Спосіб виробництва композитного металічного виробу
Формула / Реферат
1. Способ изготовления композитного металлического изделия, состоящего, по меньшей мере, из двух материалов из нержавеющей стали различного химического состава, соединенных между собой путем обработки уплотнением при давлении выше 60 МПа и температуре выше 1000°С, перед этим указанные, по меньшей мере, два материала из нержавеющей стали определенным образом укладывают в капсулу (1,20), из которой откачивают воздух, после чего капсулу закрывают и подвергают указанной обработке уплотнением для получения сплошного тела, при этом, по меньшей мере, один из указанных, по меньшей мере, двух материалов из нержавеющей стали до уплотнения состоит из порошка, отличающийся тем, что указанные, по меньшей мере, два материала из нержавеющей стали перед обработкой уплотнением для получения сплошного тела размещают в капсуле отдельными слоями.
2. Способ по п.1, отличающийся тем, что выбирают два материала из нержавеющей стали, имеющие различные составы, так, что одна из сталей при травлении может приобрести значительно более темный цвет, чем другая.
3. Способ по п.1 или п.2, отличающийся тем, что материалы связывают между собой горячим изостатическим прессованием.
4. Способ по любому из пунктов 1-3, отличающийся тем, что, по меньшей мере, один из указанных, по меньшей мере, двух материалов из нержавеющей стали однороден и имеет форму одной или более полос или пластин, которые размещают в капсуле, при этом по меньшей мере один порошкообразный материал приводят в контакт с, по меньшей мере, одним однородным материалом из нержавеющей стали в капсуле, из которой перед ее закрытием откачивают воздух, и подвергают указанному горячему изостатическому прессованию для получения сплошного тела.
5. Способ по любому из пунктов 1-4, отличающийся тем, что один из материалов из нержавеющей стали, предпочтительно порошкообразную мартенситную нержавеющую сталь, помещают между пластинами или полосами другого материала из нержавеющей стали, помещаемыми в указанную капсулу.
6. Способ по любому из пунктов 1 -5, отличающийся тем, что один из материалов используют в виде осколков, хлопьев, обрезков или подобных им частиц неправильной формы, которые значительно больше зерен указанного, по меньшей мере, одного порошкообразного материала из нержавеющей стали, в который погружают частицы неправильной формы перед уплотнением в сплошное тело.
7. Способ по любому из пунктов 1-4, отличающийся тем, что порошки из нержавеющей стали различного состава направляют в различные зоны в капсуле и распределяют по поперечному сечению капсулы соответственно через каналы (10) или промежутки (12), причем указанные каналы и промежутки удлинены в поперечном сечении и перемежаются друг с другом так, что порошки различного типа образуют в капсуле ряд удлиненных слоев различных порошков, которые после уплотнения образуют в сплошном теле слоистую структуру.
8. Способ по любому из пунктов 1-7, отличающийся тем, что в пространство вокруг центральной линии капсулы засыпают только порошок первой нержавеющей стали и что, по меньшей мере, в некоторые части зоны, окружающей указанное пространство, помещают порошок из указанной первой нержавеющей стали слоями, перемежающимися со слоями порошка из второй нержавеющей стали так, что после уплотнения получают сплошное тело, имеющее однородную сердцевину, состоящую из первой нержавеющей стали, и внешнюю относительно сердцевины часть, состоящую из большого числа удлиненных слоев первой нержавеющей стали, перемежающихся со слоями второй нержавеющей стали так, что сплошное тело в этой части приобретает слоистую структуру, состоящую из двух различных нержавеющих материалов.
9. Способ по любому из пунктов 1-8, отличающийся тем, что после уплотнения сплошное тело подвергают обработке давлением путем ковки или горячей прокатки, с получением заготовки с уменьшенным поперечным сечением.
10. Способ по п.9, отличающийся тем, что форму заготовки изменяют пластической деформацией так, что при этом происходит искажение любого существующего плоскопараллельного взаимного расположения слоев в указанной слоистой структуре, а затем заготовку с указанной искаженной слоистой структурой подвергают дальнейшей обработке давлением путем ковки и/или горячей прокатки до получения конечных размеров.
11. Способ по п. 10, отличающийся тем, что искажения слоистой структуры перед окончательной обработкой до конечных размеров достигают обработкой тонких пластин, установленных на ребро, и/или винтообразным скручиванием.
12. Способ по любому из пунктов 9-11, отличающийся тем, что заготовку прокатывают в полосу.
13. Способ по любому из пунктов 1-12, отличающийся тем, что в качестве одного из материалов выбирают упрочняемую мартенситную нержавеющую сталь.
14. Способ по п. 13, отличающийся тем, что в качестве второго материала выбирают аустенитно-ферритную, ферритно-аустенитную нержавеющую или мартенситную нержавеющую сталь со значительно более низким содержанием углерода, чем в указанной первой упрочняемой мартенситной нержавеющей стали.
15. Способ по п. 12, отличающийся тем, что полосу разрезают на две половины вдоль ее центральной линии и полученные полосы используют для изготовления ножевых лезвий, причем режущую кромку получают из материала той части полосы, которая прилегает к линии разреза, а указанный материал представляет собой однородный сердечник из упрочняемой мартенситной нержавеющей стали.
16. Способ по любому из пунктов 13-15, отличающийся тем, что мартенситная нержавеющая сталь содержит, % мас.: С - 0,5, Si - не более 1,0, Mn - не более 1,0, Cr - 11-18, Мо - не более 5, V, Nb, W - в сумме не более 5, остальное - железо и примеси.
17. Способ по п. 16, отличающийся тем, что высокоуглеродистая мартенситная нержавеющая сталь содержит 0,6-1,3 % мас. углерода.
18. Способ по любому из пунктов 1-17, отличающийся тем, что первую мартенситную нержавеющую сталь размещают в капсуле, по меньшей мере, в одном слое между слоями различных нержавеющих сталей, значительно отличающихся по составу, для придания выраженной контрастности между сталями различных марок при травлении.
19. Способ по п. 18, отличающийся тем, что мартенситную нержавеющую сталь помещают в капсуле между слоями нержавеющей стали иного состава в форме порошка.
Текст
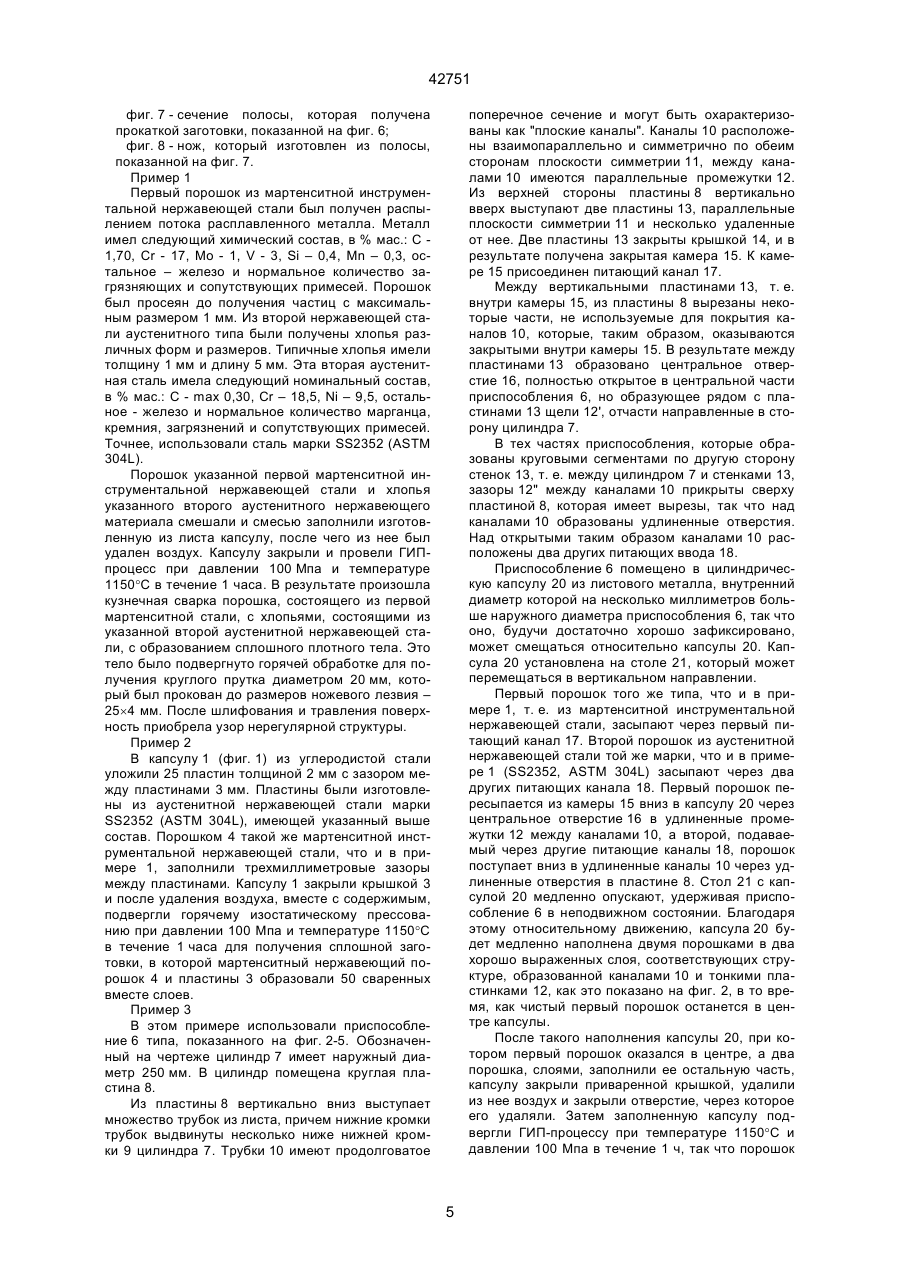
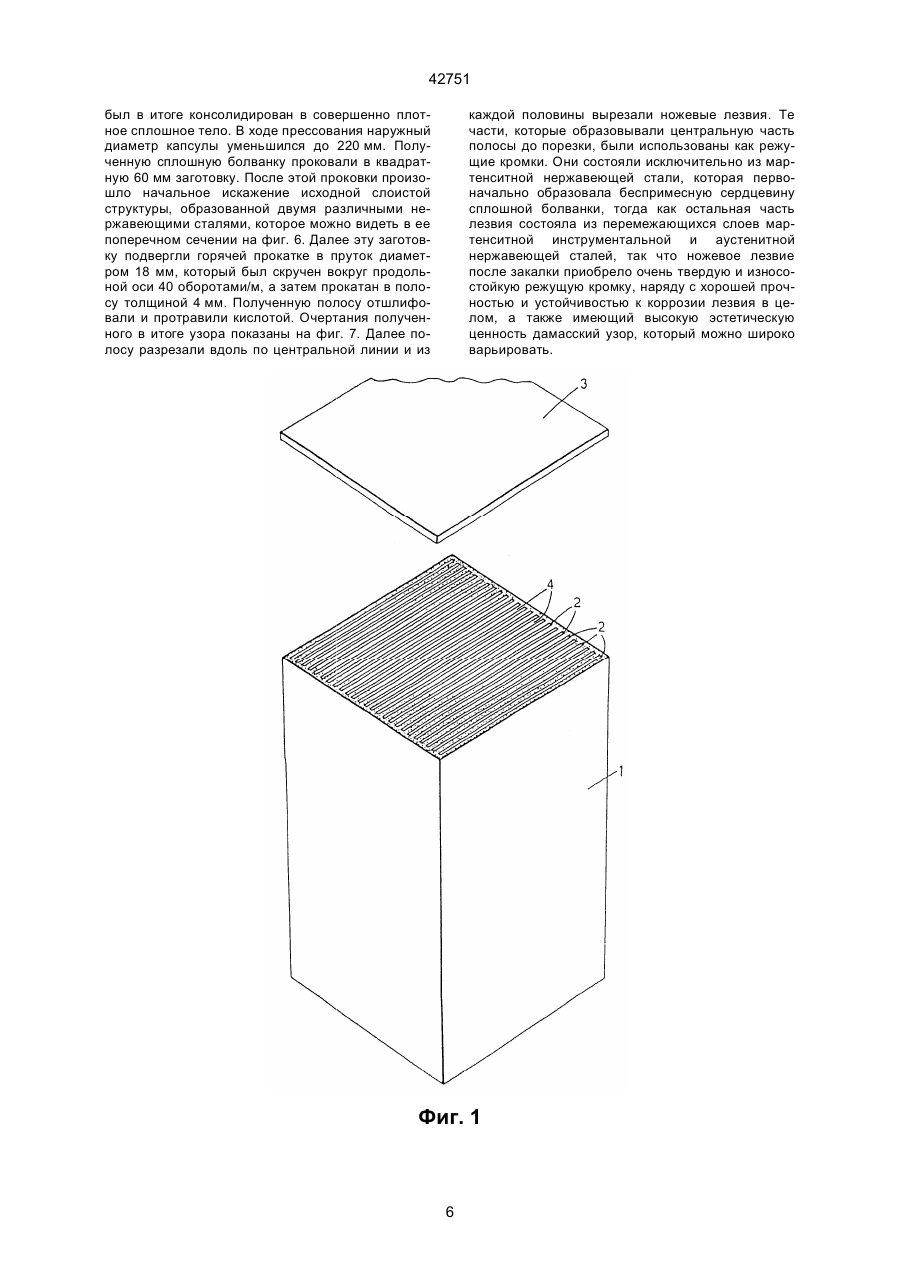
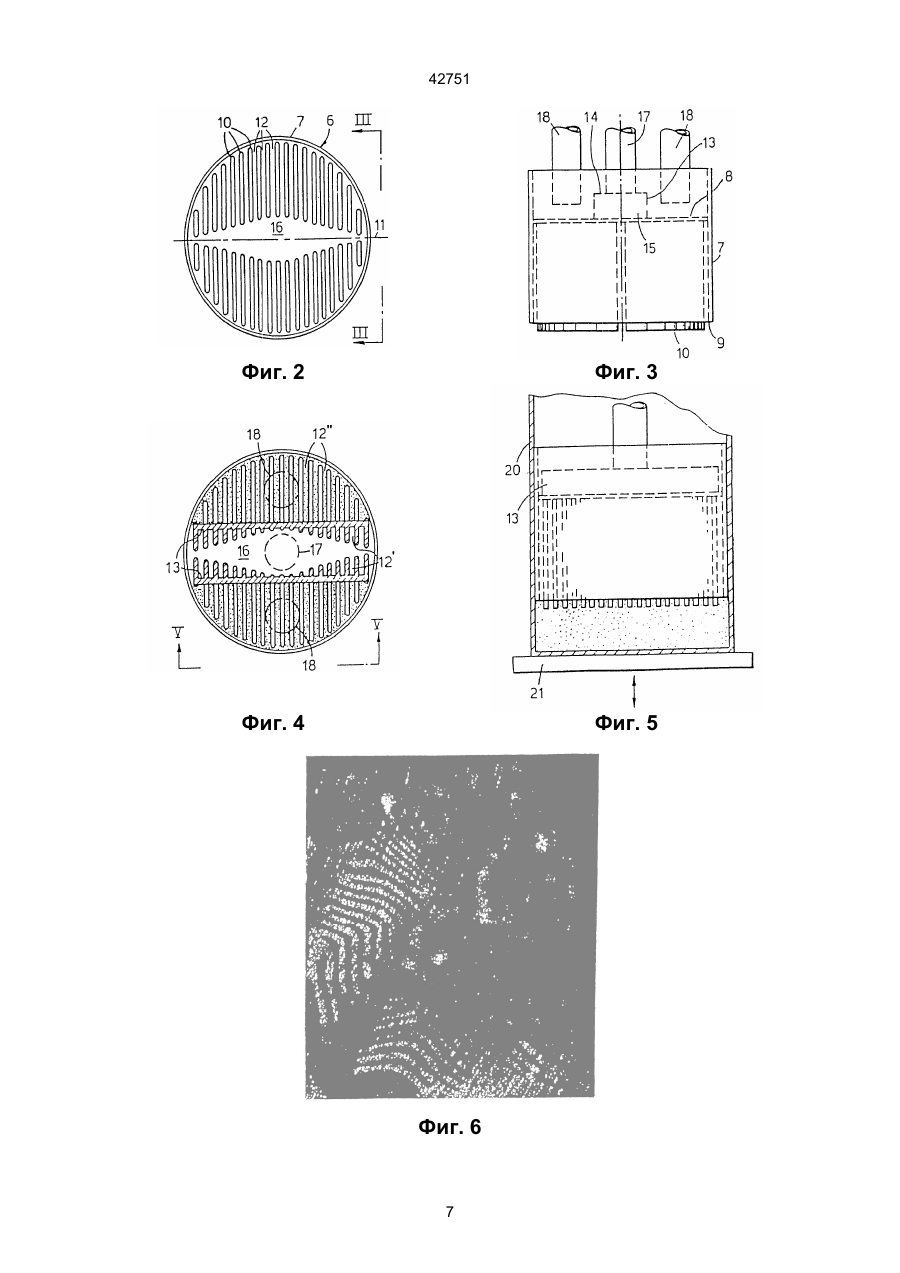
1. Способ изготовления композитного металлического изделия, состоящего, по меньшей мере, из двух материалов из нержавеющей стали различного химического состава, соединенных между собой путем обработки уплотнением при давлении выше 60 МПа и температуре выше 1000°С, перед этим указанные, по меньшей мере, два материала из нержавеющей стали определенным образом укладывают в капсулу (1,20), из которой откачивают воздух, после чего капсулу закрывают и подвергают указанной обработке уплотнением для получения сплошного тела, при этом, по меньшей мере, один из указанных, по меньшей мере, двух материалов из нержавеющей стали до уплотнения состоит из порошка, отличающийся тем, что указанные, по меньшей мере, два материала из нержавеющей стали перед обработкой уплотнением для получения сплошного тела размещают в капсуле отдельными слоями. 2. Способ по п. 1, отличающийся тем, что выбирают два материала из нержавеющей стали, имеющие различные составы, так, что одна из сталей при травлении может приобрести значительно более темный цвет, чем другая. 3. Способ по п. 1 или п. 2, отличающийся тем, что материалы связывают между собой горячим изостатическим прессованием. 4. Способ по любому из пунктов 1-3, отличающийся тем, что, по меньшей мере, один из указанных, по меньшей мере, двух материалов из нержавеющей стали однороден и имеет форму одной или более полос или пластин, которые размещают в капсуле, при этом по меньшей мере один порошкообразный материал приводят в контакт с, по меньшей мере, одним однородным материалом из нержавеющей стали в капсуле, из которой перед ее закрытием откачивают воздух, и C2 (54) СПОСІБ ВИРОБНИЦТВА КОМПОЗИТНОГО МЕТАЛІЧНОГО ВИРОБУ 42751 подвергают обработке давлением путем ковки или горячей прокатки, с получением заготовки с уменьшенным поперечным сечением. 10. Способ по п. 9, отличающийся тем, что форму заготовки изменяют пластической деформацией так, что при этом происходит искажение любого существующего плоскопараллельного взаимного расположения слоев в указанной слоистой структуре, а затем заготовку с указанной искаженной слоистой структурой подвергают дальнейшей обработке давлением путем ковки и/или горячей прокатки до получения конечных размеров. 11. Способ по п. 10, отличающийся тем, что искажения слоистой структуры перед окончательной обработкой до конечных размеров достигают обработкой тонких пластин, установленных на ребро, и/или винтообразным скручиванием. 12. Способ по любому из пунктов 9-11, отличающийся тем, что заготовку прокатывают в полосу. 13. Способ по любому из пунктов 1-12, отличающийся тем, что в качестве одного из материалов выбирают упрочняемую мартенситную нержавеющую сталь. 14. Способ по п. 13, отличающийся тем, что в качестве второго материала выбирают аустенитноферритную, ферритно-аустенитную нержавеющую или мартенситную нержавеющую сталь со значительно более низким содержанием углерода, чем в указанной первой упрочняемой мартенситной нержавеющей стали. 15. Способ по п. 12, отличающийся тем, что полосу разрезают на две половины вдоль ее центральной линии и полученные полосы используют для изготовления ножевых лезвий, причем режущую кромку получают из материала той части полосы, которая прилегает к линии разреза, а указанный материал представляет собой однородный сердечник из упрочняемой мартенситной нержавеющей стали. 16. Способ по любому из пунктов 13-15, отличающийся тем, что мартенситная нержавеющая сталь содержит, % мас.: С - 0,5, Si - не более 1,0, Mn - не более 1,0, Cr - 11-18, Мо - не более 5, V, Nb, W - в сумме не более 5, остальное - железо и примеси. 17. Способ по п. 16, отличающийся тем, что высокоуглеродистая мартенситная нержавеющая сталь содержит 0,6-1,3% мас. углерода. 18. Способ по любому из пунктов 1-17, отличающийся тем, что первую мартенситную нержавеющую сталь размещают в капсуле, по меньшей мере, в одном слое между слоями различных нержавеющих сталей, значительно отличающихся по составу, для придания выраженной контрастности между сталями различных марок при травлении. 19. Способ по п. 18, отличающийся тем, что мартенситную нержавеющую сталь помещают в капсуле между слоями нержавеющей стали иного состава в форме порошка. Изобретение относится к методу изготовления композитного металлического изделия. Более конкретно, изобретение касается метода изготовления композитной детали, состоящей по меньшей мере из двух нержавеющих сталей различного химического состава, в частности, такой детали, на которой вытравлен или может быть вытравлен декоративный узор. Существует ряд известныхспособов получения композитов соединением сплавов металлов. Среди этих способов в первую очередь следует упомянуть кузнечную сварку, при которой две или более разогретые заготовки соединяют ковкой или горячей прокаткой. Этот способ широко применяют для получения композиционной стали, когда нелегированную или низколегированную сталь соединяют с нержавеющей сталью, получая композит. Однако, если речь идет о композитах, состоящих из двух или более нержавеющих сталей различного химического состава, возможности кузнечной сварки ограничены, ибо по техническим причинам таким путем трудно соединить нержавеющие стали различных типов, например, мартенситные и аустенитные. Старинные клинки и лезвия ножей времен железного века и средневековья иногда имеют декоративные узоры различного химического состава, составляющие одно целое с изделием. На древнейших, дошедших до нас, изделиях можно видеть узоры, полученные с помощью металлургических процессов того времени. Так называемые wootz-поковки имеют узоры, полученные путем медленного охлаждения сверхэвтектичных углеродистых сталей; другие типы являются результа том применения способа, при котором капли жидких сталей различного химического состава затвердевают совместно, образуя заготовку для ковки. Позднее кузнецы научились соединять стальные пластины различного химического состава кузнечной сваркой, так что путем придания пластичности и обработки в пластическом состоянии с последующим травлением можно было получать высокохудожественные узоры. Такие изделия, обычно называемые дамасскими поковками, в производстве оружия в период с раннего средневековья до времен викингов преобладали, главным образом, потому, что из таких композиционных материалов можно было получить сочетание прочного клинка с износостойкой режущей кромкой. Кузнечную сварку обычно применяют для изготовления особых ножевых лезвий и сабельных клинков, причем для этого могут быть использованы только такие типы сталей, которые удовлетворительно поддаются горячей обработке и соединению кузнечной сваркой. Это означает невозможность изготовления ножевых лезвий и клинков из нержавеющей стали с дамасским узором путем использования классических или известных способов. Вместо этого выбор материалов был ограничен низколегированными сталями с возможными присадками фосфора или никеля для улучшения четкости узора после травления. В ЕР 0157509 А1, С22С33/02, опубл. 09.10.1985, предложен способ изготовления композиционного металлического изделия, состоящего по меньшей мере из двух материалов из нержавеющей стали различного химического состава, соединенных между собой путем обработки 2 42751 Желательно, один из материалов использовать в виде осколков, хлопьев, обрезков или подобных им частиц неправильной формы, которые значительно больше зерен указанного, по меньшей мере, одного порошкообразного материала из нержавеющей стали, в который погружают частицы неправильной формы перед уплотнением в сплошное тело. Порошки из нержавеющей стали различного состава могут быть направлены в различные зоны в капсуле и распределены по поперечному сечению капсулы, соответственно, через каналы (10) или промежутки (12), причем указанные каналы и промежутки могут быть также удлинены в поперечном сечении и перемежаться друг с другом так, что порошки различного типа образуют в капсуле ряд удлиненных слоев различных порошков, которые после уплотнения образуют в сплошном теле слоистую структуру. Предпочтительно, в пространство вокруг центральной линии капсулы засыпать только порошок первой нержавеющей стали и, по меньшей мере, в некоторые части зоны, окружающей указанное пространство, помещать порошок из указанной первой нержавеющей стали слоями, перемежающимися со слоями порошка из второй нержавеющей стали, так что после уплотнения получают сплошное тело, имеющее однородную сердцевину, состоящую из первой нержавеющей стали, и внешнюю, относительно сердцевины, часть, состоящую из большого числа удлиненных слоев первой нержавеющей стали, перемежающихся со слоями второй нержавеющей стали, так что сплошное тело в этой части приобретает слоистую структуру, состоящую из двух различных нержавеющих материалов. После уплотнения сплошное тело возможно подвергать обработке давлением путем ковки или горячей прокатки, с получением заготовки с уменьшенным поперечным сечением. Наиболее предпочтительно, форму заготовки изменять пластической деформацией так, что при этом происходит искажение любого существующего плоскопараллельного взаимного расположения слоев в указанной слоистой структуре, а затем заготовку с указанной искаженной слоистой структурой подвергать дальнейшей обработке давлением путем ковки и/или горячей прокатки до получения конечных размеров. Искажение слоистой структуры перед окончательной обработкой до конечных размеров может быть достигнуто обработкой тонких пластин, установленных на ребро, и/или винтообразным скручиванием. Возможно заготовку прокатывать в полосу. В качестве одного из материалов предлагается выбрать упрочняемую мартенситную нержавеющую сталь. В качестве второго материала может быть выбрана аустенитно-ферритная, ферритно-аустенитная нержавеющая или мартенситная нержавеющая сталь со значительно более низким содержанием углерода, чем в указанной первой упрочняемой мартенситной нержавеющей стали. Целесообразно, полосу разрезать на две половины вдоль ее центральной линии, и полученные полосы использовать для изготовления ноже уплотнением при давлении выше 60 МПа и температуре выше 1000°С, перед этим указанные, по меньшей мере, два материала из нержавеющей стали определенным образом укладывают в капсулу, из которой откачивают воздух, после чего капсулу закрывают и подвергают указанной обработке уплотнением для получения сплошного тела, при этом по меньшей мере один из указанных, по меньшей мере, двух материалов из нержавеющей стали до уплотнения состоит из порошка. Однако известный способ не обеспечивает получения композиционных сталей и изделий из них, сочетающих высокие функциональные и эстетические характеристики. В основу изобретения поставлена задача создания такого способа изготовления композитного изделия из металла, в котором используются такие операции и материалы такого состава, которые обеспечивают получение композитного изделия из металла, сочетающего высокие функциональные и эстетические характеристики. Поставленная задача решается тем, что в способе изготовления композитного металлического изделия, состоящего по меньшей мере из двух материалов из нержавеющей стали различного химического состава, соединенных между собой путем обработки уплотнением при давлении выше 60 МПа и температуре выше 1000°С, перед этим указанные, по меньшей мере, два материала из нержавеющей стали определенным образом укладывают в капсулу (1,20), из которой откачивают воздух, после чего капсулу закрывают и подвергают указанной обработке уплотнением для получения сплошного тела, при этом по меньшей мере один из указанных, по меньшей мере, двух материалов из нержавеющей стали до уплотнения состоит из порошка, согласно изобретению, указанные, по меньшей мере, два материала из нержавеющей стали перед обработкой уплотнением для получения сплошного тела размещают в капсуле отдельными слоями. Рекомендуется выбирать два материала из нержавеющей стали, имеющие различные составы, так что одна из сталей при травлении может приобрести значительно более темный цвет, чем другая. Предлагается, материалы связывать между собой горячим изостатическим прессованием. Возможно, чтобы по меньшей мере один из указанных, по меньшей мере, двух материалов из нержавеющей стали был однороден и имел форму одной или более полос или пластин, которые размещают в капсуле, при этом по меньшей мере один или образуют одну или более стенок капсулы, и что указанный, по меньшей мере, один порошкообразный материал приводят в контакт с, по меньшей мере, одним однородным материалом из нержавеющей стали в капсуле, из которой перед ее закрытием откачивают воздух, и подвергают указанному горячему изостатическому прессованию для получения сплошного тела. Целесообразно, один из материалов из нержавеющей стали, предпочтительно, порошкообразную мартенситную нержавеющую сталь помещать между пластинами или полосами другого материала из нержавеющей стали, помещаемыми в указанную капсулу. 3 42751 вых лезвий, причем режущую кромку получают из материала той части полосы, которая прилегает к линии разреза, а указанный материал представляет собой однородный сердечник из упрочняемой мартенситной нержавеющей стали. Предлагается, чтобы мартенситная нержавеющая сталь содержала, % мас.: С - 0,5, Si - не более 1,0, Мn - не более 1,0, Сr - 11-18, Мо - не более 5, V, Nb, W - в сумме, не более 5, остальное - железо и примеси. Возможно, чтобы высокоуглеродистая мартенситная нержавеющая сталь содержала 0,61,3% маc. углерода. Первая мартенситная нержавеющая сталь может быть размещена в капсуле, по меньшей мере в одном слое между слоями различных нержавеющих сталей, значительно отличающихся по составу, для придания выраженной контрастности между сталями различных марок при травлении. Мартенситная нержавеющая сталь может быть помещена в капсуле между слоями нержавеющей стали иного состава в форме порошка. Основой изобретения служит концепция, предусматривающая применение по меньшей мере одной из нержавеющих сталей в виде порошка и соединение двух нержавеющих сталей в единое целое горячим изостатическим прессованием (ГИП) при давлении более 60 Мпа и температуре свыше 1000°С. Подходящим для использования является порошок, полученный так называемым распылением, которое заключается в дроблении струи расплавленного металла на капли инертным газом и охлаждении капель до затвердевания с получением порошка. Затем порошок просеивают для получения частиц размером не более 1 мм. При ГИП-процессе различные, подлежащие соединению, материалы, из которых по меньшей мере один имеет вид порошка, помещают в закрытую капсулу, из которой удален воздух, после чего капсулу подвергают горячему изостатическому прессованию. Обычно, капсула может быть изготовлена из металлического листа, т. е. из листовой углеродистой стали, однако она также может быть, по меньшей мере частично, изготовлена из нержавеющей стали, которая может составить часть готового изделия. Могут быть также использованы капсулы из неметаллических материалов, например, стекла, глазури и т. д. Один из способов согласно изобретению может предусматривать: получение порошка распылением; заполнение капсулы порошками двух или более типов так, чтобы они образовали необходимый рисунок в капсуле, изготовленной, предпочтительно, из металлического листа; уплотнение до максимальной плотности горячим изостатическим прессованием; экструзию или ковку полученного сплошного изделия; превращение его в пруток, полосу или лист непрерывной обработкой давлением в пластическом состоянии и протравливание с целью получения декоративного узора. При желании, используя изобретение, можно достичь чисто функциональных целей, например, значительного упрочнения режущей кромки режущих инструментов при прекрасной устойчивости к коррозии и высокой прочности инструмента в целом. Согласно другому аспекту изобретения, с чисто декоративными целями можно изготовлять орнаментированные детали или другие полезные изделия, имеющие эстетическую ценность, например, столовые приборы, подносы, пепельницы и другие предметы домашнего обихода; фурнитуру и детали мебели и т. п. Далее, согласно еще одному аспекту изобретения, можно получить как функциональные, так и декоративные эффекты, то есть высокую твердость режущей кромки ножа в сочетании с исключительной коррозионной стойкостью и жесткостью его лезвия в целом и одновременно обеспечить высокую эстетическую ценность узора, сходного с узором дамасской стали. Для достижения декоративного эффекта нержавеющие материалы подбирают таким образом, чтобы после травления возникал желаемый четкий узор. Например, первая нержавеющая сталь может представлять собой сравнительно высокоуглеродистую, с ограниченной коррозионной стойкостью и потому легко поддающуюся травлению и сильно темнеющую под действием кислот, мартенситную сталь, которая пригодна в качестве материала для изготовления режущей кромки, а вторая нержавеющая сталь представляет собой, по существу, более коррозионно-стойкую низкоуглеродистую нержавеющую сталь, хуже подвергающуюся травлению в сравнении с высокоуглеродистой мартенситной сталью, например, аустенитную ферритную или феррит-аустенитную нержавеющую сталь, или, возможно, мартенситную сталь с существенно более низким содержанием углерода в сравнении с первой сталью, из которой, предпочтительно, формуют режущую кромку. В принципе, согласно изобретению, могут быть использованы однотипные нержавеющие стали двух марок, то есть мартенситные стали одинакового (базового) химического состава с тем отличием, что одна из них легирована одним или несколькими элементами или содержит, по существу, больше того или иного элемента, например, фосфора, который в сравнении с другой сталью придает ей существенно большую способность к травлению для достижения желаемой четкости узора. Другие преимущества изобретения станут ясными из последующего описания, раскрывающего несколько вариантов осуществления способа согласно изобретению и приложенной к нему формулы изобретения. Ниже описаны некоторые из возможных воплощений изобретения со ссылками на прилагаемые чертежи, где изображены на: фиг. 1 - аксонометрическое изображение, схематически иллюстрирующее одну из стадий изготовления слоистого композиционного материала; фиг. 2 - вид снизу приспособления, которое может быть использовано для введения в капсулу двух различных порошков, образующих слои в капсуле; фиг. 3 - вид этого же приспособления по линии III-III на фиг. 2; фиг. 4 - вид сверху этого же приспособления; фиг. 5 - вид по линии V-V на фиг. 4; фиг. 6 - поперечное сечение сплошного тела, полученного в результате ГИП-процесса и последующей проковки с целью получения прутковой заготовки; 4 42751 фиг. 7 - сечение полосы, которая получена прокаткой заготовки, показанной на фиг. 6; фиг. 8 - нож, который изготовлен из полосы, показанной на фиг. 7. Пример 1 Первый порошок из мартенситной инструментальной нержавеющей стали был получен распылением потока расплавленного металла. Металл имел следующий химический состав, в % мас.: С 1,70, Сr - 17, Мо - 1, V - 3, Si – 0,4, Мn – 0,3, остальное – железо и нормальное количество загрязняющих и сопутствующих примесей. Порошок был просеян до получения частиц с максимальным размером 1 мм. Из второй нержавеющей стали аустенитного типа были получены хлопья различных форм и размеров. Типичные хлопья имели толщину 1 мм и длину 5 мм. Эта вторая аустенитная сталь имела следующий номинальный состав, в % маc.: С - max 0,30, Сr – 18,5, Ni – 9,5, остальное - железо и нормальное количество марганца, кремния, загрязнений и сопутствующих примесей. Точнее, использовали сталь марки SS2352 (ASTM 304L). Порошок указанной первой мартенситной инструментальной нержавеющей стали и хлопья указанного второго аустенитного нержавеющего материала смешали и смесью заполнили изготовленную из листа капсулу, после чего из нее был удален воздух. Капсулу закрыли и провели ГИПпроцесс при давлении 100 Мпа и температуре 1150°С в течение 1 часа. В результате произошла кузнечная сварка порошка, состоящего из первой мартенситной стали, с хлопьями, состоящими из указанной второй аустенитной нержавеющей стали, с образованием сплошного плотного тела. Это тело было подвергнуто горячей обработке для получения круглого прутка диаметром 20 мм, который был прокован до размеров ножевого лезвия – 25´4 мм. После шлифования и травления поверхность приобрела узор нерегулярной структуры. Пример 2 В капсулу 1 (фиг. 1) из углеродистой стали уложили 25 пластин толщиной 2 мм с зазором между пластинами 3 мм. Пластины были изготовлены из аустенитной нержавеющей стали марки SS2352 (ASTM 304L), имеющей указанный выше состав. Порошком 4 такой же мартенситной инструментальной нержавеющей стали, что и в примере 1, заполнили трехмиллиметровые зазоры между пластинами. Капсулу 1 закрыли крышкой 3 и после удаления воздуха, вместе с содержимым, подвергли горячему изостатическому прессованию при давлении 100 Мпа и температуре 1150°С в течение 1 часа для получения сплошной заготовки, в которой мартенситный нержавеющий порошок 4 и пластины 3 образовали 50 сваренных вместе слоев. Пример 3 В этом примере использовали приспособление 6 типа, показанного на фиг. 2-5. Обозначенный на чертеже цилиндр 7 имеет наружный диаметр 250 мм. В цилиндр помещена круглая пластина 8. Из пластины 8 вертикально вниз выступает множество трубок из листа, причем нижние кромки трубок выдвинуты несколько ниже нижней кромки 9 цилиндра 7. Трубки 10 имеют продолговатое поперечное сечение и могут быть охарактеризованы как "плоские каналы". Каналы 10 расположены взаимопараллельно и симметрично по обеим сторонам плоскости симметрии 11, между каналами 10 имеются параллельные промежутки 12. Из верхней стороны пластины 8 вертикально вверх выступают две пластины 13, параллельные плоскости симметрии 11 и несколько удаленные от нее. Две пластины 13 закрыты крышкой 14, и в результате получена закрытая камера 15. К камере 15 присоединен питающий канал 17. Между вертикальными пластинами 13, т. е. внутри камеры 15, из пластины 8 вырезаны некоторые части, не используемые для покрытия каналов 10, которые, таким образом, оказываются закрытыми внутри камеры 15. В результате между пластинами 13 образовано центральное отверстие 16, полностью открытое в центральной части приспособления 6, но образующее рядом с пластинами 13 щели 12', отчасти направленные в сторону цилиндра 7. В тех частях приспособления, которые образованы круговыми сегментами по другую сторону стенок 13, т. е. между цилиндром 7 и стенками 13, зазоры 12" между каналами 10 прикрыты сверху пластиной 8, которая имеет вырезы, так что над каналами 10 образованы удлиненные отверстия. Над открытыми таким образом каналами 10 расположены два других питающих ввода 18. Приспособление 6 помещено в цилиндрическую капсулу 20 из листового металла, внутренний диаметр которой на несколько миллиметров больше наружного диаметра приспособления 6, так что оно, будучи достаточно хорошо зафиксировано, может смещаться относительно капсулы 20. Капсула 20 установлена на столе 21, который может перемещаться в вертикальном направлении. Первый порошок того же типа, что и в примере 1, т. е. из мартенситной инструментальной нержавеющей стали, засыпают через первый питающий канал 17. Второй порошок из аустенитной нержавеющей стали той же марки, что и в примере 1 (SS2352, ASTM 304L) засыпают через два других питающих канала 18. Первый порошок пересыпается из камеры 15 вниз в капсулу 20 через центральное отверстие 16 в удлиненные промежутки 12 между каналами 10, а второй, подаваемый через другие питающие каналы 18, порошок поступает вниз в удлиненные каналы 10 через удлиненные отверстия в пластине 8. Стол 21 с капсулой 20 медленно опускают, удерживая приспособление 6 в неподвижном состоянии. Благодаря этому относительному движению, капсула 20 будет медленно наполнена двумя порошками в два хорошо выраженных слоя, соответствующих структуре, образованной каналами 10 и тонкими пластинками 12, как это показано на фиг. 2, в то время, как чистый первый порошок останется в центре капсулы. После такого наполнения капсулы 20, при котором первый порошок оказался в центре, а два порошка, слоями, заполнили ее остальную часть, капсулу закрыли приваренной крышкой, удалили из нее воздух и закрыли отверстие, через которое его удаляли. Затем заполненную капсулу подвергли ГИП-процессу при температуре 1150°С и давлении 100 Мпа в течение 1 ч, так что порошок 5 42751 был в итоге консолидирован в совершенно плотное сплошное тело. В ходе прессования наружный диаметр капсулы уменьшился до 220 мм. Полученную сплошную болванку проковали в квадратную 60 мм заготовку. После этой проковки произошло начальное искажение исходной слоистой структуры, образованной двумя различными нержавеющими сталями, которое можно видеть в ее поперечном сечении на фиг. 6. Далее эту заготовку подвергли горячей прокатке в пруток диаметром 18 мм, который был скручен вокруг продольной оси 40 оборотами/м, а затем прокатан в полосу толщиной 4 мм. Полученную полосу отшлифовали и протравили кислотой. Очертания полученного в итоге узора показаны на фиг. 7. Далее полосу разрезали вдоль по центральной линии и из каждой половины вырезали ножевые лезвия. Те части, которые образовывали центральную часть полосы до порезки, были использованы как режущие кромки. Они состояли исключительно из мартенситной нержавеющей стали, которая первоначально образовала беспримесную сердцевину сплошной болванки, тогда как остальная часть лезвия состояла из перемежающихся слоев мартенситной инструментальной и аустенитной нержавеющей сталей, так что ножевое лезвие после закалки приобрело очень твердую и износостойкую режущую кромку, наряду с хорошей прочностью и устойчивостью к коррозии лезвия в целом, а также имеющий высокую эстетическую ценность дамасский узор, который можно широко варьировать. Фиг. 1 6 42751 Фиг. 2 Фиг. 3 Фиг. 4 Фиг. 5 Фиг. 6 7 42751 Фиг. 7 Фиг. 8 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacture of composite metal article
Автори англійськоюBILLGREN Per, EMBRETSEN Kaj
Назва патенту російськоюСпособ производства композитного металлического изделия
Автори російськоюБИЛЛГРЕН Пер, ЭМБРЕТСЕН Кай
МПК / Мітки
МПК: B22F 3/15, B32B 15/01, B22F 7/04, B32B 15/18, B22F 3/17, C22C 33/02
Мітки: металічного, виробу, виробництва, спосіб, композитного
Код посилання
<a href="https://ua.patents.su/8-42751-sposib-virobnictva-kompozitnogo-metalichnogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виробництва композитного металічного виробу</a>
Спосіб виготовлення листа композитного матеріалу
Номер патенту: 19870
Опубліковано: 25.12.1997
Автор: Жоель К'єрель
МПК: B29L 9/00, B29C 47/00
Мітки: спосіб, виготовлення, матеріалу, композитного, листа
Формула / Реферат:
1. Способ изготовления листа композитного материала, заключающийся в предварительном формовании методом литья пластин из полиметилметакрилата, составляющих наружный слой композитного материала, и соединении пластин со слоем-подложкой из термопластичного материала типа полиакрилонитрилбутадиенстирола, отличающийся тем, что слой-подложку из термопластичного материала формуют в виде сплошного экструдированного листа посредством зкструдера,...
Спосіб виготовлення виробу із наскрізним отвором методом порошкової металургії
Номер патенту: 26725
Опубліковано: 12.11.1999
Автор: БІЛЬГРЕН Пер
Мітки: спосіб, наскрізним, отвором, виробу, методом, виготовлення, металургії, порошкової
Формула / Реферат:
1. Способ изготовления изделия со сквозным отверстием методом порошковой металлургии, в частности, полой заготовки для инструмента или толстостенной трубки, отличающийся тем, что в капсуле размещают оправку в виде трубки, имеющей одинаковую длину с капсулой и проходящую с зазором по ее длине, и расположенный с зазором внутри трубки такой же длины стержень, пространство между трубкой и внутренней поверхностью капсулы заполняют металлическим...
Спосіб виробництва лікеро-горілчаного виробу
Номер патенту: 36503
Опубліковано: 16.04.2001
Автор: Барабанов Костянтин Костянтинович
МПК: C12G 3/02
Мітки: спосіб, виробу, лікеро-горілчаного, виробництва
Текст:
...7,5 кДж. Частота імпульсів - 1020 Гц. Тривалість обробки - 20 хв. Ефект електрогідравлічної обробки є комплексним. Основними його чинниками є: - інтенсивне ультрафіолетове випромінювання, що розриває асоціативи молекул; - механічна дія ударних хвиль надвисоких гідравлічних тисків дає механічне перемішування рідини з високими швидкостями; - практична повна іонізація елементів рідини, результатом якої є переорієнтація іонів водної системи; -...
Спосіб безперервного виготовлення горючого компонента для виробу для куріння та компонент для виробу для куріння
Номер патенту: 35570
Опубліковано: 16.04.2001
Автори: Мозер Кейт Стенлі, Мейрінг Роберт Леонард, Роджерз Джеффрі Кейн, Барнз Вернон Брент, Коул Макс Уаррен
МПК: A24D 1/00
Мітки: куріння, компонент, виробу, компонента, безперервного, виготовлення, спосіб, горючого
Текст:
...состав 2, охватываемый удерживающим материалом 3 и связанный с ним и предпочтительно обернутый наружной оберткой 4 типа бумаги. Эти компоненты обычно имеют диаметр примерно 7-8 мм, при этом длина переменна, в зависимости от требуемых характеристик теплообразования горючего элемента в изделии для курения. Длину также предпочтительно выбирают таким образом, чтобы после гашения горючего элемента оставалась часть горючего элемента, которая еще...
Спосіб одержання шаруватого композитного матеріалу для захисту від динамічних навантажень
Номер патенту: 27583
Опубліковано: 15.09.2000
Автори: ТРИГУБ Микола Петрович, ДЕРЕЧА Олександр Якович, Патон Борис Євгенович, Жук Генадій Віліорович, Пап Петро Аркадійович
МПК: B22D 23/00, B22F 7/02, B22F 7/00
Мітки: спосіб, захисту, матеріалу, навантажень, композитного, динамічних, шаруватого, одержання
Формула / Реферат:
1. Способ получения композиционного материала для защиты от динамических нагрузок, включающий подачу предварительно нагретой первой составляющей композиционного материала, нанесение на нее слоя последующей составляющей путем осаждения потока диспергированного расплава и проплавление последующей составляющей на всю толщину нанесенного слоя, отличающийся тем, что подают на поверхность первой составляющей перед нанесением последующей...
Попередній патент: Двопотоковий гідропривід одноковшового екскаватора
Наступний патент: Вироби на основі етилен-альфа-олефінових еластомерів, ремінь та система ремінних передач
Випадковий патент: Автоматизоване робоче місце інженера-технолога відділу служби перевезень залізниці