Спосіб відновлення шестерен
Номер патенту: 28864
Опубліковано: 16.10.2000
Автори: Кулешков Юрій Володимирович, Черновол Михайло Іванович, Хромов Василь Миколайович, Коровайченко Валентина Володимирівна, Коровайченко Юрій Миколайович

Формула / Реферат
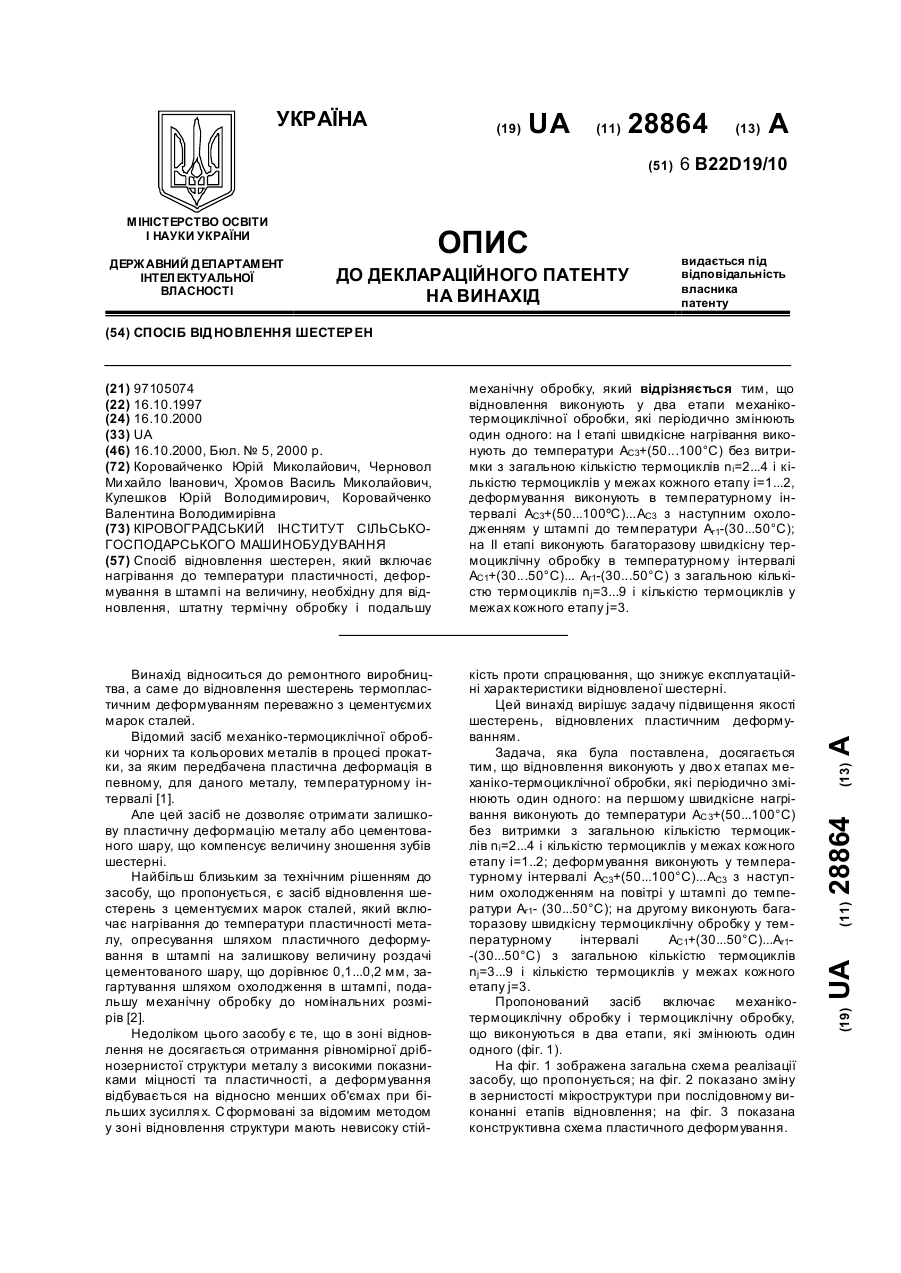
Спосіб відновлення шестерен, який включав нагрівання до температури пластичності, деформування в штампі на величину, необхідну для відновлення, штатну термічну обробку і подальшу механічну обробку, який відрізняється тим, що відновлення виконують у два етапи с механіко-термоциклічної обробки, які періодично змінюють один одного: на 1 етапі швидкісне нагрівання виконують до температури АС3+ (50...100°С) без витримки з загальною кількістю термоциклів nі=2...4 і кількістю термоциклів у межах кожного етапу i=1...2, деформування виконують в температурному інтервалі АC3+ (50…100°С)…АC3 з наступним охолодженням у штампі до температури ArI- (30...50°C); на 2 етапі виконують багаторазову швидкісну термоциклічну обробку в температурному інтервалі АCI+ (30...50°С)...ArI- (30...50°C) з загальною кількістю термоциклів nj=3...9 і кількістю термоциклів у межах кожного етапу j=3.
Текст
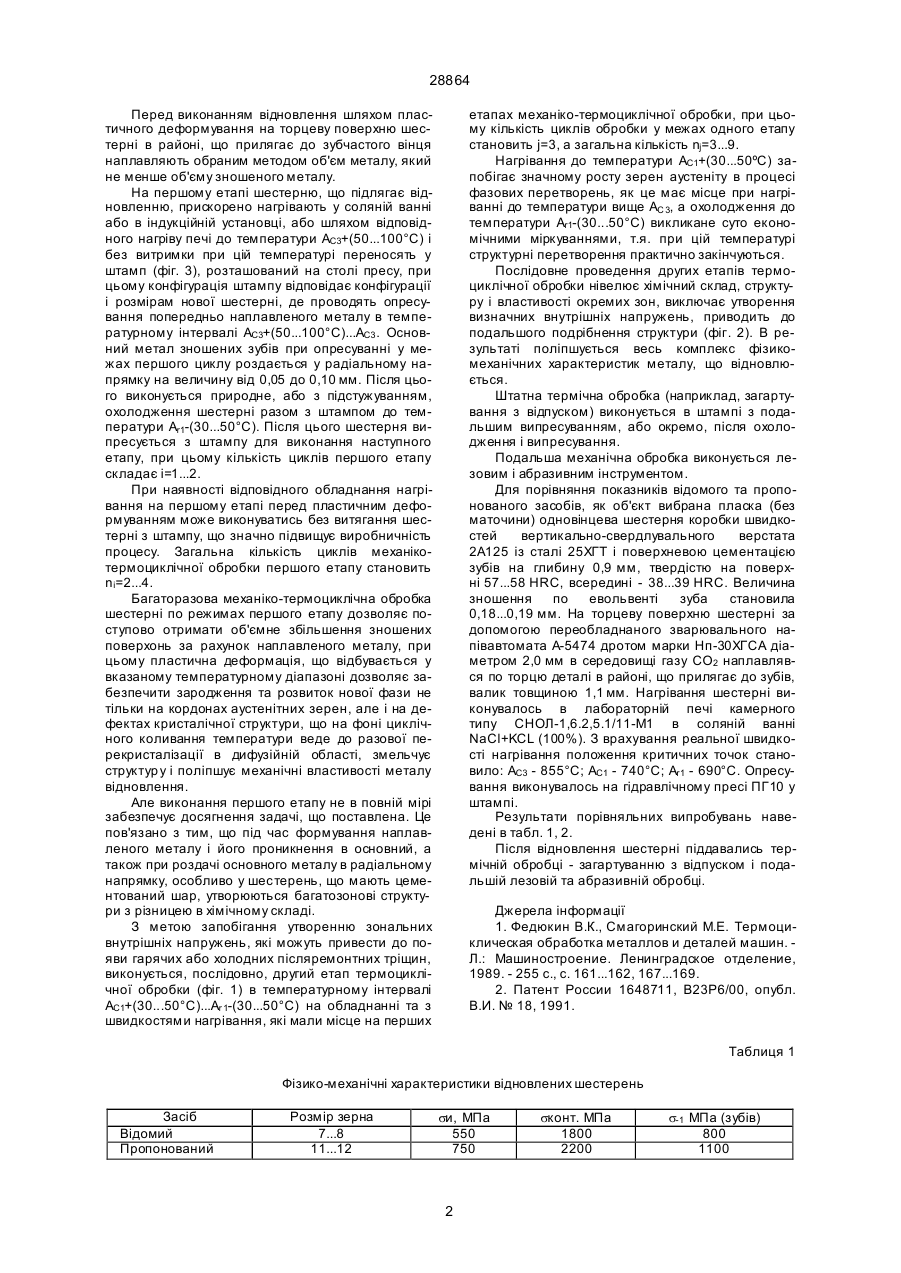
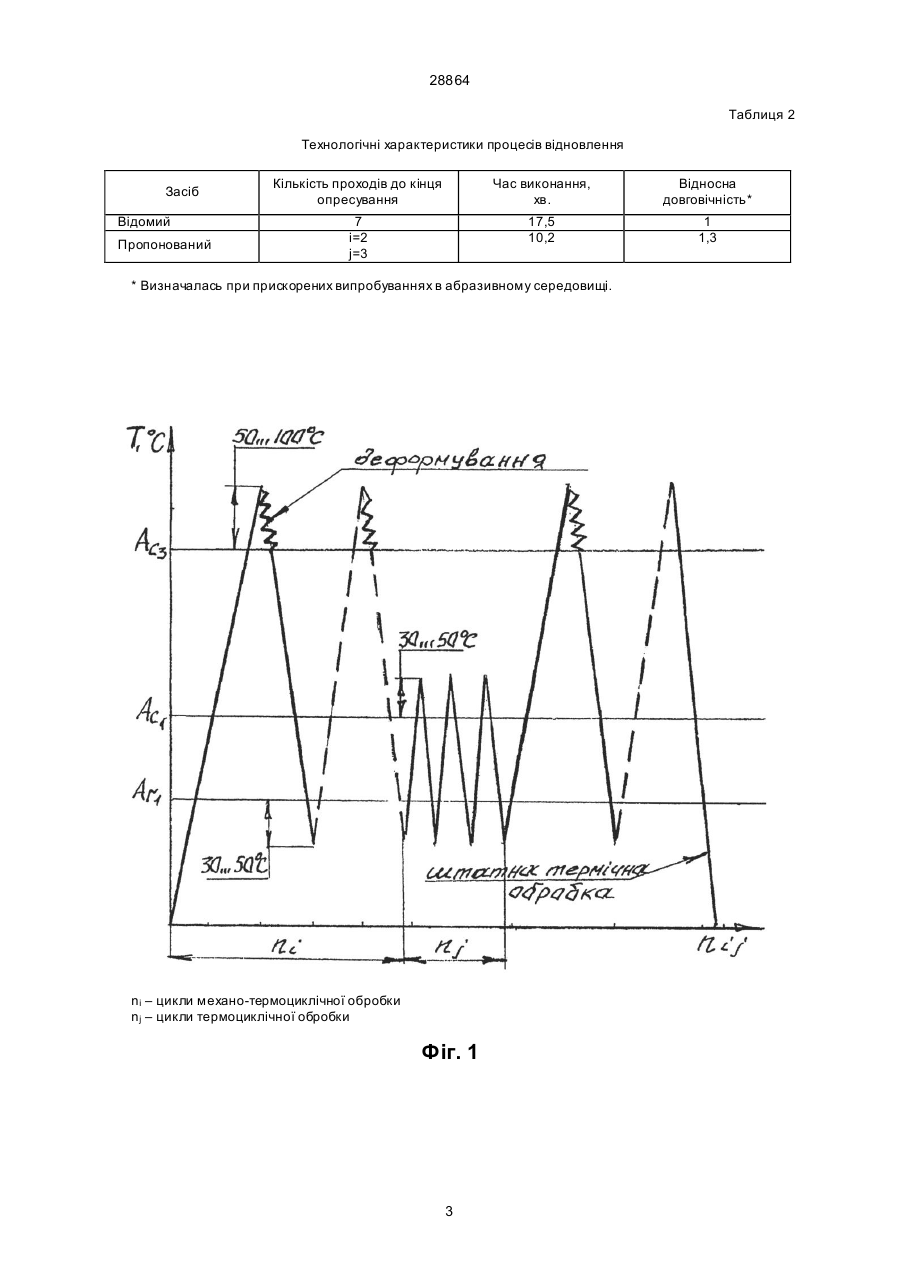
Спосіб відновлення шестерен, який включає нагрівання до температури пластичності, деформування в штампі на величину, необхідну для відновлення, штатну термічну обробку і подальшу 28864 Перед виконанням відновлення шляхом пластичного деформування на торцеву поверхню шестерні в районі, що прилягає до зубчастого вінця наплавляють обраним методом об'єм металу, який не менше об'єму зношеного металу. На першому етапі шестерню, що підлягає відновленню, прискорено нагрівають у соляній ванні або в індукційній установці, або шляхом відповідного нагріву печі до температури АС3+(50...100°С) і без витримки при цій температурі переносять у штамп (фіг. 3), розташований на столі пресу, при цьому конфігурація штампу відповідає конфігурації і розмірам нової шестерні, де проводять опресування попередньо наплавленого металу в температурному інтервалі АС3+(50...100°С)...АС3 . Основний метал зношених зубів при опресуванні у межах першого циклу роздається у радіальному напрямку на величину від 0,05 до 0,10 мм. Після цього виконується природне, або з підстужуванням, охолодження шестерні разом з штампом до температури Аr1-(30...50°С). Після цього шестерня випресується з штампу для виконання наступного етапу, при цьому кількість циклів першого етапу складає і=1...2. При наявності відповідного обладнання нагрівання на першому етапі перед пластичним деформуванням може виконуватись без витягання шестерні з штампу, що значно підвищує виробничність процесу. Загальна кількість циклів механікотермоциклічної обробки першого етапу становить ni=2...4. Багаторазова механіко-термоциклічна обробка шестерні по режимах першого етапу дозволяє поступово отримати об'ємне збільшення зношених поверхонь за рахунок наплавленого металу, при цьому пластична деформація, що відбувається у вказаному температурному діапазоні дозволяє забезпечити зародження та розвиток нової фази не тільки на кордонах аустенітних зерен, але і на дефектах кристалічної структури, що на фоні циклічного коливання температури веде до разової перекристалізації в дифузійній області, змельчує структур у і поліпшує механічні властивості металу відновлення. Але виконання першого етапу не в повній мірі забезпечує досягнення задачі, що поставлена. Це пов'язано з тим, що під час формування наплавленого металу і його проникнення в основний, а також при роздачі основного металу в радіальному напрямку, особливо у шестерень, що мають цементований шар, утворюються багатозонові структури з різницею в хімічному складі. З метою запобігання утворенню зональних внутрішніх напружень, які можуть привести до появи гарячих або холодних післяремонтних тріщин, виконується, послідовно, другий етап термоциклічної обробки (фіг. 1) в температурному інтервалі АС1+(30...50°С)...Ar 1-(30...50°C) на обладнанні та з швидкостями нагрівання, які мали місце на перших етапах механіко-термоциклічної обробки, при цьому кількість циклів обробки у межах одного етапу становить j=3, а загальна кількість nj=3...9. Нагрівання до температури АС1+(30...50ºС) запобігає значному росту зерен аустеніту в процесі фазових перетворень, як це має місце при нагріванні до температури вище АС 3, a охолодження до температури Ar1-(30...50°С) викликане суто економічними міркуваннями, т.я. при цій температурі структурні перетворення практично закінчуються. Послідовне проведення других етапів термоциклічної обробки нівелює хімічний склад, структуру і властивості окремих зон, виключає утворення визначних внутрішніх напружень, приводить до подальшого подрібнення структури (фіг. 2). В результаті поліпшується весь комплекс фізикомеханічних характеристик металу, що відновлюється. Штатна термічна обробка (наприклад, загартування з відпуском) виконується в штампі з подальшим випресуванням, або окремо, після охолодження і випресування. Подальша механічна обробка виконується лезовим і абразивним інструментом. Для порівняння показників відомого та пропонованого засобів, як об'єкт вибрана пласка (без маточини) одновінцева шестерня коробки швидкостей вертикально-свердлувального верстата 2А125 із сталі 25ХГТ і поверхневою цементацією зубів на глибину 0,9 мм, твердістю на поверхні 57...58 HRC, всередині - 38...39 HRС. Величина зношення по евольвенті зуба становила 0,18...0,19 мм. На торцеву поверхню шестерні за допомогою переобладнаного зварювального напівавтомата А-5474 дротом марки Нп-30ХГСА діаметром 2,0 мм в середовищі газу СО2 наплавлявся по торцю деталі в районі, що прилягає до зубів, валик товщиною 1,1 мм. Нагрівання шестерні виконувалось в лабораторній печі камерного типу СНОЛ-1,6.2,5.1/11-М1 в соляній ванні NaCl+KCL (100%). З врахування реальної швидкості нагрівання положення критичних точок становило: AС3 - 855°C; AС1 - 740°С; Аr1 - 690°С. Опресування виконувалось на гідравлічному пресі ПГ10 у штампі. Результати порівняльних випробувань наведені в табл. 1, 2. Після відновлення шестерні піддавались термічній обробці - загартуванню з відпуском і подальшій лезовій та абразивній обробці. Джерела інформації 1. Федюкин В.К., Смагоринский М.Е. Термоциклическая обработка металлов и деталей машин. Л.: Машиностроение. Ленинградское отделение, 1989. - 255 с., с. 161...162, 167...169. 2. Патент России 1648711, В23Р6/00, опубл. В.И. № 18, 1991. Таблиця 1 Фізико-механічні характеристики відновлених шестерень Засіб Відомий Пропонований Розмір зерна 7...8 11...12 sи, МПа 550 750 2 sконт. МПа 1800 2200 s-1 МПа (зубів) 800 1100 28864 Таблиця 2 Технологічні характеристики процесів відновлення Засіб Відомий Пропонований Кількість проходів до кінця опресування Час виконання, хв. Відносна довговічність* 7 і=2 j=3 17,5 10,2 1 1,3 * Визначалась при прискорених випробуваннях в абразивному середовищі. ni – цикли механо-термоциклічної обробки nj – цикли термоциклічної обробки Фіг. 1 3 28864 Фіг. 2 Фіг. 3 4 28864 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2002 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 34 прим. Зам._______ __________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 __________________________________________________________ 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for reconditioning of pinions
Автори англійськоюKorovaichenko Yurii Mykolaiovych, Chernovol Mykhailo Ivanovych, Khromov Vasyl Mykolaiovych, Kuleshkov Volodymyrovych, Korovaichenko Valentyna Volodymyrivna
Назва патенту російськоюСпособ восстановления шестерен
Автори російськоюКоровайченко Юрий Николаевич, Черновол Михаил Иванович, Хромов Василий Николаевич, Кулешков Юрий Владимирович, Коровайченко Валентина Владимировна
МПК / Мітки
МПК: B22D 19/10
Мітки: спосіб, шестерен, відновлення
Код посилання
<a href="https://ua.patents.su/5-28864-sposib-vidnovlennya-shesteren.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення шестерен</a>
Спосіб відновлення сталевих деталей
Номер патенту: 20750
Опубліковано: 07.10.1997
Автори: Коровайченко Юрій Миколайович, Тончева Ніна Миколаївна, Черновол Михайло Іванович
МПК: C21D 8/00
Мітки: деталей, спосіб, сталевих, відновлення
Формула / Реферат:
Спосіб відновлення сталевих деталей, включаючий попереднє та кінцеве термоциклювання, наплавку та пластичне деформування, який відрізняється тим, що перед і після наплавки з пластичним деформуванням деталь піддають комбінованій почерговій термоциклічній обробці з змінними параметрами: в інтервалі температур з швидкостями нагріву та охолодження 50°C/с; в інтервалі температур з швидкістю нагріву 100°C/с і охолодження 50°C/с, при цьому...
Спосіб термоциклічного відновлення поршневих пальців двигунів внутрішнього згоряння
Номер патенту: 29175
Опубліковано: 16.10.2000
Автори: Черновол Михайло Іванович, Коровайченко Валентина Володимирівна, Коровайченко Юрій Миколайович
МПК: C21D 1/00
Мітки: термоциклічного, пальців, спосіб, поршневих, згоряння, відновлення, двигунів, внутрішнього
Формула / Реферат:
Спосіб термоциклічного відновлення поршньових пальців двигунів внутрішнього згоряння, який включав нагрівання вище точки АС3 і охолодження загарту вальною рідиною, який відрізняється тим, що відновлення виконують у три етапи термоциклічної обробки: нагрівання до температури ACl+ (30...50°С) з швидкістю 400...500°С/c, природне охолодження на повітрі до температури АrI- (30...50°С) з швидкістю 3...5°С/с і кількістю термоциклів 3...5; нагрівання...
Спосіб відновлення деталей
Номер патенту: 21569
Опубліковано: 06.01.1998
Автори: Черновол Михайло Іванович, Коровайченко Юрій Миколайович, Гончаренко Микола Володимирович
МПК: C21D 1/00
Мітки: деталей, відновлення, спосіб
Формула / Реферат:
Спосіб відновлення деталей, включаючий нагрівання відновленої поверхні і напилення порошкового матеріалу, який відрізняється тим, що напилення порошкового матеріалу виконують дискретно під час охолодження деталі в інтервалі температур Аc1 + (30...50°C)...Ar1 + (30...50°С) у кожному непарному циклі термоциклічної обробки в інтервалі температур Аc1 + (30...50°С)...Аr1 - (30...50°С).
Спосіб відновлення деталей з однобічним спрацюванням
Номер патенту: 24684
Опубліковано: 04.08.1998
Автори: Молодик Микола Володимирович, Куценко Павло Миколайович, Куценко Микола Семенович
МПК: B23P 6/00
Мітки: спосіб, однобічним, спрацюванням, відновлення, деталей
Формула / Реферат:
Спосіб відновлення деталей з однобічним спрацюванням, що містить у собі наплавлення матеріалу, який компенсує спрацювання, його пластичне деформування в гарячому стані, який відрізняється тим, що наплавку здійснюють на поверхні, яка розміщена протилежно спрацьованій, а при пластичному деформуванні наплавлений матеріал переміщують в тіло деталі до тих пір, поки основний матеріал не заповнить спрацьовану зону деталі до номінальних розмірів в...
Спосіб відновлення функцій нервів при тотальному ушкодженні плечового сплетення
Номер патенту: 22397
Опубліковано: 03.03.1998
Автори: Атанасов Олег Михайлович, Цимбалюк Віталій Іванович, Лузан Борис Миколайович, Сулій Микола Миколайович
МПК: A61B 17/00
Мітки: плечового, відновлення, тотальному, сплетення, спосіб, ушкодженні, нервів, функцій
Формула / Реферат:
1. Спосіб відновлення функції нервів при тотальному ушкодженні плечового сплетення шляхом невротизації верхнього І нижнього стовбурів плечового сплетення і їх гілок, який відрізняється тим, що операцію проводять в 2 етапи. На першому етапі проводять невротизацію: вентральної гілки верхнього стовбура плечового сплетення зовнішньою гілкою додаткового нерва, дорсальної гілки верхнього стовбура плечового сплетення руховими гілками шийного...
Попередній патент: Спосіб визначення коагулопатії
Наступний патент: Горілка “гетьман”
Випадковий патент: Спосіб висадки розсади