Спосіб токарної обробки на верстатах з чпк
Номер патенту: 51392
Опубліковано: 15.11.2002
Автори: Лещенко Олександр Іванович, Чурляєв Володимир Іванович

Формула / Реферат
1. Спосіб токарної обробки на верстатах з ЧПК, що включає програмну обробку поверхонь деталі на верстаті різцями з непереточуваними пластинами круглої форми, з від'ємним переднім кутом, утвореним нахилом опорної площини в держаку різця й проекцією на основну площину різальної кромки у формі еліпса, який відрізняється тим, що програмну обробку поверхонь деталі здійснюють переміщенням центра пластини по траєкторії, яка задана апроксимованою кривою, визначеною параметричною функцією у вигляді:

, (1)

де t - кут, перемінна функції; r - радіус пластинки;
![]() - кут нахилу пластинки (передній кут різця);
- кут нахилу пластинки (передній кут різця);
![]() - кут, на який відігнуто держак різця, для прямих (не відігнутих) різців
- кут, на який відігнуто держак різця, для прямих (не відігнутих) різців ![]() =0;
=0;
![]() - коефіцієнт, що визначає напрямок зміщення відносно твірних поверхонь;
- коефіцієнт, що визначає напрямок зміщення відносно твірних поверхонь;
![]() ;
; ![]() ;
;
![]() ,
, ![]() - поточні координати точок твірних поверхонь деталі у системі координат деталі;
- поточні координати точок твірних поверхонь деталі у системі координат деталі;
![]() ,
, ![]() - поточні координати траєкторії переміщення центра пластини у системі координат деталі.
- поточні координати траєкторії переміщення центра пластини у системі координат деталі.
2. Спосіб за п. 1, який відрізняється тим, що при програмній обробці тороїдальних поверхонь, значення перемінних ![]() ,
, ![]() у функції (1) дорівнюють:
у функції (1) дорівнюють:
![]() ;
; ![]() ,
,
де R - радіус оброблюваної поверхні;
t - кутова координата поточної точки дотику різальної кромки пластини й дуги радіуса R;
Z0, X0 - координати центра дуги радіуса R у системі координат деталі.
3. Спосіб за п. 1, який відрізняється тим, що при програмній обробці сферичних поверхонь, значення перемінних ![]() ,
, ![]() у функції (1) дорівнюють:
у функції (1) дорівнюють:
![]() ;
; ![]() ,
,
де R - радіус оброблюваної поверхні;
t - кутова координата поточної точки дотику різальної кромки пластини й дуги радіуса R;
Z0 - координата центра дуги радіуса R на подовжній осі у системі координат деталі.
4. Спосіб за п. 1, який відрізняється тим, що при програмній обробці конічних поверхонь значення кута t у функції (1) дорівнює: ![]() , де
, де ![]() - кут конусності;
- кут конусності; ![]() = 3,141 - трансцендентне число.
= 3,141 - трансцендентне число.
5. Спосіб за п. 1, який відрізняється тим, що при програмній обробці циліндричних поверхонь значення кута t у функції (1) дорівнює: ![]() .
.
6. Спосіб за п. 1, який відрізняється тим, що при програмній обробці торцевих поверхонь значення кута t функції (1) дорівнює: ![]() .
.
Текст
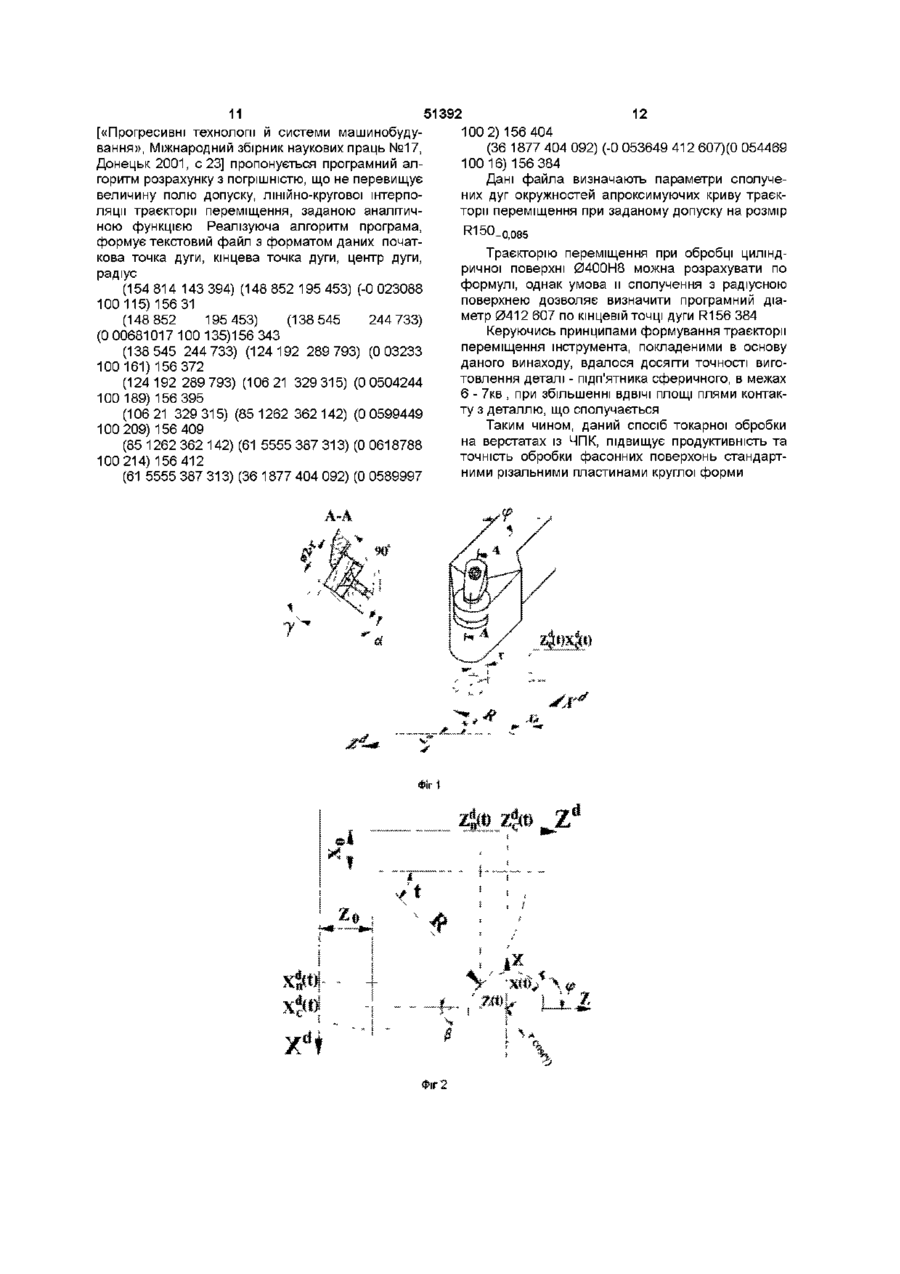
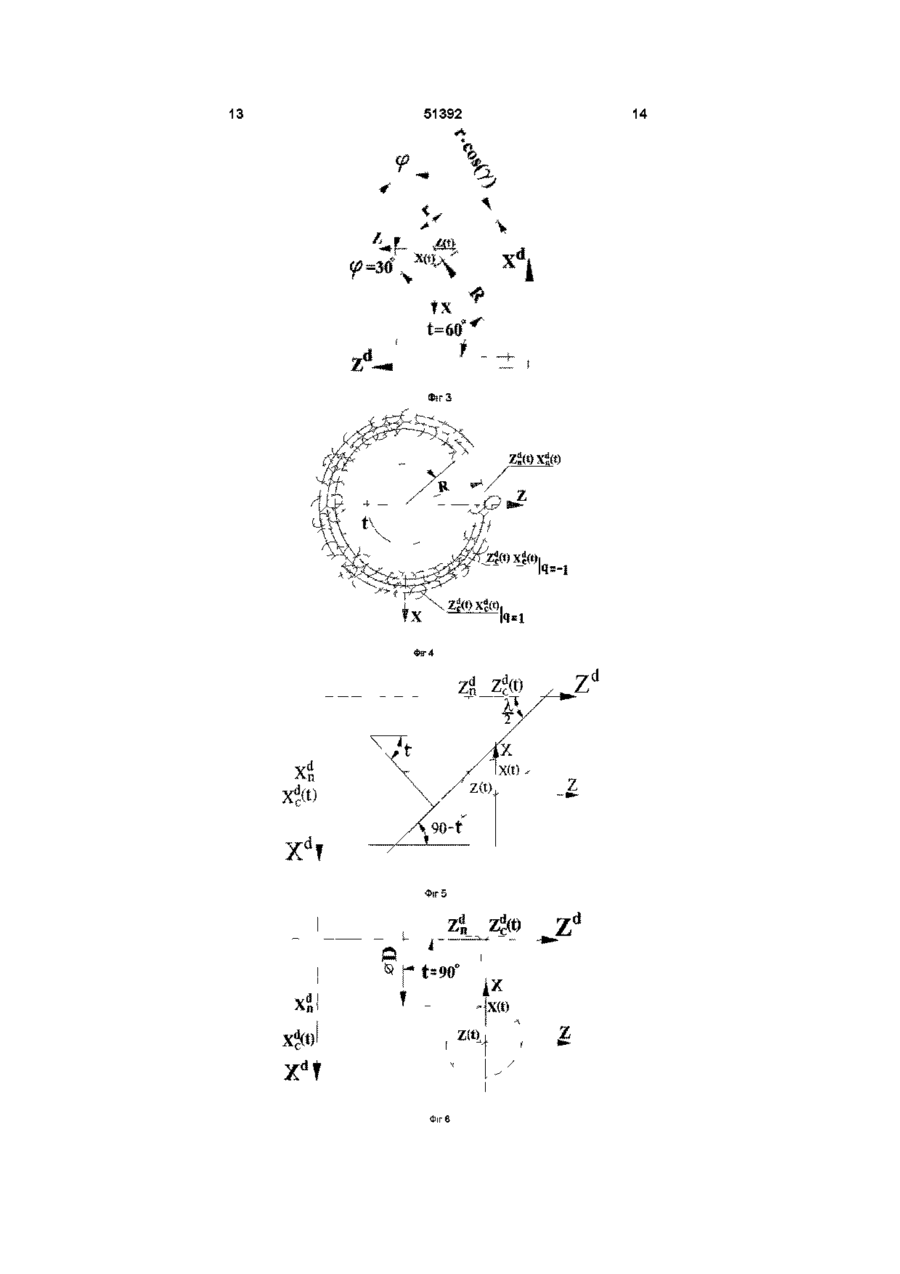
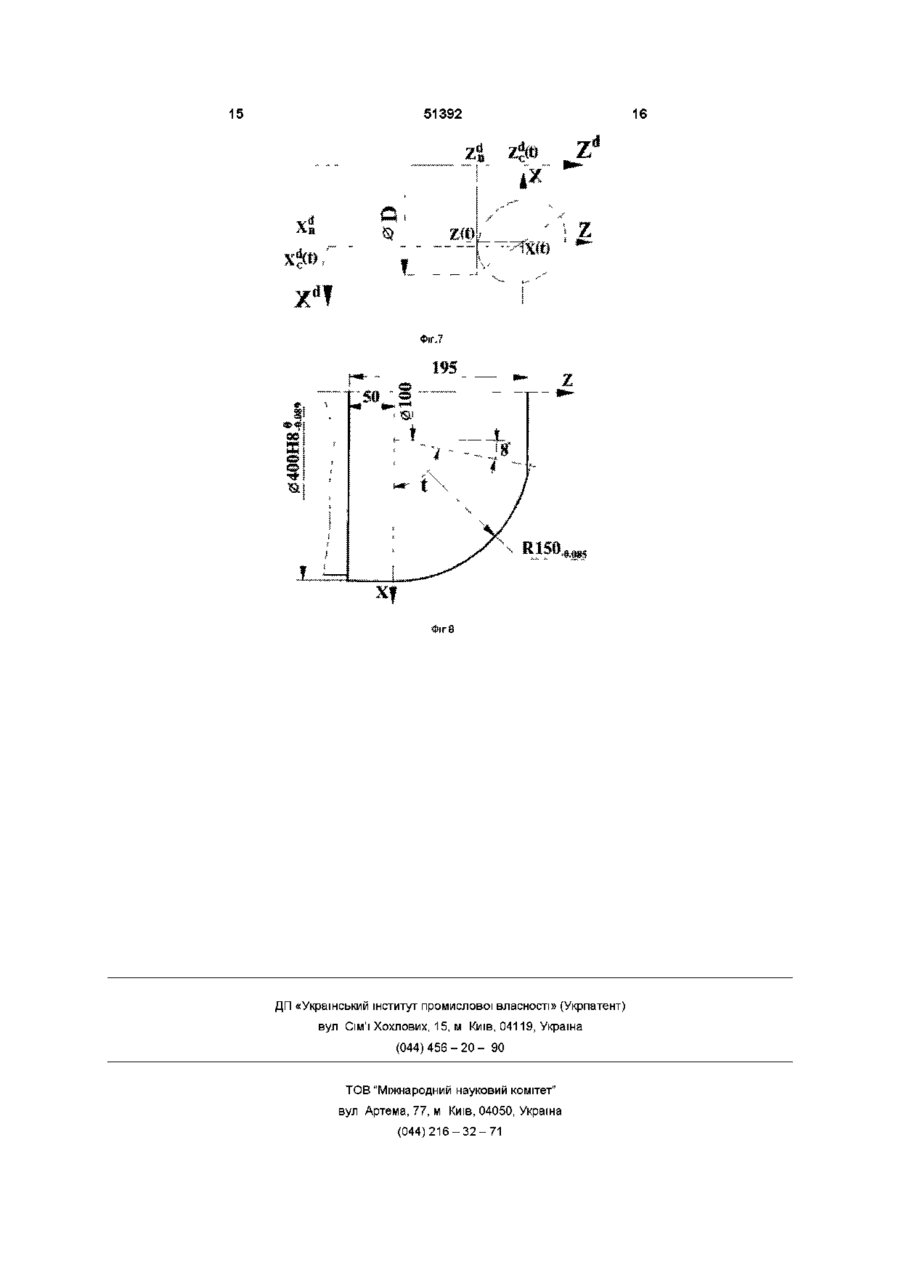
1 Спосіб токарної обробки на верстатах з ЧПК, що включає програмну обробку поверхонь деталі на верстаті різцями з непереточуваними пластинами круглої форми, з від'ємним переднім кутом, утвореним нахилом опорної площини в держаку різця й проекцією на основну площину різальної кромки у формі еліпса, який відрізняється тим, що програмну обробку поверхонь деталі здійснюють переміщенням центра пластини по траєкторії, яка задана апроксимованою кривою, визначеною параметричною функцією у вигляді 7 dm-7d q г К (К cost + N sint) (1) •JK [cos 2 y sin 2 t + (K cost + N sint) 2 ] 2 d d q 2 r [(K cost + N sint) N + cos у sint] I 7 7 7~ yK [cos у sin t + (K cost + N sint) ] де t - кут, перемінна функції, г - радіус пластинки, у - кут нахилу пластинки (передній кут різця), Ф - кут, на який відігнуто держак різця, для прямих (не відігнутих) різців Ф = 0 , q = ±1 - коефіцієнт, що визначає напрямок зміщення відносно твірних поверхонь, 2 2 K=sm + cos (ф), N = 0,5-sm(2^)-sm2(y), Z d , X d - поточні координати точок твірних поверхонь деталі у системі координат деталі, Винахід відноситься до області токарної обробки різанням на верстатах з ЧПК і може бути використаним для високоточних операцій точіння ЗОВНІШНІХ і внутрішніх поверхонь, різцями з непереточуваними пластинами круглої форми Zfi(t), Xn(t) - поточні координати траєкторії переміщення центра пластини у системі координат деталі 2 Спосіб за п 1, який відрізняється тим, що при програмній обробці тороїдальних поверхонь, значення перемінних Z d = Z d (t), X d = X d (t) у функції (1) дорівнюють Znd(t) = Z 0 + R-cos(t), Xnd(t) = X 0 +2-R-sm(t), де R - радіус оброблюваної поверхні, t - кутова координата поточної точки дотику різальної кромки пластини й дуги радіуса R, Zo, Хо - координати центра дуги радіуса R у системі координат деталі 3 Спосіб за п 1, який відрізняється тим, що при програмній обробці сферичних поверхонь, значення перемінних Z d = Z d (t), X d = X d (t) у функції (1) дорівнюють Z d (t) = Z 0 + R-cos(t) , X d (t) = 2-R-sm(t) , де R - радіус оброблюваної поверхні, t - кутова координата поточної точки дотику різальної кромки пластини й дуги радіуса R, Zo - координата центра дуги радіуса R на подовжній осі у системі координат деталі 4 Спосіб за п 1, який відрізняється тим, що при програмній обробці конічних поверхонь значення кута t у функції (1) дорівнює t = (ті-Я,)/2 , де X кут конусності, ті =3,141 -трансцендентне число 5 Спосіб за п 1, який відрізняється тим, що при програмній обробці циліндричних поверхонь значення кута t у функції (1) дорівнює t = л/2 6 Спосіб за п 1, який відрізняється тим, що при програмній обробці торцевих поверхонь значення кута t функції (1) дорівнює t = 0 твердосплавними за ДСТ 19069-80, 19070-80, 19071-80, мінералокерамічними за ДСТ 250003-81, з композиту ТУ 2-035-808-81 Переважне застосування таких пластин для со Ю 51392 4 переміщення інструмента та формувати програмну траєкторію з величиною зміщення, функціонально залежного від координат точок контакту твірної та різальної кромки пластини В основу винаходу поставлена задача, розробити спосіб токарної обробки деталей на верстатах з ЧПК, у якому нова умова здійснення певних дій дозволить знизити погрішність форми і підвищити точність оброблюваної поверхні Для рішення поставленої задачі, способом токарної обробки на верстатах з ЧПК, різцями з непереточуваними пластинами круглої форми, з від'ємним переднім кутом утвореним нахилом опорної площини в держаку різця й проекцією різальної кромки на основну площину у формі еліпса, у ВІДПОВІДНОСТІ з винахоїдом, програмну обробку поверхонь деталі здійснюють переміщенням центра пластини по траєкторії, яка задана апроксимованою кривою, визначеною параметричною Відоме широке коло способів токарної обробки функцією вигляду фасонних поверхонь різного типу Так, наприклад, відомий спосіб, у якому для формоутворення торцевих поверхонь пропонуєтьq r-K (K-cost + N-smt) ся теоретично точну кромку фасонного різця - еліпса, коректувати у фіксованих точках [див «Рас(1) чет погрешности профиля фасонных резцов», Ю И Иванов, А Б Кольцов, «Станки и инструмент», №1 1991, С 35] Даний спосіб може підвищити точність формоде t - кут, перемінна функції, г - радіус пластиутворення торцевих, а також циліндричних поверни, у - кут нахилу пластини(передній кут різця), хонь, за рахунок корекції геометрії різальної кроме - кут, на який відігнуто держак різця, для р ки, однак для різальних пластин стандартної прямих(не відігнутих) різців е = 0, р форми він не застосовний q = ± 1 - коефіцієнт, що визначає напрямок Крім того, відомий спосіб формоутворення позміщення відносно твірних поверхонь, верхонь, у якому величина корекції траєкторії пеК = sin (cp) C O S ( Y ) + cos (cp), N = реміщення інструмента залежить від типу оброб0 5 sm(2cp) sm (Y), люваної поверхні й радіуса заокруглення при вершині різця У відомому способі для компенсації Z —,X— - поточні координати точок твірних погрішності обробки конічних поверхонь, переміn' n поверхонь у системі координат деталі, щення інструмента розраховують для відповідної формотвірної точки радіусної частини різальної Z — (t),X— (t) - поточні координати траєкторії пластини у залежності від кута конусності [див с ' с «Программирование обработки на станках ЧПУ», переміщення центра у системі координат деталі Р И Гжиров, П П Серебреницкий, Ленинград, Формула(1) визначає узагальнений варіант «Машиностроение», 1990, С 474] траєкторії, заданої керуючою програмою токарної Однак, відомий спосіб не дає можливість враобробки ЗОВНІШНІХ і внутрішніх поверхонь різного ховувати погрішність обробки при динамічно змітипу Геометричний зміст аргументу параметричнюваному радіусі кривини формотворної частини ної функції t залежить від форми оброблюваної різальної кромки пластини поверхні Найбільш близьким технічним рішенням, проДля програмної траєкторії обробки радіусних тотипом, відомим технологам - програмістам як поверхонь, сферичної і тороїдальної значення «корекція на радіус», є спосіб токарної обробки на функцм(1) Z — (t),X— (t) залежать від поточних коверстатах з ЧПК, що дає можливість програмувати с ' с переміщення центра непереточуваної різальної пластини круглої форми, з від'ємним переднім куординат точок Z — ,Х— та величини зміщення, що том, утвореним нахилом опорної площини в дерп' п жаку різця Відомий спосіб надає можливість прозмінюється в залежності від кутової координати t грамувати траєкторію переміщення інструмента з При програмній обробці тороїдальних поверпостійним технологічним зміщенням щодо однієї твірної або групи твірних контуру оброблюваної хонь, значення перемінних Z— = Z —(t), деталі [див «Программное обеспечение устройстп п ва ЧПУ «Электроника МС 2101 91» Инструкция X— = X—(t) у функцм(1) дорівнюють для операторов УЧПУ и технологов программип п стов», 589 4001008 00001-0181 01-2, Москва, 1989, Z - ( t ) = Z 0 + R-cos(t); X - ( t ) = X 0 + R + -sm(t), С 59] де R - радіус оброблюваної поверхні, Разом із тим, даний спосіб не дає можливість t - кутова координата поточної точки дотику рікоректувати погрішність, що виникає в процесі обробки високоміцних матеріалів, дає підвищена СТІЙКІСТЬ двох різальних кромок з кутом загострення 90°, а їхнє розташування вздовж периметру окружності основ пластини збільшує ресурс різального інструмента Як геометричне тіло, різальні пластини цього типу представляють прямий круговий циліндр, тому задній та від'ємний передній кути різця утворюються нахилом опорної поверхні гнізда під пластину у держаку різця Унаслідок не перпендикулярності осі пластини основній площині, її різальні кромки - окружності в підставах прямого кругового циліндра, проектуються на основну площину як еліпс Теоретично точне формування профілю деталі буде забезпечено, якщо керуюча програма визначить траєкторію переміщення інструмента з урахуванням еліптичності проекції круглої пластини на основну площину 2 2 2 2 51392 6 зальної кромки пластини й дуги радіуса R, котра Фіг 4 Траєкторії переміщення центра пластини, змінюється в напрямку подачі, розраховані програмою AutoLISP Zo, Хо - координати центра дуги радіуса R у сиФіг 5 Формування траєкторії при обробці коністемі координат деталі чної поверхні з кутом конусності X При програмній обробці сферичних поверхонь, Фіг 6 Формування траєкторії при обробці циліндричної поверхні 0 D значення перемінних Z— = Z —(t) X— = X—(t) У Фіг 7 Формування траєкторії при обробці торп п п п цевої поверхні функцм(1) дорівнюють Фіг 8 Підп'ятник сферичний Розрахунок параметричної функци(1) виконано Z - ( t ) = Z 0 + R-cos(t); X-(t)=R-sm(t) для найбільш узагальненого варіанту траєкторії де Zo - координата центра дуги радіуса R на переміщення - обробці зовнішньої тороідальной подовжній осі у системі координат деталі поверхні радіуса Р(фіг 1), з координатами центра Для поверхонь із прямолінійної твірної t = Zo, Хо, різцем прохідним, відігнутим на кут ер, із круглою різальною пластиною радіуса г, та кутами, const, тому у функції траєкторм(1) Z —(t),X—(t) утвореними нахилом осі пластини переднім у і с ' с заднім а Проекцією пластини на основну площину змінюються тільки поточні координати точок твірі паралельну їй координатну плоскість токарного них поверхонь Z—, X—, а величина зміщення верстата ZdXd буде еліпс, повернений на кут ер, із п п півосями більшої г й менший r-cos(y) Кріплення залишається постійною пластини - притискачем До таких поверхонь обертання можна віднесНеобхідно одержати функцію траєкторії перети d d поверхні КОНІЧНІ, кут t = (ті - Х)І2, де X - кут коміщення центра еліпса Z —(t), X—(t) з умови його нусності, ті = 3 141 - трансцендентне число, с с поверхні циліндричні, KyTt = 7i/2; торкання дуги радіуса R при кожнім значенні t поверхні торцеві, кут t = 0 кута повороту навколо центра дуги точки торкання, Широкий спектр різців має стандартне радіусу напрямку подачі не(0 2 -1 2)мм заокруглення при вершині різальної х = 1(фіг2), у Рівняння еліпса кромки, однак для радіусів таких розмірів відхи2 2 лення від круглоти проекції формотвірної кромки г -cos системі координат ZX поверненого уна кут ер, має на основну площину складає настільки малий відвигляд соток від ширини поля допуску, що враховувати цю погрішність не має рації У теорії проектування різального інструмента, (2 • cos
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for turning processing at workbenches with npc
Назва патенту російськоюСпособ токарной обработки на станках с чпу
МПК / Мітки
МПК: B23B 1/00
Мітки: верстатах, чпк, обробки, спосіб, токарної
Код посилання
<a href="https://ua.patents.su/8-51392-sposib-tokarno-obrobki-na-verstatakh-z-chpk.html" target="_blank" rel="follow" title="База патентів України">Спосіб токарної обробки на верстатах з чпк</a>
Спосіб токарної обробки криволінійних осей і пристрій для його здійснення
Номер патенту: 47035
Опубліковано: 17.06.2002
Автори: Стойко Ігор Іванович, Гевко Іван Богданович
МПК: B23B 1/00
Мітки: осей, пристрій, криволінійних, спосіб, обробки, здійснення, токарної
Формула / Реферат:
1. Спосіб токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, що криволінійну вісь розміщують на двох технологічних (додаткових) центрових отворах, які розміщені в площині симетрії осі - один на зовнішньому діаметрі згину, а другий - на внутрішньому, і надають обертання відносно...
Спосіб для токарної обробки криволінійних осей і пристрій для його реалізації
Номер патенту: 47036
Опубліковано: 17.06.2002
Автори: Гевко Іван Богданович, Стойко Ігор Іванович
МПК: B23B 1/00
Мітки: криволінійних, реалізації, спосіб, токарної, обробки, осей, пристрій
Формула / Реферат:
1. Спосіб для токарної обробки криволінійних осей, який полягає в тому, що криволінійну вісь закріплюють в центрах, які розміщують в площині симетрії осі з додатковими технологічними центровими отворами, який відрізняється тим, то криволінійну вісь розмішують на 4-х технологічних допоміжних центрових отворах, які розміщені посередині криволінійної осі на згині - два на зовнішньому діаметрі згину, а інших два - на внутрішньому і надають...
Спосіб токарної обробки

Номер патенту: 32222
Опубліковано: 15.12.2000
Автори: Мачуга Роман Іванович, Судьін Юрій Олексійович, Кузнєцов Юрій Миколайович
МПК: B23B 1/00
Мітки: обробки, токарної, спосіб
Текст:
...кінематичною ланкою системи шпиндель заготовка, яка обертається, надають інструменту обертовий рух навколо власної осі, синхронізований з обертанням шпинделя, після чого інструмент, що обертається, входить в контакт із заготовкою і здійснює різання, а при відводі інструмента у вихідне положення після закінчення різання здійснюють розрив кінематичного ланцюга інструмента з кінематичною ланкою системи шпиндель - заготовка, яка обертається. За...
Спосіб токарної обробки асферичних поверхонь та пристрій для його здійснення
Номер патенту: 3476
Опубліковано: 27.12.1994
Автори: Добровольський Геннадій Георгійович, Люненко Микола Кузьмич, Крячек Борис Степанович
МПК: B23B 5/00
Мітки: спосіб, обробки, здійснення, поверхонь, токарної, пристрій, асферичних
Формула / Реферат:
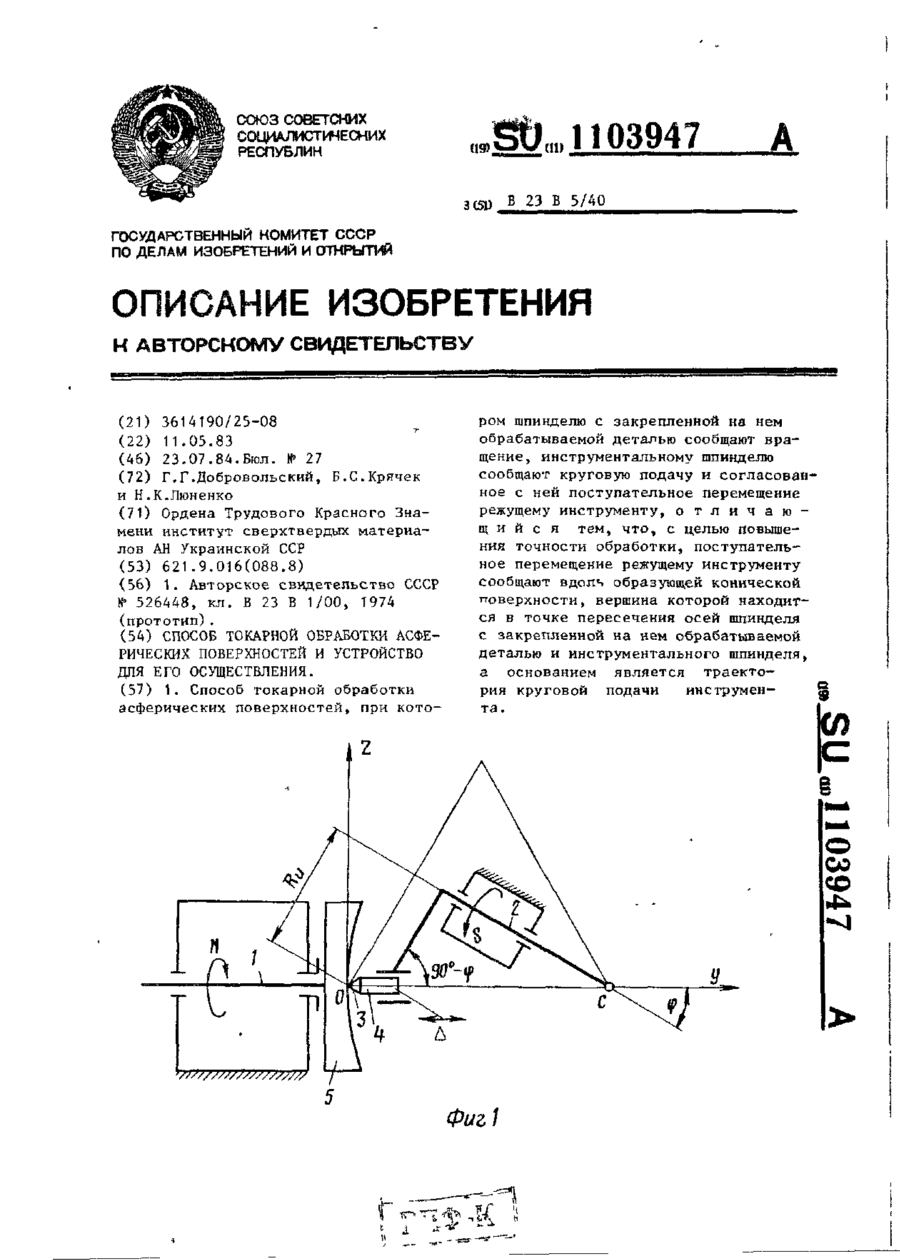
1. Способ токарной обработки асферических поверхностей, при котором шпинделю с закрепленной на нем обрабатываемой деталью сообщают вращение, инструментальному шпинделю сообщают круговую подачу и согласованное с ней поступательное перемещение режущему инструменту, отличающийся тем, что, с целью повышения точности обработки, поступательное перемещение режущему инструменту сообщают вдоль образующей конической поверхности, вершина которой...
Спосіб токарної обробки
Номер патенту: 33420
Опубліковано: 15.02.2001
Автори: Кузнєцов Юрій Миколайович, Мачуга Роман Іванович
МПК: B23B 1/00
Мітки: обробки, спосіб, токарної
Текст:
...інструмента 4, за рахунок чого скручують пружину 10 і проводять акумуляцію потенційної енергії. Перед початком робочого ходу ланцюг допоміжного руху і електродвигун 1 (М) роз'єднують. Під час робочого ходу відрізного супорта 2 дисковому ріжучому інструменту 4, наприклад, фрезі, надають обертовий рух від скрученої пружини 10 через обгінну муфту 11 і здійснюють процес різання за рахунок накопиченої потенційної енергії. Після закінчення...
Попередній патент: Муфта з еластичною оболонкою
Наступний патент: Комплекс для вирощування розсади і первинної переробки тютюну
Випадковий патент: Спосіб виготовлення цитогенетичних давлених препаратів з коренів вищих водяних рослин