Спосіб формування з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата
Номер патенту: 82903
Опубліковано: 26.05.2008
Автори: Овсянніков Юрій Олександрович, Поздняков Анатолій Сергійович, Ратнічіхін Сергій Степанович, П'ятецький Олександр Васильович
Формула / Реферат
1. Спосіб формування з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, при якому одержують лист органічного скла марки СО-120, проводять технологічні операції по розмітці і розкрою заготівок, вирізають заготівку скла згідно з розміткою, обробляють торці заготівки, очищають поверхню заготівки від протекторного покриття, проводять зовнішній огляд заготівки на відсутність механічних ушкоджень і "срібла", при відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і "срібла" виконують технологічні операції по формуванню скла, а на заключній стадії виготовлення елементів засклення ліхтаря кабіни літального апарата виконують послідовно технологічні операції, що містять у собі підготовку оснащення для проведення термообробки заготівок засклення і приклеювання термопар, безпосередньо термообробку, охолодження термічно обробленої заготівки засклення, механічну обробку торцевих поверхонь термічно обробленої заготівки, контроль обробки поверхонь, полірування, маркування, перевірку скла на відповідність оптичним показникам і обклеювання готової продукції захисним папером, який відрізняється тим, що на етапі одержання листа неорієнтованого органічного скла виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір, промивають скло теплою водою з милом, протирають поверхню скла і оглядають скло, на етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист скла шаблона-розгортки, розмітку листа скла по шаблону-розгортці і розкрій скла, на етапі термообробки виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас ліхтаря кабіни літального апарата і забезпечують притиск скла до обводів пристосування, закріплення скла в пристосуванні, розміщення пристосування зі склом у термошафі, проведення процесу термообробки за визначеною методикою з наступним відключенням термошафи і охолодженням деталі в термошафі на величину 20-30 ºС нижче заданої температури без вимикання вентиляторів і далі до величини 50 ºС з вимкненими вентиляторами, на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізці скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізку скла по розмітці з установкою в контрольне пристосування, при цьому етап контролю включає підетапи перевірки скла на відсутність механічних ушкоджень і "срібла", обробки скла по торцях і якості обробки крайок, а етап полірування містить у собі послідовність виконання технологічних операцій по промиванню, поліруванню, повторному промиванню поверхні скла і контролю на відповідність оптичним показникам.
2. Спосіб за п. 1, який відрізняється тим, що після промивання скла мильною водою остаточно скло промивають чистою водою.
3. Спосіб за п. 1, який відрізняється тим, що огляд скла проводять по обидва боки.
4. Спосіб за п. 1, який відрізняється тим, що після огляду скла заміряють його товщину.
5. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по розмітці скла виконують сполучення контрольного шаблона з віссю симетрії.
6. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по розмітці скла виконують розмітку скла з припуском по торцях не менше 37 мм і по подовжніх обрізах - не менше 20 мм.
7. Спосіб за п. 1, який відрізняється тим, що перед технологічними операціями по вирізанню заготівки захищають скло шляхом нанесення протектора.
8. Спосіб за п. 1, який відрізняється тим, що після виконання технологічних операцій по зняттю зі скла протектора промивають скло мильною водою по обидва боки.
9. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по приклеюванню термопар, згадані термопари закріплюють на склі за допомогою ізоляційної стрічки з нанесенням клею 88НП у зонах технологічного допуску на відстані не більше 10-15 мм від зовнішнього контуру.
10. Спосіб за п. 1, який відрізняється тим, що при проведенні процесу термообробки за визначеною методикою виконують технологічні операції по підтримці температури скла по термопарах не нижче 97 ºС і не вище 100 ºС.
11. Спосіб за п. 1, який відрізняється тим, що на етапі механічної обробки скла після обрізки скла його приторцьовують по контрольних пристосуваннях.
Текст
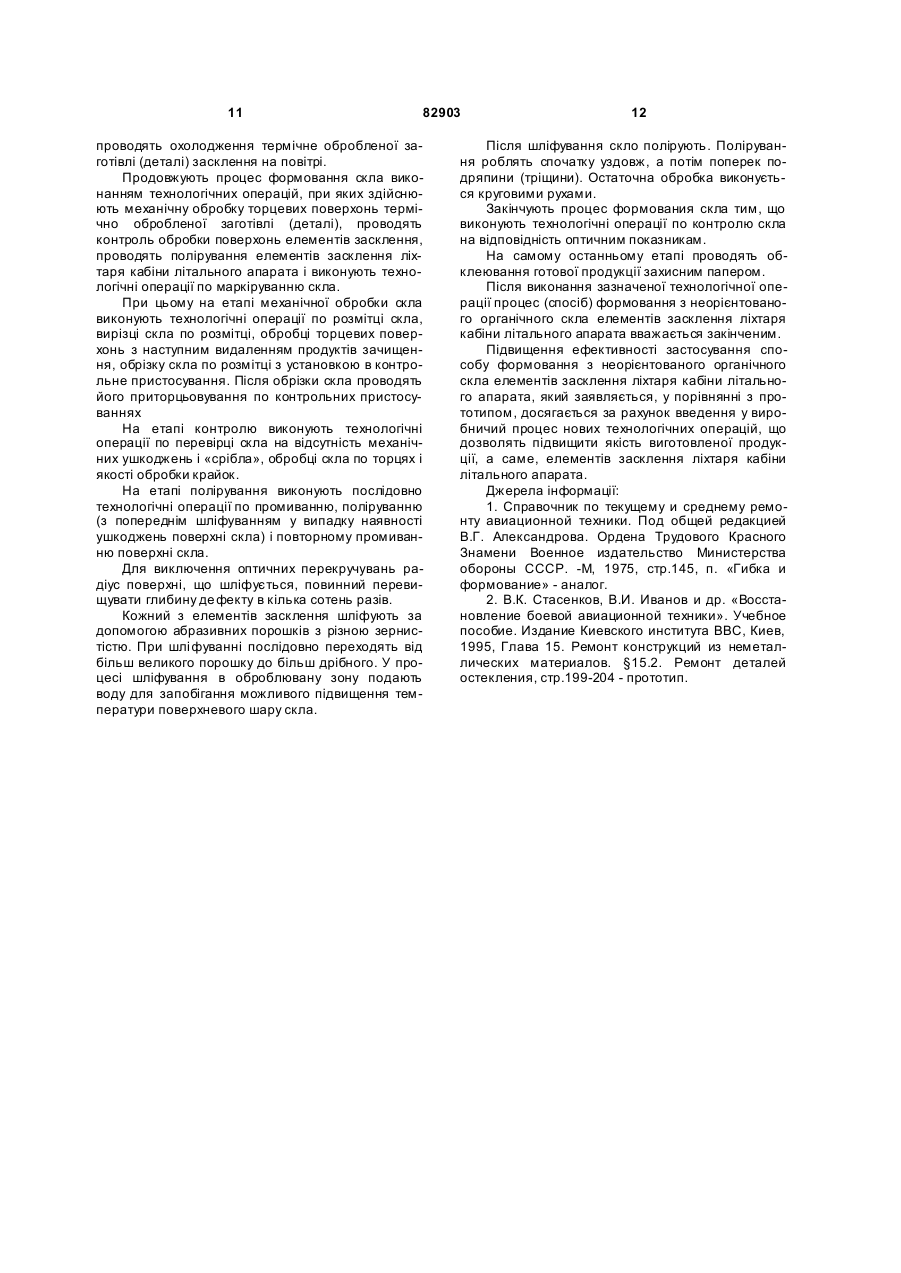
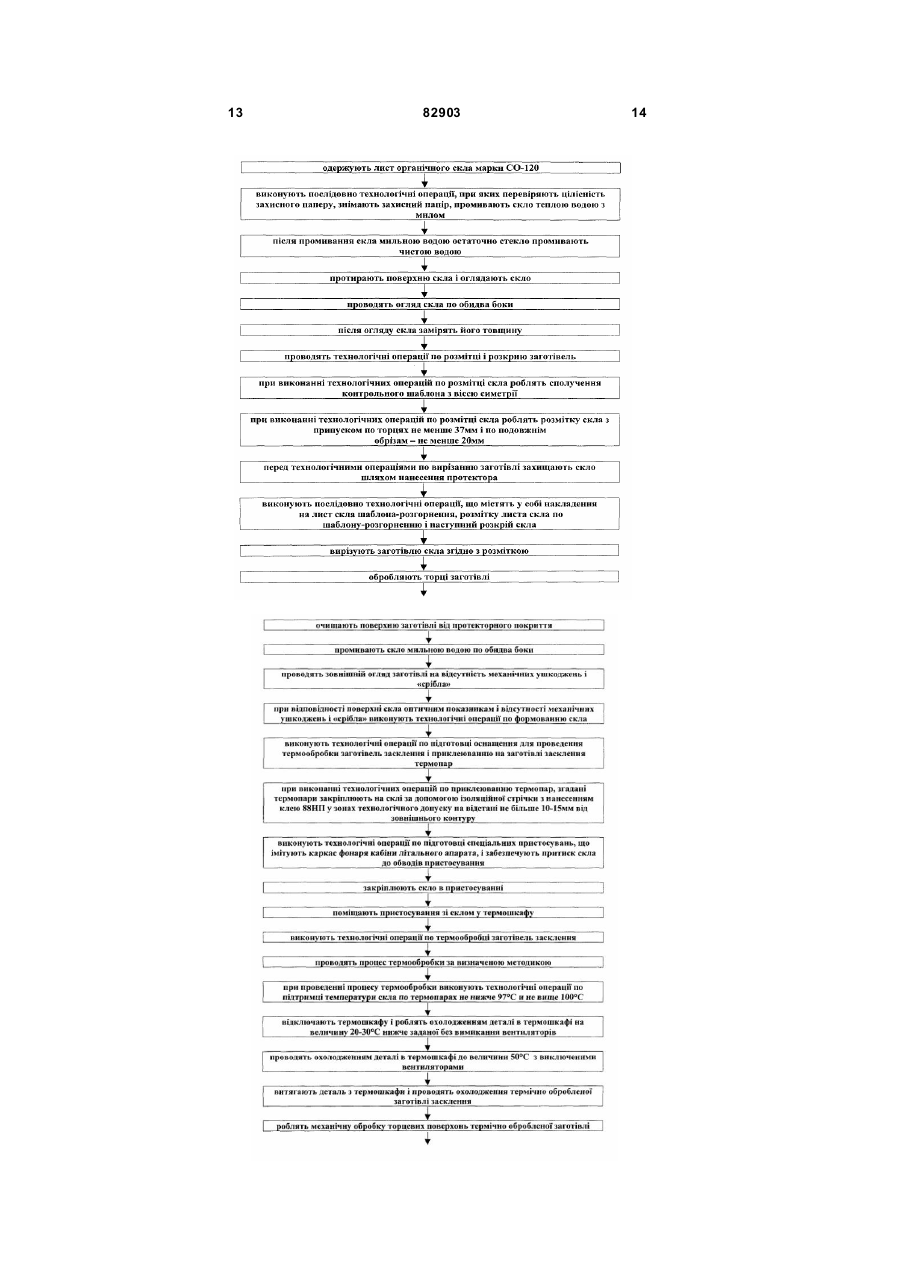
1. Спосіб формування з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, при якому одержують лист органічного скла марки СО-120, проводять технологічні операції по розмітці і розкрою заготівок, вирізають заготівку скла згідно з розміткою, обробляють торці заготівки, очищають поверхню заготівки від протекторного покриття, проводять зовнішній огляд заготівки на відсутність механічних ушкоджень і "срібла", при відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і "срібла" виконують технологічні операції по формуванню скла, а на заключній стадії виготовлення елементів засклення ліхтаря кабіни літального апарата виконують послідовно техно 2 (19) 1 3 82903 4 ванню, повторному промиванню поверхні скла і контролю на відповідність оптичним показникам. 2. Спосіб за п. 1, який відрізняється тим, що після промивання скла мильною водою остаточно скло промивають чистою водою. 3. Спосіб за п. 1, який відрізняється тим, що огляд скла проводять по обидва боки. 4. Спосіб за п. 1, який відрізняється тим, що після огляду скла заміряють його товщину. 5. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по розмітці скла виконують сполучення контрольного шаблона з віссю симетрії. 6. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по розмітці скла виконують розмітку скла з припуском по торцях не менше 37 мм і по подовжніх обрізах - не менше 20 мм. 7. Спосіб за п. 1, який відрізняється тим, що перед технологічними операціями по вирізанню заготівки захищають скло шляхом нанесення протектора. 8. Спосіб за п. 1, який відрізняється тим, що після виконання технологічних операцій по зняттю зі скла протектора промивають скло мильною водою по обидва боки. 9. Спосіб за п. 1, який відрізняється тим, що при виконанні технологічних операцій по приклеюванню термопар, згадані термопари закріплюють на склі за допомогою ізоляційної стрічки з нанесенням клею 88НП у зонах технологічного допуску на відстані не більше 10-15 мм від зовнішнього контуру. 10. Спосіб за п. 1, який відрізняється тим, що при проведенні процесу термообробки за визначеною методикою виконують технологічні операції по підтримці температури скла по термопарах не нижче 97 ºС і не вище 100 ºС. 11. Спосіб за п. 1, який відрізняється тим, що на етапі механічної обробки скла після обрізки скла його приторцьовують по контрольних пристосуваннях. Винахід відноситься до галузі авіації, зокрема, до виготовлення засклення ліхтаря кабіни літака, а саме, до способів формования з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата. Використання передових і сучасних виробничих процесів виготовлення елементів засклення ліхтаря кабіни літака дозволить інженернотехнічному складу авіаремонтних підприємств розробити на базі існуючого технологічного процесу виго товлення елементів засклення ліхтаря кабіни літального апарата більш ефективні технологічні процеси формования елементів засклення ліхтаря кабіни літального апарата для конкретного зразка авіаційної техніки, наприклад, для учбовотренувального літака L-39. Новий (удосконалений) технологічний процес формования елементів засклення ліхтаря кабіни літального апарата дозволить не тільки скоротити час на проведення капітального ремонту літака, наприклад, учбово-тренувального літака L-39 (або іншого типу літального апарата, для виготовлення елементів засклення ліхтаря кабіни якого використовується органічне скло марки CO-120), але і знизити фінансові витрати, що передбачаються на закупівлю конструктивних елементів засклення ліхтаря кабіни замість непридатних до експлуатації, шляхом виготовлення аналогічних конструкцій на базі авіаремонтного підприємства. Відомий спосіб формування з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, при якому одержують лист органічного скла, проводять технологічні операції по розмітці і розкрию скла на заготівлі, вирізують заготівлю скла згідно з розміткою, поміщають заготівлю в піч, роблять технологічні операції по формованню скла в печі при температурі близько 1150С протягом 15 хвилин, витягають нагріту заготівлю з печі і охолоджують її на повітрі протя гом 2-5 секунд, розміщують заготівлю на формі і додають їй необхідну форму шляхом підтискання, закріплюють краї заготівлі після додання їй необхідної форми за допомогою спеціальних затисків, охолоджують заготівлю до температури навколишнього середовища, а на заключній стадії виготовлення елементів засклення ліхтаря кабіни літального апарата виконують послідовно технологічні операції, що містять у собі механічну обробку торцевих поверхонь термічно обробленої заготівлі, контроль обробки поверхонь, полірування і перевірку скла на відповідність оптичним показникам (1). До недоліків відомого способу відноситься те, що не забезпечується висока якість виготовлення елементів засклення ліхтаря. Найбільш близьким технічним рішенням, як по суті, так і по задачах, що вирішуються, яке обрано як прототип, є спосіб формовання з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, при якому одержують лист органічного скла марки СО-120, проводять технологічні операції по розмітці і розкрию заготівель, вирізують заготівлю скла згідно з розміткою, обробляють торці заготівлі, очищають поверхню заготівлі від протекторного покриття, проводять зовнішній огляд заготівлі на відсутність механічних ушкоджень і «срібла», при відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і «срібла» виконують технологічні операції по формованню скла, а на заключній стадії виготовлення елементів засклення ліхтаря кабіни літального апарата виконують послідовно технологічні операції, що містять у собі підготовку оснащення для проведення термообробки заготівель засклення і приклеювання термопар, безпосередньо термообробку, охолодження термічне обробленої заготівлі засклення, механічну обробку торцевих поверхонь термічно обробленої заготів 5 82903 лі, контроль обробки поверхонь, полірування, маркірування, перевірку скла на відповідність оптичним показникам і обклеювання готової продукції захисним папером (2). До недоліків відомого способу, який обрано за прототип, відноситься те, що не забезпечується висока якість виготовлення елементів засклення ліхтаря кабіни літального апарата. В основу способу формовання з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата покладена задача шляхом введення у виробничий процес додаткових технологічних операцій забезпечити підвищення якості виготовлення елементів засклення ліхтаря кабіни літального апарата. Суть способу формовання з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, при якому одержують лист органічного скла марки СО-120, проводять технологічні операції по розмітці і розкрию заготівель, вирізують заготівлю скла згідно з розміткою, обробляють торці заготівлі, очищають поверхню заготівлі від протекторного покриття, проводять зовнішній огляд заготівлі на відсутність механічних ушкоджень і «срібла», при відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і «срібла» виконують технологічні операції по формованню скла, а на заключній стадії виготовлення елементів засклення ліхтаря кабіни літального апарата виконують послідовно технологічні операції, що містять у собі підготовку оснащення для проведення термообробки заготівель засклення і приклеювання термопар, безпосередньо термообробку, охолодження термічно обробленої заготівлі засклення, механічну обробку торцевих поверхонь термічно обробленої заготівлі, контроль обробки поверхонь, полірування, маркірування, перевірку скла на відповідність оптичним показникам і обклеювання готової продукції захисним папером, полягає в тому, що на етапі одержання листа неорієнтованого органічного скла виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір, промивають скло теплою водою з милом, протирають поверхню скла і оглядають скло, на етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист скла шаблона-розгорнення, розмітку листа скла по шаблону-розгорненню і розкрій скла, на етапі термообробки виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас ліхтаря кабіни літального апарата і забезпечують притиск скла до обводів пристосування, закріплення скла в пристосуванні, розміщення пристосування зі склом у термошафі, проведення процесу термообробки за визначеною методикою з наступним відключенням термошафи і охолодженням деталі в термошафі на величину 20-300С нижче заданої без вимикання вентиляторів і далі до величини 500С з виключеними вентиляторами, на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізці скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізку скла по розмітці з установкою в контро 6 льне пристосування. Суть способу полягає і в тому, що етап контролю включає підетапи перевірки скла на відсутність механічних ушкоджень і «срібла», обробки скла по торцях і якості обробки крайок, а етап полірування містить у собі послідовність виконання технологічних операцій по промиванню, поліруванню, повторному промиванню поверхні скла і контролю на відповідність оптичним показникам. Суть способу полягає також і в тому, що після промивання скла мильною водою остаточно скло промивають чистою водою, огляд скла проводять по обидва боки, після огляду скла замірять його товщину, при виконанні технологічних операцій по розмітці скла роблять сполучення контрольного шаблона з віссю симетрії, при виконанні технологічних операцій по розмітці скла роблять розмітку скла з припуском по торцях не менше 37мм і по подовжніх обрізах - не менше 20мм, перед технологічними операціями по вирізанню заготівлі захищають скло шляхом нанесення протектора, після виконання технологічних операцій по зняттю зі скла протектора промивають скло мильною водою по обидва боки, при виконанні технологічних операцій по приклеюванню термопар, згадані термопари закріплюють на склі за допомогою ізоляційної стрічки з нанесенням клею 88НП у зонах технологічного допуску на відстані не більше 10-15мм від зовнішнього контуру, при проведенні процесу термообробки за визначеною методикою виконують технологічні операції по підтримці температури скла по термопарах не нижче 970С и не вище 1000С, а на етапі механічної обробки скла після обрізки скла його приторцьовують по контрольних пристосуваннях. Порівняльний аналіз технічного рішення з прототипом показує, що спосіб формования з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, який заявляється, відрізняється тим, що на етапі одержання листа неорієнтованого органічного скла виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір, промивають скло теплою водою з милом, протирають поверхню скла і оглядають скло, на етапі розмітки виконують послідовно технологічні операції, що містять у собі накладення на лист скла шаблона-розгорнення, розмітку листа скла по шаблону-розгорненню і розкрій скла, на етапі термообробки виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас ліхтаря кабіни літального апарата і забезпечують притиск скла до обводів пристосування, закріплення скла в пристосуванні, розміщення пристосування зі склом у термошафі, проведення процесу термообробки за визначеною методикою з наступним відключенням термошафи і охолодженням деталі в термошафі на величину 20-300С нижче заданої без вимикання вентиляторів і далі до величини 500С з виключеними вентиляторами, на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізці скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізку скла по розмітці з установкою в контрольне пристосування, при цьому етап контролю включає підетапи 7 82903 перевірки скла на відсутність механічних ушкоджень і «срібла», обробки скла по торцях і якості обробки крайок, а етап полірування містить у собі послідовність виконання технологічних операцій по промиванню, поліруванню, повторному промиванню поверхні скла і контролю на відповідність оптичним показникам, причому після промивання скла мильною водою остаточно скло промивають чистою водою, огляд скла проводять по обидва боки, після огляду скла замірять його товщин у, при виконанні технологічних операцій по розмітці скла роблять сполучення контрольного шаблона з віссю симетрії, при виконанні технологічних операцій по розмітці скла роблять розмітку скла з припуском по торцях не менше 37мм і по подовжніх обрізах не менше 20мм, перед технологічними операціями по вирізанню заготівлі захищають скло шляхом нанесення протектора, після виконання технологічних операцій по зняттю зі скла протектора промивають скло мильною водою по обидва боки, при виконанні технологічних операцій по приклеюванню термопар, згадані термопари закріплюють на склі за допомогою ізоляційної стрічки з нанесенням клею 88НП у зонах технологічного допуску на відстані не більше 10-15мм від зовнішнього контуру, при проведенні процесу термообробки за визначеною методикою виконують те хнологічні операції по підтримці температури скла по термопарах не нижче 970С и не вище 1000С, а на етапі механічної обробки скла після обрізки скла його приторцьовують по контрольних пристосуваннях. Таким чином, спосіб формования з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, який заявляється, відповідає критерію винаходу «новизна». Суть винаходу пояснюється за допомогою ілюстрацій, де на Фіг.1 представлена блок-схема поетапного виконання технологічних операцій, що складають суть способу формования з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, який заявляється. Спосіб формовання з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата застосовується для виготовлення елементів засклення кабіни літака, що літає зі швидкостями не більше 1000км/год. Конструктивно ліхтар кабіни літака складається з декількох основних частин: козирка, відкидної частини передньої кабіни і, як варіант конструктивного виконання, відкидної частини задньої кабіни. Козирок ліхтаря складається з каркаса і засклення. Засклення козирка виконується з органічного скла товщиною від 8мм до 20мм. Відкидна частина ліхтаря передньої кабіни складається з каркаса й засклення. Каркас утворений двома бічними профілями і дугами (зовні і зсередини до лівого профілю кріпляться рукоятки для відкриття і підйому відкидної частини ліхтаря). Засклення відкидної частини ліхтаря передньої кабіни виконується з органічного скла товщиною від 8мм до 12мм. Відкидна частина ліхтаря задньої кабіни конструктивно виконується аналогічно відкидної частини ліхтаря передньої кабіни. 8 Засклення відкидної частини задньої кабіни ліхтаря виконується з органічного скла товщиною 8мм до 12мм, Органічне скло, що застосовується для виготовлення елементів засклення ліхтаря кабіни літального апарата, будучи полімером метилового ефіру метакрилової кислоти, виходить у результаті реакції полімеризації і являє собою термопласт (вид твердої і прозорої пластмаси). При нагріванні органічне скло швидке розм’якшується. Органічне скло гарне переносить низькі температури (до 450С), але розм’якшується при нагріванні до +800С і формується при температурі +115...1300С. Органічне скло, що застосовується для виготовлення елементів засклення ліхтаря кабіни літального апарата, являє собою прозору пластмасу, одержувану шля хом полімеризації метилметакрилату (поліметил-метакрилатне скло). Спосіб формования з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата здійснюється таким чином (див. технологічний процес, показаний на Фіг.1). Попередньо одержують лист органічного скла марки СО-120 товщиною, наприклад, 8мм. Далі виконують послідовно технологічні операції, при яких перевіряють цілісність захисного паперу, знімають захисний папір, промивають скло теплою водою з милом, при цьому після промивання скла мильною водою остаточно стекло промивають чистою водою. Промиту чистою водою поверхню скла протирають сухим дрантям і оглядають скло. Огляд скла на наявність ушкоджень чи будь-якогоіншого виду де фектів проводять по обидва боки. Для огляду засклення застосовуються ендоскопи, перископи, бороскопи або інші типи приладів. При контролі засклення за допомогою оптичних приладів відбувається збільшення кутового розміру об’єкта, що оглядається. Гострота зору збільшується в стільки разів, у скільки збільшує оптичний прилад. Це дозволяє розглянути дрібні об’єкти (ушкодження), розміри яких перебувають за межами границі видимості неозброєного ока. Однак з ростом збільшення оптичних приладів істотно скорочується поле зору і зменшується глибина різкості, що може привести до пропуску наявності ушкодження і, як наслідок, до зниження вірогідності діагностичного контролю. Тому для огляду скла в основному застосовують оптичні прилади зі збільшенням не більше 20...30. При досить зручному підході до контрольованої поверхні елемента засклення використовують лупи і мікроскопи. Для одержання збільшеного зображення лупу поміщають у поверхні контрольованого конструктивного елемента так, щоб відстань між ними було небагато менше фокусної відстані лупи. Спостерігач (контролер) при цьому бачить збільшене мниме зображення ушкодження, що ви ходить на відстані найкращого зору (близько 250мм), тобто на найменшій відстані, на якому нормальне око без напруги чітко бачить ушкодження. Для визначення глибини тріщин використовують лупу з вимірювальною шкалою в поле зору. Найбільш зручно для цих цілей використовувати, наприклад, відліковий мікроскоп типу МБП-2, уста 9 82903 новлений на трьох опорах під кутом 45° до поверхні скла в місці контролю. Для виміру мікроскоп налаштовують так, щоб було чітке зображення шкали і дефекту, при цьому шкалу орієнтують у напрямку видимого зображення глибини тріщини (або іншого виду ушкодження). Елементи засклення, а саме, ділянки, що не доступні для огляду лупами і мікроскопами, оглядаються з застосуванням телескопічних приладів ендоскопів, у яких промені світла змінюють свій напрямок щодо первісного. Визначення глибини сколів, подряпин, забоїн роблять, наприклад, індикаторним приладом КП-1. Напругу в склі визначають, наприклад, за допомогою поляроїдного приладу по зміні активності скла в напруженому стані. Стекла, що не мають напруг, при спостереженні через поляроїдний прилад не просвічуються. У місцях із залишковою напругою спостерігається суцільне або місцеве просвітління з наявністю різного фарбування, що залежить від величини напруг. Після огляду скла замірять його товщину. Вимір товщини елемента засклення проводять, наприклад, за допомогою оптичного приладу на основі відлікового мікроскопа МПБ-2, попередньо відградуйованого по стеклах визначеної товщини. За допомогою даного приладу товщину засклення визначають за показниками приладу і попередньо відградуйованому графіку. Далі проводять технологічні операції по розмітці і розкрию заготівель, при цьому при виконанні технологічних операцій по розмітці скла роблять сполучення контрольного шаблона з віссю симетрії. При виконанні технологічних операцій по розмітці скла роблять розмітку скла з припуском по торцях не менше 37мм і по подовжніх обрізах - не менше 20мм. Після цього переходять до етапу вирізання заготівлі елемента засклення ліхтаря кабіни літального апарата. Перед технологічними операціями по вирізанню заготівлі захищають скло шляхом нанесення протектора. По закінченню технологічних операцій щодо нанесення протектора на поверхню скла, виконують послідовно технологічні операції, що містять у собі накладення на лист скла шаблонарозгорнення, розмітку листа скла по шаблонурозгорненню і розкрій скла. Далі вирізають заготівлю скла згідно з розміткою і обробляють торці заготівлі. Перед переходом до наступного етапу формования скла очищають поверхню заготівлі від протекторного покриття. Очищення поверхні скла від протекторного покриття роблять за відповідною технологією. Після виконання технологічних операцій по зняттю зі скла протектора промивають скло мильною водою по обидва боки. Продовжують технологічний процес формования скла тим, що проводять зовнішній огляд заготівлі на відсутність механічних ушкоджень і «срібла». Для виявлення ушкоджень на поверхні скла також застосовують мікроскопи зі збільшенням у 10 межах від 8 до 40...50 (незважаючи на незначне розходження збільшення мікроскопів і луп якість зображення, утвореного оптичною системою мікроскопів, вище. Тому діагностичний контроль скла з застосуванням мікроскопів за інших рівних умов більш ефективний). Для загального огляду і пошуку великих дефектів і іншого роду ушкоджень на поверхні скла застосовують, наприклад, оглядові лупи, що мають мале збільшення, але велике поле зору. Так застосовувана оглядова складна лупа (наприклад, типу ЛПК-471) має збільшення 1,25...2,0. За допомогою даної лупи можна проводити огляд двома очима при відстані між ними і лупою до 500...600мм і між лупою і поверхнею контрольованої деталі до 140...150мм. Бінокулярні налобні лупи (наприклад, типу БЛ-1 і БЛ-2) мають збільшення 1,25...2,0 і утворять стереоскопічне зображення розглянутого елемента засклення і ушкодження, що знаходиться на ньому. При установці на лупі БЛ-2 освітлювача можна оглядати поверхню контрольованого елемента засклення в умовах поганої загальної освітленості. При відповідності поверхні скла оптичним показникам і відсутності механічних ушкоджень і «срібла» роблять технологічні операції по формованню скла. Перед виконанням наступного етапу по формованию скла, виконують технологічні операції по підготовці оснащення для проведення термообробки заготівель засклення і приклеюванню на заготівлі зазначеного засклення термопар. При цьому, при виконанні технологічних операцій по приклеюванню термопар, згадані термопари закріплюють на склі за допомогою ізоляційної стрічки з нанесенням клею 88НП у зонах технологічного допуску на відстані не більше 10-15мм від зовнішнього контуру. Одночасно з виконанням технологічних операцій по приклеюванню до елементів засклення термопар, виконують технологічні операції по підготовці спеціальних пристосувань, що імітують каркас ліхтаря і забезпечують притискання скла до обводів пристосування. Далі закріплюють скло, а саме, елементи засклення, у ви щезазначеному пристосуванні. Продовжують технологічний процес формования скла виконанням технологічних операцій, при яких контролюють закріплення скла в пристосуванні і поміщають пристосування зі склом у термошафу. Далі виконують технологічні операції по термообробці заготівель засклення, при цьому процес термообробки проводять за відповідною методикою. Згідно з методикою при проведенні процесу термообробки виконують технологічні операції по підтримці температури скла по термопарах не нижче 970С и не вище 1000С. Після цього відключають термошафу і роблять охолодженням деталі в термошафі на величину 20-300С нижче заданої без вимикання вентиляторів. Далі проводять охолодженням деталі в термошафі до величини 500С з виключеними вентиляторами. Після охолодження деталі в термошафі до величини 500С, витягають деталь з термошафи і 11 82903 проводять охолодження термічне обробленої заготівлі (деталі) засклення на повітрі. Продовжують процес формовання скла виконанням технологічних операцій, при яких здійснюють механічну обробку торцевих поверхонь термічно обробленої заготівлі (деталі), проводять контроль обробки поверхонь елементів засклення, проводять полірування елементів засклення ліхтаря кабіни літального апарата і виконують технологічні операції по маркіруванню скла. При цьому на етапі механічної обробки скла виконують технологічні операції по розмітці скла, вирізці скла по розмітці, обробці торцевих поверхонь з наступним видаленням продуктів зачищення, обрізку скла по розмітці з установкою в контрольне пристосування. Після обрізки скла проводять його приторцьовування по контрольних пристосуваннях На етапі контролю виконують технологічні операції по перевірці скла на відсутність механічних ушкоджень і «срібла», обробці скла по торцях і якості обробки крайок. На етапі полірування виконують послідовно технологічні операції по промиванню, поліруванню (з попереднім шліфуванням у випадку наявності ушкоджень поверхні скла) і повторному промиванню поверхні скла. Для виключення оптичних перекручувань радіус поверхні, що шліфується, повинний перевищувати глибину де фекту в кілька сотень разів. Кожний з елементів засклення шліфують за допомогою абразивних порошків з різною зернистістю. При шлі фуванні послідовно переходять від більш великого порошку до більш дрібного. У процесі шліфування в оброблювану зону подають воду для запобігання можливого підвищення температури поверхневого шару скла. 12 Після шліфування скло полірують. Полірування роблять спочатку уздовж, а потім поперек подряпини (тріщини). Остаточна обробка виконується круговими рухами. Закінчують процес формования скла тим, що виконують технологічні операції по контролю скла на відповідність оптичним показникам. На самому останньому етапі проводять обклеювання готової продукції захисним папером. Після виконання зазначеної технологічної операції процес (спосіб) формовання з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата вважається закінченим. Підвищення ефективності застосування способу формовання з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата, який заявляється, у порівнянні з прототипом, досягається за рахунок введення у виробничий процес нових технологічних операцій, що дозволять підвищити якість виготовленої продукції, а саме, елементів засклення ліхтаря кабіни літального апарата. Джерела інформації: 1. Справочник по текущему и среднему ремонту авиационной техники. Под общей редакцией В.Г. Александрова. Ордена Трудового Красного Знамени Военное издательство Министерства обороны СССР. -М, 1975, стр.145, п. «Гибка и формование» - аналог. 2. В.К. Стасенков, В.И. Иванов и др. «Восстановление боевой авиационной техники». Учебное пособие. Издание Киевского института ВВС, Киев, 1995, Глава 15. Ремонт конструкций из неметаллических материалов. §15.2. Ремонт деталей остекления, стр.199-204 - прототип. 13 82903 14 15 Комп’ютерна в ерстка В. Клюкін 82903 Підписне 16 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for forming of glazing elements for aircraft cockpit canopy from non-oriented organic glass
Автори англійськоюOvsiannikov Yurii Oleksandrovych, Pozdniakov Anatolii Serhiiovych, Piateskyi Oleksandr Vasyliovych, Piatetskyi Oleksandr Vasyliovych, Ratnichikhin Serhii Stepanovych
Назва патенту російськоюСпособ формирования из неориентированного органического стекла элементов застекления фонаря кабины летательного аппарата
Автори російськоюОвсянников Юрий Александрович, Поздняков Анатолий Сергеевич, Пятецкий Александр Васильевич, Ратничихин Сергей Степанович
МПК / Мітки
МПК: B29C 51/00, B64C 1/14, C03B 9/00, C03B 17/00, C03B 23/00
Мітки: ліхтаря, елементів, апарата, спосіб, неорієнтованого, літального, засклення, органічного, скла, формування, кабіни
Код посилання
<a href="https://ua.patents.su/8-82903-sposib-formuvannya-z-neoriehntovanogo-organichnogo-skla-elementiv-zasklennya-likhtarya-kabini-litalnogo-aparata.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування з неорієнтованого органічного скла елементів засклення ліхтаря кабіни літального апарата</a>
Пристосування для складання під зварювання каркаса ліхтаря літального апарата
Номер патенту: 79269
Опубліковано: 11.06.2007
Автори: Сологуб Іван Олексійович, Косьмін Юрій Вікторович
МПК: B64C 1/14, B23K 37/04
Мітки: апарата, літального, каркаса, складання, пристосування, зварювання, ліхтаря
Формула / Реферат:
1. Пристосування для складання під зварювання каркаса ліхтаря літального апарата, яке містить змонтовані на рамі вертикальні і горизонтальні опори, притискачі поперечних і подовжніх елементів виробу, елементи базування, яке відрізняється тим, що рама складається з двох балок, розташованих паралельно одна до одної у горизонтальній площині, утворюючи велике і мале півкільця, при цьому балки з'єднані між собою за допомогою щонайменше двох...
Спосіб відновлення засклення кабіни вертольота при ремонті
Номер патенту: 26617
Опубліковано: 25.09.2007
Автори: Немчин Олександр Федорович, Лук'яненко Олег Вікторович, Лисюк Василь Миколайович, П'ятецький Олександр Васильович, Мітрахович Михайло Михайлович, Дяденко Микола Степанович
МПК: C03B 23/00, C03B 17/00
Мітки: відновлення, засклення, кабіни, вертольота, ремонті, спосіб
Формула / Реферат:
1. Спосіб відновлення засклення кабіни вертольота при ремонті, при якому проводять ремонт елементів засклення шляхом усунення механічних пошкоджень скла у вигляді подряпин, забоїн, сколів, поверхневих тріщин і "срібла", а також шляхом заміни елементів засклення на нові, що виготовляються для заміни пошкоджених, якщо пошкодження скла перевищують допустимі норми, при цьому процес ремонту пошкоджень скла у вигляді подряпин, забоїн,...
Спосіб запобігання обледенінню конструктивних елементів літального апарата
Номер патенту: 56355
Опубліковано: 15.05.2003
Автори: Крахмальова Тетяна Ігорівна, Кулалаєв Віктор Валентинович, Науменко Павло Олегович
МПК: B64D 15/00
Мітки: апарата, обледенінню, конструктивних, літального, елементів, спосіб, запобігання
Формула / Реферат:
1. Спосіб запобігання обледенінню конструктивних елементів літального апарата, за яким конструктивні елементи літального апарата у схильних до обледеніння зонах поверхні нагрівають до температури танення криги t > 0°С, який відрізняється тим, що теплову енергію для нагрівання одержують перетворенням кінетичної енергії повітря, що набігає зі швидкістю, відповідною до , і...
Спосіб формування сигналів одноканального керування літального апарата, що обертається за креном
Номер патенту: 19562
Опубліковано: 15.12.2006
Автори: Кузьмін В'ячеслав Павлович, Клявлін Валерій Володимирович, Косовенко Євген Вікторович, Смішко Григорій Павлович, Коростельов Олег Петрович
МПК: F42B 15/01, F42B 15/00
Мітки: літального, апарата, креном, сигналів, формування, обертається, одноканального, керування, спосіб
Формула / Реферат:
1. Спосіб формування сигналів одноканального керування літального апарата, що обертається за креном, який включає вимірювання поточного кута крену (γ) літального апарата, оцінку кутової швидкості крену (), вироблення поправки на коректування фази сигналу (), що надходить на виконавчий рульовий привід,...
Спосіб і система для виявлення ушкодження ротора двигуна літального апарата і двигун літального апарата
Номер патенту: 82462
Опубліковано: 25.04.2008
Автори: Компера Патрік, Еван Філіпп
МПК: G01H 1/00, G01M 1/22, F01D 21/00
Мітки: ротора, двигуна, виявлення, апарата, двигун, спосіб, ушкодження, система, літального
Формула / Реферат:
1. Спосіб виявлення ушкодження ротора двигуна літального апарата, який включає вимірювання вібрації і швидкості для збору даних, які характеризують швидкість обертання ротора, а також амплітуду і фазу його вібрації під час контрольованого польоту, який відрізняється тим, щозчитують зібрані дані,на основі зібраних даних обчислюють середній вектор вібрації в вибраному інтервалі швидкостей обертання ротора, причому амплітуда...
Попередній патент: Спосіб збагачення бідних хромітових руд
Наступний патент: Заготовка контейнера і виготовлений із неї контейнер
Випадковий патент: Спосіб автоматичного керування процесом сушіння зерна в шахтній зерносушарці