Лінія для складання і зварювання бічних стін вантажних вагонів
Номер патенту: 85901
Опубліковано: 10.12.2013
Автори: Масловець Юрій Миколайович, Високолян Микола Васильович, Масловець Олександр Миколайович, Хоренко Дмитро Петрович


Формула / Реферат
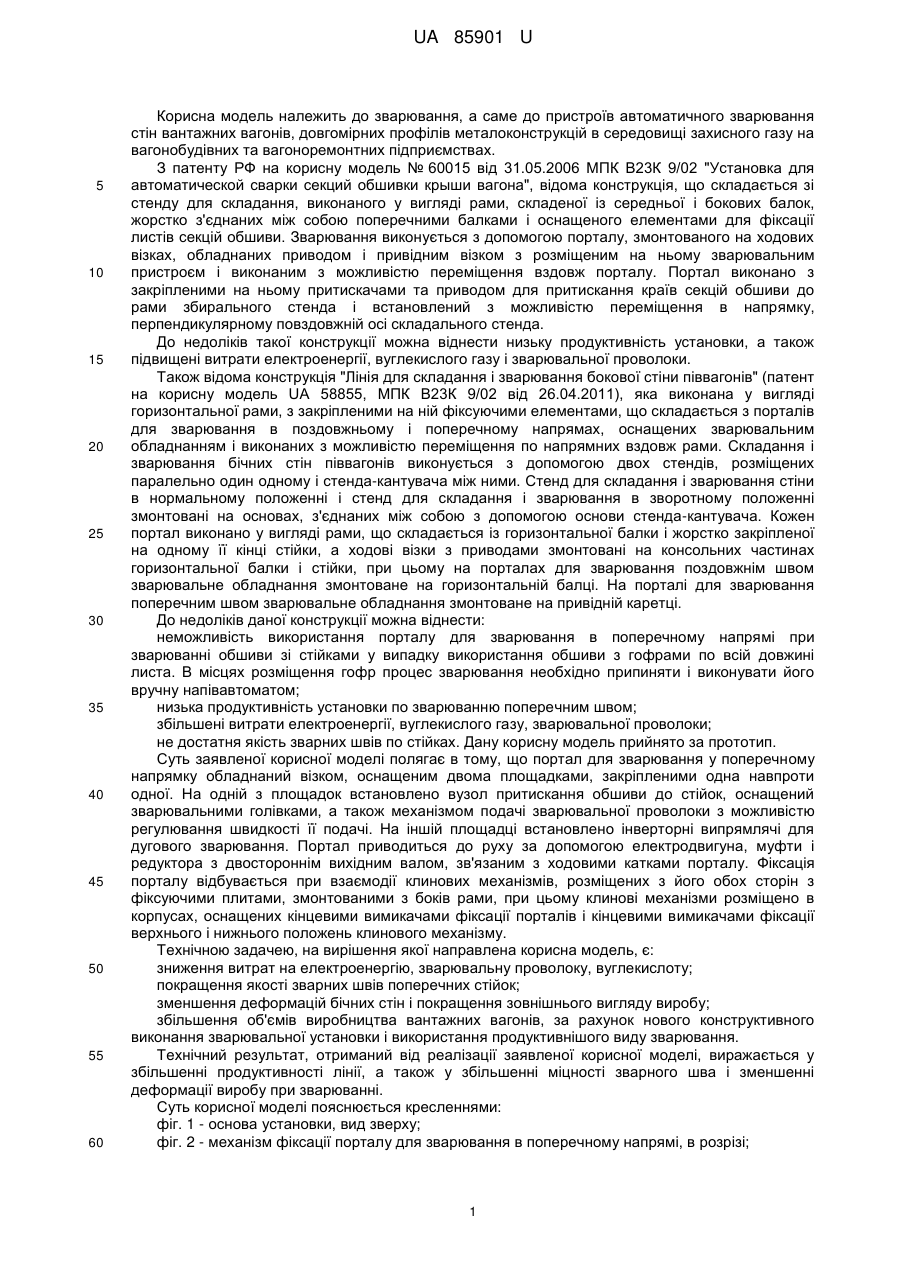
1. Лінія для складання і зварювання бічних стін вантажних вагонів, яка виконана у вигляді горизонтальної рами, із закріпленими на ній фіксуючими елементами і складається з порталів для зварювання в поздовжньому та в поперечному напрямах, оснащених зварювальним обладнанням і виконаних з можливістю переміщення по напрямним вздовж рами, яка відрізняється тим, що портал для зварювання у поперечному напрямку обладнаний візком, оснащеним двома площадками, закріпленими одна навпроти одної, на одній з площадок встановлено вузол притискання обшиви до стійок, оснащений зварювальними головками, а також механізмом подачі зварювальної проволоки з можливістю регулювання швидкості її подачі, на іншій площадці встановлено інверторні випрямлячі для дугового зварювання, портал приводиться до руху за допомогою електродвигуна, муфти і редуктора з двостороннім вихідним валом, зв'язаним з ходовими катками порталу, фіксація якого відбувається при взаємодії клинових механізмів, розміщених з його обох сторін з фіксуючими плитами, змонтованими з боків рами, при цьому клинові механізми розміщено в корпусах, оснащених кінцевими вимикачами фіксації порталів і кінцевими вимикачами фіксації верхнього і нижнього положень клинового механізму.
2. Лінія за п. 1, яка відрізняється тим, що візок обладнано пневматичними приводами повздовжнього і поперечного переміщення.
Текст
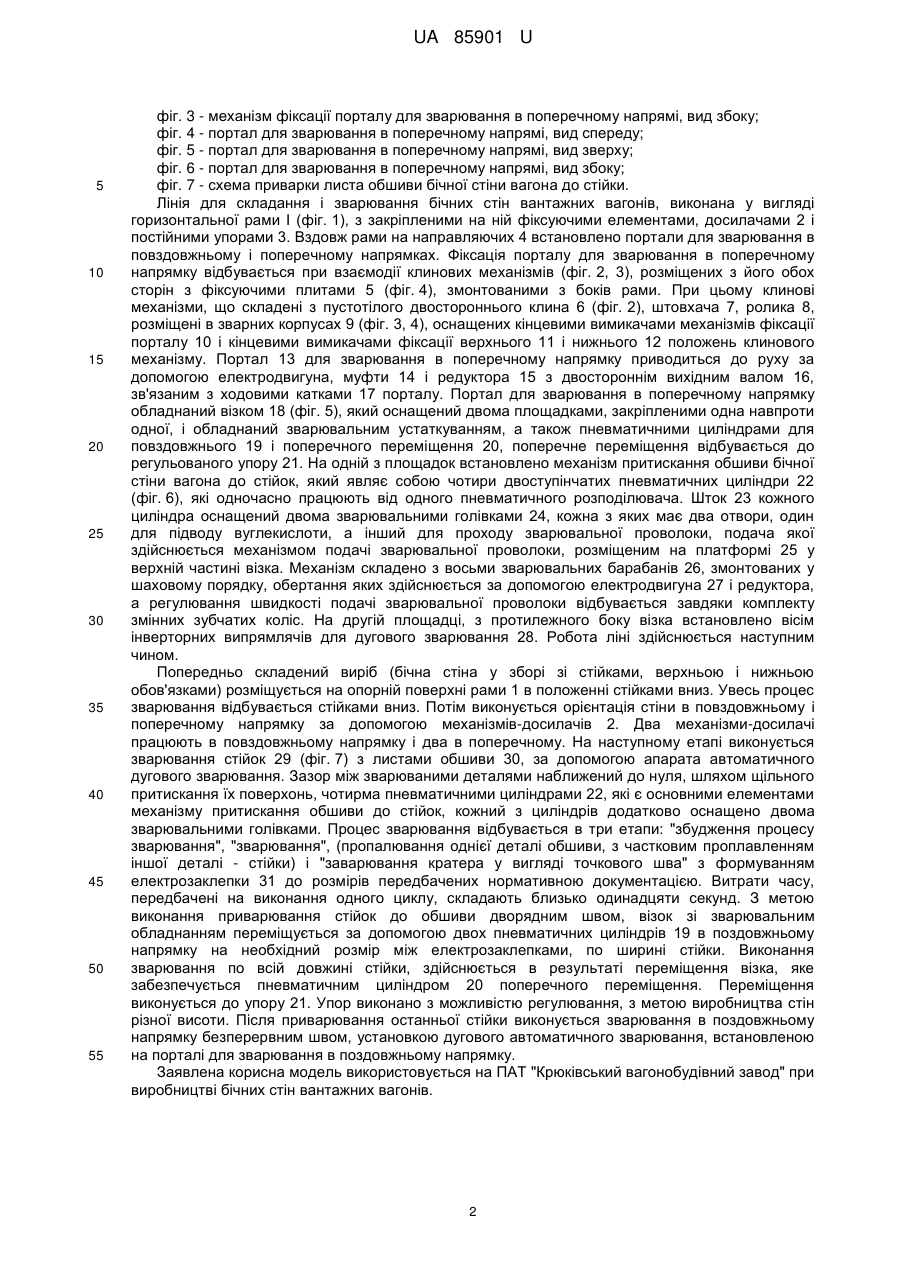
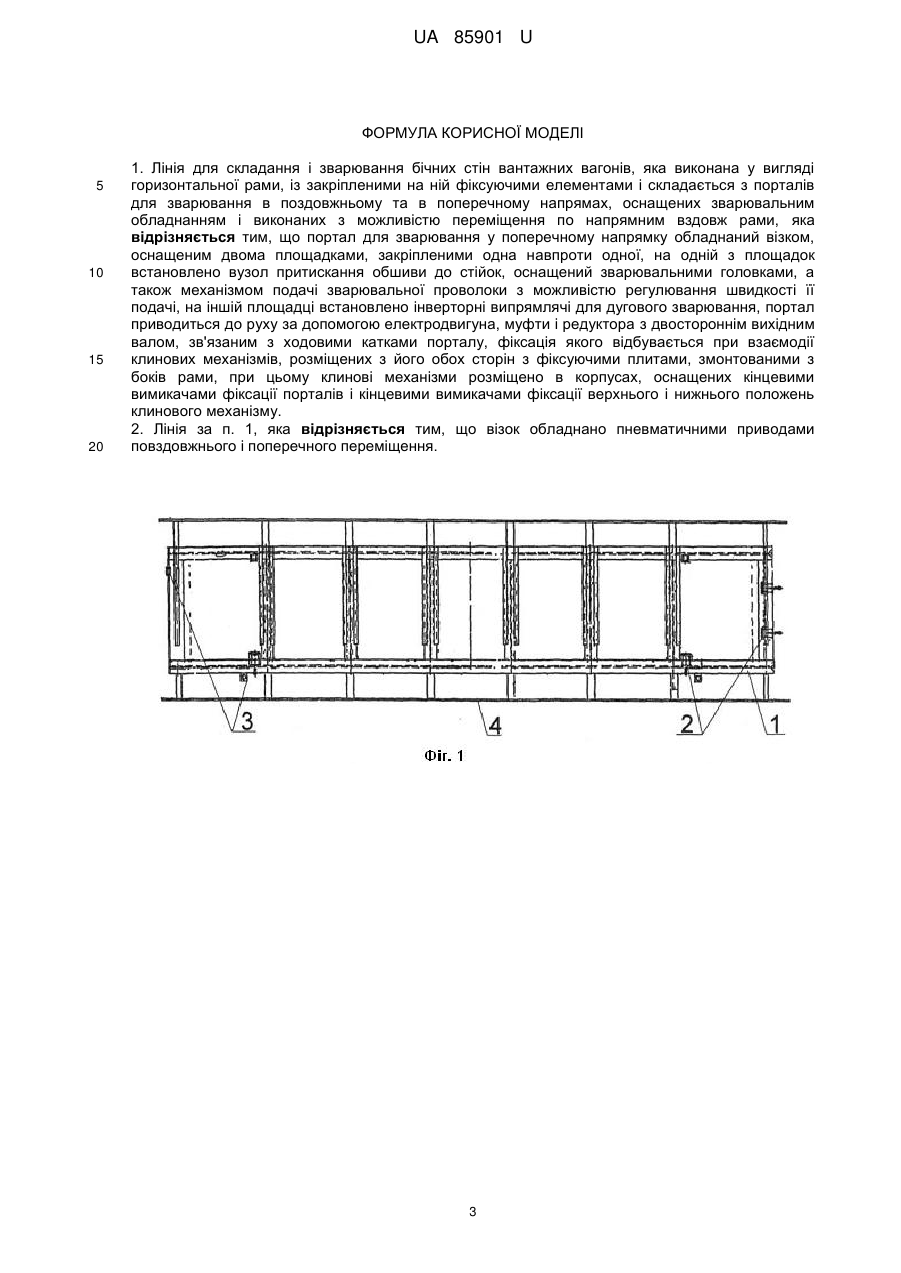
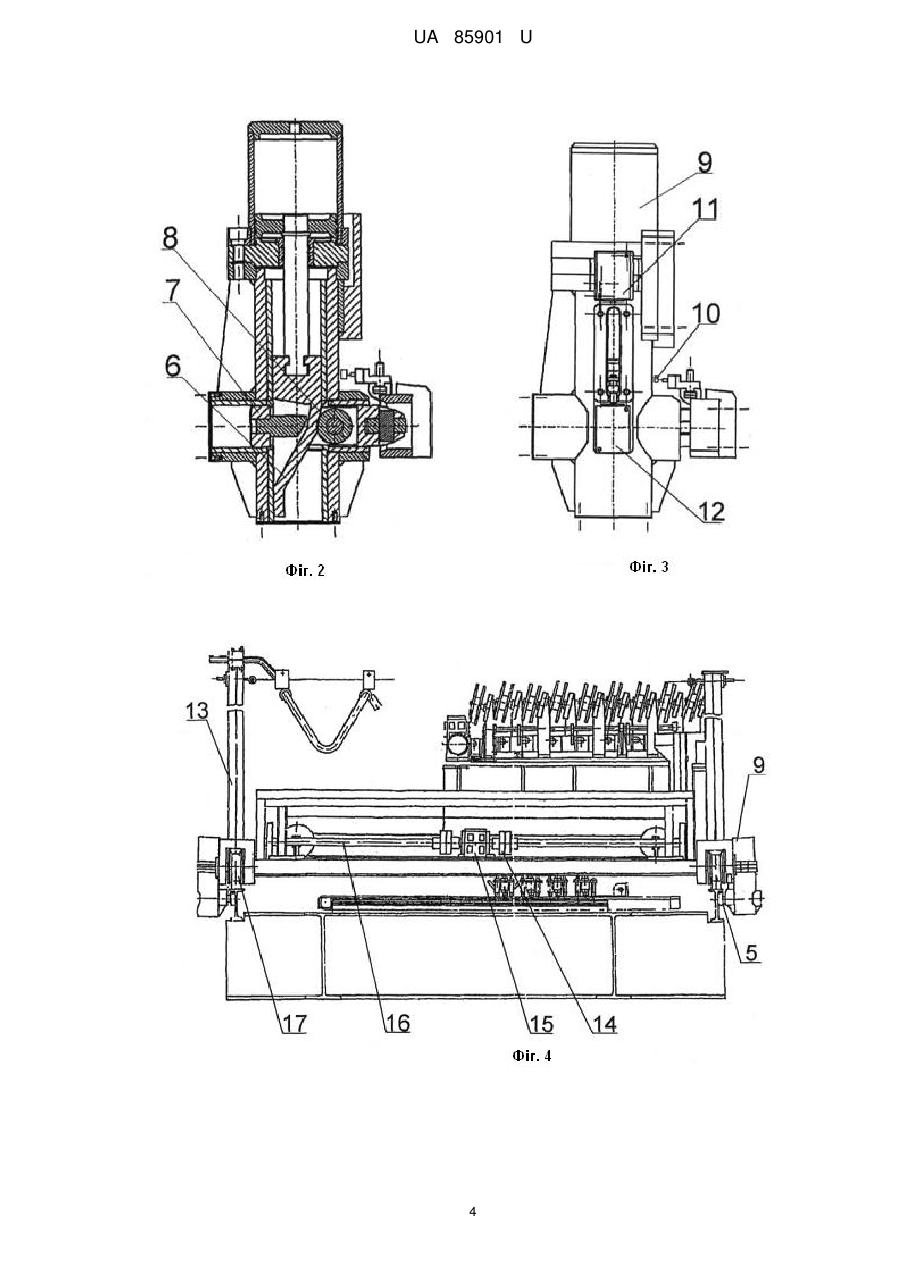
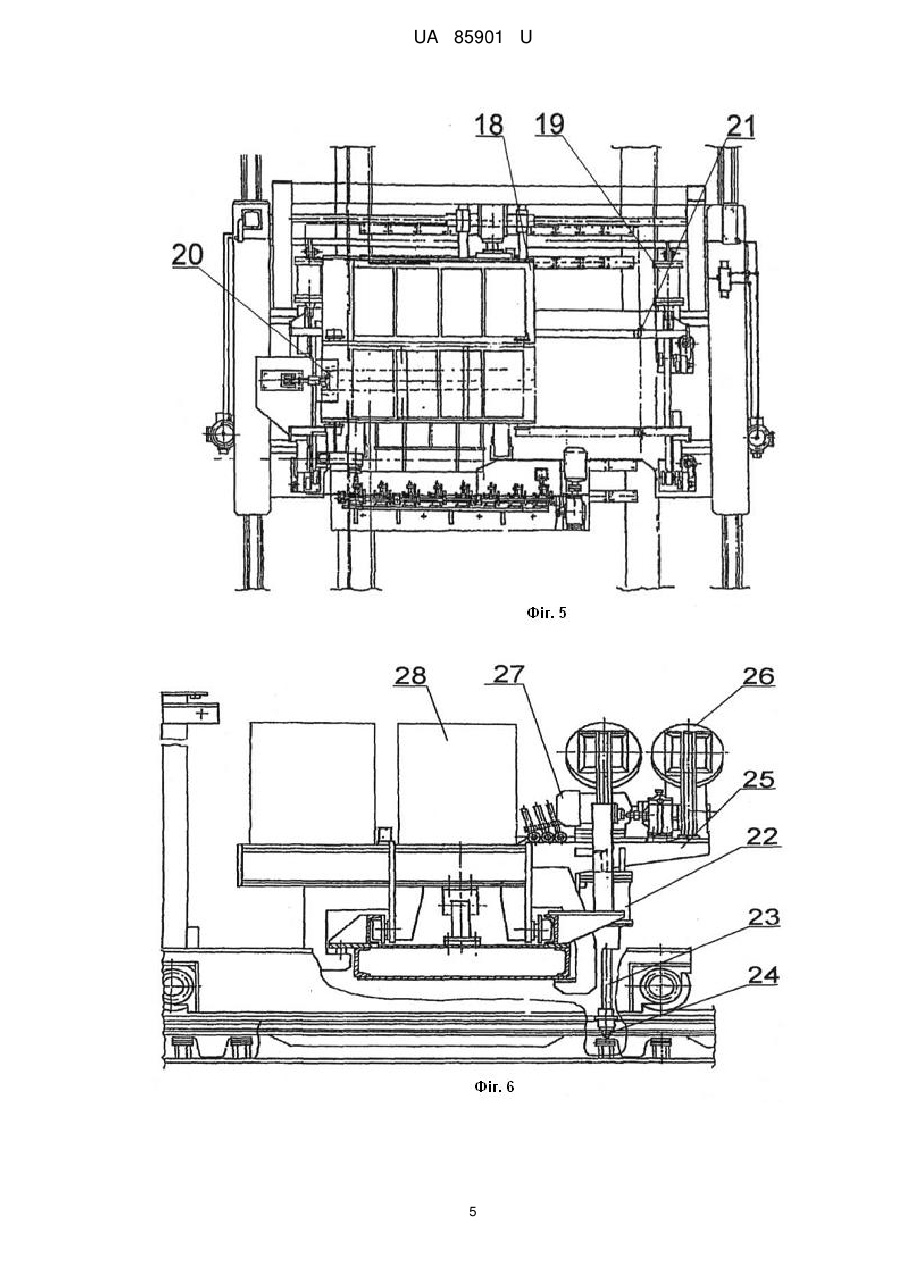
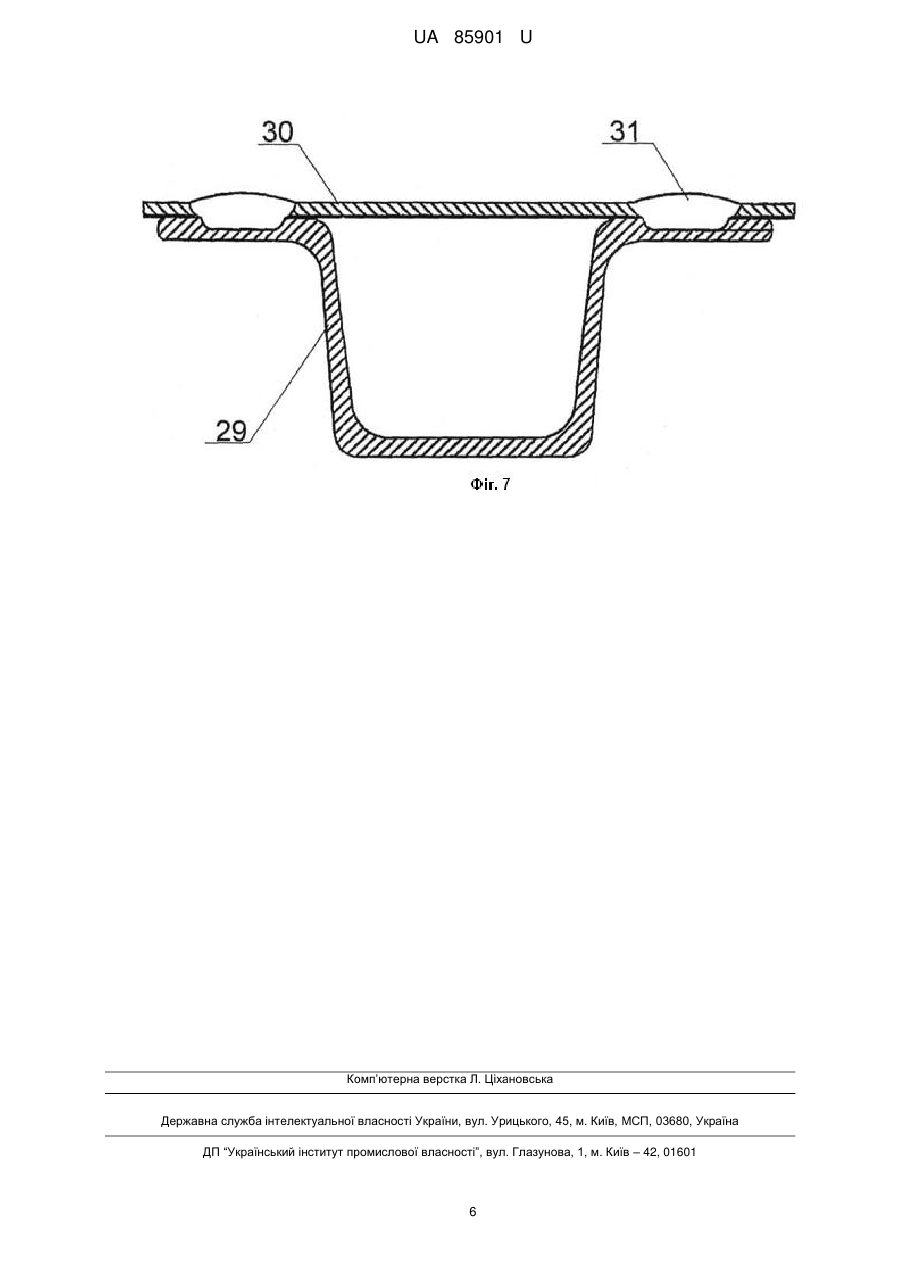
Реферат: Лінія для складання і зварювання бічних стін вантажних вагонів виконана у вигляді горизонтальної рами, із закріпленими на ній фіксуючими елементами і складається з порталів для зварювання в поздовжньому та в поперечному напрямах, оснащених зварювальним обладнанням і виконаних з можливістю переміщення по напрямним вздовж рами. Портал для зварювання у поперечному напрямку обладнаний візком, оснащеним двома площадками, закріпленими одна навпроти одної. На одній з площадок встановлено вузол притискання обшиви до стійок, оснащений зварювальними головками, а також механізмом подачі зварювальної проволоки з можливістю регулювання швидкості її подачі. На іншій площадці встановлено інверторні випрямлячі для дугового зварювання. Портал приводиться до руху за допомогою електродвигуна, муфти і редуктора з двостороннім вихідним валом, зв'язаним з ходовими катками порталу, фіксація якого відбувається при взаємодії клинових механізмів, розміщених з його обох сторін з фіксуючими плитами, змонтованими з боків рами. Клинові механізми розміщено в корпусах, оснащених кінцевими вимикачами фіксації порталів і кінцевими вимикачами фіксації верхнього і нижнього положень клинового механізму. UA 85901 U (54) ЛІНІЯ ДЛЯ СКЛАДАННЯ І ЗВАРЮВАННЯ БІЧНИХ СТІН ВАНТАЖНИХ ВАГОНІВ UA 85901 U UA 85901 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до зварювання, а саме до пристроїв автоматичного зварювання стін вантажних вагонів, довгомірних профілів металоконструкцій в середовищі захисного газу на вагонобудівних та вагоноремонтних підприємствах. З патенту РФ на корисну модель № 60015 від 31.05.2006 МПК В23К 9/02 "Установка для автоматической сварки секций обшивки крыши вагона", відома конструкція, що складається зі стенду для складання, виконаного у вигляді рами, складеної із середньої і бокових балок, жорстко з'єднаних між собою поперечними балками і оснащеного елементами для фіксації листів секцій обшиви. Зварювання виконується з допомогою порталу, змонтованого на ходових візках, обладнаних приводом і привідним візком з розміщеним на ньому зварювальним пристроєм і виконаним з можливістю переміщення вздовж порталу. Портал виконано з закріпленими на ньому притискачами та приводом для притискання країв секцій обшиви до рами збирального стенда і встановлений з можливістю переміщення в напрямку, перпендикулярному повздовжній осі складального стенда. До недоліків такої конструкції можна віднести низьку продуктивність установки, а також підвищені витрати електроенергії, вуглекислого газу і зварювальної проволоки. Також відома конструкція "Лінія для складання і зварювання бокової стіни піввагонів" (патент на корисну модель UA 58855, МПК В23К 9/02 від 26.04.2011), яка виконана у вигляді горизонтальної рами, з закріпленими на ній фіксуючими елементами, що складається з порталів для зварювання в поздовжньому і поперечному напрямах, оснащених зварювальним обладнанням і виконаних з можливістю переміщення по напрямних вздовж рами. Складання і зварювання бічних стін піввагонів виконується з допомогою двох стендів, розміщених паралельно один одному і стенда-кантувача між ними. Стенд для складання і зварювання стіни в нормальному положенні і стенд для складання і зварювання в зворотному положенні змонтовані на основах, з'єднаних між собою з допомогою основи стенда-кантувача. Кожен портал виконано у вигляді рами, що складається із горизонтальної балки і жорстко закріпленої на одному її кінці стійки, а ходові візки з приводами змонтовані на консольних частинах горизонтальної балки і стійки, при цьому на порталах для зварювання поздовжнім швом зварювальне обладнання змонтоване на горизонтальній балці. На порталі для зварювання поперечним швом зварювальне обладнання змонтоване на привідній каретці. До недоліків даної конструкції можна віднести: неможливість використання порталу для зварювання в поперечному напрямі при зварюванні обшиви зі стійками у випадку використання обшиви з гофрами по всій довжині листа. В місцях розміщення гофр процес зварювання необхідно припиняти і виконувати його вручну напівавтоматом; низька продуктивність установки по зварюванню поперечним швом; збільшені витрати електроенергії, вуглекислого газу, зварювальної проволоки; не достатня якість зварних швів по стійках. Дану корисну модель прийнято за прототип. Суть заявленої корисної моделі полягає в тому, що портал для зварювання у поперечному напрямку обладнаний візком, оснащеним двома площадками, закріпленими одна навпроти одної. На одній з площадок встановлено вузол притискання обшиви до стійок, оснащений зварювальними голівками, а також механізмом подачі зварювальної проволоки з можливістю регулювання швидкості її подачі. На іншій площадці встановлено інверторні випрямлячі для дугового зварювання. Портал приводиться до руху за допомогою електродвигуна, муфти і редуктора з двостороннім вихідним валом, зв'язаним з ходовими катками порталу. Фіксація порталу відбувається при взаємодії клинових механізмів, розміщених з його обох сторін з фіксуючими плитами, змонтованими з боків рами, при цьому клинові механізми розміщено в корпусах, оснащених кінцевими вимикачами фіксації порталів і кінцевими вимикачами фіксації верхнього і нижнього положень клинового механізму. Технічною задачею, на вирішення якої направлена корисна модель, є: зниження витрат на електроенергію, зварювальну проволоку, вуглекислоту; покращення якості зварних швів поперечних стійок; зменшення деформацій бічних стін і покращення зовнішнього вигляду виробу; збільшення об'ємів виробництва вантажних вагонів, за рахунок нового конструктивного виконання зварювальної установки і використання продуктивнішого виду зварювання. Технічний результат, отриманий від реалізації заявленої корисної моделі, виражається у збільшенні продуктивності лінії, а також у збільшенні міцності зварного шва і зменшенні деформації виробу при зварюванні. Суть корисної моделі пояснюється кресленнями: фіг. 1 - основа установки, вид зверху; фіг. 2 - механізм фіксації порталу для зварювання в поперечному напрямі, в розрізі; 1 UA 85901 U 5 10 15 20 25 30 35 40 45 50 55 фіг. 3 - механізм фіксації порталу для зварювання в поперечному напрямі, вид збоку; фіг. 4 - портал для зварювання в поперечному напрямі, вид спереду; фіг. 5 - портал для зварювання в поперечному напрямі, вид зверху; фіг. 6 - портал для зварювання в поперечному напрямі, вид збоку; фіг. 7 - схема приварки листа обшиви бічної стіни вагона до стійки. Лінія для складання і зварювання бічних стін вантажних вагонів, виконана у вигляді горизонтальної рами І (фіг. 1), з закріпленими на ній фіксуючими елементами, досилачами 2 і постійними упорами 3. Вздовж рами на направляючих 4 встановлено портали для зварювання в повздовжньому і поперечному напрямках. Фіксація порталу для зварювання в поперечному напрямку відбувається при взаємодії клинових механізмів (фіг. 2, 3), розміщених з його обох сторін з фіксуючими плитами 5 (фіг. 4), змонтованими з боків рами. При цьому клинові механізми, що складені з пустотілого двостороннього клина 6 (фіг. 2), штовхача 7, ролика 8, розміщені в зварних корпусах 9 (фіг. 3, 4), оснащених кінцевими вимикачами механізмів фіксації порталу 10 і кінцевими вимикачами фіксації верхнього 11 і нижнього 12 положень клинового механізму. Портал 13 для зварювання в поперечному напрямку приводиться до руху за допомогою електродвигуна, муфти 14 і редуктора 15 з двостороннім вихідним валом 16, зв'язаним з ходовими катками 17 порталу. Портал для зварювання в поперечному напрямку обладнаний візком 18 (фіг. 5), який оснащений двома площадками, закріпленими одна навпроти одної, і обладнаний зварювальним устаткуванням, а також пневматичними циліндрами для повздовжнього 19 і поперечного переміщення 20, поперечне переміщення відбувається до регульованого упору 21. На одній з площадок встановлено механізм притискання обшиви бічної стіни вагона до стійок, який являє собою чотири двоступінчатих пневматичних циліндри 22 (фіг. 6), які одночасно працюють від одного пневматичного розподілювача. Шток 23 кожного циліндра оснащений двома зварювальними голівками 24, кожна з яких має два отвори, один для підводу вуглекислоти, а інший для проходу зварювальної проволоки, подача якої здійснюється механізмом подачі зварювальної проволоки, розміщеним на платформі 25 у верхній частині візка. Механізм складено з восьми зварювальних барабанів 26, змонтованих у шаховому порядку, обертання яких здійснюється за допомогою електродвигуна 27 і редуктора, а регулювання швидкості подачі зварювальної проволоки відбувається завдяки комплекту змінних зубчатих коліс. На другій площадці, з протилежного боку візка встановлено вісім інверторних випрямлячів для дугового зварювання 28. Робота ліні здійснюється наступним чином. Попередньо складений виріб (бічна стіна у зборі зі стійками, верхньою і нижньою обов'язками) розміщується на опорній поверхні рами 1 в положенні стійками вниз. Увесь процес зварювання відбувається стійками вниз. Потім виконується орієнтація стіни в повздовжньому і поперечному напрямку за допомогою механізмів-досилачів 2. Два механізми-досилачі працюють в повздовжньому напрямку і два в поперечному. На наступному етапі виконується зварювання стійок 29 (фіг. 7) з листами обшиви 30, за допомогою апарата автоматичного дугового зварювання. Зазор між зварюваними деталями наближений до нуля, шляхом щільного притискання їх поверхонь, чотирма пневматичними циліндрами 22, які є основними елементами механізму притискання обшиви до стійок, кожний з циліндрів додатково оснащено двома зварювальними голівками. Процес зварювання відбувається в три етапи: "збудження процесу зварювання", "зварювання", (пропалювання однієї деталі обшиви, з частковим проплавленням іншої деталі - стійки) і "заварювання кратера у вигляді точкового шва" з формуванням електрозаклепки 31 до розмірів передбачених нормативною документацією. Витрати часу, передбачені на виконання одного циклу, складають близько одинадцяти секунд. З метою виконання приварювання стійок до обшиви дворядним швом, візок зі зварювальним обладнанням переміщується за допомогою двох пневматичних циліндрів 19 в поздовжньому напрямку на необхідний розмір між електрозаклепками, по ширині стійки. Виконання зварювання по всій довжині стійки, здійснюється в результаті переміщення візка, яке забезпечується пневматичним циліндром 20 поперечного переміщення. Переміщення виконується до упору 21. Упор виконано з можливістю регулювання, з метою виробництва стін різної висоти. Після приварювання останньої стійки виконується зварювання в поздовжньому напрямку безперервним швом, установкою дугового автоматичного зварювання, встановленою на порталі для зварювання в поздовжньому напрямку. Заявлена корисна модель використовується на ПАТ "Крюківський вагонобудівний завод" при виробництві бічних стін вантажних вагонів. 2 UA 85901 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Лінія для складання і зварювання бічних стін вантажних вагонів, яка виконана у вигляді горизонтальної рами, із закріпленими на ній фіксуючими елементами і складається з порталів для зварювання в поздовжньому та в поперечному напрямах, оснащених зварювальним обладнанням і виконаних з можливістю переміщення по напрямним вздовж рами, яка відрізняється тим, що портал для зварювання у поперечному напрямку обладнаний візком, оснащеним двома площадками, закріпленими одна навпроти одної, на одній з площадок встановлено вузол притискання обшиви до стійок, оснащений зварювальними головками, а також механізмом подачі зварювальної проволоки з можливістю регулювання швидкості її подачі, на іншій площадці встановлено інверторні випрямлячі для дугового зварювання, портал приводиться до руху за допомогою електродвигуна, муфти і редуктора з двостороннім вихідним валом, зв'язаним з ходовими катками порталу, фіксація якого відбувається при взаємодії клинових механізмів, розміщених з його обох сторін з фіксуючими плитами, змонтованими з боків рами, при цьому клинові механізми розміщено в корпусах, оснащених кінцевими вимикачами фіксації порталів і кінцевими вимикачами фіксації верхнього і нижнього положень клинового механізму. 2. Лінія за п. 1, яка відрізняється тим, що візок обладнано пневматичними приводами повздовжнього і поперечного переміщення. 3 UA 85901 U 4 UA 85901 U 5 UA 85901 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23K 9/02
Мітки: вагонів, складання, зварювання, бічних, лінія, стін, вантажних
Код посилання
<a href="https://ua.patents.su/8-85901-liniya-dlya-skladannya-i-zvaryuvannya-bichnikh-stin-vantazhnikh-vagoniv.html" target="_blank" rel="follow" title="База патентів України">Лінія для складання і зварювання бічних стін вантажних вагонів</a>
Двопозіційний стенд для складання і зварювання торцевих стін піввагона

Номер патенту: 70013
Опубліковано: 25.05.2012
Автори: Моторін Артур Миколайович, Гусач Сергій Васильович, Омельченко Володимир Анатолійович, Малюсейко Віктор Миронович, В'юнник Микола Васильович, Роздабара Владислав Іванович
МПК: B23K 9/02, B23K 37/04, B61D 17/06
Мітки: піввагона, стін, стенд, складання, зварювання, двопозиційний, торцевих
Формула / Реферат:
1. Двопозиційний стенд для складання і зварювання торцевих стін піввагона, що складається із змонтованих на основі стенду для складання і зварювання в нормальному положенні, стенда для складання і зварювання в зворотному положенні, кожний з яких виконаний у вигляді рами із закріпленими на ній базуючими і притискними елементами, порталів з розташованими на них пневматичними притисками і зварювальним устаткуванням, кожний з яких виконаний з...
Лінія для складання і зварювання бокової стіни піввагонів
Номер патенту: 58855
Опубліковано: 26.04.2011
Автори: Малюсейко Віктор Миронович, Моторін Артур Миколайович, Роздабара Владислав Іванович
МПК: B23K 9/02, B23K 37/04, B23K 101/24, B61D 17/08
Мітки: зварювання, бокової, лінія, піввагонів, стіни, складання
Формула / Реферат:
1. Лінія для складання і зварювання бокової стіни піввагонів, що містить стенд для складання і зварювання стіни в нормальному положенні і стенд для складання і зварювання стіни в зворотному положенні, виконані у вигляді горизонтальних рам із закріпленими на них базуючими і притискними елементами, портали для зварювання подовжніх швів і портал для зварювання поперечних швів, що містять зварювальне устаткування і виконані з можливістю...
Кантувач для складання та зварювання рам залізничних пасажирських вагонів
Номер патенту: 29474
Опубліковано: 10.01.2008
Автори: Касперов Олексій Петрович, Яцина Наталія Радіївна, Захаренко Олена Олексіївна, Дрюкова Катерина Юріївна, Руденко Роман Анатолійович, Дорофій Сергій Миколайович, Горовой Олександр Володимирович, Яковлев Віталій Васильович, Браславець Олександр Володимирович, Нестеренко Олег Миколайович
МПК: B23K 37/047
Мітки: зварювання, залізничних, рам, вагонів, кантувач, складання, пасажирських
Формула / Реферат:
1. Кантувач для складання та зварювання рам залізничних пасажирських вагонів, що складається з двох дзеркально розташованих, синхронно працюючих частин, кожна з яких містить дві стійки, виконані у вигляді телескопічних нерухомих та рухомих частин, траверсу, тримач рами, встановлений на траверсі з можливістю осьового обертання, кожен механізм підйому траверси виконаний у вигляді каретки, встановленої своїми котками в напрямних нерухомого...
Стенд для складання і зварювання рам вагонів
Номер патенту: 46779
Опубліковано: 11.01.2010
Автори: Малюсейко Віктор Миронович, Моторін Артур Миколайович, В'юнник Микола Васильович
МПК: B23K 37/04
Мітки: рам, стенд, складання, зварювання, вагонів
Формула / Реферат:
1. Стенд для складання і зварювання рам вагонів, що містить основу із закріпленими на ній кондукторами, на яких змонтовані базуючі і притискні пристрої, при цьому кондуктори виконані у вигляді жорстких рам, розташованих перпендикулярно до подовжньої осі стенда, а базуючі і притискні пристрої забезпечені пневматичними приводами, який відрізняється тим, що основа містить установні елементи, жорстко закріплені уздовж подовжньої осі стенда на...
Потокова механізована лінія для складання й зварювання листових полотнищ
Номер патенту: 61072
Опубліковано: 11.07.2011
Автори: Коросташевський Павло Володимирович, Роянов Вячеслав Олександрович
МПК: B23K 37/04
Мітки: полотнищ, механізована, лінія, листових, зварювання, складання, потокова
Формула / Реферат:
Потокова механізована лінія для складання й зварювання листових полотнищ, що включає стенд для складання листів у полотнища зі шлеперним транспортуючим обладнанням, стенди зварювання стиків першого й другого боку полотнища й розміщений між ними кантувач, стенди обробки полотнищ і транспортуючі обладнання, виконані у вигляді блоків роликових тягнучих механізмів, яка відрізняється тим, що стенд зварювання першого боку полотнищ улаштований...
Попередній патент: Формувач одиночної багатофазної серії імпульсів з перенастроюваною тривалістю імпульсів, паузи і кількістю імпульсів в серії
Наступний патент: Січені напівфабрикати – “котлети м’ясо-рибні”
Випадковий патент: Пристрій для лікування сколіозу