Зубообробний верстат
Номер патенту: 77201
Опубліковано: 11.02.2013
Автори: Коротун Микола Миколайович, Кириченко Руслан Олексійович


Формула / Реферат
Зубообробний верстат, що містить стояк, на якому розміщений зубофрезерний супорт, столи та механізм подачі з вихідним валом, який відрізняється тим, що оснащений другим додатковим стояком із механізмом подачі з вихідним валом, на якому розміщений зубодовбальний супорт, крім того стояки виконані рухомими та розміщені під кутом 120°, а столи установлені на планшайбі, яка має привід та стояк із напрямними, розміщеними під кутом 120° і кронштейнами з індивідуальним приводом на кожен кронштейн, причому столи оснащені консольними вертикальними шліцьовими валами, що розміщені донизу, а вихідні вали механізмів подач мають аналогічні консольні вертикальні шліцьові вали, які розміщені догори, крім того муфти з'єднання консолей валів виконані зі шліцьовими отворами та кільцевими проточками, що контактують із вилками, які мають приводи, що контактують із супортами на стояках.
Текст
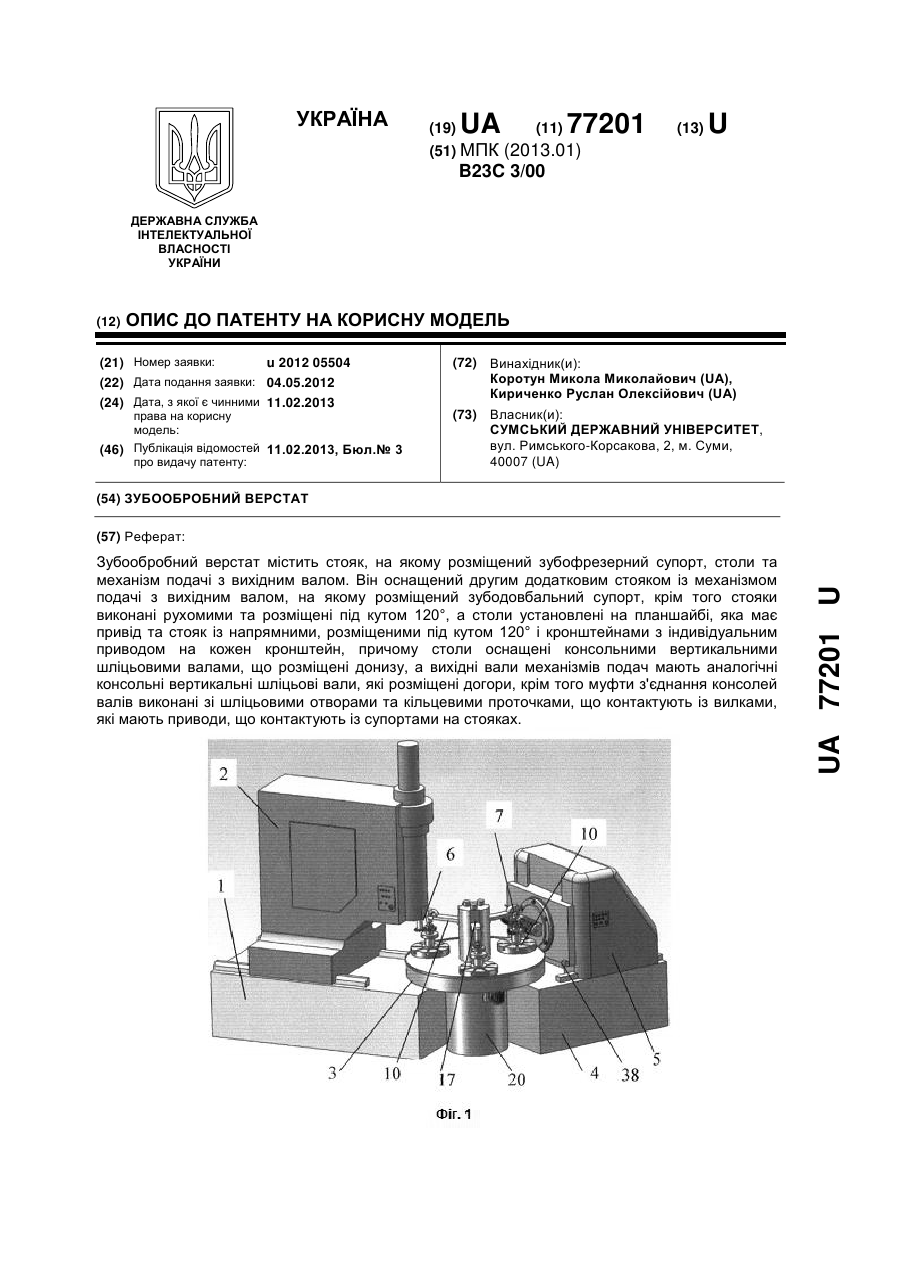
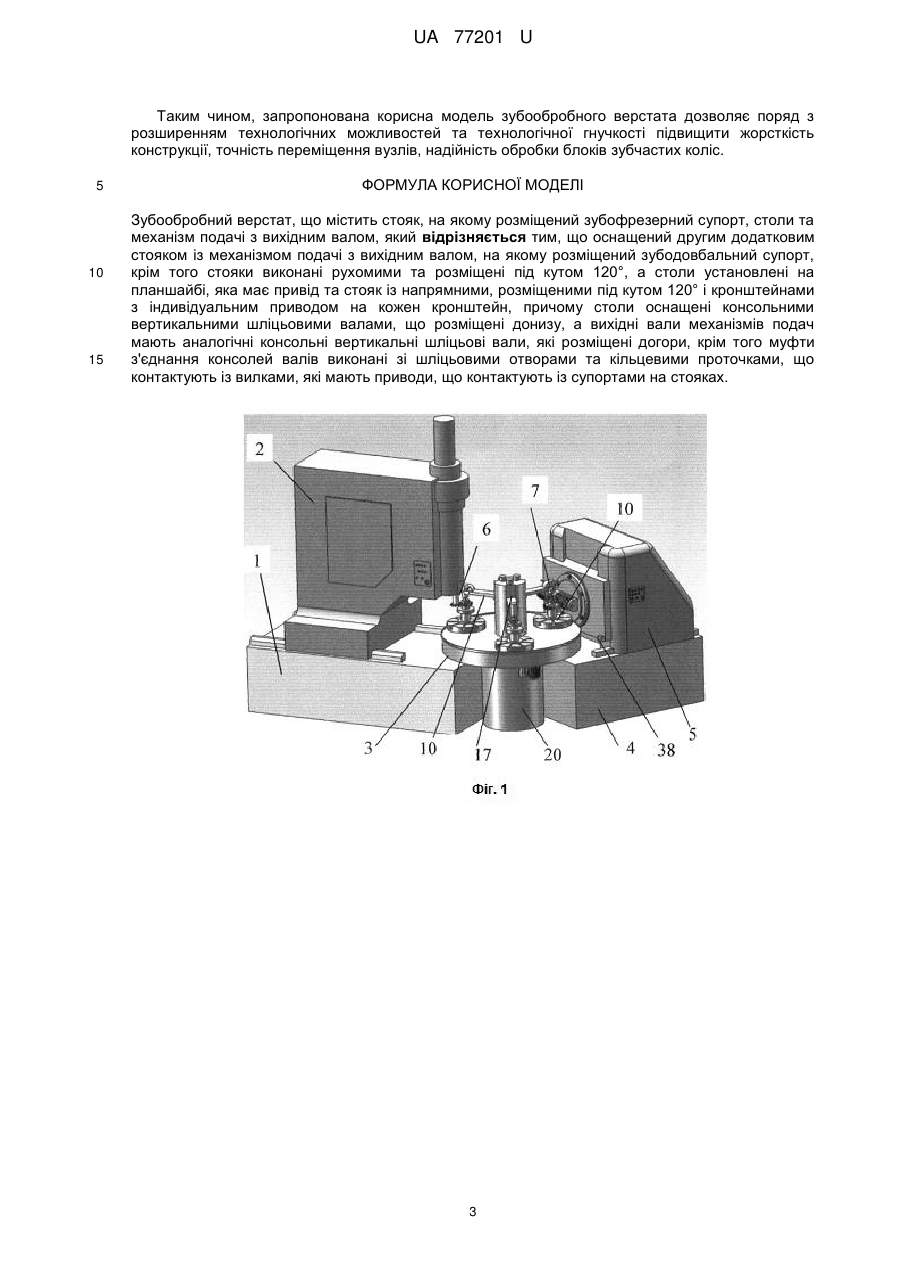
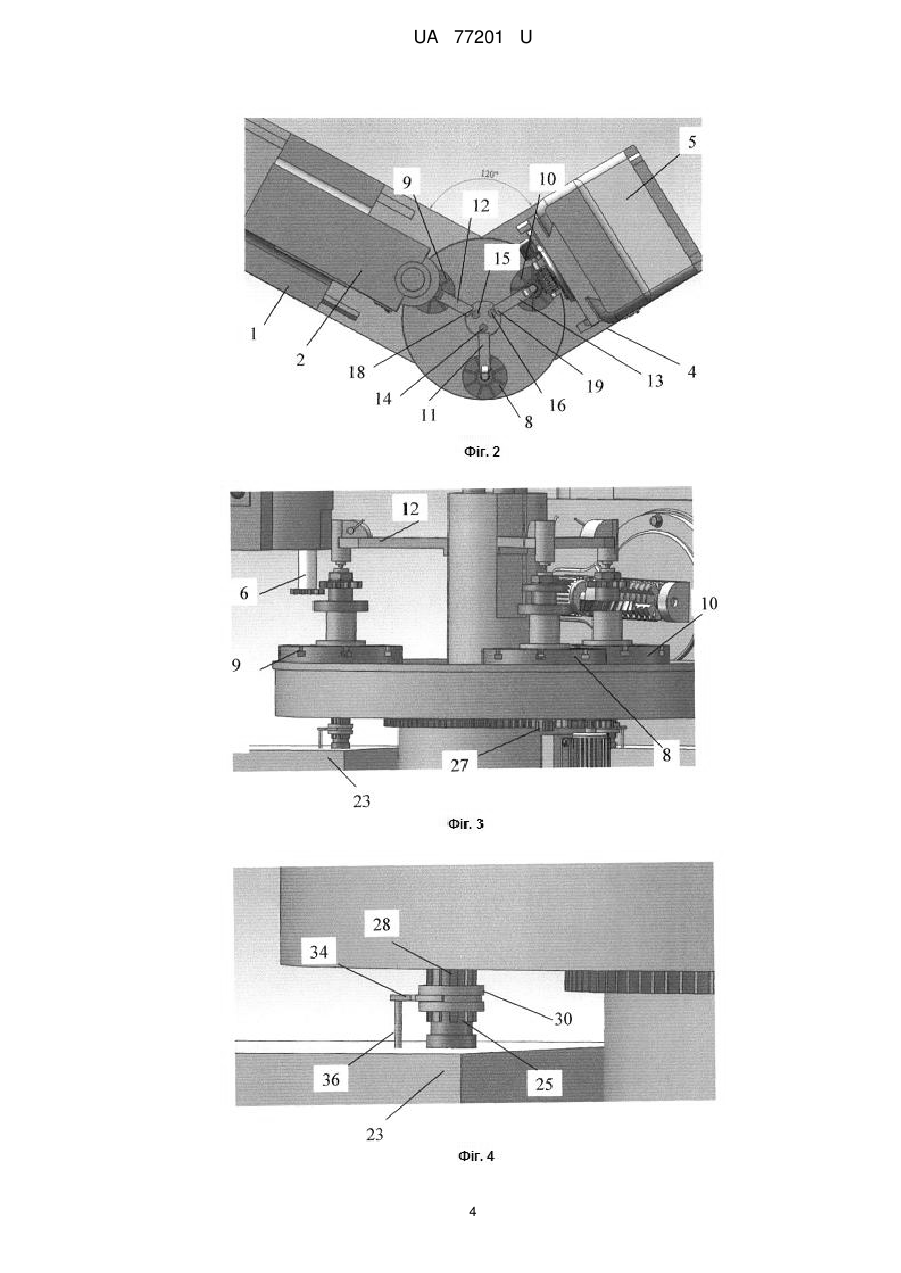
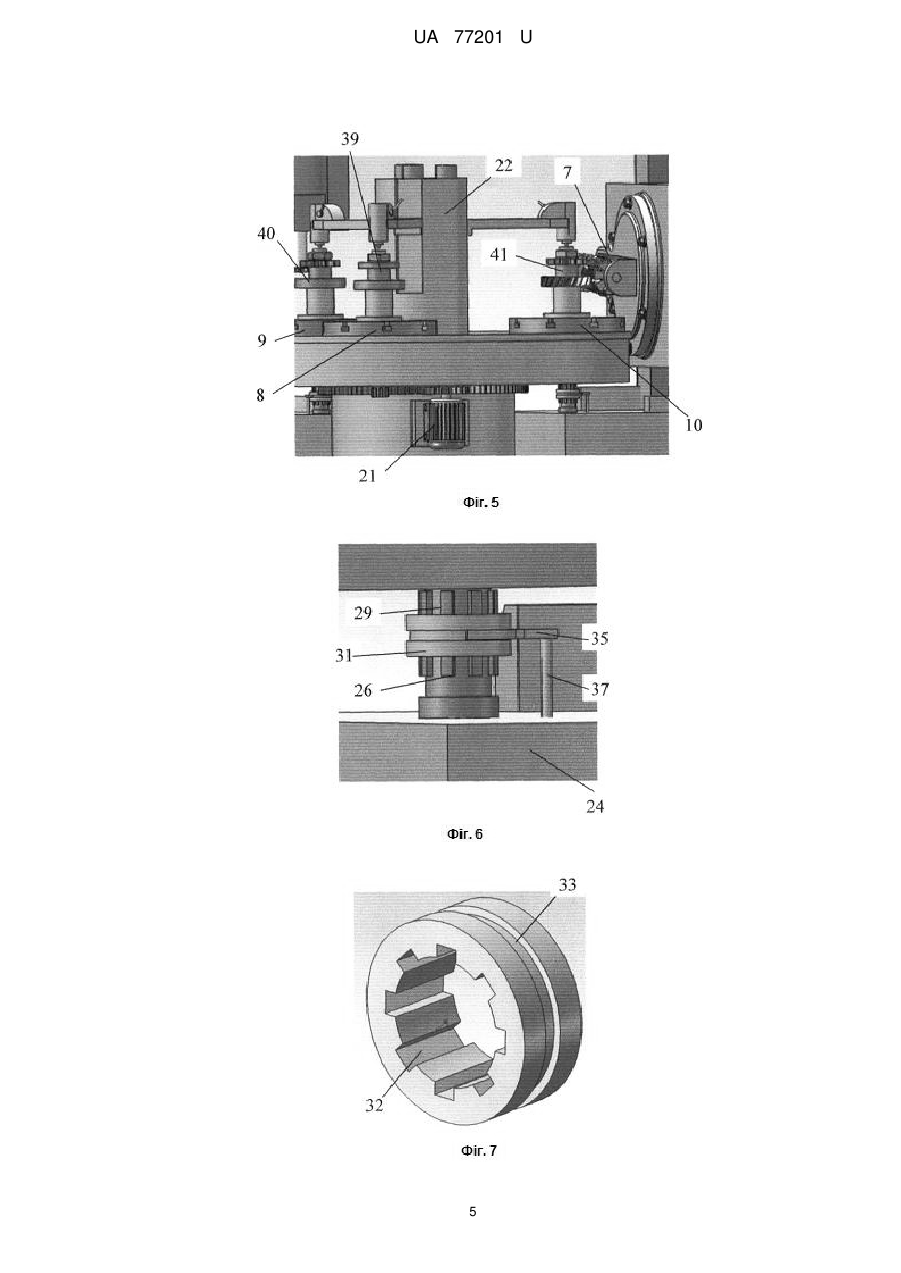
Реферат: UA 77201 U UA 77201 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, зокрема до верстатобудування, і може бути використана при розробці нових конструкцій зубообробних верстатів, коли потрібно підняти жорсткість, точність, а крім того технологічну гнучкість та продуктивність верстата поряд із зменшенням використовуваної площі, металоємкості, енергопостачання. Відомий зубообробний верстат, який має стояки, супорти, та механізми подач (Кучер A.M. и др. Металлорежущие станки. Л., Машиностроение, 1972, стр. 267, рис. 136). Недоліками відомої конструкції зубообробного верстата є те, що столи розміщені лінійно і поруч, що не дозволяє проводити обробку деталей послідовно при використанні кожного із супортів, а потребує заміну деталей на столах при переході на інший супорт, оснащений іншим інструментом, що впливає на кінцевий результат, пов'язаний із точністю обробки, жорсткістю, та знижує технологічні можливості верстата і продуктивність. З рівня техніки відомий зубообробний верстат, що містить стояк, столи та зубофрезерний супорт, що розміщений на стояку, і механізм подачі з вихідним валом (див. Патент України на корисну модель №19124, 2006, МПК В23С 3/00). Така конструкція верстата за сукупністю суттєвих ознак є найбільш близькою до пропонованої конструкції і прийнята за прототип корисної моделі. Недоліками відомої конструкції верстата є низька жорсткість тому, що стіл та супорт виконані у вигляді пустотілого валу, що значно знижує як жорсткість, так і точність переміщення вузлів, а крім того низька технологічна гнучкість, тому що на верстаті використовується один зубофрезерний супорт. З цього приводу на верстаті не можливо вести обробку, наприклад, двох зубчастих коліс водночас, тим більше не можливо виконувати блоки зубчастих коліс, і особливо такі блоки, що мають як прямозубий зубчастий вінець, так і косозубий. В основу корисної моделі поставлена задача удосконалення конструкції зубообробного верстата шляхом зміни конструкції стояків та столів верстата, супортів та їх приводів, що підвищує жорсткість конструкції, точність переміщення вузлів, а крім того підвищує технологічну гнучкість та продуктивність. Поставлена технічна задача вирішується тим, що зубообробний верстат, що містить стояк, на якому розміщений зубофрезерний супорт, столи та механізм подачі з вихідним валом, який відрізняється тим, що оснащений другим додатковим стояком із механізмом подачі з вихідним валом, на якому розміщений зубодовбальний супорт, крім того стояки виконані рухомими та розміщені під кутом 120°, а столи установлені на планшайбі, яка має привід та стояк із напрямними, розміщеними під кутом 120° і кронштейнами з індивідуальним приводом на кожен кронштейн, причому столи оснащені консольними вертикальними шліцьовими валами, що розміщені донизу, а вихідні вали механізмів подач мають аналогічні консольні вертикальні шліцьові вали, які розміщені догори, крім того муфти з'єднання консолей валів виконані зі шліцьовими отворами та кільцевими проточками, що контактують із вилками, які мають приводи, що контактують із супортами на стояках. Виконання зубообробного верстата у сукупності із усіма суттєвими ознаками, включаючи відмінні, дозволяє завдяки використанню додаткового рухомого стояка на якому розміщений зубодовбальний супорт здійснювати зубодовбання, а його рухомість забезпечує врізання зуборізного інструмента на глибину різання, а також дає можливість підводити та відводити інструмент від заготовки при налагодженні верстата. Розміщення стояків під кутом 120° дає можливість використовувати колову схему компонування верстатом, тобто забезпечує можливість використання планшайби, що несе столи верстата. Оснащення планшайби індивідуальним приводом дозволяє здійснювати обертання планшайби тільки після завершення виконання лімітуючої технологічної операції, а крім того дає можливість налагоджувати рух планшайби у автономному режимі, тобто без вмикання приводів головного руху. Розміщення стояка із напрямними під кутом 120° та кронштейнами з індивідуальним приводом на кожен кронштейн забезпечує затискання оправок на столах з деталями, що підвищує жорсткість технологічної системи та точність обробки деталей на верстаті. Кут 120° потрібен для координації розміщення кронштейнів, столів та рухомих стояків із супортами верстата. Напрямні кронштейнів забезпечують переміщення їх поздовж стояка планшайби, що потрібно при установленні та зніманні заготовок та деталей з оправок на столах верстата. Індивідуальний привід кронштейнів забезпечує їх автономне переміщення, що необхідно при зніманні, установленні та затисканні деталей і заготовок на позиції завантаження, коли інші кронштейни затискають оправки деталей на позиціях обробки. Оснащення столів консольними вертикальними шліцьовими валами дозволяє передавати крутний момент від приводів подачі до столів верстата, а розміщення їх вертикально донизу дає можливість концентричного співпадання з вертикальними шліцьовими валами, що розміщені догори у приводах подач. Для передачі крутних моментів з вертикальних шліцьових валів, що розміщені догори, до 1 UA 77201 U 5 10 15 20 25 30 35 40 45 50 55 60 відповідних їм шліцьових валів, що розміщені донизу, використовуються муфти із шліцьовими отворами. Переміщення муфт поздовж валів можливе при наявності кільцевих проточок, що контактують із вилками. Для переміщення вилок та муфт потрібні приводи, а узгодженість переміщення муфт із дією супортів забезпечується контактуванням їх із супортами на стояках. Таким чином використанням корисної моделі забезпечується жорсткість конструкції, точність переміщення вузлів, а крім того технологічна гнучкість та продуктивність. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 подано загальний вигляд зубообробного верстата, вигляд спереду; на фіг. 2 подано загальний вигляд зубообробного верстата, вигляд зверху; на фіг. 3 робоча зона зубодовбального супорта верстата у збільшеному вигляді; на фіг. 4 подано загальний вигляд на з'єднання вертикальних шліцьових валів муфтою із шліцьовим отвором зубодовбального супорта, на фіг. 5 робоча зона зубофрезерного супорта верстата у збільшеному вигляді; на фіг. 6 загальний вигляд на з'єднання вертикальних шліцьових валів муфтою із шліцьовим отвором зубофрезерного супорта; на фіг. 7 муфта із шліцьовим отвором та кільцевою проточкою. Зубообробний верстат містить основу 1, рухомі стояки 2 і 5, розміщені під кутом 120°, зубодовбальний супорт 6, розміщений на рухомому стояку 2, зубофрезерний супорт 7, розміщений на рухомому стояку 5, столи 8, 9, 10, установлені на планшайбі 3, кронштейни 11, 12, 13, приводи 14, 15, 16 кронштейнів 11, 12, 13, основу 20 планшайби 3, привід 21 планшайби 3, стояк 22 планшайби 3 з напрямними 17, 18, 19, розміщеними під кутом 120°, механізми подач 23, 24 з вихідними валами догори 25, 26, консольні вертикальні шліцьові вали 27, 28, 29, розміщені донизу, якими оснащені столи 8, 9, 10, муфти 30, 31 із шліцьовими отворами 32 та кільцевими проточками 33, вилки 34, 35, приводи 36, 37 вилок 34, 35, контакт 38 зубофрезерного супорта 7 на стояку 5, блок заготовки зубчастих коліс на позиції 39 завантаження-розвантаження (ЗР), позиції 40 зубодовбання (ЗД), позиції 41 зубофрезерування (ЗФ) на столах 8, 9, 10 відповідно при одночасному використанні операцій ЗР, ЗД, ЗФ. Зубообробний верстат працює таким чином. У вихідному положенні налагоджуються кінематичні ланцюги стояків 2 та 5 верстата з супортами 6, 7 та механізмами подач 23, 24 для обробки блока заготовок зубчастих коліс фрезеруванням та зубодовбанням. Після налагодження кінематичних ланцюгів блок заготовок зубчастих коліс, підготовлений для обробки, встановлюють та затискають на столі 8 верстата на позиції 39 ЗР. Вмикають індивідуальний привід 14 кронштейна 11 позиції 39 ЗР і затискають заготовку на позиції завантаження. Командою управління обертають планшайбу 3 так, щоб позиція 39 ЗР перемістилася у позицію 40 ЗД. При цьому вертикальний консольний шліцьовий вал 28 стола 9, розміщений донизу, установлюється над вертикальним шліцьовим валом 25, розміщеним догори механізму подач 23. При вмиканні приводів стояка 2 для зубодовбання забезпечується переміщення муфти 30 з кільцевими проточками 33 вилкою 34 з приводом 36 із з дією супорта 6. Вилка 34 через кільцеві проточки 33 переміщує муфту 30 із шліцьовим отвором 32 і з'єднує вертикальні шліцьові вали 28 та 25. На позиції 40 ЗД можна вести обробку зубодовбанням. При цьому третя поки що вільна позиція 41 ЗФ перемістилася у позицію 39 ЗР. Знову завантажують позицію 39 ЗР блоком заготовок зубчастих коліс для обробки і підвищують жорсткість його затискання переміщенням кронштейна 11 по напрямних 17. Після завершення обробки на позиції 40 ЗД командою управління переміщується вилка 34, а з нею через кільцеві проточки 33 переміщується і муфта 30 із шліцьовим отвором 32 і роз'єднує вертикальні шліцьові вали 28 та 25. Таке роз'єднання дозволяє виконувати обертання планшайби 3. Планшайбу 3 обертають за годинниковою стрілкою так, щоб частково оброблений блок позиції 40 ЗД потрапив у позицію 41 (ЗФ), а блок заготовок коліс позиції 39 ЗР попав до позиції 40 ЗД. Вмикають верстат на подальшу роботу. При цьому за командою з пульта управління муфтою 30 з'єднуються вали 28 та 25 у позиції 40 ЗД, а муфтою 31 з'єднуються вали 26 та 29 у позиції 41 ЗФ, що забезпечує обертання столів 9 та 10 із блоками від механізмів подач 23 та 24. За завершенням обробки у позиції 40 ЗД та позиції 41 ЗФ за командою з супортів вилками 34 та 35 переміщуються муфти 30 та 31 із шліцьовими отворами 32 і роз'єднують вертикальні шліцьові вали 28, 25 та 29, 26. Планшайба 3 має можливість повертається на кут 120° від привода 21 і повністю оброблений блок потрапляє у позицію ЗР. За командою з пульта управління піднімається кронштейн 11 на позиції ЗР, оброблений блок знімають з оправки на столі 8 верстата та завантажують новий блок для обробки. Опускають кронштейн 11 донизу по напрямних 17 приводом 14, і верстат підготовлений для продовження циклу обробки. При подальшому циклі роботи верстата оброблений блок зубчастих коліс позиції 41 ЗФ при обертанні планшайби 3 попадає на позицію 39 ЗР. При цьому кронштейн 13 приводом 16 по напрямних 19 піднімається та звільнює оброблений блок зубчастих коліс. За аналогією працює кронштейн 12 з приводом 15 по напрямних 18 при переміщенні позиції 40 ЗД у позицію 39 ЗР. 2 UA 77201 U Таким чином, запропонована корисна модель зубообробного верстата дозволяє поряд з розширенням технологічних можливостей та технологічної гнучкості підвищити жорсткість конструкції, точність переміщення вузлів, надійність обробки блоків зубчастих коліс. 5 10 15 ФОРМУЛА КОРИСНОЇ МОДЕЛІ Зубообробний верстат, що містить стояк, на якому розміщений зубофрезерний супорт, столи та механізм подачі з вихідним валом, який відрізняється тим, що оснащений другим додатковим стояком із механізмом подачі з вихідним валом, на якому розміщений зубодовбальний супорт, крім того стояки виконані рухомими та розміщені під кутом 120°, а столи установлені на планшайбі, яка має привід та стояк із напрямними, розміщеними під кутом 120° і кронштейнами з індивідуальним приводом на кожен кронштейн, причому столи оснащені консольними вертикальними шліцьовими валами, що розміщені донизу, а вихідні вали механізмів подач мають аналогічні консольні вертикальні шліцьові вали, які розміщені догори, крім того муфти з'єднання консолей валів виконані зі шліцьовими отворами та кільцевими проточками, що контактують із вилками, які мають приводи, що контактують із супортами на стояках. 3 UA 77201 U 4 UA 77201 U 5 UA 77201 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Назва патенту англійськоюGear processing machine
Автори англійськоюKorotun Mykola Mykolaiovych, Kyrychenko Ruslan Oleksiiovych
Назва патенту російськоюЗубообрабатывающий станок
Автори російськоюКоротун Николай Николаевич, Кириченко Руслан Алексеевич
МПК / Мітки
МПК: B23C 3/00
Мітки: верстат, зубообробний
Код посилання
<a href="https://ua.patents.su/8-77201-zuboobrobnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Зубообробний верстат</a>
Зубофрезерний верстат
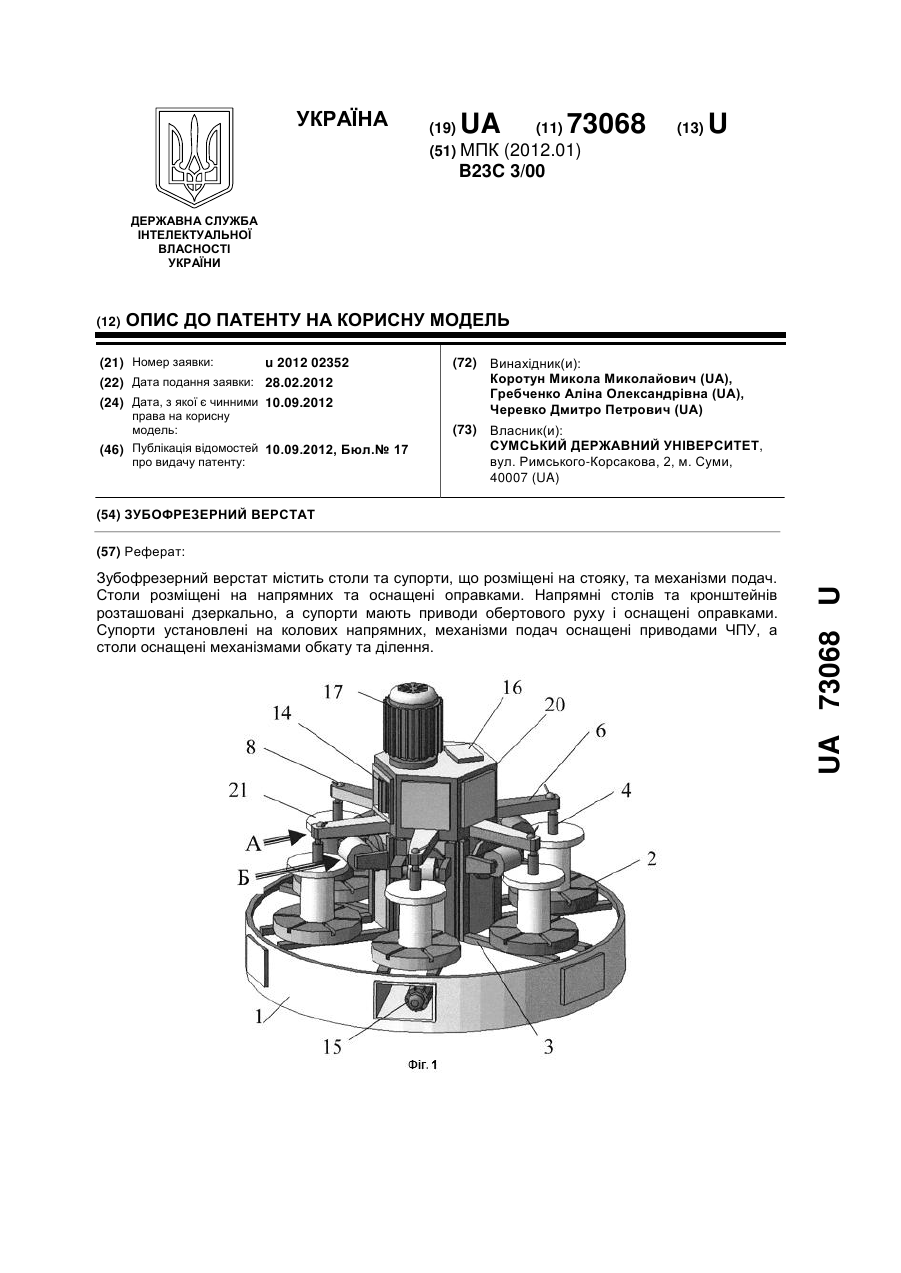
Номер патенту: 73068
Опубліковано: 10.09.2012
Автори: Гребченко Аліна Олександрівна, Черевко Дмитро Петрович, Коротун Микола Миколайович
МПК: B23C 3/00
Мітки: зубофрезерний, верстат
Формула / Реферат:
Зубофрезерний верстат, що містить столи та супорти, що розміщені на стояку, та механізми подач, який відрізняється тим, що столи розміщені на напрямних та оснащені оправками, установленими вертикально, причому протилежні від столів кінці вертикальних оправок затиснуті центрами, розміщеними у кронштейнах, а останні закріплені на стояку та мають напрямні, паралельні напрямним столів, причому напрямні столів та кронштейнів розташовані...
Профільно-копіювальний заточувальний верстат
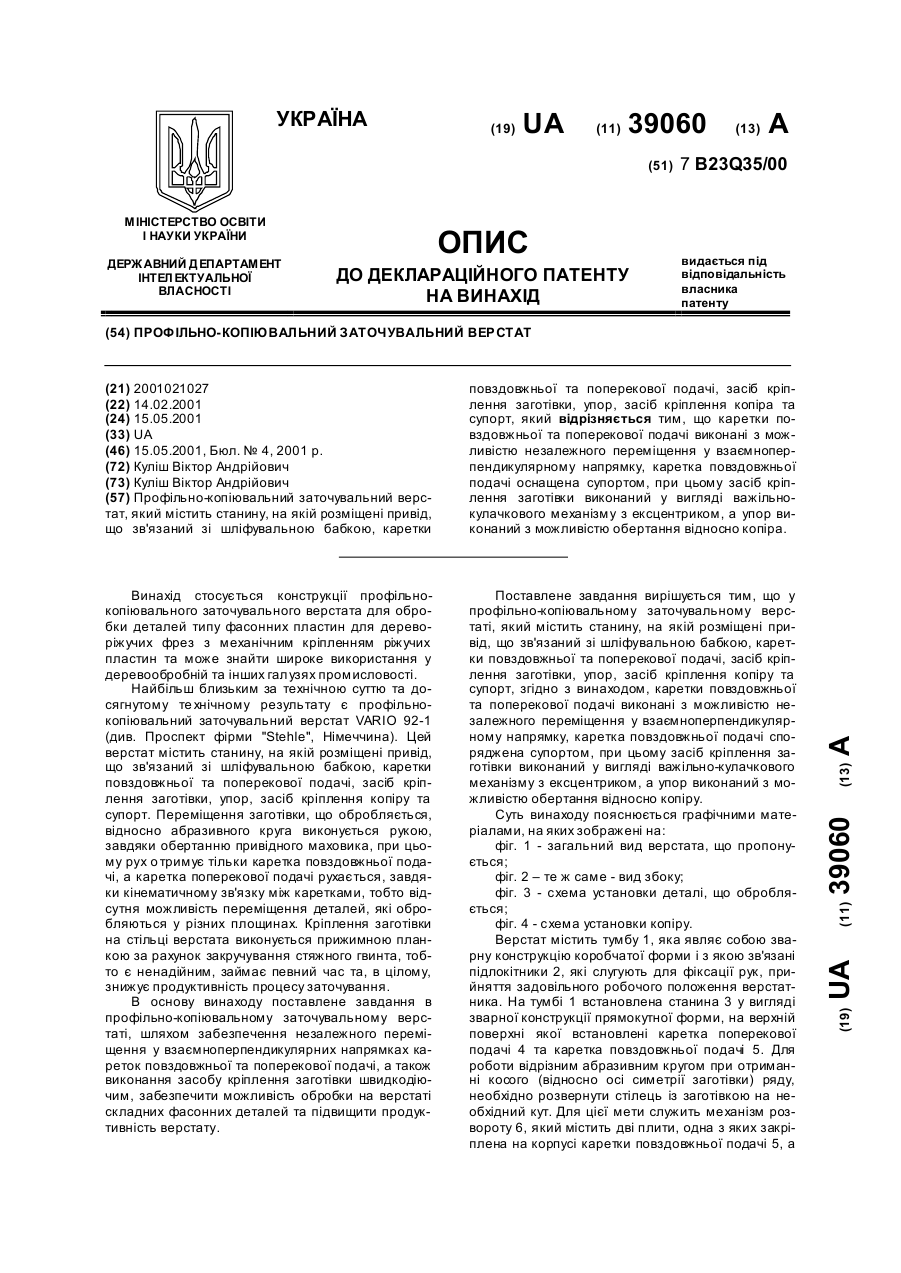
Номер патенту: 39060
Опубліковано: 15.05.2001
Автор: Куліш Віктор Андрійович
МПК: B23Q 35/00
Мітки: заточувальний, верстат, профільно-копіювальний
Формула / Реферат:
Профільно-копіювальний заточувальний верстат, який містить станину, на якій розміщені привід, що зв'язаний зі шліфувальною бабкою, каретки повздовжньої та поперечної подачі, засіб кріплення заготівки, упор, засіб кріплення копіра та супорт, який відрізняється тим, що каретки повздовжньої та поперечної подачі виконані з можливістю незалежного переміщення у взаємно перпендикулярному напрямку, каретка повздовжньої подачі оснащена супортом, при...
Багатоопераційний верстат
Номер патенту: 9417
Опубліковано: 15.09.2005
Автори: Крамар Артем Володимирович, Павленко Іван Іванович, Пестунов Володимир Михайлович
МПК: B23B 11/00, B23Q 15/00
Мітки: багатоопераційний, верстат
Формула / Реферат:
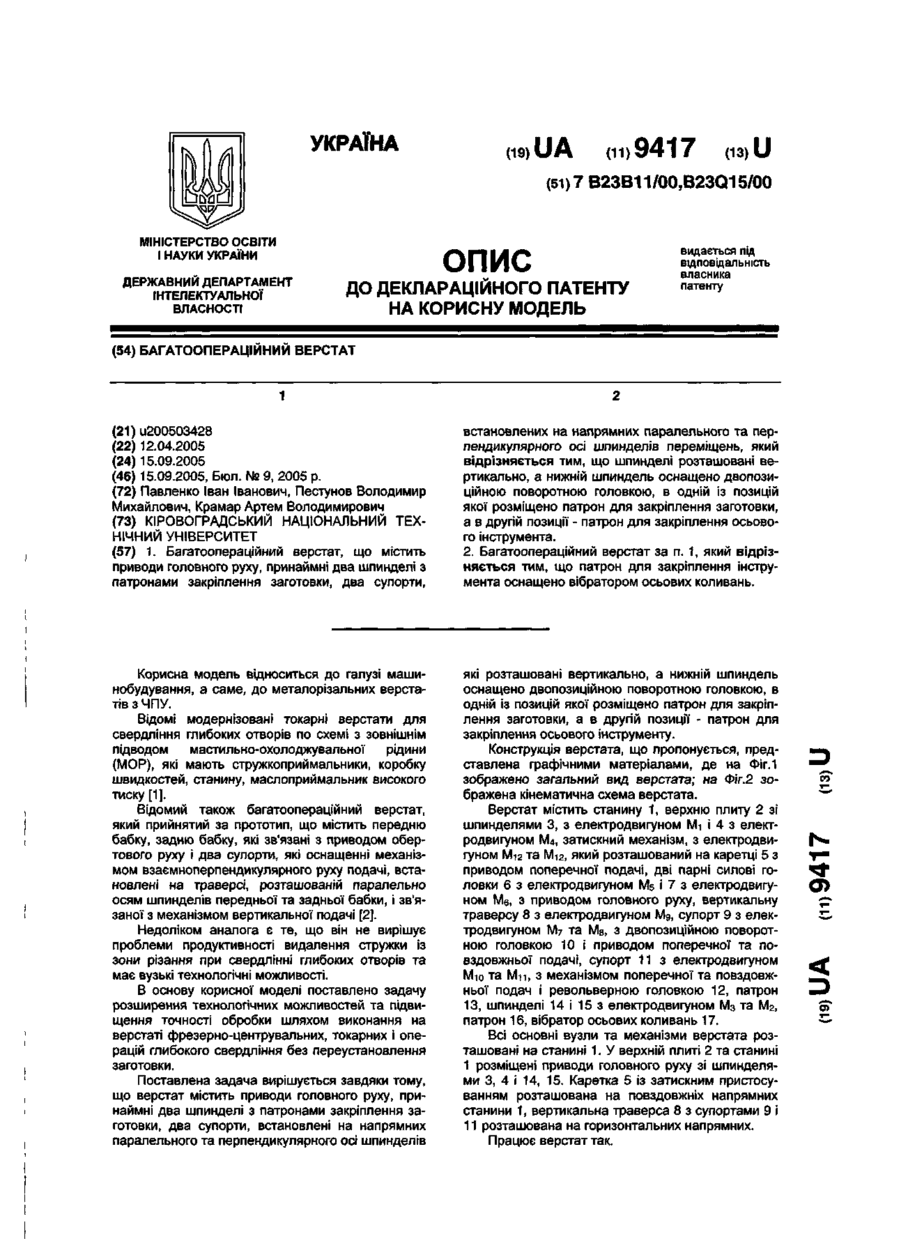
1. Багатоопераційний верстат, що містить приводи головного руху, принаймні два шпинделі з патронами закріплення заготовки, два супорти, встановлених на напрямних паралельного та перпендикулярного осі шпинделів переміщень, який відрізняється тим, що шпинделі розташовані вертикально, а нижній шпиндель оснащено двопозиційною поворотною головкою, в одній із позицій якої розміщено патрон для закріплення заготовки, а в другій позиції - патрон для...
Багатоопераційний верстат
Номер патенту: 19411
Опубліковано: 15.12.2006
Автори: Пестунов Володимир Михайлович, Кириченко Андрій Миколайович, Стеценко Олексій Сергійович
МПК: B23Q 3/157
Мітки: верстат, багатоопераційний
Формула / Реферат:
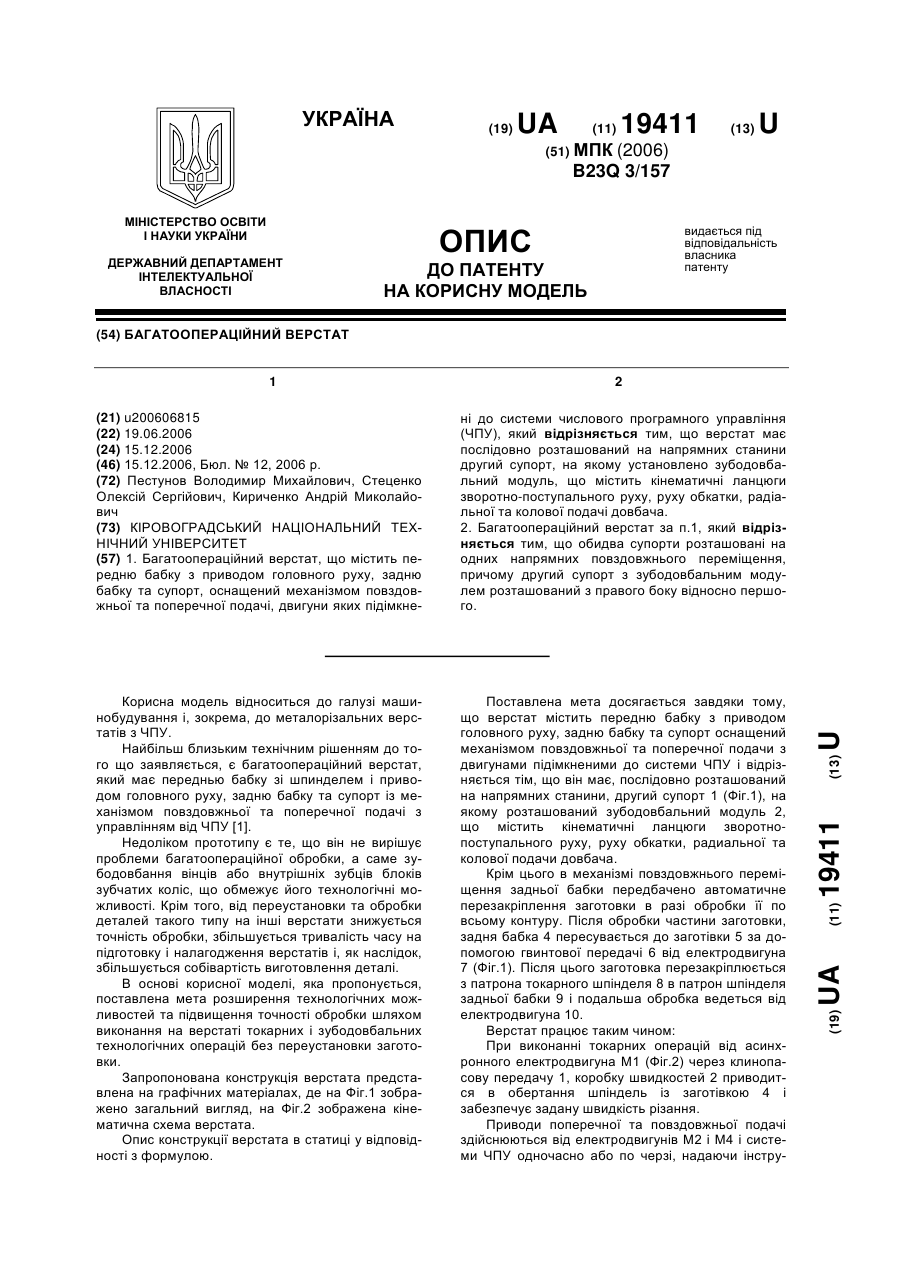
1. Багатоопераційний верстат, що містить передню бабку з приводом головного руху, задню бабку та супорт, оснащений механізмом повздовжньої та поперечної подачі, двигуни яких підімкнені до системи числового програмного управління (ЧПУ), який відрізняється тим, що верстат має послідовно розташований на напрямних станини другий супорт, на якому установлено зубодовбальний модуль, що містить кінематичні ланцюги зворотно-поступального руху, руху...
Багатоопераційний верстат
Номер патенту: 15632
Опубліковано: 17.07.2006
Автори: Пестунов Володимир Михайлович, Коваленко Сергій Вікторович
МПК: B23Q 1/25
Мітки: багатоопераційний, верстат
Формула / Реферат:
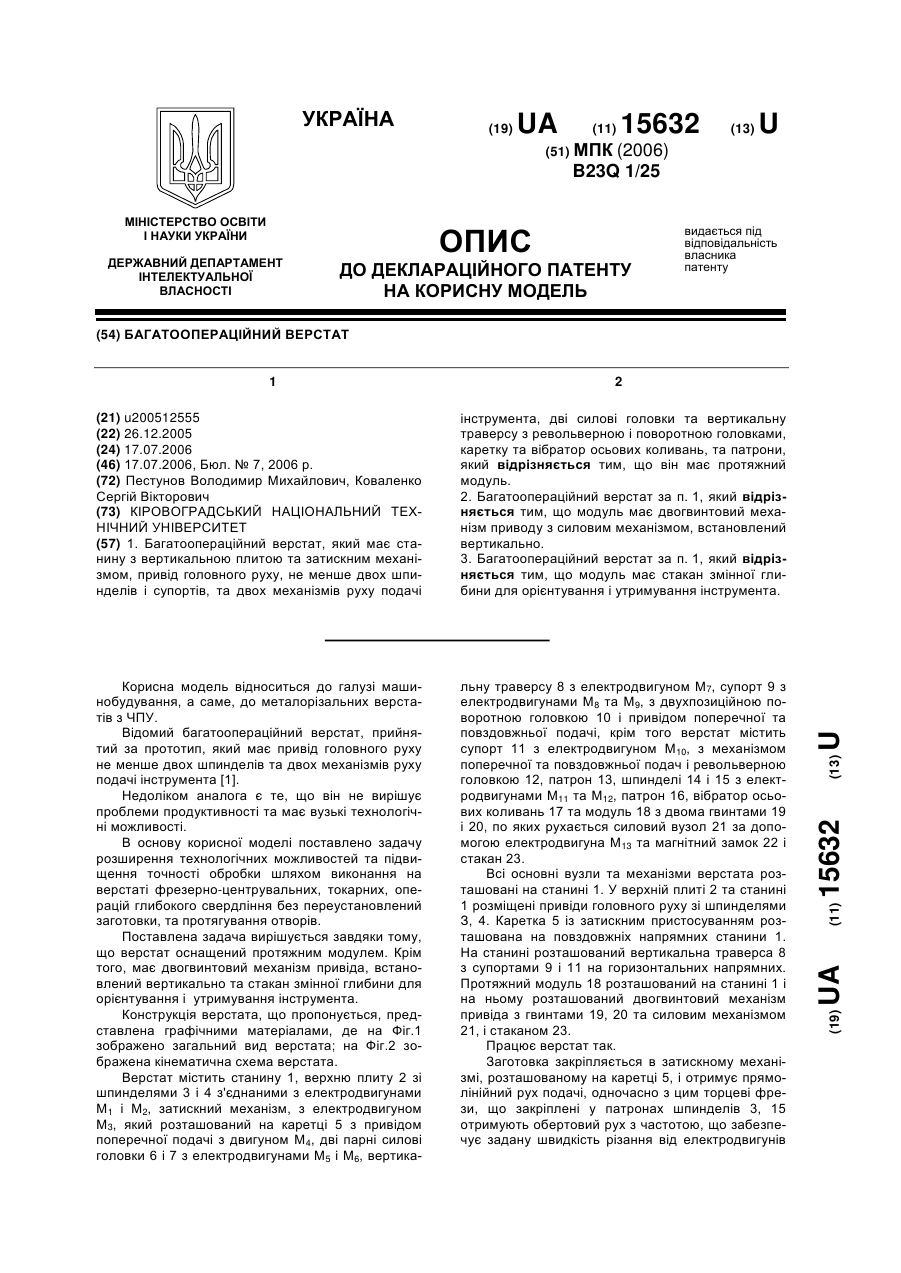
1. Багатоопераційний верстат, який має станину з вертикальною плитою та затискним механізмом, привід головного руху, не менше двох шпинделів і супортів, та двох механізмів руху подачі інструмента, дві силові головки та вертикальну траверсу з револьверною і поворотною головками, каретку та вібратор осьових коливань, та патрони, який відрізняється тим, що він має протяжний модуль.2. Багатоопераційний верстат за п. 1, який...
Попередній патент: Широкоштабовий стан гарячої прокатки
Наступний патент: Установка для повірки моментних ключів
Випадковий патент: Тепловий агрегат заглибного горіння