Багатоопераційний верстат
Номер патенту: 9417
Опубліковано: 15.09.2005
Автори: Пестунов Володимир Михайлович, Павленко Іван Іванович, Крамар Артем Володимирович

Формула / Реферат
1. Багатоопераційний верстат, що містить приводи головного руху, принаймні два шпинделі з патронами закріплення заготовки, два супорти, встановлених на напрямних паралельного та перпендикулярного осі шпинделів переміщень, який відрізняється тим, що шпинделі розташовані вертикально, а нижній шпиндель оснащено двопозиційною поворотною головкою, в одній із позицій якої розміщено патрон для закріплення заготовки, а в другій позиції - патрон для закріплення осьового інструмента.
2. Багатоопераційний верстат за п. 1, який відрізняється тим, що патрон для закріплення інструмента оснащено вібратором осьових коливань.
Текст
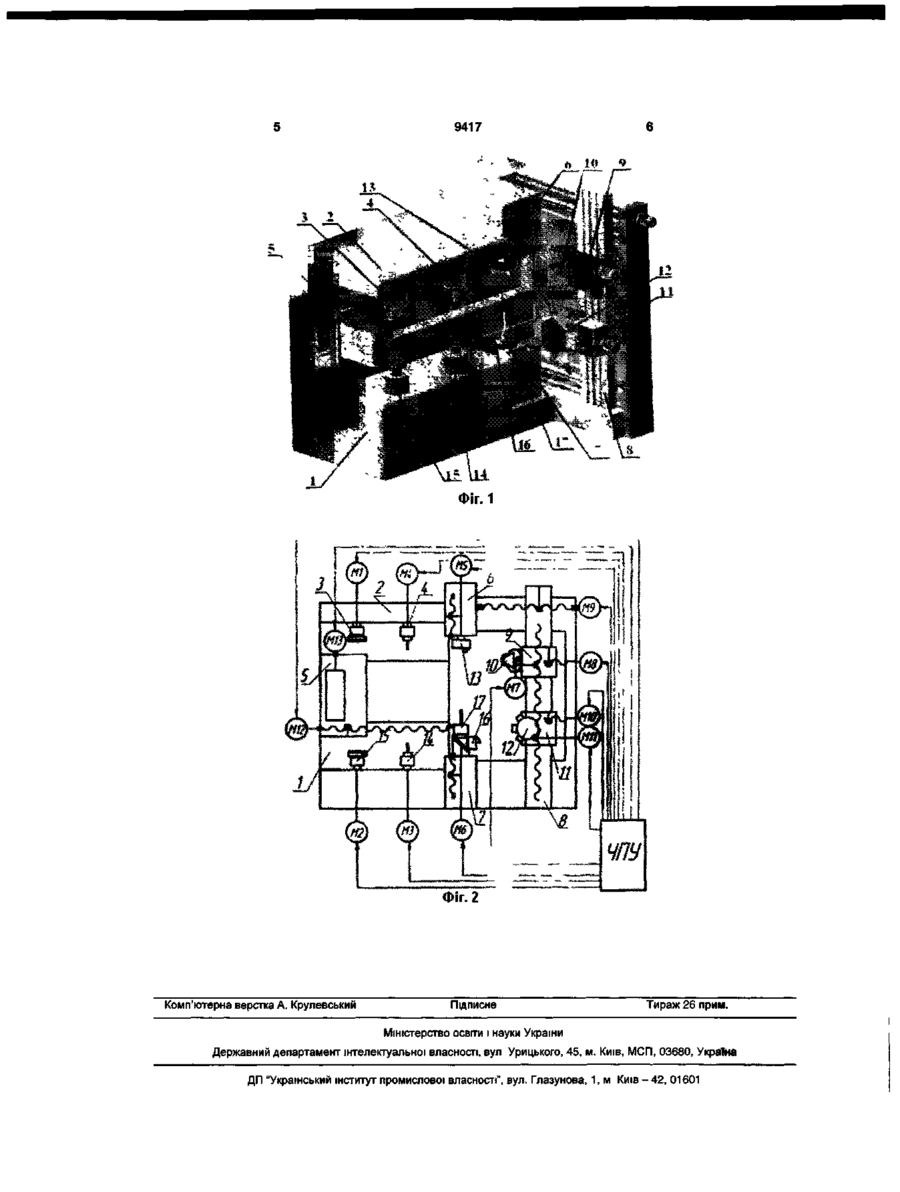
1. Багатоопераційний верстат, що містить приводи головного руху, принаймні два шпинделі з патронами закріплення заготовки, два супорти, встановлених на напрямних паралельного та перпендикулярного осі шпинделів переміщень, який відрізняється тим, що шпинделі розташовані вертикально, а нижній шпиндель оснащено двопозиційною поворотною головкою, в одній із позицій якої розміщено патрон для закріплення заготовки, а в другій позиції - патрон для закріплення осьового інструмента. 2. Багатоопераційний верстат за п. 1, який відрізняється тим, що патрон для закріплення інструмента оснащено вібратором осьових коливань. Корисна модель відноситься до галузі машинобудування, а саме, до металорізальних верстатів з ЧПУ. Відомі модернізовані токарні верстати для свердління глибоких отворів по схемі з зовнішнім підводом мастильно-охолоджувальної рідини (МОР), які мають стружкоприймальники, коробку швидкостей, станину, маслоприймальник високого тиску [1]. Відомий також багатоопераційний верстат, який прийнятий за прототип, що містить передню бабку, задню бабку, які зв'язані з приводом обертового руху і два супорти, які оснащенні механізмом взаємноперпендикулярного руху подачі, встановлені на траверсі, розташованій паралельно осям шпинделів передньої та задньої бабки, і зв'язаної з механізмом вертикальної подачі [2]. Недоліком аналога є те, що він не вирішує проблеми продуктивності видалення стружки із зони різання при свердлінні глибоких отворів та має вузькі технологічні можливості. В основу корисної моделі поставлено задачу розширення технологічних можливостей та підвищення точності обробки шляхом виконання на верстаті фрезерно-центрувальних, токарних і операцій глибокого свердління без переустановлення заготовки. Поставлена задача вирішується завдяки тому, що верстат містить приводи головного руху, принаймні два шпинделі з патронами закріплення заготовки, два супорти, встановлені на напрямних паралельного та перпендикулярного осі шпинделів які розташовані вертикально, а нижній шпиндель оснащено двопозиційною поворотною головкою, в одній із позицій якої розміщено патрон для закріплення заготовки, а в другій позиції - патрон для закріплення осьового інструменту. Конструкція верстата, що пропонується, представлена графічними матеріалами, де на Фіг.1 зображено загальний вид верстата; на Фіг.2 зображена кінематична схема верстата. Верстат містить станину 1, верхню плиту 2 зі шпинделями 3, з електродвигуном Мі і 4 з електродвигуном М 4 , затискний механізм, з електродвигуном Міг та Міг, який розташований на каретці 5 з приводом поперечної подачі, дві парні силові головки 6 з електродвигуном М 5 і 7 з електродвигуном М 6 , з приводом головного руху, вертикальну траверсу 8 з електродвигуном М 9 , супорт 9 з електродвигуном М 7 та Ms, з двопозиційною поворотною головкою 10 і приводом поперечної та повздовжньої подачі, супорт 11 з електродвигуном Мю та Ми, з механізмом поперечної та повздовжньої подач і револьверною головкою 12, патрон 13, шпинделі 14 і 15 з електродвигуном Мз та Мг, патрон 16, вібратор осьових коливань 17. Всі основні вузли та механізми верстата розташовані на станині 1. У верхній плиті 2 та станині I розміщені приводи головного руху зі шпинделями 3, 4 і 14, 15. Каретка 5 із затискним пристосуванням розташована на повздовжніх напрямних станини 1, вертикальна траверса 8 з супортами 9 і I1 розташована на горизонтальних напрямних. Працює верстат так. о> 9417 При обробці заготовки, вона закріпляється в затискному механізмі, розташованому на каретці 5, і отримує прямолінійний рух подачі, одночасно з цим торцеві фрези, що закріплені у патронах шпинделів 3, 15 отримують обертовий рух з частотою, що забезпечує задану швидкість різання від електродвигунів Мі та М 3 , що пов'язані з системою ЧПУ. При переміщенні каретки 5 на другу позицію, її положення фіксується по осі шпинделів 4,14 в патронах яких встановлений різальний інструмент (центровочні свердла), які одночасно з цим отримують обертовий рух, з частотою, що забезпечує задану швидкість різання від електродвигунів Мз та М 4 , які зв'язані з системою ЧПУ, і рух осьової подачі. Після закінчення обробки каретка 5 переміщується на третю позицію і зупиняється по осі шпинделів 13, в якому закріплений самоцентруючий трьохкулачковий патрон, та 16, в якому закріплена двопозиційна поворотна головка, в одній позиції якої закріплений самоцентруючій трьохкулачковий патрон, а в іншій - шпиндель з вібратором осьових коливань. При обробці по всьому контуру заготовка отримує обертовий рух з частотою, що забезпечує задану швидкість різання від електродвигунів Ms або Мє, які зв'язані з системою ЧПУ, патрон 13 або 16 закріпляють заготовку, супорт 11 з револьверною головкою 12 отримує рух подачі. При токарній обробці та нарізанні зовнішньої' різьби супорт 11 з револьверною головкою 12, зі встановленим в ній інструментом, що розміщений на вертикальній траверсі 8, яка переміщується по горизонтальним напрямним за допомогою двигуна Мд, отримує повздовжній та поперечний рух подачі від електродвигунів Мю та Ми, які зв'язані з системою ЧПУ. Для зміни інструменту, револьверна головка 12 отримує обертовий рух від електродвигуна М Ц до позиції необхідного інструменту в якій і фіксується згідно управляючої' програми. При зубофрезеруванні та фрезеруванні шліцьових поверхонь, заготовка, закріплена в центрах отримує рух обертання від електродвигунів М 5 або Мб, що зв'язані з системою ЧПУ. В цей час вмикається привід другого головного руху супорта 9 і фреза, яка закріплена в двопозиційній поворотній головці 10 отримує обертовий рух з частотою, що забезпечує задану швидкість різання і процес формоутворення обкатування, при якому обертання фрези та заготовки узгоджується системою ЧПУ. В цей час інструмент має можливість від двигуна М 7 здійснювати повздовжнє переміщення відносно заготовки. При фрезеруванні шпонкових пазів двохпозиційна поворотна головка 10, яка встановлена на супорті 9 встановлюється в таке положення, щоб патрон головки, в якому закріплюється осьовий інструмент і який отримує рух обертання, був розташований під кутом 90° до ВІСІ заготовки, і поперечний рух подачі від електродвигуна Мд та повздовжній рух подачі від електродвигуна М 7 , які зв'язані з системою ЧПУ. При обробці глибоких отворів заготовка закріплюється патроном 13 і отримує обертовий рух з частотою, що забезпечує задану швидкість різання від електродвигуна Ms, при цьому шпиндель з вібратором осьових коливань 17 займає положення, яке відповідає вісі деталі та отримує прямолінійний рух подачі. Таким чином, обумовлене формулою, суміщення основних ознак надає можливість виконання операції глибокого свердління. Такий ефект невідомий і складає істотні відмінності схеми, що розглядається. ВІДМІННОСТІ, ЩО описані у формулі, забезпечують розширення технологічних можливостей верстата. Економічна ефективність досягається за рахунок підвищення точності та розширення технологічних можливостей. Розширення технологічних можливостей скорочує число використовуємих верстатів та роботів, що їх обслуговують у гнучких автоматизованих виробництвах. Верстат, що пропонується, можливо використовувати у дрібносерійному та багатосерійному виробництвах верстатоінструментальній та машинобудівній промисловостях. Джерела інформації: 1. Красильщіков Ш.А. "Глубокое сверление на токарных станках" УДК 621.941.277. 2. Заявка на деклараційний патент № 20040705347. 9417 Фіг. 2 Комп'ютерна верстка А. Крулевський Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMultiple-function machine tool
Автори англійськоюPavlenko Ivan Ivanovych, Pestunov Volodymyr Mykhailovych
Назва патенту російськоюМногооперационный станок
Автори російськоюПавленко Иван Иванович, Пестунов Владимир Михайлович
МПК / Мітки
МПК: B23Q 15/00, B23B 11/00
Мітки: верстат, багатоопераційний
Код посилання
<a href="https://ua.patents.su/4-9417-bagatooperacijjnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Багатоопераційний верстат</a>
Багатоопераційний верстат
Номер патенту: 5095
Опубліковано: 15.02.2005
Автори: Павленко Іван Іванович, Пестунов Володимир Михайлович, Крамар Артем Володимирович
МПК: B23Q 3/157, B23B 11/00, B23Q 15/00
Мітки: верстат, багатоопераційний
Формула / Реферат:
1. Багатоопераційний верстат, що містить передню бабку, задню бабку, які зв'язані з приводом обертового руху, і два супорти, які оснащені механізмом взаємно перпендикулярного руху подачі, який відрізняється тим, що супорти встановлені на траверсі, розташованій паралельно осям шпинделів передньої та задньої бабок і зв'язаній з механізмом вертикальної подачі.2. Верстат за п. 1, який відрізняється тим, що він оснащений попарно...
Багатоопераційний верстат

Номер патенту: 57239
Опубліковано: 16.06.2003
Автори: Михайлов Володимир Анатолійович, Пестунов Володимир Михайлович
МПК: B23Q 3/157
Мітки: верстат, багатоопераційний
Формула / Реферат:
1. Багатоопераційний верстат, що містить передню бабку з приводом головного руху, задню бабку та супорт, оснащений механізмами поздовжньої та поперечної подачі, двигуни яких підімкнені до системи числового програмного управління (ЧПУ), який відрізняється тим, що він оснащений другим протилежно розташованим супортом, який містить привід головного руху шпинделя, що встановлений на поворотній у вертикальній площині каретці, приводом поздовжньої...
Верстат для виготовлення пуансонів і матриць
Номер патенту: 51507
Опубліковано: 15.11.2002
Автори: Федоренко Валерій Павлович, Федоренко Сергій Валерійович
МПК: B27C 7/00
Мітки: пуансонів, матриць, верстат, виготовлення
Формула / Реферат:
1. Верстат для виготовлення пуансонів і матриць, що містить станину, шпиндель, опорний центр, копіювальний пристрій з копіром, привід з фрезою, який відрізняється тим, що він додатково містить пантограф, який встановлений між копіром та приводом фрези з можливістю змінювання руху відносно переднього та заднього пальців пантографа пропорційно руху копіра.2. Верстат по п. 1, який відрізняється тим, що на шпинделях встановлені патрони,...
Верстат для обточки кристалів
Номер патенту: 43506
Опубліковано: 17.12.2001
Автори: Галіновський Володимир Михайлович, Грудзина Володимир Адамович, Паламарчук Володимир Володимирович
МПК: B24B 9/06
Мітки: обточки, кристалів, верстат
Формула / Реферат:
Верстат для обточки кристалів, що складається з основи, передньої та задньої бабок, механізму переміщення та фіксації положення задньої бабки, який складається з зубчастої рейки і шестерні з рукояткою, механізму регулювання навантаження підтискання кристала, електроприводу з блоком регулювання частоти обертів, який відрізняється тим, що має як електропривід два електродвигуни, які розміщено та жорстко закріплено відповідно у передній та...
Універсальний лісопильний верстат
Номер патенту: 521
Опубліковано: 15.09.2000
Автор: Калараш Іван Васильович
МПК: B27B 3/00
Мітки: лісопильний, універсальний, верстат
Формула / Реферат:
1. Універсальний лісопильний верстат, що містить несучий каркас, механізми центрування, закріплення та подачі стовбура, блок агрегатів для розтину стовбура, який відрізняється тим, що механізм закріплення стовбура виконаний у формі фіксаторів прапорцевого типу.2. Верстат за п. 1, який відрізняється тим, що в блок агрегатів для розтину стовбура додатково встановлені три агрегати, два круглопиляльні, призначені для повздовжнього розтину...
Попередній патент: Роторний знімач деталей
Наступний патент: Лещата
Випадковий патент: Композиції для імунізації проти mycobacterium