Повітряний гвинт
Формула / Реферат
Повітряний гвинт, виконаний у вигляді збалансованих і суміщених на циліндричній або еліпсоїдній маточині декількох лопатей, що мають передні і задні кромки, і кінцеві кромки яких складають діаметр гвинта, а одна з двох їх поверхонь - робоча, яка встановлена під гострим кутом до площини обертання гвинта, при цьому торцева кромка кожної лопаті відігнена від площини лопаті і складає з нею кут ![]() , який відрізняється тим, що перо кожної лопаті має складнопрофільну форму і виготовлено з одного або більше за один видів композиційних матеріалів і може мати всередині подовжню арматуру з композиційних або пористих матеріалів, причому передній край - носик - кожної лопаті оснащений зносостійким обтічником, наприклад металевим, що повторює форму профілю лопаті і охоплює передній край лопаті до максимальної товщини її профілю, а також на торцевій кромці кожної лопаті виконаний осьовий отвір, що з'єднує внутрішню порожнину лопаті із зовнішнім середовищем, і, крім того, задня частина торцевої кромки, починаючи із зони зменшення її товщини, відігнена від площини пера лопаті на кут, що знаходиться в інтервалі
, який відрізняється тим, що перо кожної лопаті має складнопрофільну форму і виготовлено з одного або більше за один видів композиційних матеріалів і може мати всередині подовжню арматуру з композиційних або пористих матеріалів, причому передній край - носик - кожної лопаті оснащений зносостійким обтічником, наприклад металевим, що повторює форму профілю лопаті і охоплює передній край лопаті до максимальної товщини її профілю, а також на торцевій кромці кожної лопаті виконаний осьовий отвір, що з'єднує внутрішню порожнину лопаті із зовнішнім середовищем, і, крім того, задня частина торцевої кромки, починаючи із зони зменшення її товщини, відігнена від площини пера лопаті на кут, що знаходиться в інтервалі ![]() , при цьому максимальна висота гребеня відносно поверхні не перевищує товщину профілю лопаті у її основі, а радіус відігнення торцевої кромки від поверхні лопаті може, наприклад, становити 3-3,5 одиниць від максимальної товщини торцевої кромки.
, при цьому максимальна висота гребеня відносно поверхні не перевищує товщину профілю лопаті у її основі, а радіус відігнення торцевої кромки від поверхні лопаті може, наприклад, становити 3-3,5 одиниць від максимальної товщини торцевої кромки.
Текст
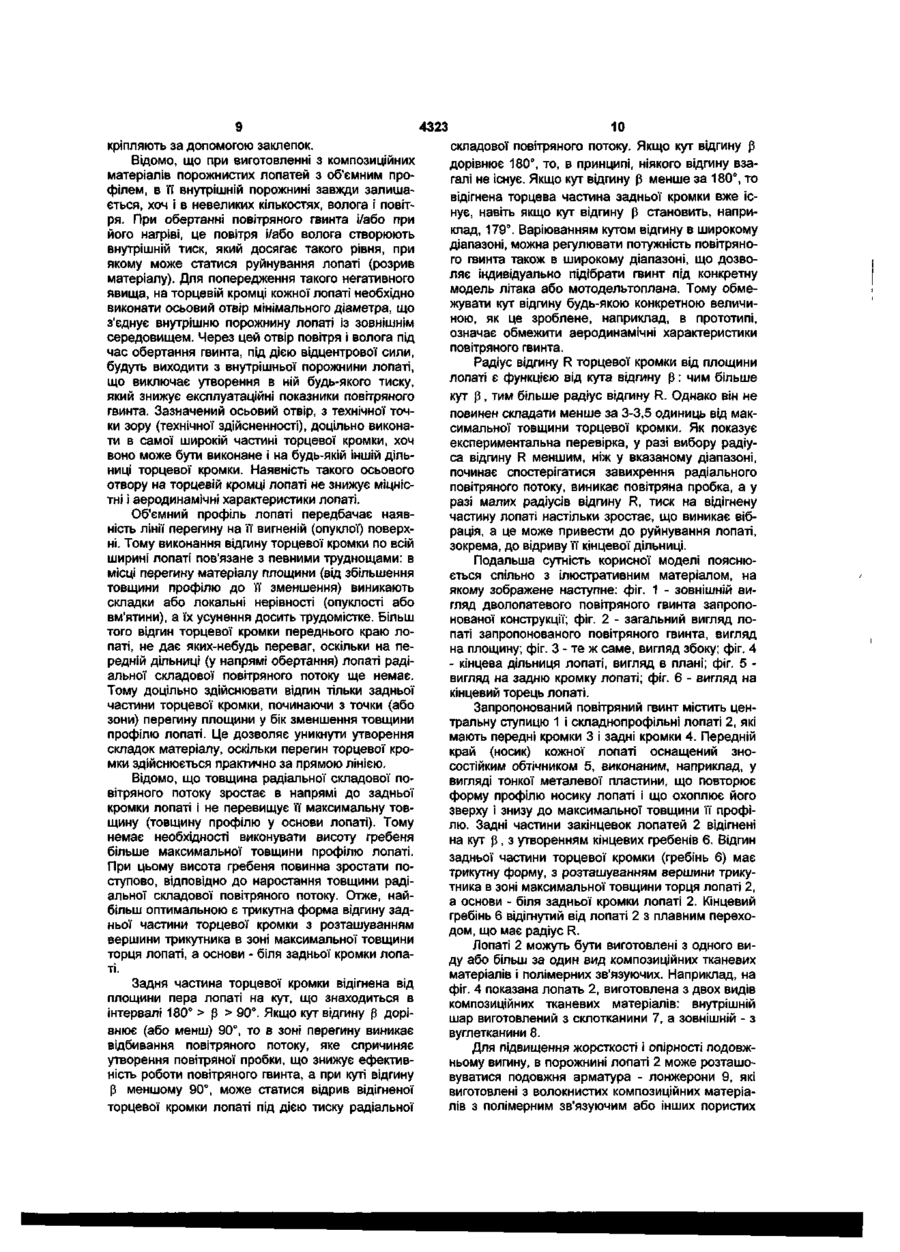
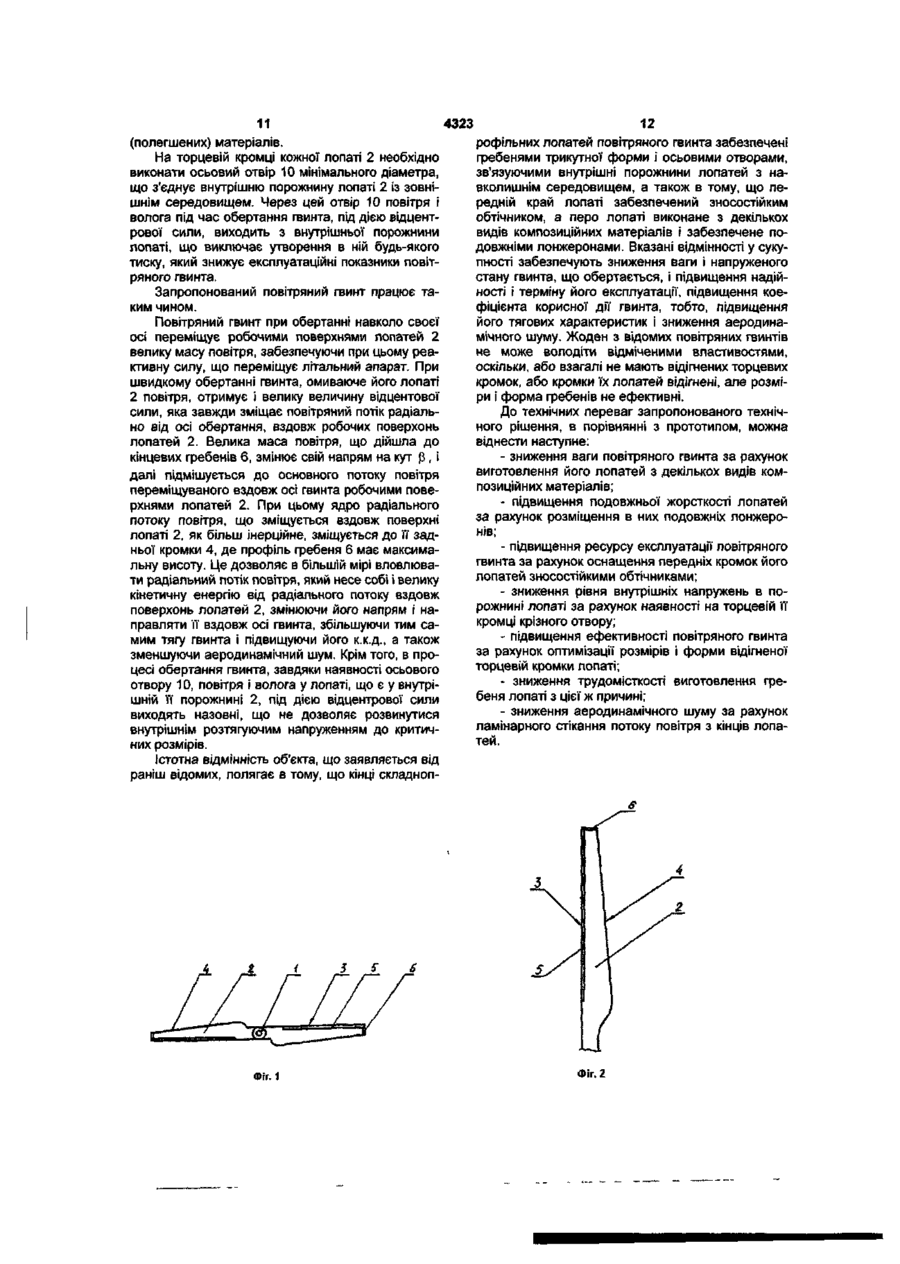
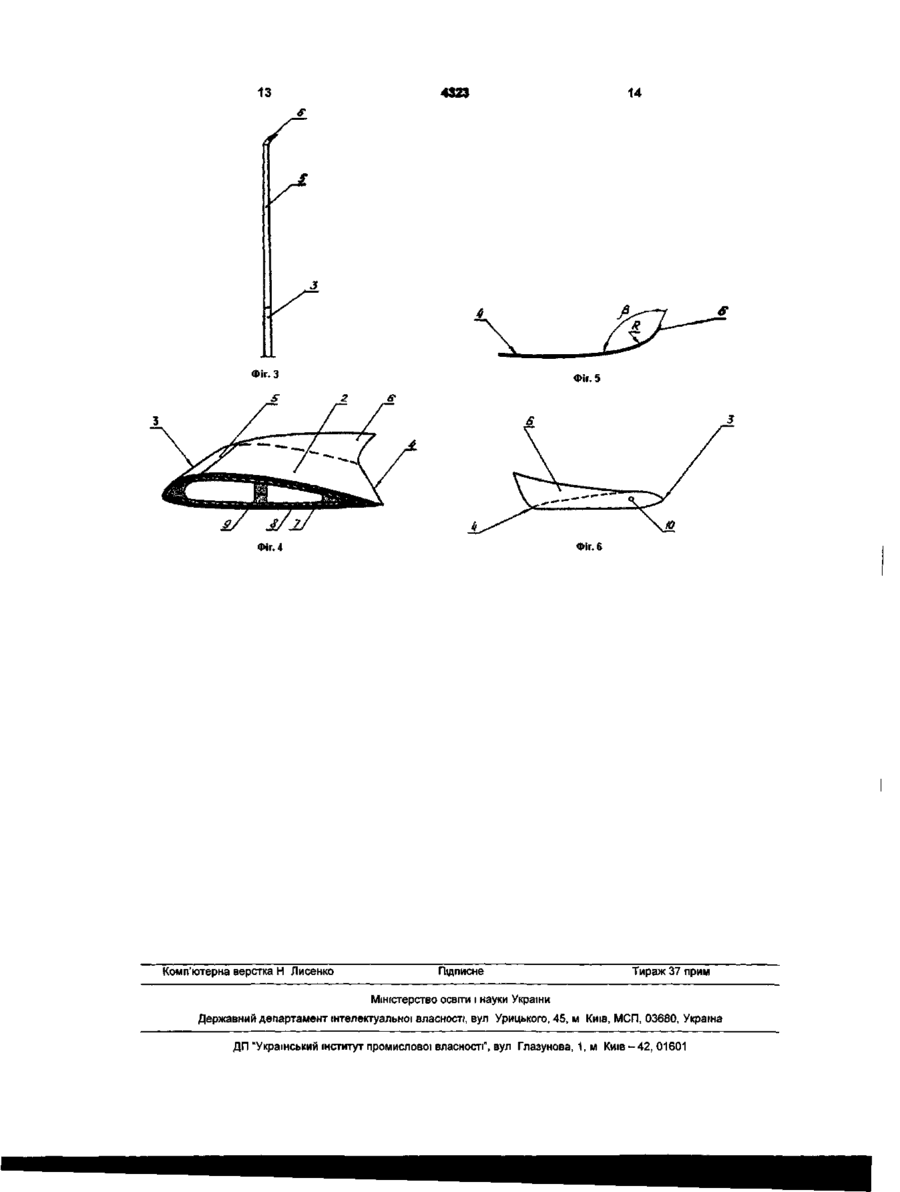
Повітряний гвинт, виконаний у вигляді збалансованих і суміщених на циліндричній або еліпсоїдній маточині декількох лопатей, що мають передні і задні кромки, і кінцеві кромки яких складають діаметр гвинта, а одна з двох їх поверхонь - робоча, яка встановлена під гострим кутом до площини обертання гвинта, при цьому торцева кромка кожної лопаті відігнена від площини лопаті і складає з нею кут р, який відрізняється тим, що перо кожної лопаті має складнопрофільну форму і виготовлено з одного або більше за один видів композиційних матеріалів і може мати всередині подовжню арматуру з композиційних або пористих матеріалів, причому передній край - носик - кожної лопаті оснащений зносостійким обтічником, наприклад металевим, що повторює форму профілю лопаті і охоплює передній край лопаті до максимальної товщини її профілю, а також на торцевій кромці кожної лопаті виконаний осьовий отвір, що з'єднує внутрішню порожнину лопаті із зовнішнім середовищем, і, крім того, задня частина торцевої кромки, починаючи із зони зменшення її товщини, відігнена від площини пера лопаті на кут, що знаходиться в інтервалі 180° > р > 9 0 ° , при цьому максимальна висота гребеня відносно поверхні не перевищує товщину профілю лопаті у її основі, а радіус відігнення торцевої кромки від поверхні лопаті може, наприклад, становити 3-3,5 одиниць від максимальної товщини торцевої кромки. Корисна модель відноситься до авіаційної техніки і вітротехніки та може бути використана при виготовленні повітряних гвинтів або окремих їх лопатей для пасажирських, транспортних, військових, спортивних, надлегких і легкомоторних спортивних і іншого призначення літаків, мотодельтапланів, вентиляторів, як стерновий гвинт на вертольотах, а також швидкохідних вітроколес для вітроенергетичних установок крильчатого типу. Відомий дволопатевий повітряний гвинт, лопаті якого виготовлені з різних за довжиною порід деревини. Цей гвинт виготовляється таким чином. Заздалегідь виготовлені окремі елементи виклеїваються по довжині заготівлі. При цьому елементи з більш міцних і важких пород деревини розташовуються біля комлі майбутньої лопаті, а елементи з більш легких і менш міцних порід деревини використовують для виготовлення пера лопаті. Зібрану заготівлю після склеювання і опресування висушують і механічно оброблюють. Потім готові лопаті приєднують до центральної втулки гвинта (див. книгу: Александров В.Л. Повітряні гвинти. - М.: Оборонгіз, 1951. - 475 а). Недоліком цього гвинта є його велика вага і недостатня міцність матеріалу, з якого він виготовлений, отже, він не може витримувати велике аеродинамічне навантаження. Крім того, для виготовлення цього гвинта потрібна складна технологія, яка зумовлена наявністю тривалого процесу виклеювання, сушки і подальшої обробки лопатей. Відомий також повітряний гвинт, лопаті якого містять порожнистий стальний лонжерон, зовнішню склопластикову обшивку, що формує аеродинамічну поверхню і що захищає лонжерон від корозії, а внутрішня порожнина лопаті заповнена пенополіуретаном. Спосіб виготовлення цього гвинта полягає в наступному. З плаского стального листа формують профіль лопаті, який обтягують сухою склотканиною, а внутрішню порожнину заповнюють пінополіуретаном. Потім заготівлю вміщують в закриту жорстку форму і здійснюють просочення склотканини синтетичною смолою під тиском. Потім готові лопаті з'єднують з центральною втулкою, утворюючи, таким чином повітряний гвинт (див. статтю: Hall D.G., Young J.H. The Use of Composite Materials in Aircraft Propellers // Con. Aeronaut and Spase J. - 1982. - vol. 28. - № 2. - P. 97-107). CO CM CO 4323 Недоліком цього повітряного гвинта є його значна вага, яка є наслідком наявності в його конструкції стального лонжерона і низька надійність роботи гвинта, особливо при високих обертах обертання, за рахунок можливості відшарування склопластикової оболонки від металевого лонжерона. Крім того, для виготовлення таких гвинтів потрібна складна і енергоємна технологія, що зумовлено необхідністю попереднього нагріву металу до втрати ним пружних властивостей для забезпечення можливості формування стального лонжерона складного аеродинамічного профілю з подовжнім скрученням. Відомий також повітряний гвинт, що містить центральну втулку і дві симетричні лопаті, які виготовлені з ниткових армуючих наповнювачів і полімерних зв'язуючих. Нитковий наповнювач охоплює спочатку центральну втулку і безперервно переходить в лопать, розташовуючись паралельними або спіральними витками пошарово з площини пера лопаті із зменшенням кількості шарів до периферії пера. Такий гвинт виготовляють таким чином. Заздалегідь формують заготівлю гвинта шляхом намотування безперервного і заздалегідь просоченого зв'язуючим ниткового армуючого наповнювача або джгута з початку на центральну втулку, потім на технологічні шпильки, що встановлюють поетапно на деякій відстані від осі заготівлі по мірі нарощування довжини лопатей. Далі проводять попереднє опрессовування заготівлі при тиску і температурі, що забезпечують часткове склеювання і часткову полімеризацію полімерного зв'язуючого. Після цього заготівлю закручують в подовжньому напрямі з утворенням гвинтової поверхні ниткового армуючого наповнювача, після чого її вміщують в замкнену прес-форму, в якій проводиться остаточне пресування ниткового армуючого наповнювача і полімеризація синтетичного зв'язуючого (див. патент України № 25770 з класу В 64 3 27/46, F 03 D 03/06 опублікований 25.12.98 р. в Бюл. № 6). Недоліком цього повітряного гвинта є обмеженість кількості його лопатей: внаслідок специфіки технології виготовлення, зокрема використання безперервного ниткового армуючого наповнювача, що намотується, він може бути виконаний тільки дволопатевим, що виключає можливість його використання для деяких типів літальних апаратів, тобто цей гвинт має обмежену область застосування. Відомий повітряний гвинт, лопаті якого складаються з набору окремих елементів-пакетів з відкритим контуром з шаруватого матеріалу, що просочений синтетичним зв'язуючим. Спосіб виготовлення такого гвинта полягає в наступному. Шаруватий матеріал, у якості якого використовують склотканину, що просочена синтетичним зв'язуючим, розкроюють по шаблонах і набирають в окремі елементи-пакети, що мають відкритий контур. Потім елементи-пакети укладають на оправки, на яких проводять їх попереднє опресування при температурі і під тиском протягом деякого часу, які у сукупності забезпечують часткове склеювання елемента-пакету і часткову полімеризацію зв'язуючого. Після цього з готових елементів-пакетів збирають всю заготівлю лопаті і вміщують її в за мкнену прес-форму, заздалегідь уклавши у всередину заготівлі еластичний мішок. Далі проводять остаточне пресування матеріалу до повної полімеризації зв'язуючого. Потім готові лопаті прикріпляють за допомогою гвинтів або шпильок до центральної втулки, отримуючи, таким чином, багатолопатевий повітряний гвинт (див. авторське свідоцтво СРСР № 431733 з класу В643 27/46, опубліковане 23.07.82 р. в Бюл. № 27). Недоліком цього повітряного гвинта є його низька експлуатаційна міцність, яка зумовлена матеріалом (склотканиною), що використовується, який має можливість розшаровуватися, а також низька надійність гвинта, яка зумовлена наявністю великої кількості з'єднань в лопаті, оскільки вона збирається з окремих елементів-пакетів. Крім того, міцність лопаті по її довжині неоднакова, оскільки елементи-пакети збираються з нахлистом, що, до того ж, приводить до підвищеної витрати матеріалів і не тільки через нахлистки, але й через необхідність багаторазових викройок матеріалу для виготовлення окремих елементів-пакетів. Відомий також повітряний гвинт, лопаті якого виготовлені з композитів на основі тканих і ниткових армуючих наповнювачів і полімерних зв'язуючих. Елементи заготівлі виконують у вигляді половинок лопаті з комлевою частиною з набору тканинних пелюсток укладанням їх один на одну. На дільницях, що формують передню кромку лопаті, між пелюстками вміщують розділову плівку. При збиранні послідовно пелюстки обох половинок укладають з нахлисткою один на одну, видаляючи розділову плівку. Потім комлеву частину з'єднують з металевими втулками, а в порожнину заготівлі з боку задньої кромки лопаті заводять герметичний мішок і затискають його край між заготівлями половинок лопаті. Далі здійснюють термопневмоформування в прес-формі, при цьому кромку мішка затискають між напівформами пресформи (див. патент Росії № 2099188 з класу В293 43/10, 70/44, В32В 31/02 // B29L 31:38, опублікований 20.12.1997 p.). Основним недоліком цього гвинта є складність виготовлення передньої кромки лопаті, яка зумовлена необхідністю формування багатоступеневої нахлистки пелюсток ручним способом, що збільшує імовірність неякісного закладення. А це, в свою чергу, не може гарантувати високу надійність такого гвинта. Крім того, для витягання мішка з порожнини лопаті, необхідно розсовувати задню кромку лопаті вже в полімеризованому стані, що може привести до локального порушення цілісності з'єднання задньої кромки, що ще в більшій мірі знижує надійність гвинта. Відомі також повітряні гвинти літаків, виконані у вигляді двох, трьох або в багатолопатевому виконанні. Всі лопаті гвинта розташовані симетрично і збалансовані відносно центральній циліндричній або еліпсоїдній ступиці, лобова частина якої забезпечена куком. При обертанні гвинта кінці його лопатей формують діаметр гвинта. Кожна лопать гвинта літака виконана у вигляді плоскопрофільної пластини із загостреної закінцівкою по типу «ХОФФМАН» або з прямокутної лопатовидною закінцівкою по типу В-530ТА-Д35. Лопаті гвинта встановлені під певним кутом до площини обе 4323 ртання гвинта, що дозволяє робочій поверхні лопаті, як похилій поверхні, переміщувати масу повітря від передньої кромки до задньої, забезпечуючи при цьому отримання реактивної сили, направленої симетрично від всіх лопатей вздовж осі обертання гвинта, яка забезпечує переміщення літака уперед (див. журнал «Моделист-конструктор». 1986. - № 8. - С. 12 та журнал «Моделистконструктор». -1987. - № 11. - С. 15). Недоліком таких повітряних гвинтів для літака є те, що при швидкому обертанні гвинта омиваюче його повітря не тільки зміщується похилими робочими поверхнями лопатей вздовж осі обертання гвинта, але за рахунок виникнення у потоці повітря відцентрової сили, частина повітряної маси спрямовується в радіальному напрямі вздовж робочих поверхонь лопатей і зривається з їх кінців в навколишній повітряний простір, переносячи в нього всю кінетичну енергію, отриману при радіальному рушенні маси повітря, і тим самим, знижуючи коефіцієнт корисної дії гвинта. Проблема використання радіального потоку повітря частково вирішена у гвинтовентиляторах типу СВ-70, що застосовуються на літаках АН-70. Лопаті цього гвинтовентилятора мають шаблеподібну форму передніх і задніх кромок. Така кривина передніх і задніх кромок лише частково змінює напрям радіального потоку повітря, створеного відцентровою силою (див. журнал «Техніка молоді». - 1997.-№12. - С 1). Недоліком цього технічного рішення є те, що частково змінений шаблеподібним профілем лопаті радіальний потік повітря все однак значною мірою спрямовується в окружному напрямі, а не вздовж осі обертання гвинта. Тому велика частина повітряного потоку, створеного дією відцентрової сили, зривається з кінців таких шаблеподібних лопатей і спрямовується з великою швидкістю, нісши в собі і велику кінетичну енергію, у навколишній повітряний простір, не виконуючи при цьому будь-якої корисної роботи і лише трохи підвищуючи коефіцієнт корисної дії гвинта. Зривання радіальної складової повітряного потоку властиве всім згаданим вище повітряним гвинтам, оскільки вони або взагалі не мають конструктивних елементів, здатних запобігти такому зриву повітряного потоку, або мають, наприклад, шаблеподібні лопаті, але вони малоефективні. До того ж, ці гвинти при обертанні, утворюють значний аеродинамічний шум, що також є їх загальним недоліком. Найбільш близьким за своєю суттю й ефекту, який досягається, і що приймається за прототип, є повітряний гвинт, виконаний у вигляді збалансованих і суміщених на циліндричній або еліпсоїдній ступиці декількох пласкопрофільних лопатей, що мають передні і задні кромки, і кінцеві кромки яких складають діаметр гвинта, а одна з двох їх поверхонь робоча, яка встановлена під гострим кутом до площини обертання гвинта, при цьому торцева кромка кожної лопаті відігнена у бік робочої поверхні лопаті і складає з нею кут р, маючий інтервал від 90 до 135°, при цьому максимальна висота гребеня відносно робочої поверхні складає від 0,5 до 3,5 % від величини діаметра гвинта. Торцева кромка кожної лопаті може бути відігнена до її ро бочої поверхні, наприклад на кут р, рівний 90°. Максимальна висота відігненої торцевої кромки відносно робочої поверхні може становити, наприклад, 1,5% від величини діаметра гвинта. Радіус відігення торцевої кромки від робочої поверхні лопаті може, наприклад, становити 1-5 одиниць від товщини торцевої кромки (див. патент Росії № 2204503 з класу В643 11/20, опублікований 20.05.2003 p.). Основним недоліком відомого повітряного гвинта є те, що в його конструкції використовуються пласкопрофільні лопаті повернені на деякий кут відносно площини їх обертання (кут атаки), які, як відомо, мають найбільш низькі аеродинамічні характеристики (тягову силу), а з цієї причини, рідко застосовуються на сучасних літаках і мотодельтопланах. Безумовно, у відомому повітряному гвинті пласкопрофільні лопаті можна замінити на більш ефективні: складнопрофільні з подовжнім скрученням, але тоді: Другим недоліком відомого повітряного гвинта є обмеженість рекомендацій відносно розмірів і форми відігненої торцевої кромки лопаті відносно робочої її поверхні. Цей недолік зумовлений тим, що рекомендації дані для повітряних гвинтів з пласкопрофільними лопатями, які рідко застосовуються. Для повітряних гвинтів з об'ємним профілем, через опуклість робочої поверхні лопаті, відігнення торцевої кромки за всією її шириною малоефективне і важко реалізовується на практиці: опуклість лопаті перешкоджає прямолінійному вигину торцевої кромки. Але, незалежно від типу лопатей: Третій недолік відомого повітряного гвинта полягає в тому, що відігнена торцева кромка має невиправдано великі розміри, зокрема, висоту, яка перевищує товщину радіального повітряного потоку. Цей недолік пояснюється наступним. Під дією відцентрової сили в лопатях гвинта, що обертається, виникають розтягуючі напруження, що надають негативну дію, як на вузол кріплення лопаті до ступиці, так і на саму лопать, спричиняючи її розтягнення. Відігнена торцева кромка лопаті, створюючи опір (перешкоду) рушенню радіального повітряного потоку, ще в більшій мірі збільшує розтягуючі напруження, які, загалом, або знижують надійність гвинта, або змушують збільшувати міцність його лопаті, що приводить до підвищення її ваги і вартості. Тому, при проектуванні такої лопаті (з відігненою торцевою кромкою), необхідно прагнути до того, щоб розмір відігненої торцевої кромки був мінімальним або мінімальним був кут її відгину, тобто необхідно знайти компромісне рішення між розмірами відігненої кромки, міцністю лопаті і підвищенням коефіцієнта корисної дії повітряного гвинта. Як вже відмічалося, у відомому повітряному гвинті можуть бути використані лопаті з об'ємним профілем з відігненою торцевою кромкою. Однак, під дією відцентрової сили у внутрішніх порожнинах об'ємних лопатей при їх швидкому обертанні, повітря і волога, які завжди присутні в порожнині лопаті, переміщаються до її кінця, створюючи на цій дільниці високий тиск, який може спричинити руйнування лопаті. Відсутність засобу, що дозволяє знизити внутрішньолопатевий тиск, є недолі 4323 ком всіх відомих лопатей з об'ємним профілем. Наступним недоліком відомого гвинта є обмежений ресурс його експлуатації. Цей недолік пояснюється наступним. Відомо, що передня кромка складнопрофільної лопаті, як, проте, і будь-якої іншої лопаті, стикаючись з повітряним потоком, зазнає зносу і навантаження більше, ніж інші дільниці лопаті. Тому до якості формування передньої кромки пред'являються підвищені вимоги. Але на цій же дільниці лопаті звичайно виконують стиковку передньої і задньої площин лопаті, а тому вона і найменше надійна. Відсутність яких-небудь засобів що дозволяють знизити знос і підвищити експлуатаційну надійність передньої кромки лопаті, є недоліком відомого повітряного гвинта. І останнє. Відомий повітряний гвинт має значну вагу, - а це недолік, - який зумовлений суцільністю матеріалу, що використовується в конструкції пера його лопатей, до того ж, матеріалу підвищеної товщини для збільшення міцності лопаті (як протидії розтягуючим напруженням через наявність відігненої кромки). Таким чином, відомий повітряний гвинт, незважаючи на підвищення його коефіцієнта корисної дії, володіє цілим рядом істотних недоліків. У основу корисної моделі поставлено задачу підвищення надійності конструкції і ресурсу експлуатації повітряного гвинта зі складнопрофільними лопатями з одночасним зниженням його ваги і напруженого стану лопатей шляхом оптимізації розмірів і форми відігнених торцевих кромок і підвищення зносостійкості передньої кромки лопаті за рахунок використання комбінованих матеріалів для виготовлення пера лопаті і оснащення кожної лопаті засобом для скидання внутрішньопорожниного тиску. Рішення поставленої задачі досягається тим, що повітряний гвинт, виконаний у вигляді збалансованих і суміщених на циліндричній або еліпсоїдній ступиці декількох лопатей, що мають передні і задні кромки, і кінцеві кромки яких складають діаметр гвинта, а одна з двох їх поверхонь - робоча, яка встановлена під гострим кутом до площини обертання гвинта, при цьому торцева кромка кожної лопаті відігнена від площини лопаті і складає з нею кут р, перо кожної лопаті має складнопрофільну форму і виготовлено з одного або більш за один видів композиційних матеріалів і може мати всередині подовжню арматуру з композиційних або пористих матеріалів, причому передній край носок - кожної лопаті оснащений зносостійким обтічником, наприклад, металевим, що повторює форму профілю лопаті і який охоплює передній край лопаті до максимальної товщини її профілю, а також, на торцевій кромці кожної лопаті виконаний осьовий отвір, що з'єднує внутрішню порожнину лопаті із зовнішнім середовищем, і, крім того, задня частина торцевої кромки, починаючи із зони зменшення її товщини, відігнена від площини пера лопаті на кут, що знаходиться в інтервалі 180° > J 3 > 90°, при цьому максимальна висота гребеня відносно поверхні не перевищує товщину профілю лопаті у її основі, а радіус відігнення торцевої кромки від поверхні лопаті може, наприклад, становити 3-3,5 одиниць від максимальної товщини торцевої кромки. 8 Використання об'ємних лопатей складнопрофільної форми з подовжнім скрученням або без нього, дозволяє підвищити коефіцієнт корисної дії повітряного гвинта, оскільки такі лопаті володіють найбільш високими аеродинамічними показниками, зокрема, підіймальною силою. У залежності від розмірів повітряного гвинта і режиму експлуатації, його лопаті можуть бути виготовлені з одного або більш за один видів композиційних тканевих матеріалів і полімерних зв'язуючих. Наприклад, лопаті повітряних гвинтів невеликих розмірів, в яких їх вага не грає істотного значення, з метою зниження трудомісткості технології, доцільно виготовляти з одного виду композиційних матеріалів, наприклад, з склотканини, що просочена епоксидною смолою. Якщо повітряний гвинт має значні розміри або зазнає значних аеродинамічних навантажень, його значна вага спричиняє утровенню в лопатях розтягуючих напружень, що досягають критичних. У цьому випадку, з метою зниження ваги повітряного гвинта, його лопаті доцільно виготовляти з двох видів композиційних матеріалів. Наприклад, внутрішній шар може бути виготовлений з склотканини, а зовнішній з вуглетканини або вуглеволокна, що просочені епоксидною смолою або іншим полімерним зв'язуючим. Оскільки вуглетканина або вуглеволокно мають меншу питому вагу, ніж склотканина, то використання цих двох композиційних матеріалів при виготовленні лопаті, дозволяє знизити її вагу без зниження міцністних характеристик лопаті. Зрозуміло, перо лопаті може бути виготовлене і з більшої кількості композиційних матеріалів при різному їх пошаровому розташуванні, домагаючись при цьому оптимального поєднання ваги і міцністних характеристик повітряного гвинта. Для підвищення жорсткості і опірності подовжньому вигину, що особливо актуально для повітряних гвинтів великих розмірів, в порожнині лопаті може розташовуватися подовжня арматура - лонжерони, виготовлені з волокнистих композиційних матеріалів з полімерним зв'язуючим. З метою зниження ваги лонжеронів, вони можуть бути виготовлені і з пористих матеріалів, наприклад, пінопласту. Лонжерони не тільки забезпечують підвищення подовжньої жорсткості лопаті, але і полегшують формування її профілю на етапі виготовлення, виключаючи «прогинання» матеріалу лопаті всередину. При обертанні повітряного гвинта, передній край - носок - кожної лопаті, розтинаючи повітря, зазнає найбільшого механічному навантаженню, і з цієї причини схильний до найбільшого зносу, чим інші дільниці лопаті. Для уникнення передчасного зносу переднього краю лопаті, її доцільно покрити зносостійким матеріалом. У якості такого матеріалу може бути використані зносостійкі металеві порошки або пластмаси, наприклад, з'єднання поліамідів, але з технологічної точки зору, торець лопаті доцільно оснастити обтічником, виконаним, наприклад, у вигляді тонкої металевої пластини, що повторює форму профілю переднього краю лопаті і що охоплює його зверху і знизу до максимальної товщини її профілю. Зазначений обтічник на передньому торці лопаті закріпляють будь-яким відомим способом, наприклад, вклеюють або за 4323 кріпляють за допомогою заклепок. Відомо, що при виготовленні з композиційних матеріалів порожнистих лопатей з об'ємним профілем, в її внутрішній порожнині завжди залишається, хоч і в невеликих кількостях, волога і повітря. При обертанні повітряного гвинта і/або при його нагріві, це повітря і/або волога створюють внутрішній тиск, який досягає такого рівня, при якому може статися руйнування лопаті (розрив матеріалу). Для попередження такого негативного явища, на торцевій кромці кожної лопаті необхідно виконати осьовий отвір мінімального діаметра, що з'єднує внутрішню порожнину лопаті із зовнішнім середовищем. Через цей отвір повітря і волога під час обертання гвинта, під дією відцентрової сили, будуть виходити з внутрішньої порожнини лопаті, що виключає утворення в ній будь-якого тиску, який знижує експлуатаційні показники повітряного гвинта. Зазначений осьовий отвір, з технічної точки зору (технічної здійсненності), доцільно виконати в самої широкій частині торцевої кромки, хоч воно може бути виконане і на будь-якій іншій дільниці торцевої кромки. Наявність такого осьового отвору на торцевій кромці лопаті не знижує міцністні і аеродинамічні характеристики лопаті. Об'ємний профіль лопаті передбачає наявність лінії перегину на її вигненій (опуклої) поверхні. Тому виконання відгину торцевої кромки по всій ширині лопаті пов'язане з певними труднощами: в місці перегину матеріалу площини (від збільшення товщини профілю до її зменшення) виникають складки або локальні нерівності (опуклості або вм'ятини), а їх усунення досить трудомістке. Більш того відгин торцевої кромки переднього краю лопаті, не дає яких-небудь переваг, оскільки на передній дільниці (у напрямі обертання) лопаті радіальної складової повітряного потоку ще немає. Тому доцільно здійснювати відгин тільки задньої частини торцевої кромки, починаючи з точки (або зони) перегину площини у бік зменшення товщини профілю лопаті. Це дозволяє уникнути утворення складок матеріалу, оскільки перегин торцевої кромки здійснюється практично за прямою лінією. Відомо, що товщина радіальної складової повітряного потоку зростає в напрямі до задньої кромки лопаті і не перевищує її максимальну товщину (товщину профілю у основи лопаті). Тому немає необхідності виконувати висоту гребеня більше максимальної товщини профілю лопаті. При цьому висота гребеня повинна зростати поступово, відповідно до наростання товщини радіальної складової повітряного потоку. Отже, найбільш оптимальною є трикутна форма відгину задньої частини торцевої кромки з розташуванням вершини трикутника в зоні максимальної товщини торця лопаті, а основи - біля задньої кромки лопаті. Задня частина торцевої кромки відігнена від площини пера лопаті на кут, що знаходиться в інтервалі 180° > р > 90°. Якщо кут відгину (3 дорівнює (або менш) 90°, то в зоні перегину виникає відбивання повітряного потоку, яке спричиняє утворення повітряної пробки, що знижує ефективність роботи повітряного гвинта, а при куті відгину р меншому 90°, може статися відрив відігненої торцевої кромки лопаті під дією тиску радіальної 10 складової повітряного потоку. Якщо кут відгину р дорівнює 180°, то, в принципі, ніякого відгину взагалі не існує. Якщо кут відгину р менше за 180°, то відігнена торцева частина задньої кромки вже існує, навіть якщо кут відгину р становить, наприклад, 179°. Варіюванням кутом відгину в широкому діапазоні, можна регулювати потужність повітряного гвинта також в широкому діапазоні, що дозволяє індивідуально підібрати гвинт під конкретну модель літака або мотодельтоплана. Тому обмежувати кут відгину будь-якою конкретною величиною, як це зроблене, наприклад, в прототипі, означає обмежити аеродинамічні характеристики повітряного гвинта. Радіус відгину R торцевої кромки від площини лопаті є функцією від кута відгину р: чим більше кут р, тим більше радіус відгину R. Однако він не повинен складати менше за 3-3,5 одиниць від максимальної товщини торцевої кромки. Як показує експериментальна перевірка, у разі вибору радіуса відгину R меншим, ніж у вказаному діапазоні, починає спостерігатися завихрення радіального повітряного потоку, виникає повітряна пробка, а у разі малих радіусів відгину R, тиск на відігнену частину лопаті настільки зростає, що виникає вібрація, а це може привести до руйнування лопаті, зокрема, до відриву її кінцевої дільниці. Подальша сутність корисної моделі пояснюється спільно з ілюстративним матеріалом, на якому зображене наступне: фіг. 1 - зовнішній вигляд дволопатевого повітряного гвинта запропонованої конструкції; фіг. 2 - загальний вигляд лопаті запропонованого повітряного гвинта, вигляд на площину; фіг. З - те ж саме, вигляд збоку; фіг. 4 - кінцева дільниця лопаті, вигляд в плані; фіг. 5 вигляд на задню кромку лопаті; фіг. 6 - вигляд на кінцевий торець лопаті. Запропонований повітряний гвинт містить центральну ступицю 1 і складнопрофільні лопаті 2, які мають передні кромки 3 і задні кромки 4. Передній край (носик) кожної лопаті оснащений зносостійким обтічником 5, виконаним, наприклад, у вигляді тонкої металевої пластини, що повторює форму профілю носику лопаті і що охоплює його зверху і знизу до максимальної товщини її профілю. Задні частини закінцевок лопатей 2 відігнені на кут р , з утворенням кінцевих гребенів 6. Відгин задньої частини торцевої кромки (гребінь 6) має трикутну форму, з розташуванням вершини трикутника в зоні максимальної товщини торця лопаті 2, а основи - біля задньої кромки лопаті 2. Кінцевий гребінь 6 відігнутий від лопаті 2 з плавним переходом, що має радіус R. Лопаті 2 можуть бути виготовлені з одного виду або більш за один вид композиційних тканевих матеріалів і полімерних зв'язуючих. Наприклад, на фіг. 4 показана лопать 2, виготовлена з двох видів композиційних тканевих матеріалів: внутрішній шар виготовлений з склотканини 7, а зовнішній - з вуглетканини 8. Для підвищення жорсткості і опірності подовжньому вигину, в порожнині лопаті 2 може розташовуватися подовжня арматура - лонжерони 9, які виготовлені з волокнистих композиційних матеріалів з полімерним зв'язуючим або інших пористих 11 4323 12 рофільних лопатей повітряного гвинта забезпечені (полегшених) матеріалів. гребенями трикутної форми і осьовими отворами, На торцевій кромці кожної лопаті 2 необхідно зв'язуючими внутрішні порожнини лопатей з навиконати осьовий отвір 10 мінімального діаметра, вколишнім середовищем, а також в тому, що пещо з'єднує внутрішню порожнину лопаті 2 із зовніредній край лопаті забезпечений зносостійким шнім середовищем. Через цей отвір 10 повітря і обтічником, а перо лопаті виконане з декількох волога під час обертання гвинта, під дією відцентвидів композиційних матеріалів і забезпечене порової сили, виходить з внутрішньої порожнини довжніми лонжеронами. Вказані відмінності у сукулопаті, що виключає утворення в ній будь-якого пності забезпечують зниження ваги і напруженого тиску, який знижує експлуатаційні показники повітстану гвинта, що обертається, і підвищення надійряного гвинта. ності і терміну його експлуатації, підвищення коеЗапропонований повітряний гвинт працює тафіцієнта корисної дії гвинта, тобто, підвищення ким чином. його тягових характеристик і зниження аеродинаПовітряний гвинт при обертанні навколо своєї мічного шуму. Жоден з відомих повітряних гвинтів осі переміщує робочими поверхнями лопатей 2 не може володіти відміченими властивостями, велику масу повітря, забезпечуючи при цьому реаоскільки, або взагалі не мають відігнених торцевих ктивну силу, що переміщує літальний апарат. При кромок, або кромки їх лопатей відігнені, але розмішвидкому обертанні гвинта, омиваюче його лопаті ри і форма гребенів не ефективні. 2 повітря, отримує і велику величину відцентової сили, яка завжди зміщає повітряний потік радіальДо технічних переваг запропонованого технічно від осі обертання, вздовж робочих поверхонь ного рішення, в порівнянні з прототипом, можна лопатей 2. Велика маса повітря, що дійшла до віднести наступне: кінцевих гребенів 6, змінює свій напрям на кут р , і - зниження ваги повітряного гвинта за рахунок далі підмішується до основного потоку повітря виготовлення його лопатей з декількох видів компереміщуваного вздовж осі гвинта робочими повепозиційних матеріалів; рхнями лопатей 2. При цьому ядро радіального - підвищення подовжньої жорсткості лопатей потоку повітря, що зміщується вздовж поверхні за рахунок розміщення в них подовжніх лонжеролопаті 2, як більш інерційне, зміщується до її заднів; ньої кромки 4, де профіль гребеня 6 має максима- підвищення ресурсу експлуатації повітряного льну висоту. Це дозволяє в більшій мірі вловлювагвинта за рахунок оснащення передніх кромок його ти радіальний потік повітря, який несе собі і велику лопатей зносостійкими обтічниками; кінетичну енергію від радіального потоку вздовж - зниження рівня внутрішніх напружень в поповерхонь лопатей 2, змінюючи його напрям і нарожнині лопаті за рахунок наявності на торцевій її правляти її вздовж осі гвинта, збільшуючи тим сакромці крізного отвору; мим тягу гвинта і підвищуючи його к.к.д., а також - підвищення ефективності повітряного гвинта зменшуючи аеродинамічний шум. Крім того, в проза рахунок оптимізації розмірів і форми відігненої цесі обертання гвинта, завдяки наявності осьового торцевій кромки лопаті; отвору 10, повітря і волога у лопаті, що є у внутрі- зниження трудомісткості виготовлення грешній її порожнині 2, під дією відцентрової сили беня лопаті з цієї ж причині; виходять назовні, що не дозволяє розвинутися - зниження аеродинамічного шуму за рахунок внутрішнім розтягуючим напруженням до критичламінарного стікання потоку повітря з кінців лопаних розмірів. тей. Істотна відмінність об'єкта, що заявляється від раніш відомих, полягає в тому, що кінці складноп Фіг. 1 Фіг. 2 13 14 4323 Фіг. 5 Фіг. 6 Фіг. 4 Комп'ютерна верстка Н Лисенко Підписне Тираж 37 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул Глазунова, 1, м Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAirscrew
Назва патенту російськоюВоздушный винт
МПК / Мітки
МПК: F03D 3/06, B64C 11/00
Мітки: повітряній, гвинт
Код посилання
<a href="https://ua.patents.su/8-4323-povitryanijj-gvint.html" target="_blank" rel="follow" title="База патентів України">Повітряний гвинт</a>
Реверсивний повітряний гвинт
Номер патенту: 25596
Опубліковано: 19.07.1999
Автори: Басов Юрій Федорович, Штиков Андрій Олександрович, Хомутов Павло Олексійович, Литовченко Анатолій Аркадійович, Мирошниченко Олександр Павлович
МПК: B64C 11/00
Мітки: реверсивний, гвинт, повітряній
Формула / Реферат:
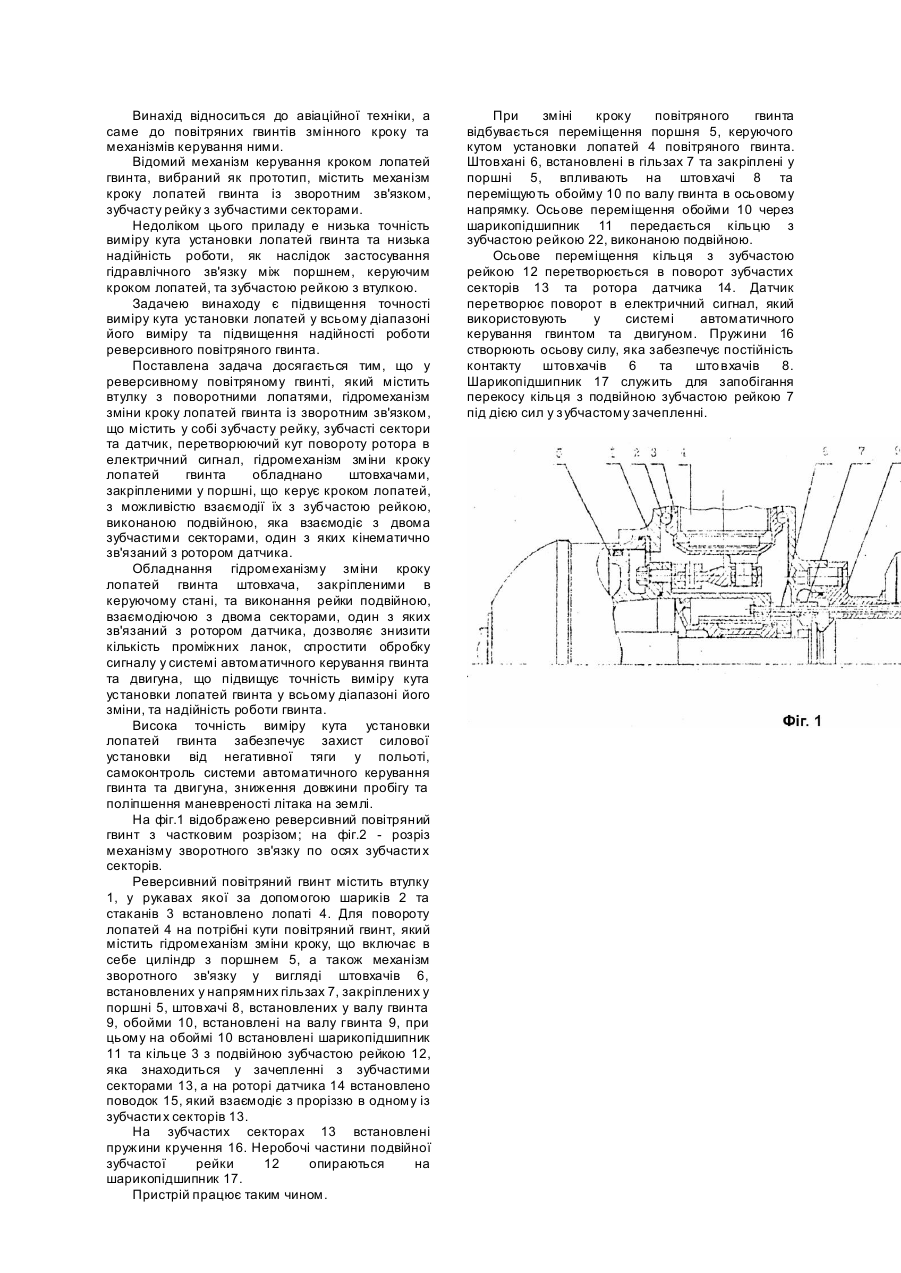
Реверсивний повітряний гвинт, що містить втулку з поворотними лопатями та гідромеханізм зміни кроку лопатей гвинта із зворотним зв'язком, який включає зубчасту рейку, зубчасті сектори та датчик, перетворюючий кут повороту ротора в електричний сигнал, який відрізняється тим, що гідромеханізм зміни кроку лопатей гвинта обладнано штовхачами, закріпленими у поршні, керуючому кроком лопатей з можливістю взаємодії з зубчастою рейкою, яка виконана...
Гребний гвинт зі знімними лопатями
Номер патенту: 68420
Опубліковано: 16.08.2004
Автор: Бацкаі Іштван
МПК: B63H 3/00
Мітки: гвинт, гребний, знімними, лопатями
Формула / Реферат:
1. Корабельний гвинт, що має порожнистий корпус втулки (11), множину лопатей (16) гвинта, розподілених навколо корпусу втулки (11) та закріплених на ньому з можливістю знімання у зчепленні із зовнішньою посадочною поверхнею (14С) на стінці корпусу втулки, множину скріплюючих пристроїв (19,21) для кожної лопаті (16) гвинта, причому кожний скріплюючий пристрій включає силовий стрижень (19), який проходить з порожнини (11А) корпусу втулки (11)...
Повітряний гвинт та спосіб його виготовлення
Номер патенту: 25770
Опубліковано: 30.10.1998
Автори: Малков Ігор Владиславович, Рач Валентин Анатольєвич, Могильний Генадій Анатольєвич, Денисенко Олексій Іванович, Калюжний Валерій Вілінович
МПК: F03D 3/06, B64C 27/32
Мітки: гвинт, виготовлення, повітряній, спосіб
Формула / Реферат:
1. Воздушный винт, содержащий центральную втулку и лопасти из слоистого материала, пропитанное связующим веществом, отличающейся тем, что в качестве материала использована непрерывная нить, охватывающая вначале центральную втулку и затем уложенная параллельными витками послойно в лопасти с уменьшением количества слоев к консольной части лопасти.2. Воздушный винт по п.1, отличающийся тем, что витки нитей в лопастях расположены...
Гвинт для синтезу дистального міжгомілкового синдесмозу
Номер патенту: 71169
Опубліковано: 15.11.2004
Автори: Жук Петро Михайлович, Бабун Дмитро Валентинович, Плотиця Віктор Іванович
МПК: A61B 17/58
Мітки: синдесмозу, гвинт, міжгомілкового, синтезу, дистального
Формула / Реферат:
Гвинт для синтезу дистального міжгомілкового синдесмозу, що має різьбову частину кортикального типу, шийку з головкою, який відрізняється тим, що шийку гвинта виконано з двох частин, які з'єднані між собою за допомогою півкарданного з'єднання, на головці гвинта розташована помітка площини коливальних рухів у шийці гвинта.
Гребний гвинт
Номер патенту: 42768
Опубліковано: 15.11.2001
Автор: Карбівник Ярослав Володимирович
МПК: B63H 5/00
Формула / Реферат:
Гребний гвинт, що містить вісь обертання, розташовану в напрямку руху, радіальні гвинтові лопаті і водонаправляючий елемент, виконаний у вигляді дуги, який відрізняється тим, що за гвинтом співвісно йому встановлена конічна насадка, орієнтована вершиною конуса до основи співвісного дифузора, змонтованого всередині циліндричної обичайки, нерухомо прикріпленої до корпусу корабля концентричне до осі гвинта, при цьому водонаправляючий елемент...
Попередній патент: Глушник шуму вихлопу двигуна внутрішнього згоряння
Наступний патент: Електрична тигельна ванна для ізотермічного загартування