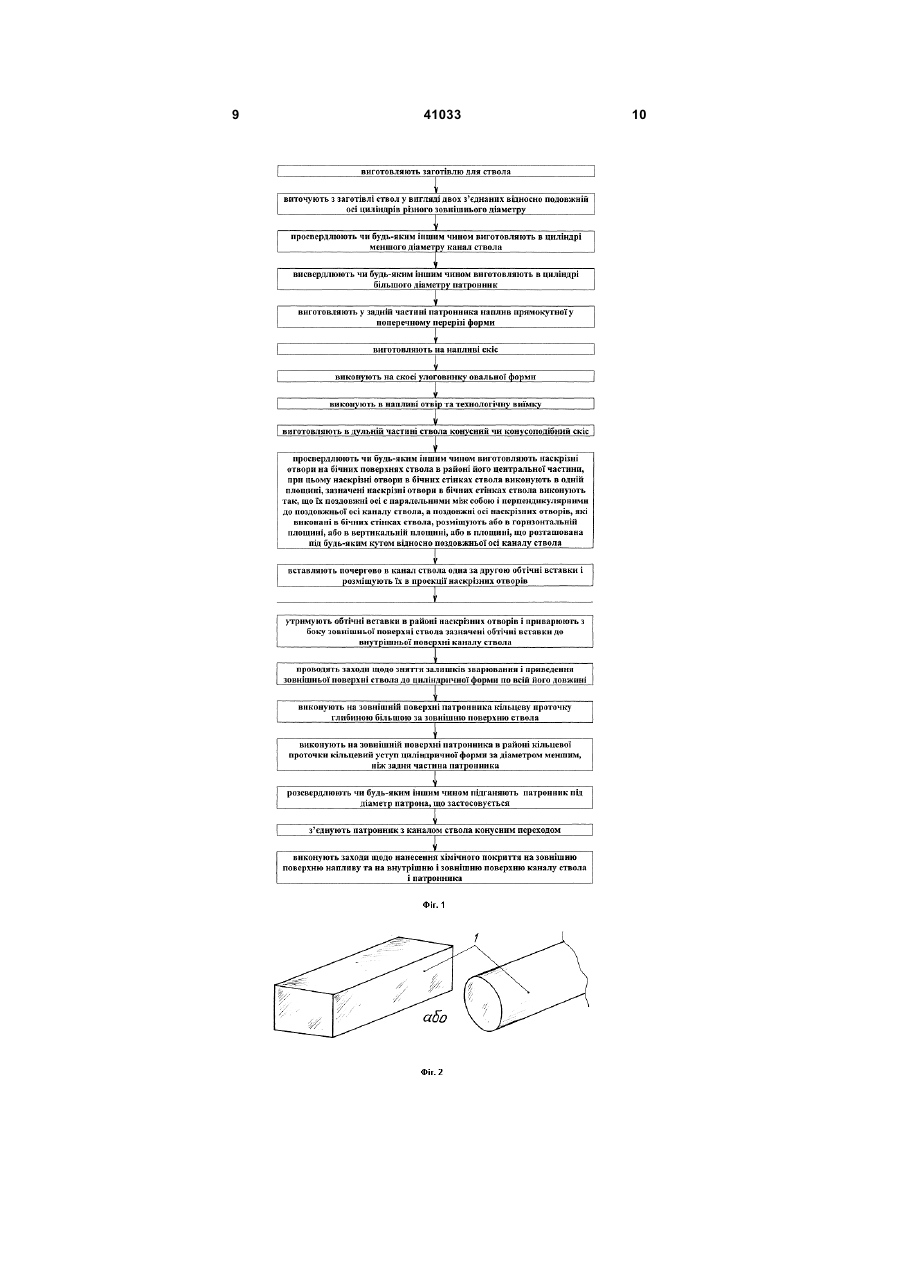
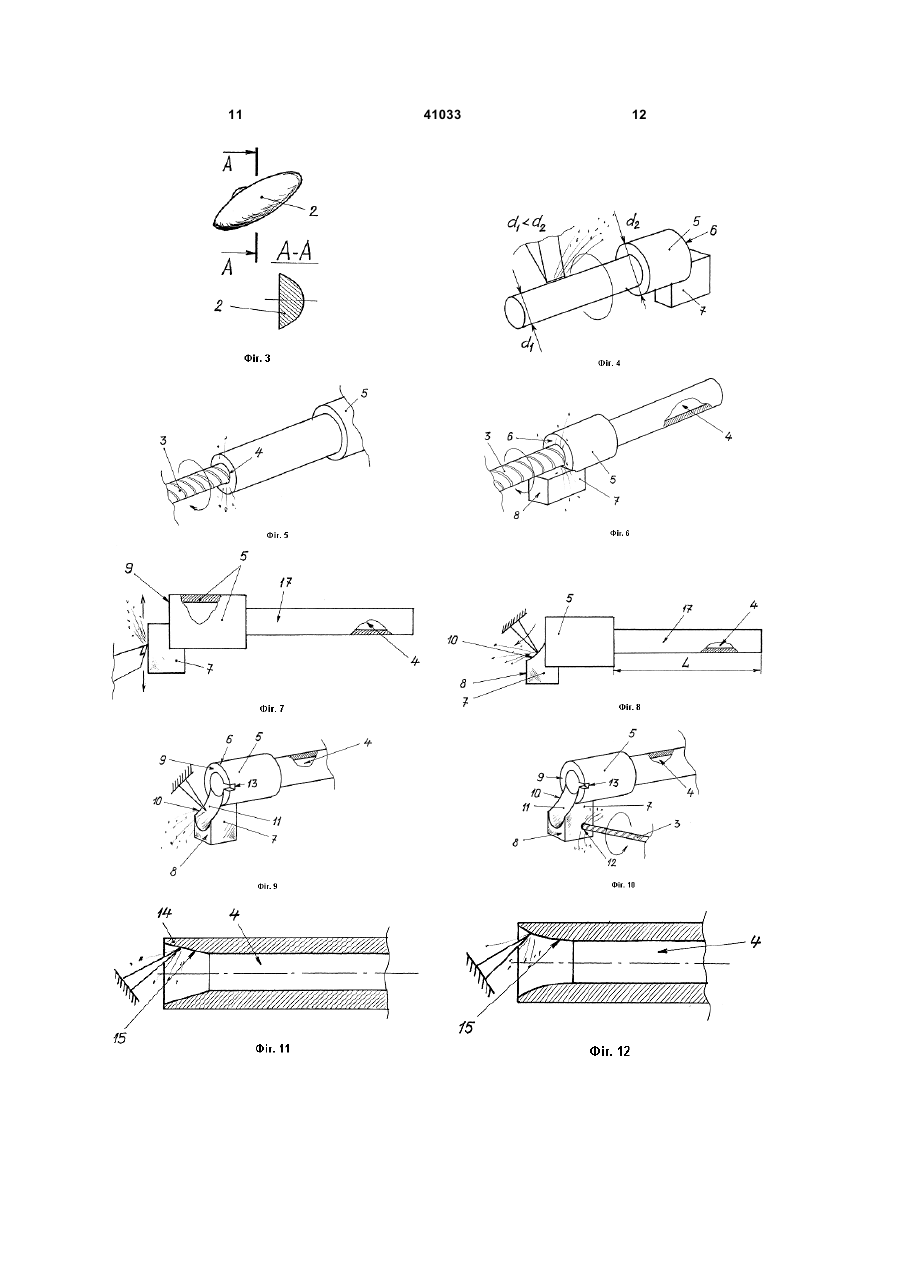
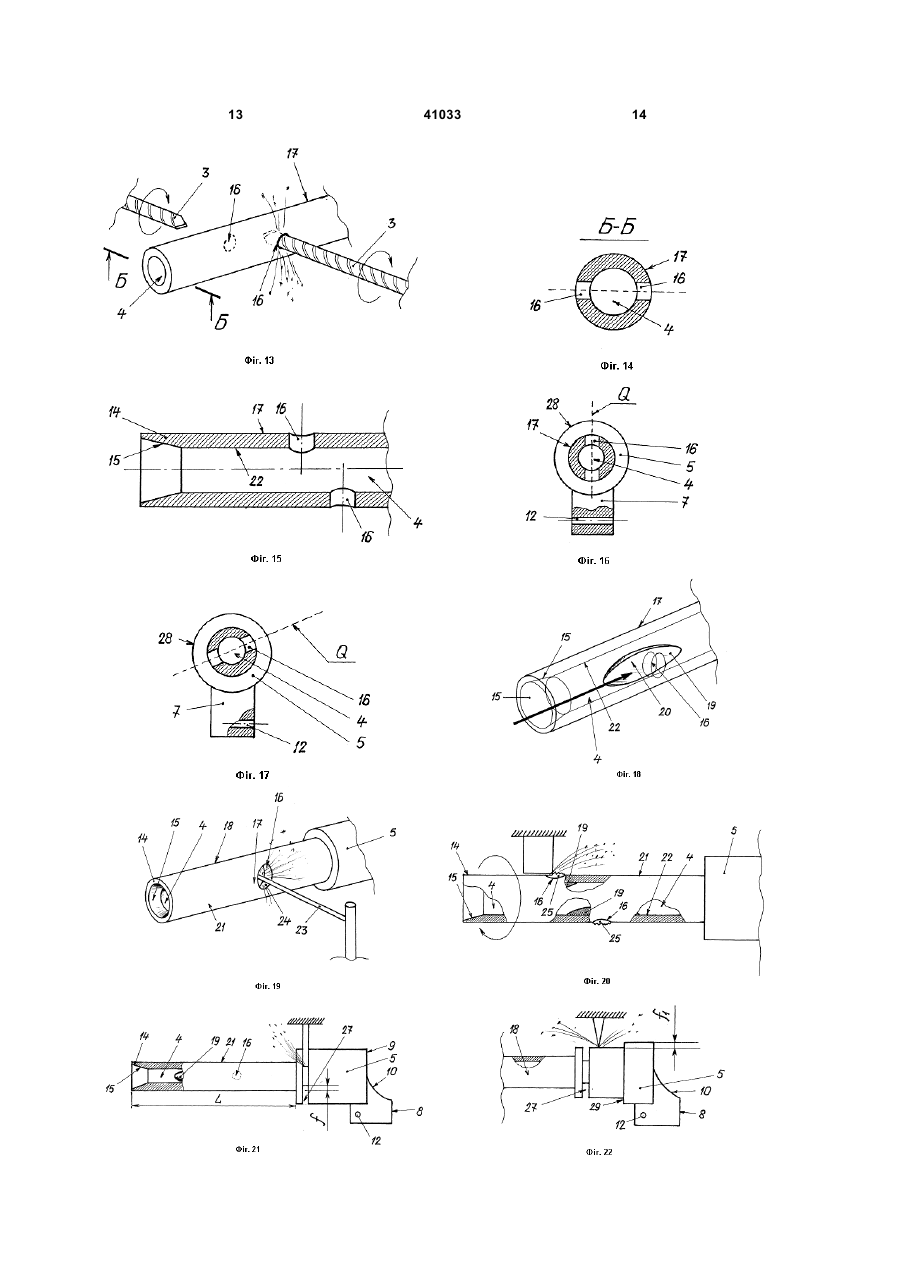
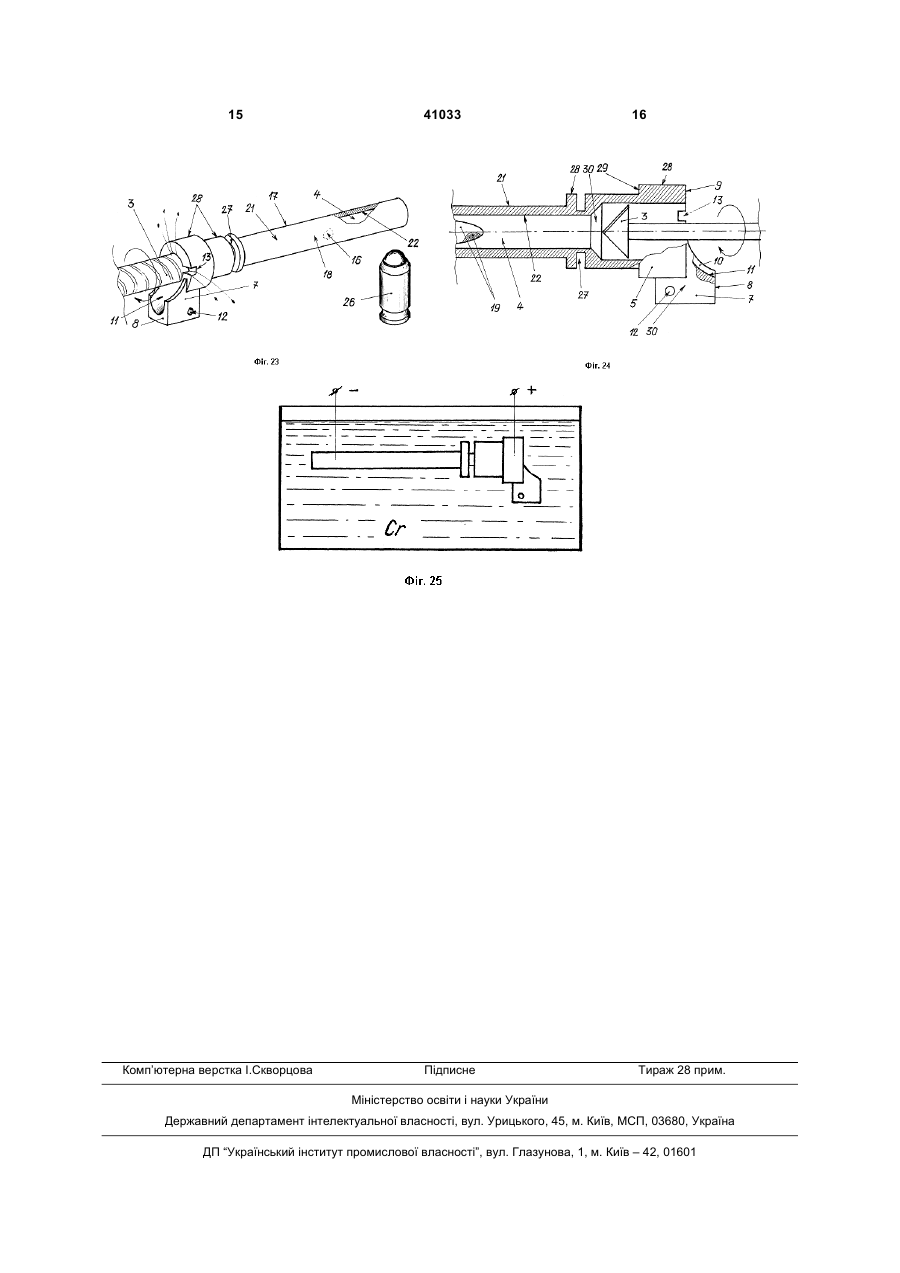
1. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, при якому виготовляють заготівку для ствола, виточують з заготівки ствол у вигляді двох з'єднаних відносно подовжньої осі циліндрів різного зовнішнього діаметру, просвердлюють чи будь-яким іншим чином виготовляють в циліндрі меншого діаметра канал ствола, висвердлюють чи будь-яким іншим чином виготовляють в циліндрі більшого діаметра патронник, виготовляють у задній частині патронника наплив прямокутної у поперечному перерізі форми, виготовляють на напливі скіс, виконують на скосі улоговинку овальної форми і виконують в напливі отвір та технологічну виїмку, а після виконання технологічних операцій по висвердлюванню патронника наносять хімічне покриття на зовнішню поверхню напливу та на внутрішню і зовнішню поверхню каналу ствола і патронника, який відрізняється тим, що перед нанесенням на підготовлений ствол хімічного покриття виготовляють в дульній частині ствола конусний чи конусоподібний скіс, просвердлюють чи будь-яким іншим чином виготовляють наскрізні отвори на бічних поверхнях ствола в районі його центральної частини, вставляють почергово в канал ствола одна за другою обтічні вставки і розміщують їх в проекції наскрізних отворів, утримують обтічні вставки в ра U 2 (19) 1 3 Відомий спосіб виготовлення ствола стрілецької зброї, при якому виготовляють заготівлю для ствола, просвердлюють канал ствола, висвердлюють патронник, нарізають нарізи на внутрішній поверхні каналу ствола, а після виконання технологічних операцій по нарізці нарізів хромують внутрішню поверхню каналу ствола /1/. До недоліків відомого способу виготовлення ствола стрілецької зброї відноситься те, що не забезпечується гарантія застосування патронів, що споряджені метальними снарядами смертельної дії замість патронів, які споряджені гумовими метальними снарядами несмертельної дії. Відомий спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби патронами, спорядженими гумовими метальними снарядами, при якому виготовляють заготівлю для ствола, просвердлюють канал ствола, висвердлюють патронник, нарізають нарізи на внутрішній поверхні каналу ствола, виготовляють технологічні виступи на зовнішній поверхні ствола, а після виконання технологічних операцій по виготовленню технологічних виступів, хромують внутрішню поверхню каналу ствола і патронника /2/. До недоліків відомого способу виготовлення ствола короткоствольної стрілецької зброї для стрільби патронами, спорядженими гумовими метальними снарядами відноситься те, що не забезпечується гарантія застосування патронів, що споряджені метальними снарядами смертельної дії замість патронів, які споряджені гумовими метальними снарядами несмертельної дії. Найбільш близьким технічним рішенням як по суті, так і за результатом, що досягається, який обрано за прототип, є спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, при якому виготовляють заготівлю для ствола, виточують з заготівлі ствол у вигляді двох з'єднаних відносно подовжній осі циліндрів різного зовнішнього діаметру, просвердлюють чи будь-яким іншим чином виготовляють в циліндрі меншого діаметру канал ствола, висвердлюють чи будь-яким іншим чином виготовляють в циліндрі більшого діаметру патронник, виготовляють у задній частині патронника наплив прямокутної у поперечному перерізі форми, виготовляють на напливі скіс, виконують на скосі улоговинку овальної форми і виконують в напливі отвір та технологічну виїмку, а після виконання технологічних операцій по висвердлюванню патронника наносять хімічне покриття на зовнішню поверхню напливу та на внутрішню і зовнішню поверхню каналу ствола і патронника /3/. До недоліків відомого способу виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, який обраний за прототип, відноситься те, що не забезпечується гарантія застосування патронів, що споряджені метальними снарядами смертельної дії замість патронів, які споряджені гумовими метальними снарядами несмертельної дії - гумовими кулями. В основу корисної моделі покладена задача шляхом усунення недоліків прототипу забезпечити 41033 4 неможливість застосування патронів, що споряджені метальними снарядами смертельної дії. Суть корисної моделі в способі виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, при якому виготовляють заготівлю для ствола, виточують з заготівлі ствол у вигляді двох з'єднаних відносно подовжній осі циліндрів різного зовнішнього діаметру, просвердлюють чи будь-яким іншим чином виготовляють в циліндрі меншого діаметру канал ствола, висвердлюють чи будь-яким іншим чином виготовляють в циліндрі більшого діаметру патронник, виготовляють у задній частині патронника наплив прямокутної у поперечному перерізі форми, виготовляють на напливі скіс, виконують на скосі улоговинку овальної форми і виконують в напливі отвір та технологічну виїмку, а після виконання технологічних операцій по висвердлюванню патронника наносять хімічне покриття на зовнішню поверхню напливу та на внутрішню і зовнішню поверхню каналу ствола і патронника, полягає в тому, що перед нанесенням на підготовлений ствол хімічного покриття виготовляють в дульній частині ствола конусний чи конусоподібний скіс, просвердлюють чи будь-яким іншим чином виготовляють наскрізні отвори на бічних поверхнях ствола в районі його центральної частини, вставляють почергово в канал ствола одна за другою обтічні вставки і розміщують їх в проекції наскрізних отворів, утримують обтічні вставки в районі наскрізних отворів і приварюють з боку зовнішньої поверхні ствола зазначені обтічні вставки до внутрішньої поверхні каналу ствола, проводять заходи щодо зняття залишків зварювання і приведення зовнішньої поверхні ствола до циліндричної форми по всій його довжині, виконують на зовнішній поверхні патронника кільцеву проточку глибиною більшою за зовнішню поверхню ствола, виконують на зовнішній поверхні патронника в районі кільцевої проточки кільцевий уступ циліндричної форми за діаметром меншим, ніж задня частина патронника, розсвердлюють чи будь-яким іншим чином підганяють патронник під діаметр патрона, що застосовується, з'єднують патронник з каналом ствола конусним переходом, а нанесення хімічного покриття на внутрішню та зовнішню поверхню патронника і каналу ствола здійснюють на завершальній стадії виготовлення ствола. Суть корисної моделі полягає і в тому, що наскрізні отвори в бічних стінках ствола виконують в одній площині, наскрізні отвори в бічних стінках ствола виконують так, що їх поздовжні осі є паралельними між собою і перпендикулярними до поздовжньої осі каналу ствола. Суть корисної моделі полягає також і в тому, що поздовжні осі наскрізних отворів, які виконані в бічних стінках ствола, розміщують або в горизонтальній площині, або в вертикальній площині, або в площині, що розташована під будь-яким кутом відносно поздовжньої осі каналу ствола. Порівняльний аналіз технічного рішення з прототипом показує, що спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, який заявляється, відрізняється тим, що перед нанесенням на 5 підготовлений ствол хімічного покриття виготовляють в дульній частині ствола конусний чи конусоподібний скіс, просвердлюють чи будь-яким іншим чином виготовляють наскрізні отвори на бічних поверхнях ствола в районі його центральної частини, вставляють почергово в канал ствола одна за другою обтічні вставки і розміщують їх в проекції наскрізних отворів, утримують обтічні вставки в районі наскрізних отворів і приварюють з боку зовнішньої поверхні ствола зазначені обтічні вставки до внутрішньої поверхні каналу ствола, проводять заходи щодо зняття залишків зварювання і приведення зовнішньої поверхні ствола до циліндричної форми по всій його довжині, виконують на зовнішній поверхні патронника кільцеву проточку глибиною більшою за зовнішню поверхню ствола, виконують на зовнішній поверхні патронника в районі кільцевої проточки кільцевий уступ циліндричної форми за діаметром меншим, ніж задня частина патронника, розсвердлюють чи будь-яким іншим чином підганяють патронник під діаметр патрона, що застосовується, з'єднують патронник з каналом ствола конусним переходом, а нанесення хімічного покриття на внутрішню та зовнішню поверхню патронника і каналу ствола здійснюють на завершальній стадії виготовлення ствола, при цьому наскрізні отвори в бічних стінках ствола виконують в одній площині, наскрізні отвори в бічних стінках ствола виконують так, що їх поздовжні осі є паралельними між собою і перпендикулярними до поздовжньої осі каналу ствола, причому поздовжні осі наскрізних отворів, які виконані в бічних стінках ствола, розміщують або в горизонтальній площині, або в вертикальній площині, або в площині, що розташована під будьяким кутом відносно поздовжньої осі каналу ствола. Таким чином, спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, який заявляється, відповідає критерію корисної моделі «новизна». Суть корисної моделі пояснюється за допомогою ілюстрацій, де на фіг. 1 представлена блоксхема поетапного виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, на фіг. 2-25 показані схеми виконання ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії по етапах. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, здійснюється наступним чином (див. фіг. 1 та фіг. 2-25). Попередньо виготовляють заготівлю 1 для ствола (див. фіг. 2 - як варіант конструктивного виконання). Водночас (або попередньо) на підприємствах промисловості виготовляють обтічні вставки 2 з тугоплавкого матеріалу (див. фіг. 3 - як варіант конструктивного виконання). Далі виточують з заготівлі 1 ствол у вигляді двох з'єднаних відносно подовжній осі циліндрів різного зовнішнього діаметру (d1 і d2, де d1 < d2), при цьому безпосередньо ствол (як направляючу для вражаючого елемента несмертельної дії) виконують меншого 41033 6 діаметру (d1), ніж корпус патронника (d2) (див фіг. 4 - як варіант конструктивного виконання). Після зазначених технологічних операцій просвердлюють (наприклад, свердлом 3) чи будьяким іншим чином виготовляють в циліндрі меншого діаметру (d1) канал 4 ствола, наприклад, діаметром 5,6...6,5 мм (див. фіг. 5 - як варіант конструктивного виконання). Далі висвердлюють (наприклад, свердлом 3) чи будь-яким іншим чином виготовляють в циліндрі більшого діаметру (d2) патронник 5 (див. фіг. 6 як варіант конструктивного виконання) під патрон "ТЕРЕН-3" калібру 9 - мм, який споряджений вражаючим елементом несмертельної дії - гумовою кулею діаметром 9,5 мм /4/. Коли канал 4 ствола буде з'єднаним з патронником 5, виготовляють у задній частині 6 патронника 5 наплив 7 прямокутної у поперечному перерізі форми (див. фіг. 7 - як варіант конструктивного виконання), при цьому задню частину 8 напливу 7 виконують виступаючою за обріз торцевої частини 9 патронника 5. Далі конструктивно виготовляють на напливі 7 скіс 10 (див. фіг. 8 - як варіант конструктивного виконання). Після цього послідовно виконують технологічні операції, згідно з якими виконують на скосі 10 улоговинку 11 овальної форми, виконують в напливі 7 отвір 12 та технологічну виїмку 13 (див. фіг. 9-10 - як варіант конструктивного виконання). Після зазначених технологічних операцій виготовляють в дульній частині 14 ствола конусний (див. фіг. 11 - як варіант конструктивного виконання) чи конусоподібний скіс 15 (див. фіг. 12 - як варіант конструктивного виконання). Коли в дульній частині 14 ствола буде виконаний конусний чи конусоподібний скіс 15 (наприклад, з плавною формою переходу у канал 4 ствола - див. фіг. 12), виконують заходи, при яких просвердлюють чи будь-яким іншим чином виготовляють наскрізні отвори 16 на бічних поверхнях ствола в районі його центральної частини (див. фіг. 13 - як варіант конструктивного виконання). При цьому наскрізні отвори 16 в бічних стінках 18 ствола виконують в одній площині Q (див. фіг. 14 як варіант конструктивного виконання), зазначені наскрізні отвори 16 в бічних стінках 18 ствола виконують так, що їх поздовжні осі є паралельними між собою і перпендикулярними до поздовжньої осі каналу 4 ствола (див. фіг. 15 - як варіант конструктивного виконання), а поздовжні осі наскрізних отворів 16, які виконані в бічних стінках 18 ствола, розміщують або в горизонтальній площині Qг (див. фіг. 14 - як варіант конструктивного виконання), або в вертикальній площині Qв (див. фіг. 16 - як варіант конструктивного виконання), або в площині Qi, що розташована під будь-яким кутом відносно поздовжньої осі каналу ствола (див. фіг. 17 - як варіант конструктивного виконання). Далі вставляють почергово в канал 4 ствола одна за другою обтічні вставки 19 і розміщують їх в проекції наскрізних отворів 16 (див. фіг. 18 - як варіант конструктивного виконання). Після того, як нижня поверхня 20 обтічної вставки 19 буде розташована в проймі наскрізного отвору 16, утримують обтічні вставки 19 в районі наскрізних отворів 7 16 і приварюють їх з боку зовнішньої поверхні 21 ствола до внутрішньої поверхні 22 каналу 4 ствола, при цьому зварювальним електродом 23 заповнюють ємність 24 отвору 16 (див. фіг. 19 - як варіант конструктивного виконання). У зв'язку з тим, що матеріал зварювального електроду 23 неможливо чітко розмістити при зварюванні в ємності отвору 24, проводять заходи щодо зняття залишків зварювання 25 і приведення зовнішньої поверхні 21 ствола до циліндричної форми по всій його довжині L (див. фіг. 20 - як варіант конструктивного виконання). З метою запобігання можливості застосування патронів 26 з метальними снарядами смертельної дії виконують на зовнішній поверхні 21 ствола кільцеву проточку 27 глибиною більшою за зовнішню поверхню 21 ствола, наприклад, на величину f (див. фіг. 21 - як варіант конструктивного виконання). Для закріпленні ствола в стійці рамки пістолета, наприклад, пістолета марки "ФОРТ-12" чи марки ’’ПМ’’(9-мм пістолет Макарова, перероблений для стрільби боєприпасами несмертельної дії "ВІЙ"), виконують на зовнішній поверхні 28 патронника 5 в районі кільцевої проточки 27 кільцевий уступ 29 циліндричної форми за діаметром меншим, ніж задня частина 6 патронника 5, наприклад, на величину й (див. фіг. 22 - як варіант конструктивного виконання). На заключній стадії виготовлення ствола розсвердлюють чи будь-яким іншим чином підганяють патронник 5 зазначеного ствола під діаметр патрона 26, що застосовується (наприклад, патрона 26, який споряджений гумовою кулею несмертельної дії, з діаметром зовнішньої поверхні 9 мм і довжиною 20 мм - патрон "ТЕРЕН-3") (див. фіг. 23 як варіант конструктивного виконання). З метою плавного входу вражаючого елемента в канал 4 ствола з'єднують патронник 5 з каналом 4 ствола конусним переходом 30 (див. фіг. 24 - як варіант конструктивного виконання). На завершальній стадії виготовлення ствола виконують заходи (технологічні операції) щодо нанесення хімічного покриття на зовнішню поверхню 31 напливу 7 та на внутрішню 22 і зовнішню 21 поверхню каналу 4 ствола і патронника 5 (див. фіг. 25 - як варіант конструктивного виконання). 41033 8 Додатковими технологічними операціями можуть бути операції, при яких полірують внутрішню поверхню патронника 5 і каналу 4 ствола. Виготовлений за вищевказаною технологією ствол короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії готовий до бойового застосування. Виготовлений ствол короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії установлюють на зразок стрілецької зброї, наприклад, на рамку 9-мм самозарядного пістолета марки "ФОРТ-12" чи на рамку 9-мм самозарядного пістолета Макарова (ПМ). Підвищення ефективності застосування способу виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, який заявляється, у порівнянні з прототипом, досягається за рахунок встановлення в каналі ствола обтічних вставок, які дозволяють протискатися при пострілі по стволу гумовій кулів і забезпечують неможливість використання сталевої (оболонкової) кулі, якою споряджені бойові патрони. Підвищення ефективності застосування способу виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, який заявляється, у порівнянні з прототипом, досягається також і за рахунок виготовлення в передній частині патронника, а саме, на його зовнішній поверхні, кільцевої проточки, яка забезпечує неможливість застосування патронів, споряджених метальними снарядами смертельної дії - оболонковими сталевими кулями. Джерела інформації 1. Ф.К. Бабак «Все о пистолетах и револьверах», издат. ПОЛИГОН, Санкт-Петербург, 2003, стор. 195 - аналог. 2. Ф.К. Бабак «Все о пістолетах и револьверах», издат. ПОЛИГОН, Санкт-Петербург, 2003, стор. 140 - аналог. 3. Ф.К. Бабак «Все о пістолетах и револьверах», издат. ПОЛИГОН, Санкт-Петербург, 2003, стор. 118-126 - прототип. 4. Український спеціалізований науковопопулярний журнал „Зброя та Полювання" „Оружие и охота", Засновник та видавець ТОВ „Редакція журналу „Зброя та Полювання", № 2/2001, стор. 14 „Набої з гумовою кулею". 9 41033 10 11 41033 12 13 41033 14 15 Комп’ютерна верстка І.Скворцова 41033 Підписне 16 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making barrel of short-barrelled small arms for shooting ammunition with non-fatal effect
Автори англійськоюSheiko Volodymyr Oleksandrovych, Komarov Volodymyr Oleksandrovych
Назва патенту російськоюСпособ изготовления ствола короткоствольного стрелкового оружия для стрельбы боеприпасами несмертельного действия
Автори російськоюШейко Владимир Александрович, Комаров Владимир Александрович
МПК / Мітки
МПК: F41A 21/00, F41C 3/00
Мітки: виготовлення, короткоствольної, ствола, спосіб, зброї, боєприпасами, несмертельної, стрілецької, дії, стрільби
Код посилання
<a href="https://ua.patents.su/8-41033-sposib-vigotovlennya-stvola-korotkostvolno-strilecko-zbro-dlya-strilbi-boehpripasami-nesmertelno-di.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії</a>
Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії
Номер патенту: 11446
Опубліковано: 15.12.2005
Автори: Шейко Володимир Олександрович, Домалевський В'ячеслав В'ячеславович, Дворник Лариса Володимирівна, Комаров Володимир Олександрович, Анатольєв Анатолій Анатолійович
МПК: F41A 21/00
Мітки: стрілецької, виготовлення, ствола, спосіб, несмертельної, боєприпасами, дії, короткоствольної, стрільби, зброї
Формула / Реферат:
1. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, при якому виготовляють заготівлю для ствола, виточують з заготівлі ствол у вигляді двох з'єднаних відносно подовжньої осі циліндрів різного зовнішнього діаметра, просвердлюють чи будь-яким іншим чином виготовляють в циліндрі меншого діаметра канал ствола, висвердлюють чи будь-яким іншим чином виготовляють в циліндрі більшого діаметра...
Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії
Номер патенту: 20053
Опубліковано: 15.01.2007
Автори: Шейко Володимир Олександрович, Турчин Валентин Миколайович, Комаров Володимир Олександрович, Доросинський Михайло Юхимович, Андрійченко Олег Станіславович
МПК: F41C 3/00, F41A 21/00
Мітки: короткоствольної, стрілецької, стрільби, боєприпасами, несмертельної, виготовлення, дії, ствола, спосіб, зброї
Формула / Реферат:
1. Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби боєприпасами несмертельної дії, при якому виготовляють заготовку для ствола, виточують з заготовки ствол у вигляді двох з'єднаних відносно подовжньої осі циліндрів різного зовнішнього діаметра, просвердлюють чи будь-яким іншим чином виготовляють в циліндрі меншого діаметра канал ствола, висвердлюють чи будь-яким іншим чином виготовляють в циліндрі більшого діаметра...
Ствол короткоствольної стрілецької зброї для стрільби боєприпасами, спорядженими гумовими метальними снарядами несмертельної дії

Номер патенту: 15324
Опубліковано: 15.06.2006
Автори: Анатольєв Анатолій Анаталійович, Комаров Володимир Олександрович, Шейко Володимир Олександрович, Домалевський В'ячеслав В'ячеславович
МПК: F41A 21/04, F41A 21/10
Мітки: ствол, дії, метальними, стрілецької, несмертельної, стрільби, гумовими, зброї, боєприпасами, снарядами, спорядженими, короткоствольної
Формула / Реферат:
Ствол короткоствольної стрілецької зброї для стрільби боєприпасами, спорядженими гумовими метальними снарядами несмертельної дії, який містить безпосередньо ствол, що складається із двох вісесиметрично з'єднаних переднього і заднього циліндрів з постійним зовнішнім діаметром кожного зі згаданих циліндрів, і наплив, закріплений на задньому циліндрі, при цьому передній циліндр виконаний діаметром, меншим ніж задній, у передньому циліндрі...
Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби патронами, оснащеними гумовими метальними снарядами
Номер патенту: 69365
Опубліковано: 16.08.2004
Автори: Зайківський Олександр Болеславович, Анатольєв Анатолій Анатолійович, Комаров Володимир Олександрович, Шейко Володимир Олександрович
МПК: F41A 21/00
Мітки: зброї, короткоствольної, стрілецької, гумовими, оснащеними, ствола, стрільби, снарядами, патронами, спосіб, виготовлення, метальними
Формула / Реферат:
Спосіб виготовлення ствола короткоствольної стрілецької зброї для стрільби патронами, оснащеними гумовими метальними снарядами, при якому виготовляють заготовку для ствола, виточують з заготовки ствол у вигляді двох з'єднаних відносно подовжньої осі циліндрів різного зовнішнього діаметра, просвердлюють канал ствола, висвердлюють патронник, виготовляють у задній частині патронника наплив прямокутної у поперечному перерізі форми, виготовляють...
Ствол короткоствольної стрілецької зброї для стрільби патронами, оснащеними метальними снарядами несмертельної дії
Номер патенту: 19762
Опубліковано: 15.12.2006
Автори: Завгороднєва Надія Валеріївна, Клименко Сергій Васильович, Янкович Іван Володимирович
МПК: F41A 21/00
Мітки: дії, метальними, оснащеними, короткоствольної, несмертельної, зброї, ствол, патронами, стрільби, стрілецької, снарядами
Формула / Реферат:
Ствол короткоствольної стрілецької зброї для стрільби патронами, оснащеними метальними снарядами несмертельної дії, що містить безпосередньо ствол у вигляді циліндричної трубки, який має патронник, та робочу частину ствола по каналу якого рухається куля при стрільбі, який відрізняється тим, що на зовнішній поверхні робочої частини ствола розміщена поздовжня канавка з можливістю створення товщини стінки ствола не менше 0,002мм у місці її...
Попередній патент: Ствол для короткоствольної стрілецької зброї типу пістолет/револьвер, призначеної для стрільби патронами несмертельної дії
Наступний патент: Турбокалорифер баламутова
Випадковий патент: Турбодетандерний агрегат