Роз’ємна матриця для гвинтової екструзії
Номер патенту: 71855
Опубліковано: 25.07.2012
Автори: Бейгельзимер Яків Юхимович, Кулагін Роман Юрійович, Тарасов Олександр Федорович


Формула / Реферат
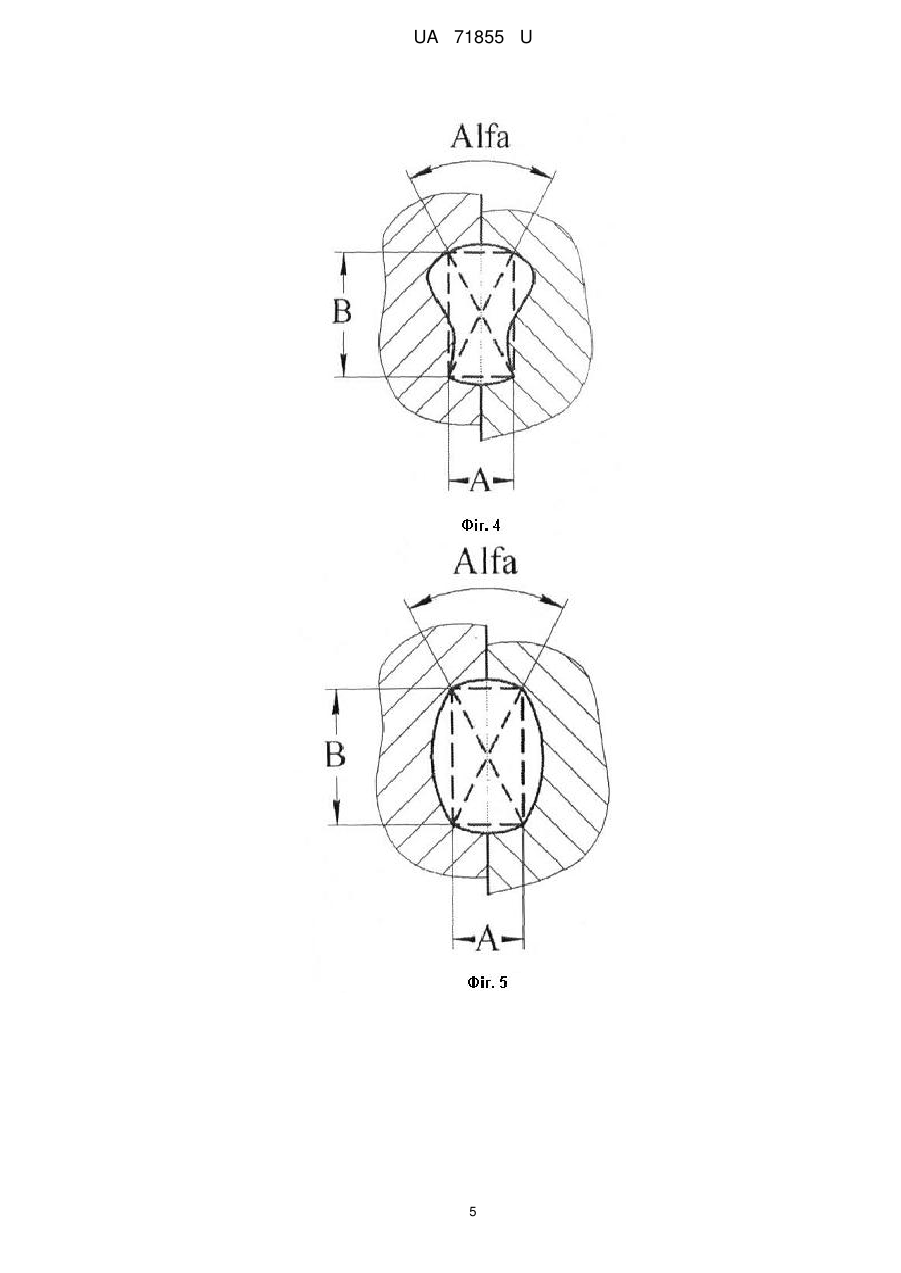
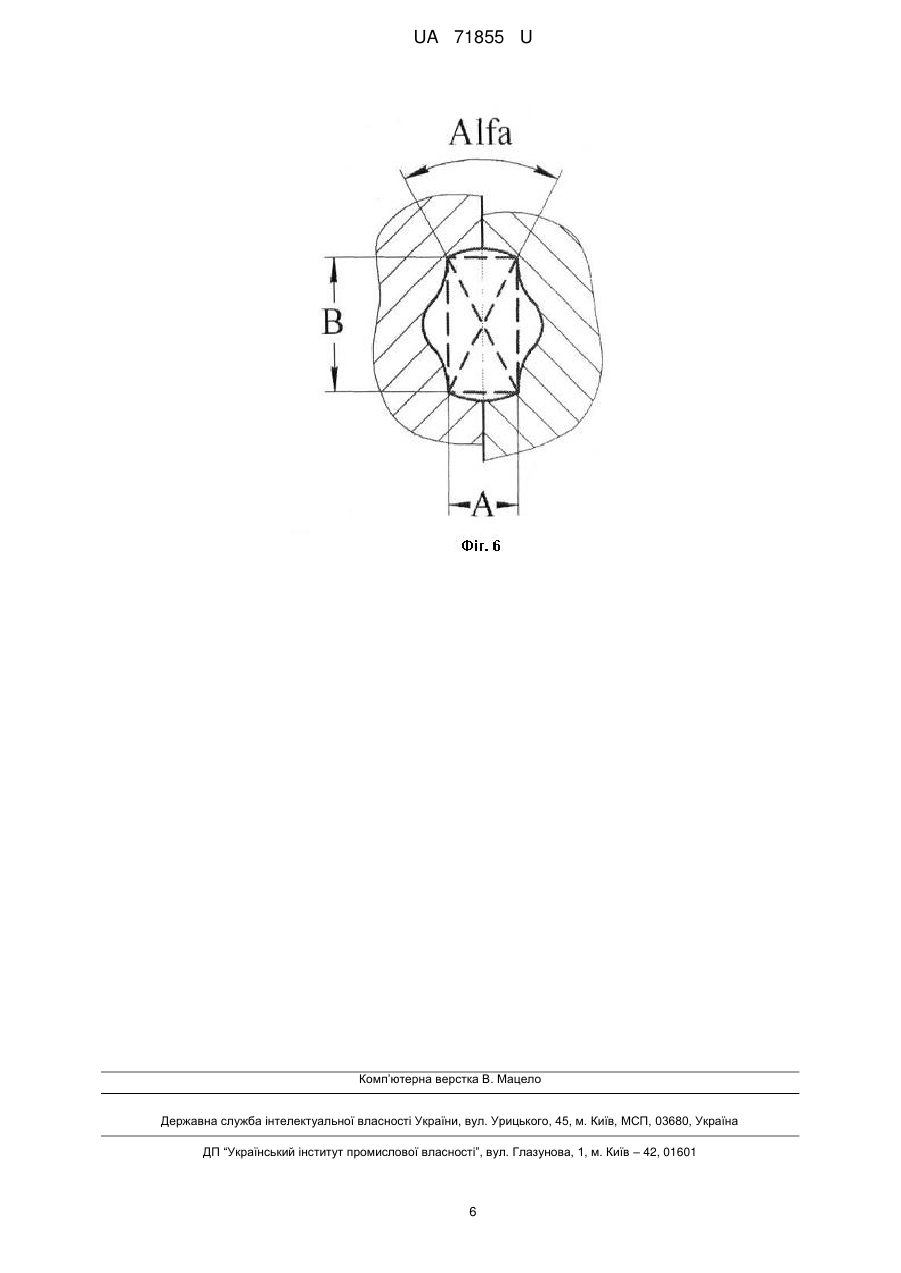
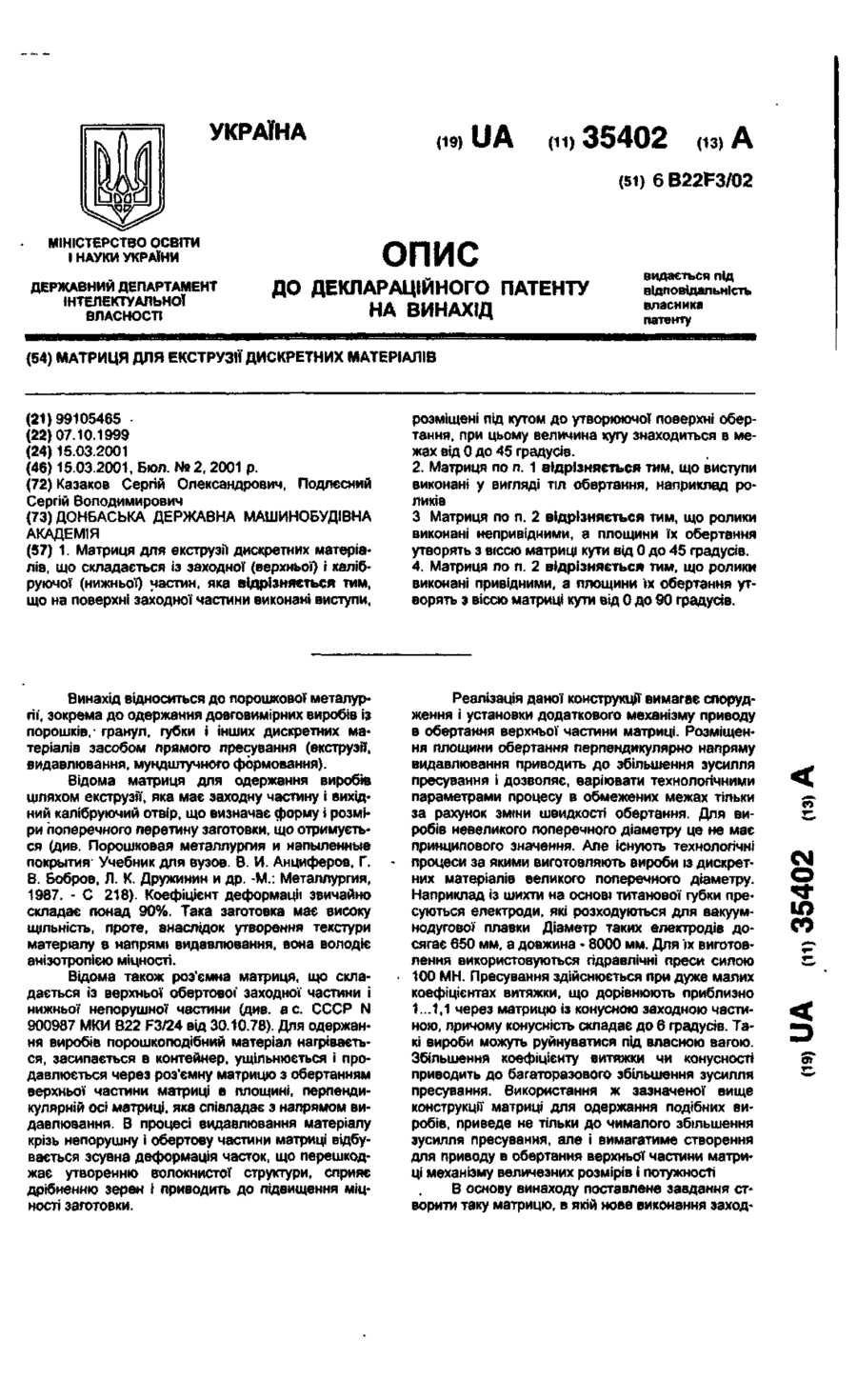
Роз'ємна матриця для гвинтової екструзії, що містить корпус з центральним отвором робочого каналу, який має послідовно розташовані уздовж його осі західну, формоутворюючу та калібруючу ділянки, які мають постійну площу і форму поперечного перерізу, що відповідає перерізу заготівки, а сам канал матриці утворений за допомогою переміщення контуру поперечного перерізу прямолінійно уздовж осі екструзії на західній та калібруючій ділянках і гвинтового переміщення контуру на формоутворюючій ділянці, причому положення контуру на західній та калібруючій ділянках визначається крайніми положеннями контуру поперечного перерізу на гвинтовій формоутворюючій ділянці, яка відрізняється тим, що корпус матриці виконаний у вигляді двох півматриць з плоскою поверхнею роз'єму, яка розташована уздовж осі робочого каналу матриці, канал має дві радіусні ділянки на протилежних сторонах перерізу, площина роз'єму розташована в межах цих ділянок, а кут гвинтового переміщення контуру на формоутворюючій ділянці Alfa не перевищує подвійного кута нахилу діагоналі прямокутника, який вписаний в переріз каналу матриці і побудований на хордах А і В радіусних ділянок, кут гвинтового переміщення контуру Alfa визначається у відповідності до формули
![]() ,
,
де ![]() - менша хорда одного з радіусних сегментів;
- менша хорда одного з радіусних сегментів;
![]() - сторона вписаного в поперечний переріз каналу прямокутника між хордами.
- сторона вписаного в поперечний переріз каналу прямокутника між хордами.
Текст
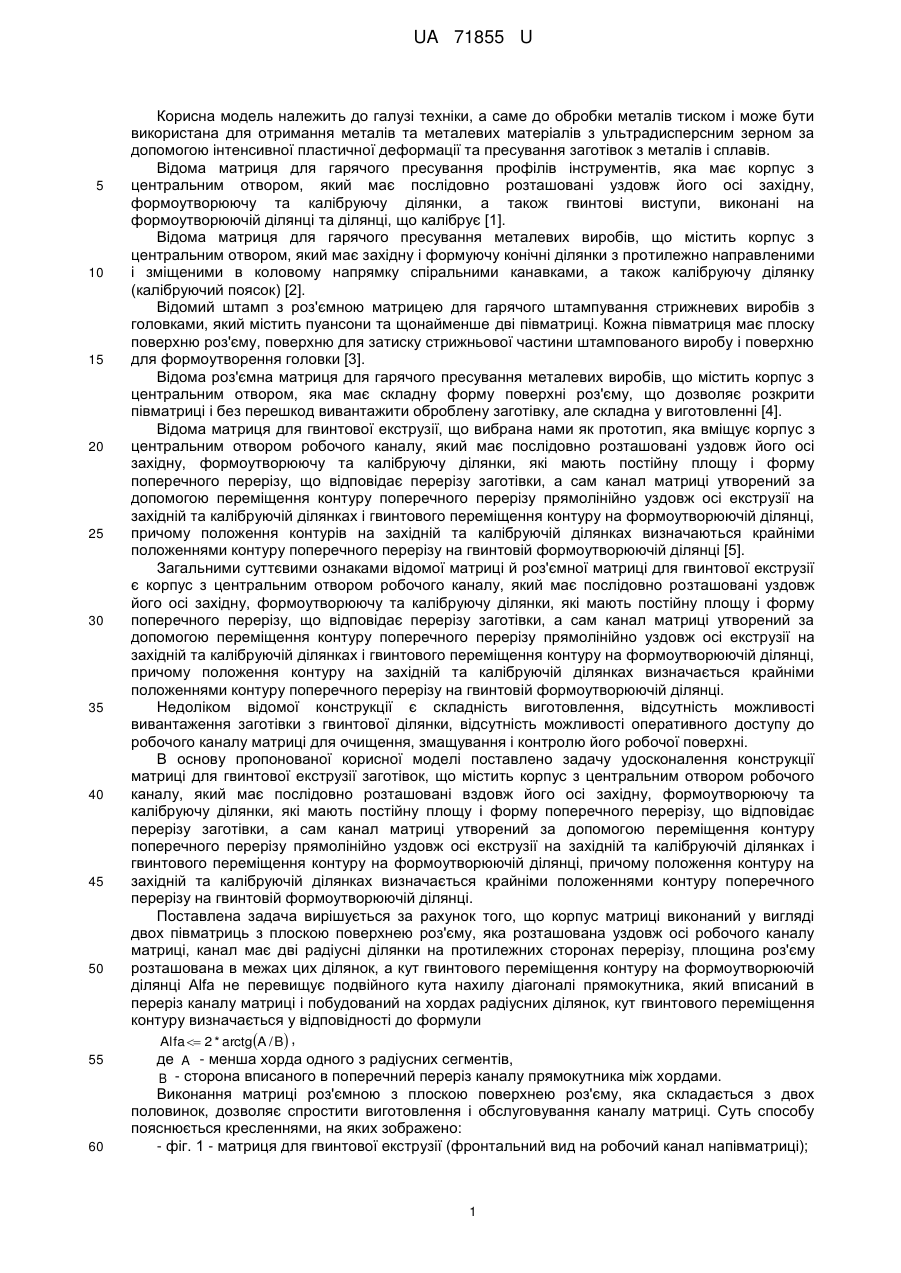
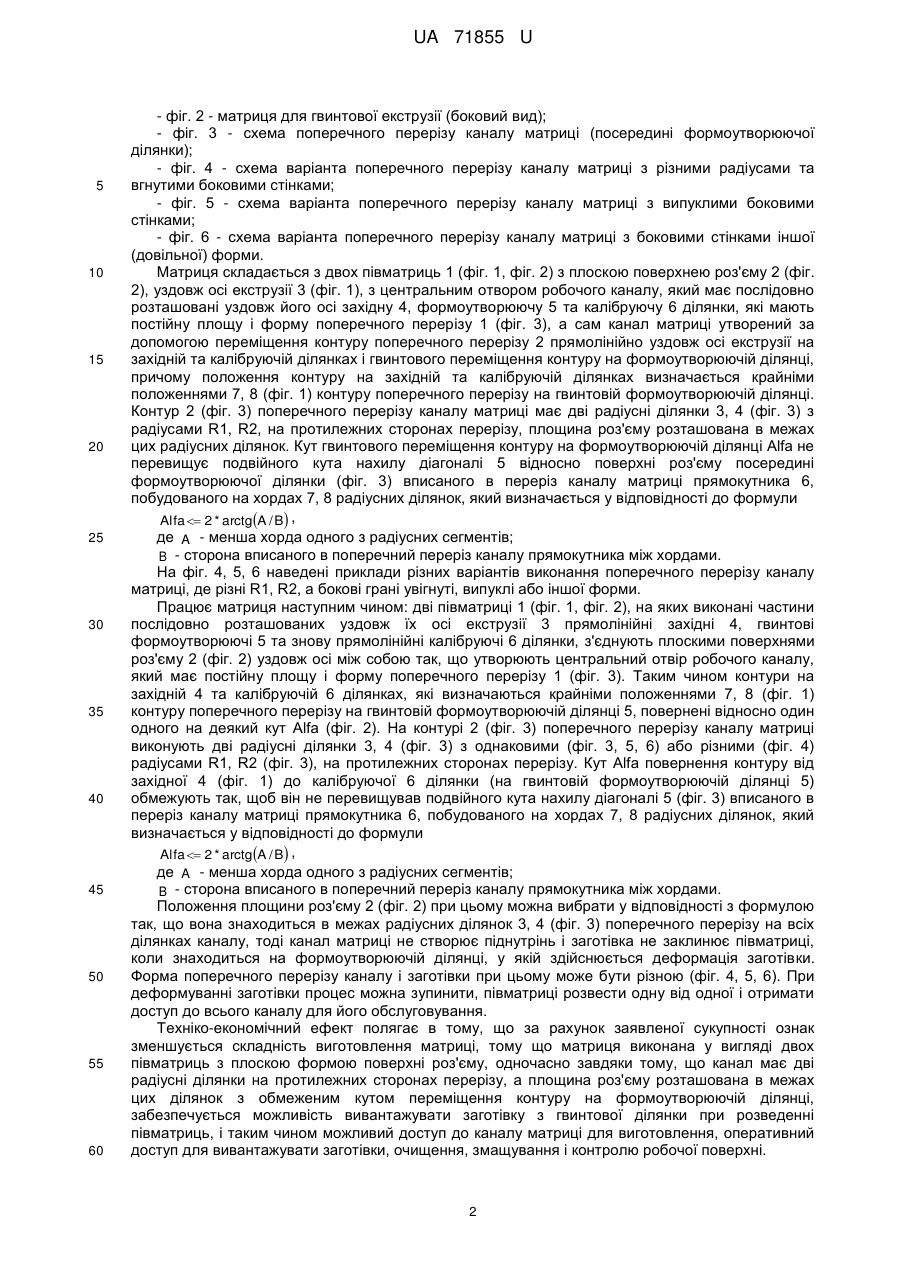
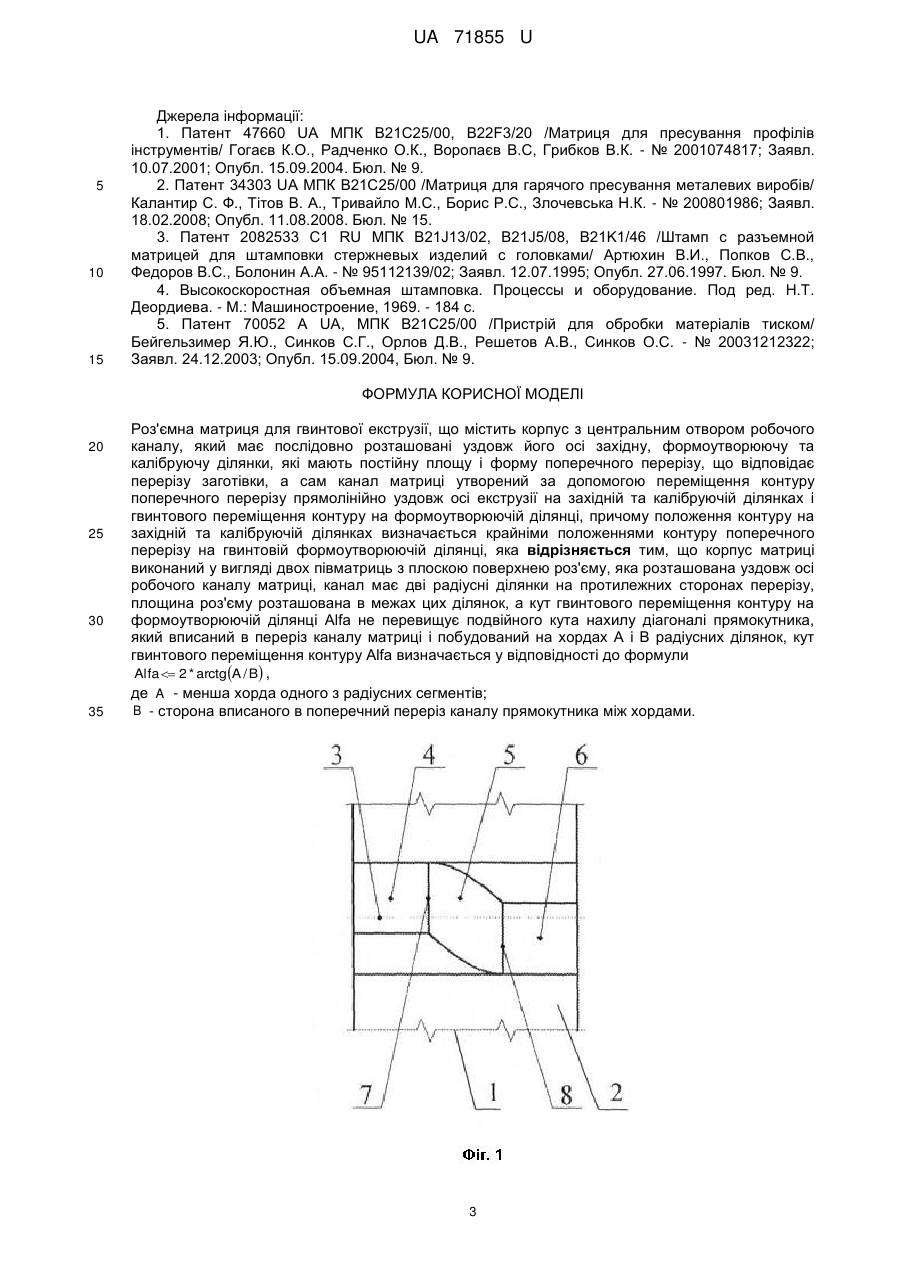
Реферат: Роз'ємна матриця для гвинтової екструзії містить корпус з центральним отвором робочого каналу, який має послідовно розташовані уздовж його осі західну, формоутворюючу та калібруючу ділянки, які мають постійну площу і форму поперечного перерізу, що відповідає перерізу заготівки, а сам канал матриці утворений за допомогою переміщення контуру поперечного перерізу прямолінійно уздовж осі екструзії на західній та калібруючій ділянках і гвинтового переміщення контуру на формоутворюючій ділянці, причому положення контуру на західній та калібруючій ділянках визначається крайніми положеннями контуру поперечного перерізу на гвинтовій формоутворюючій ділянці. Корпус матриці виконаний у вигляді двох півматриць з плоскою поверхнею роз'єму, яка розташована уздовж осі робочого каналу матриці, канал має дві радіусні ділянки на протилежних сторонах перерізу, площина роз'єму розташована в межах цих ділянок, а кут гвинтового переміщення контуру на формоутворюючій ділянці Alfa не перевищує подвійного кута нахилу діагоналі прямокутника, який вписаний в переріз каналу матриці і побудований на хордах А і В радіусних ділянок. UA 71855 U (12) UA 71855 U UA 71855 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі техніки, а саме до обробки металів тиском і може бути використана для отримання металів та металевих матеріалів з ультрадисперсним зерном за допомогою інтенсивної пластичної деформації та пресування заготівок з металів і сплавів. Відома матриця для гарячого пресування профілів інструментів, яка має корпус з центральним отвором, який має послідовно розташовані уздовж його осі західну, формоутворюючу та калібруючу ділянки, а також гвинтові виступи, виконані на формоутворюючій ділянці та ділянці, що калібрує [1]. Відома матриця для гарячого пресування металевих виробів, що містить корпус з центральним отвором, який має західну і формуючу конічні ділянки з протилежно направленими і зміщеними в коловому напрямку спіральними канавками, а також калібруючу ділянку (калібруючий поясок) [2]. Відомий штамп з роз'ємною матрицею для гарячого штампування стрижневих виробів з головками, який містить пуансони та щонайменше дві півматриці. Кожна півматриця має плоску поверхню роз'єму, поверхню для затиску стрижньової частини штампованого виробу і поверхню для формоутворення головки [3]. Відома роз'ємна матриця для гарячого пресування металевих виробів, що містить корпус з центральним отвором, яка має складну форму поверхні роз'єму, що дозволяє розкрити півматриці і без перешкод вивантажити оброблену заготівку, але складна у виготовленні [4]. Відома матриця для гвинтової екструзії, що вибрана нами як прототип, яка вміщує корпус з центральним отвором робочого каналу, який має послідовно розташовані уздовж його осі західну, формоутворюючу та калібруючу ділянки, які мають постійну площу і форму поперечного перерізу, що відповідає перерізу заготівки, а сам канал матриці утворений за допомогою переміщення контуру поперечного перерізу прямолінійно уздовж осі екструзії на західній та калібруючій ділянках і гвинтового переміщення контуру на формоутворюючій ділянці, причому положення контурів на західній та калібруючій ділянках визначаються крайніми положеннями контуру поперечного перерізу на гвинтовій формоутворюючій ділянці [5]. Загальними суттєвими ознаками відомої матриці й роз'ємної матриці для гвинтової екструзії є корпус з центральним отвором робочого каналу, який має послідовно розташовані уздовж його осі західну, формоутворюючу та калібруючу ділянки, які мають постійну площу і форму поперечного перерізу, що відповідає перерізу заготівки, а сам канал матриці утворений за допомогою переміщення контуру поперечного перерізу прямолінійно уздовж осі екструзії на західній та калібруючій ділянках і гвинтового переміщення контуру на формоутворюючій ділянці, причому положення контуру на західній та калібруючій ділянках визначається крайніми положеннями контуру поперечного перерізу на гвинтовій формоутворюючій ділянці. Недоліком відомої конструкції є складність виготовлення, відсутність можливості вивантаження заготівки з гвинтової ділянки, відсутність можливості оперативного доступу до робочого каналу матриці для очищення, змащування і контролю його робочої поверхні. В основу пропонованої корисної моделі поставлено задачу удосконалення конструкції матриці для гвинтової екструзії заготівок, що містить корпус з центральним отвором робочого каналу, який має послідовно розташовані вздовж його осі західну, формоутворюючу та калібруючу ділянки, які мають постійну площу і форму поперечного перерізу, що відповідає перерізу заготівки, а сам канал матриці утворений за допомогою переміщення контуру поперечного перерізу прямолінійно уздовж осі екструзії на західній та калібруючій ділянках і гвинтового переміщення контуру на формоутворюючій ділянці, причому положення контуру на західній та калібруючій ділянках визначається крайніми положеннями контуру поперечного перерізу на гвинтовій формоутворюючій ділянці. Поставлена задача вирішується за рахунок того, що корпус матриці виконаний у вигляді двох півматриць з плоскою поверхнею роз'єму, яка розташована уздовж осі робочого каналу матриці, канал має дві радіусні ділянки на протилежних сторонах перерізу, площина роз'єму розташована в межах цих ділянок, а кут гвинтового переміщення контуру на формоутворюючій ділянці Alfa не перевищує подвійного кута нахилу діагоналі прямокутника, який вписаний в переріз каналу матриці і побудований на хордах радіусних ділянок, кут гвинтового переміщення контуру визначається у відповідності до формули Alfa 2 * arctgA / B , де A - менша хорда одного з радіусних сегментів, B - сторона вписаного в поперечний переріз каналу прямокутника між хордами. Виконання матриці роз'ємною з плоскою поверхнею роз'єму, яка складається з двох половинок, дозволяє спростити виготовлення і обслуговування каналу матриці. Суть способу пояснюється кресленнями, на яких зображено: - фіг. 1 - матриця для гвинтової екструзії (фронтальний вид на робочий канал напівматриці); 1 UA 71855 U 5 10 15 20 25 30 35 40 45 50 55 60 - фіг. 2 - матриця для гвинтової екструзії (боковий вид); - фіг. 3 - схема поперечного перерізу каналу матриці (посередині формоутворюючої ділянки); - фіг. 4 - схема варіанта поперечного перерізу каналу матриці з різними радіусами та вгнутими боковими стінками; - фіг. 5 - схема варіанта поперечного перерізу каналу матриці з випуклими боковими стінками; - фіг. 6 - схема варіанта поперечного перерізу каналу матриці з боковими стінками іншої (довільної) форми. Матриця складається з двох півматриць 1 (фіг. 1, фіг. 2) з плоскою поверхнею роз'єму 2 (фіг. 2), уздовж осі екструзії 3 (фіг. 1), з центральним отвором робочого каналу, який має послідовно розташовані уздовж його осі західну 4, формоутворюючу 5 та калібруючу 6 ділянки, які мають постійну площу і форму поперечного перерізу 1 (фіг. 3), а сам канал матриці утворений за допомогою переміщення контуру поперечного перерізу 2 прямолінійно уздовж осі екструзії на західній та калібруючій ділянках і гвинтового переміщення контуру на формоутворюючій ділянці, причому положення контуру на західній та калібруючій ділянках визначається крайніми положеннями 7, 8 (фіг. 1) контуру поперечного перерізу на гвинтовій формоутворюючій ділянці. Контур 2 (фіг. 3) поперечного перерізу каналу матриці має дві радіусні ділянки 3, 4 (фіг. 3) з радіусами R1, R2, на протилежних сторонах перерізу, площина роз'єму розташована в межах цих радіусних ділянок. Кут гвинтового переміщення контуру на формоутворюючій ділянці Alfa не перевищує подвійного кута нахилу діагоналі 5 відносно поверхні роз'єму посередині формоутворюючої ділянки (фіг. 3) вписаного в переріз каналу матриці прямокутника 6, побудованого на хордах 7, 8 радіусних ділянок, який визначається у відповідності до формули Alfa 2 * arctgA / B , де A - менша хорда одного з радіусних сегментів; B - сторона вписаного в поперечний переріз каналу прямокутника між хордами. На фіг. 4, 5, 6 наведені приклади різних варіантів виконання поперечного перерізу каналу матриці, де різні R1, R2, а бокові грані увігнуті, випуклі або іншої форми. Працює матриця наступним чином: дві півматриці 1 (фіг. 1, фіг. 2), на яких виконані частини послідовно розташованих уздовж їх осі екструзії 3 прямолінійні західні 4, гвинтові формоутворюючі 5 та знову прямолінійні калібруючі 6 ділянки, з'єднують плоскими поверхнями роз'єму 2 (фіг. 2) уздовж осі між собою так, що утворюють центральний отвір робочого каналу, який має постійну площу і форму поперечного перерізу 1 (фіг. 3). Таким чином контури на західній 4 та калібруючій 6 ділянках, які визначаються крайніми положеннями 7, 8 (фіг. 1) контуру поперечного перерізу на гвинтовій формоутворюючій ділянці 5, повернені відносно один одного на деякий кут Alfa (фіг. 2). На контурі 2 (фіг. 3) поперечного перерізу каналу матриці виконують дві радіусні ділянки 3, 4 (фіг. 3) з однаковими (фіг. 3, 5, 6) або різними (фіг. 4) радіусами R1, R2 (фіг. 3), на протилежних сторонах перерізу. Кут Alfa повернення контуру від західної 4 (фіг. 1) до калібруючої 6 ділянки (на гвинтовій формоутворюючій ділянці 5) обмежують так, щоб він не перевищував подвійного кута нахилу діагоналі 5 (фіг. 3) вписаного в переріз каналу матриці прямокутника 6, побудованого на хордах 7, 8 радіусних ділянок, який визначається у відповідності до формули Alfa 2 * arctgA / B , де A - менша хорда одного з радіусних сегментів; B - сторона вписаного в поперечний переріз каналу прямокутника між хордами. Положення площини роз'єму 2 (фіг. 2) при цьому можна вибрати у відповідності з формулою так, що вона знаходиться в межах радіусних ділянок 3, 4 (фіг. 3) поперечного перерізу на всіх ділянках каналу, тоді канал матриці не створює піднутрінь і заготівка не заклинює півматриці, коли знаходиться на формоутворюючій ділянці, у якій здійснюється деформація заготівки. Форма поперечного перерізу каналу і заготівки при цьому може бути різною (фіг. 4, 5, 6). При деформуванні заготівки процес можна зупинити, півматриці розвести одну від одної і отримати доступ до всього каналу для його обслуговування. Техніко-економічний ефект полягає в тому, що за рахунок заявленої сукупності ознак зменшується складність виготовлення матриці, тому що матриця виконана у вигляді двох півматриць з плоскою формою поверхні роз'єму, одночасно завдяки тому, що канал має дві радіусні ділянки на протилежних сторонах перерізу, а площина роз'єму розташована в межах цих ділянок з обмеженим кутом переміщення контуру на формоутворюючій ділянці, забезпечується можливість вивантажувати заготівку з гвинтової ділянки при розведенні півматриць, і таким чином можливий доступ до каналу матриці для виготовлення, оперативний доступ для вивантажувати заготівки, очищення, змащування і контролю робочої поверхні. 2 UA 71855 U 5 10 15 Джерела інформації: 1. Патент 47660 UA МПК В21С25/00, B22F3/20 /Матриця для пресування профілів інструментів/ Гогаєв К.О., Радченко О.К., Воропаєв В.С, Грибков В.К. - № 2001074817; Заявл. 10.07.2001; Опубл. 15.09.2004. Бюл. № 9. 2. Патент 34303 UA МПК В21С25/00 /Матриця для гарячого пресування металевих виробів/ Калантир С. Ф., Тітов В. А., Тривайло М.С., Борис Р.С., Злочевська Н.К. - № 200801986; Заявл. 18.02.2008; Опубл. 11.08.2008. Бюл. № 15. 3. Патент 2082533 С1 RU МПК B21J13/02, B21J5/08, В21K1/46 /Штамп с разъемной матрицей для штамповки стержневых изделий с головками/ Артюхин В.И., Попков С.В., Федоров B.C., Болонин А.А. - № 95112139/02; Заявл. 12.07.1995; Опубл. 27.06.1997. Бюл. № 9. 4. Высокоскоростная объемная штамповка. Процессы и оборудование. Под ред. Н.Т. Деордиева. - М.: Машиностроение, 1969. - 184 с. 5. Патент 70052 A UA, МПК В21С25/00 /Пристрій для обробки матеріалів тиском/ Бейгельзимер Я.Ю., Синков С.Г., Орлов Д.В., Решетов А.В., Синков О.С. - № 20031212322; Заявл. 24.12.2003; Опубл. 15.09.2004, Бюл. № 9. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 30 35 Роз'ємна матриця для гвинтової екструзії, що містить корпус з центральним отвором робочого каналу, який має послідовно розташовані уздовж його осі західну, формоутворюючу та калібруючу ділянки, які мають постійну площу і форму поперечного перерізу, що відповідає перерізу заготівки, а сам канал матриці утворений за допомогою переміщення контуру поперечного перерізу прямолінійно уздовж осі екструзії на західній та калібруючій ділянках і гвинтового переміщення контуру на формоутворюючій ділянці, причому положення контуру на західній та калібруючій ділянках визначається крайніми положеннями контуру поперечного перерізу на гвинтовій формоутворюючій ділянці, яка відрізняється тим, що корпус матриці виконаний у вигляді двох півматриць з плоскою поверхнею роз'єму, яка розташована уздовж осі робочого каналу матриці, канал має дві радіусні ділянки на протилежних сторонах перерізу, площина роз'єму розташована в межах цих ділянок, а кут гвинтового переміщення контуру на формоутворюючій ділянці Alfa не перевищує подвійного кута нахилу діагоналі прямокутника, який вписаний в переріз каналу матриці і побудований на хордах А і В радіусних ділянок, кут гвинтового переміщення контуру Alfa визначається у відповідності до формули Alfa 2 * arctgA / B , де A - менша хорда одного з радіусних сегментів; B - сторона вписаного в поперечний переріз каналу прямокутника між хордами. 3 UA 71855 U 4 UA 71855 U 5 UA 71855 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюOpen die for a helical extrusion
Автори англійськоюBeihelzimer Yakiv Yukhymovych, Tarasov Oleksandr Fedorovych, Kulahin Roman Yuriiovych
Назва патенту російськоюРазъемная матрица для винтовой экструзии
Автори російськоюБейгельзимер Яков Ефимович, Тарасов Александр Федорович, Кулагин Роман Юрьевич
МПК / Мітки
МПК: B21C 25/00
Мітки: гвинтової, роз'ємна, екструзії, матриця
Код посилання
<a href="https://ua.patents.su/8-71855-rozehmna-matricya-dlya-gvintovo-ekstruzi.html" target="_blank" rel="follow" title="База патентів України">Роз’ємна матриця для гвинтової екструзії</a>
Матриця для екструзії дискретних матеріалів
Номер патенту: 35402
Опубліковано: 15.03.2001
Автори: Подлєсний Сергій Володимирович, Казаков Сергій Олександрович
МПК: B22F 3/02
Мітки: дискретних, матеріалів, екструзії, матриця
Формула / Реферат:
1. Матриця для екструзії дискретних матеріалів, що складається із заходної (верхньої) і калібруючої (нижньої) частин, яка відрізняється тим. що на поверхні заходної частини виконані виступи, розміщені під кутом до утворюючої поверхні обертання, при цьому величина кугу знаходиться в межах від 0 до 45 градусів.2. Матриця по п. 1, відрізняється тим, що виступи виконані у вигляді тіл обертання, наприклад роликів.3. Матриця по п. 2,...
Матриця для зміцнення матеріалу при багаторазовому пресуванні

Номер патенту: 64346
Опубліковано: 10.11.2011
Автори: Злочевська Наталія Костянтинівна, Кондратюк Едуард Васильович, Титов Вячеслав Андрійович, Пейчев Георгій Іванович, Шейко Сергій Васильович, Тривайло Михайло Семенович
МПК: B21C 25/00
Мітки: матриця, зміцнення, багаторазовому, пресуванні, матеріалу
Формула / Реферат:
Матриця для зміцнення матеріалу при багаторазовому пресуванні, що містить корпус з центральним отвором, який утворює в тілі корпусу послідовно розташовані циліндричну західну, формуючу гвинтову і циліндричну калібруючу ділянки з однаковою площею поперечного перерізу, яка відрізняється тим, що гвинтова ділянка в поперечному перерізі має форму еліпса або овалу.
Пристрій для екструзії дискретних матеріалів
Номер патенту: 35403
Опубліковано: 15.03.2001
Автори: Подлєсний Сергій Володимирович, Шахновський Олександр Олегович
Мітки: матеріалів, дискретних, екструзії, пристрій
Формула / Реферат:
1. Пристрій для екструзії дискретних матеріалів, що містить пуансон, який заходить в контейнер, на іншому кінці якого розміщена матриця з вихідним формуючим отвором і джерелом струму, який відрізняється тим, що пристрій устаткований нагрівальними елементами, які здійснюють нагрів у локальному об'ємі та розміщуються перед вхідним формуючим отвором матриці, в заходній частині матриці або в нижній частині контейнеру.2. Винахід за п. 1,...
Матриця для багатоканального пресування профілів

Номер патенту: 60591
Опубліковано: 15.10.2003
Автори: Головко Олександр Миколайович, Данченко Валентин Миколайович, Гридін Олександр Юрійович
МПК: B21C 25/00
Мітки: багатоканального, матриця, профілів, пресування
Формула / Реферат:
Матриця для багатоканального пресування профілів, виконана у вигляді циліндричного корпуса з плоским робочим торцем, калібруючими каналами та виступами на робочому торці, яка відрізняється тим, що на робочому плоскому торці матриці довкола кожного каналу виконують заглиблення, стінки між якими утворюють виступи з прямокутною формою поперечного перерізу, що мають товщину 0,05...0,15 діаметра контейнера й висоту 1...2 товщини виступу, а центри...
Матриця для пресування профілів інструментів
Номер патенту: 47660
Опубліковано: 15.09.2004
Автори: Радченко Олександр Кузьмич, Грибков Віктор Костянтинович, Гогаєв Казбек Олександрович, Воропаєв Віталій Семенович
МПК: B22F 3/20, B21C 25/00
Мітки: профілів, матриця, інструментів, пресування
Формула / Реферат:
Матриця для пресування профілів інструментів, яка має корпус з послідовно розташованими уздовж його осі західною та формотвірною ділянками і ділянкою, що калібрує, а також гвинтовими виступами, виконаними на формотвірній ділянці та ділянці, що калібрує, яка відрізняється тим, що західна і формотвірна ділянки виконані конічними, причому західна – з кутом , формотвірна – з...
Попередній патент: Електрична розетка
Наступний патент: Пристрій “циклоазорель” для нормалізації функції вегетативної нервової системи та серцево-судинної системи
Випадковий патент: Пристрій для принаджування комах