Пристрій для моделювання радіального обтискання порожнистої заготовки
Номер патенту: 89455
Опубліковано: 25.04.2014
Автори: Стасевський Станіслав Леонідович, Добряк Володимир Дмитрович, Балакін Валерій Федорович, Угрюмов Юрій Дмитрович
Формула / Реферат
1. Пристрій для моделювання радіального обтискання порожнистої заготовки на оправці бойками, що містить верхню і нижню плити із закріпленими на них деформуючими інструментами, який відрізняється тим, що деформуючі інструменти виконані у вигляді горизонтальних бойків, а на верхній і нижній плитах закріплені ліві і праві кулачки, встановлені з можливістю взаємодії похилих плоских граней верхньої плити, при її опусканні, з відповідними похилими гранями лівого і правого горизонтальних бойків, при цьому верхня та нижня плити пов'язані одна з одною ліворуч і праворуч плоскими двошарнірними ланками за допомогою лівого і правого повзунів, які за допомогою поступальних кінематичних пар з'єднані з передньою і задньою вертикально рухливими траверсами, між якими по осі пристрою на цапфах розміщена оправка, що несе на собі деформівний зразок, при цьому горизонтальні бойки з'єднані з рухомими траверсами з можливістю горизонтального переміщення щодо рухливих траверс як у напрямних.
2. Пристрій для моделювання радіального обтискання порожнистої заготовки за п. 1, який відрізняється тим, що кожен горизонтальний бойок з'єднаний з траверсами поворотними пружинами, а оправка забезпечена по торцях головками під ключ, при цьому кут нахилу взаємодіючих граней кулачків і горизонтальних бойків до вертикальної і горизонтальної площини дорівнює 45 градусам.
Текст
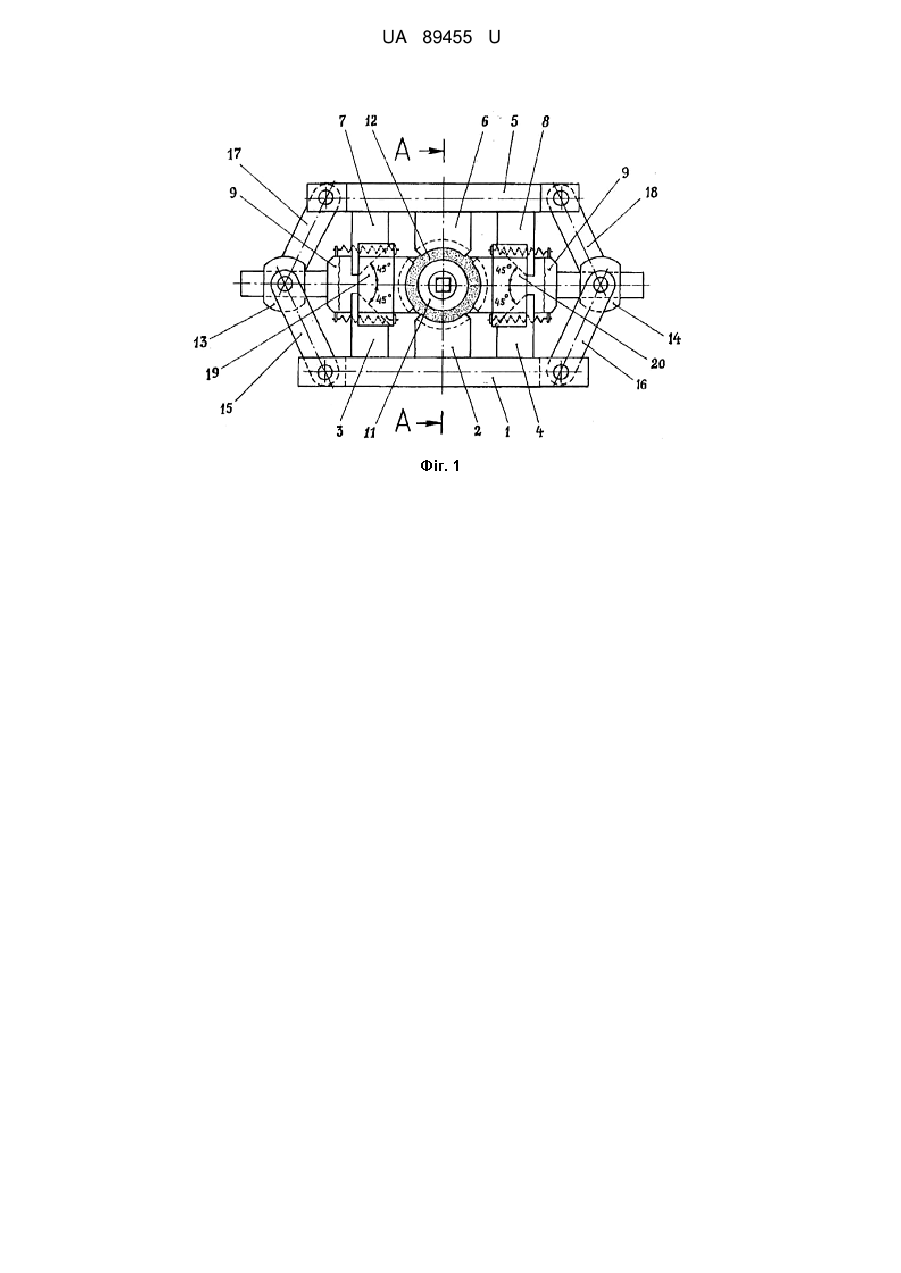
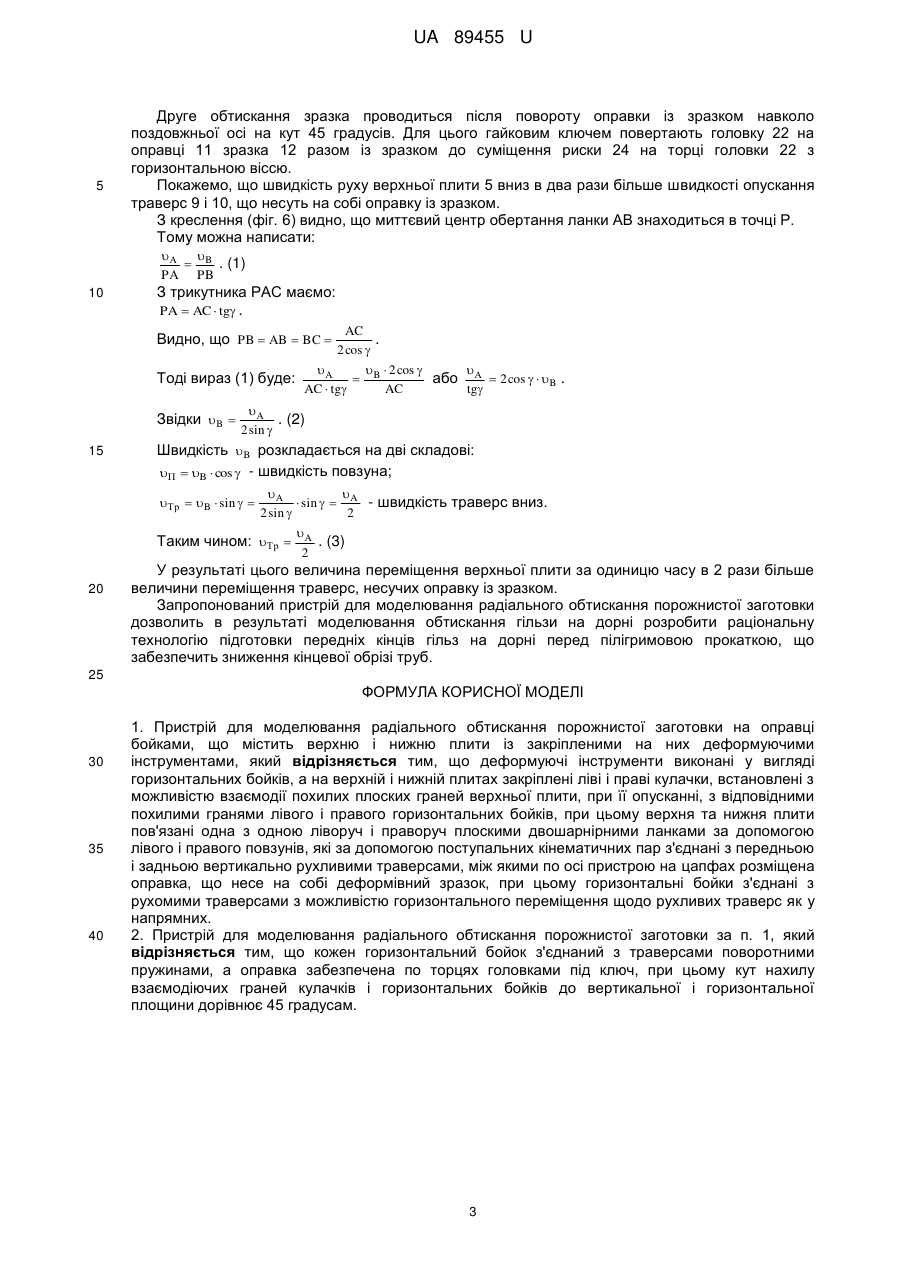
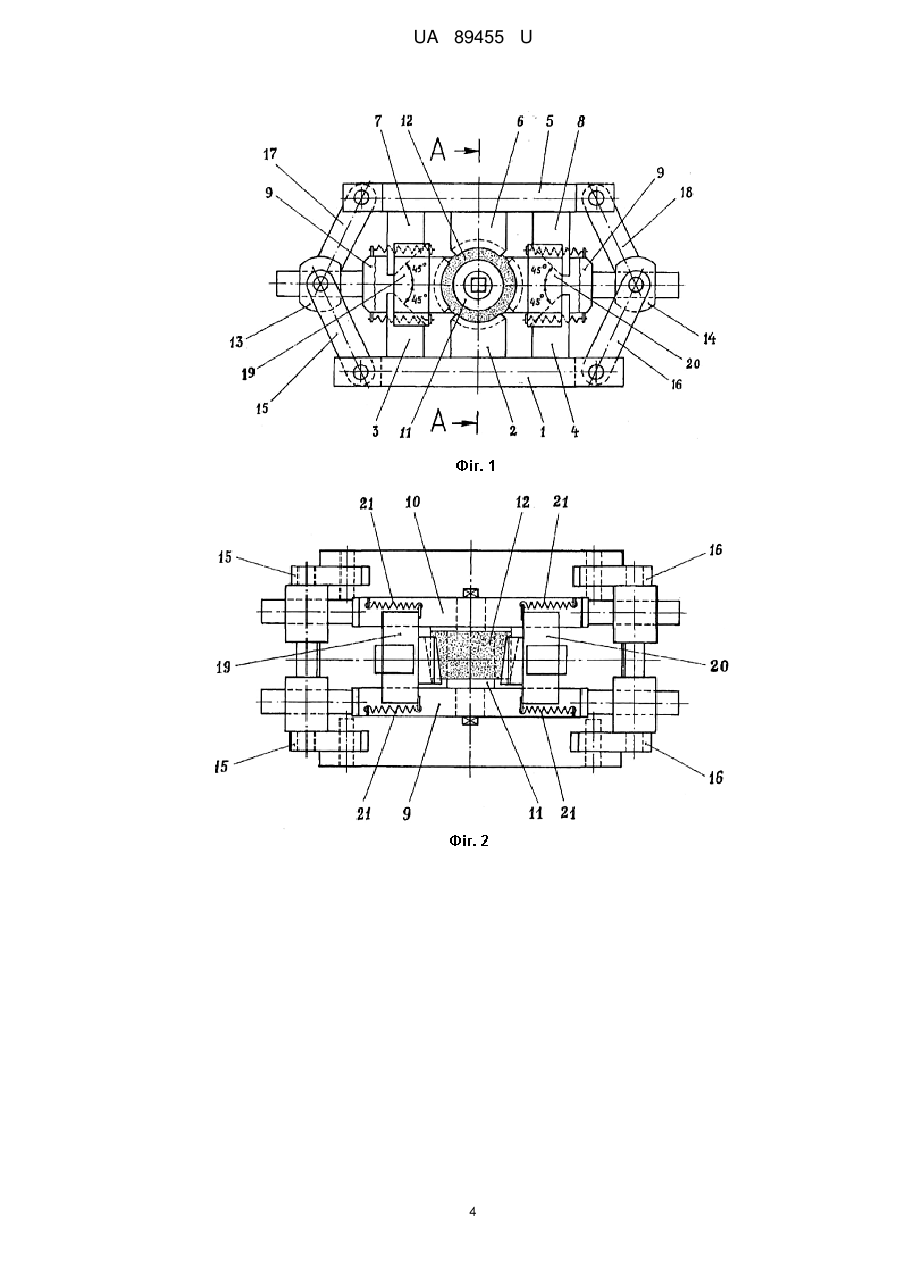
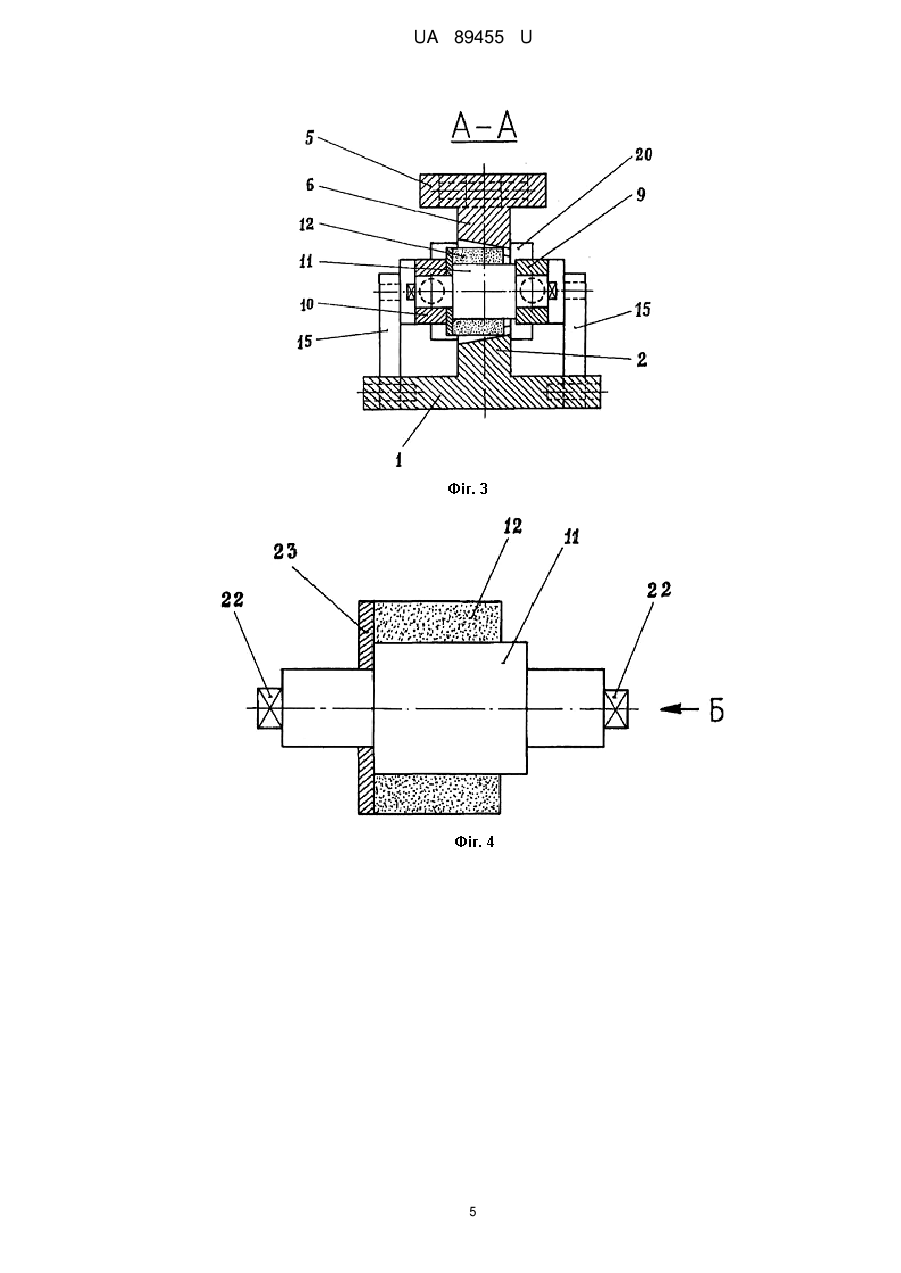
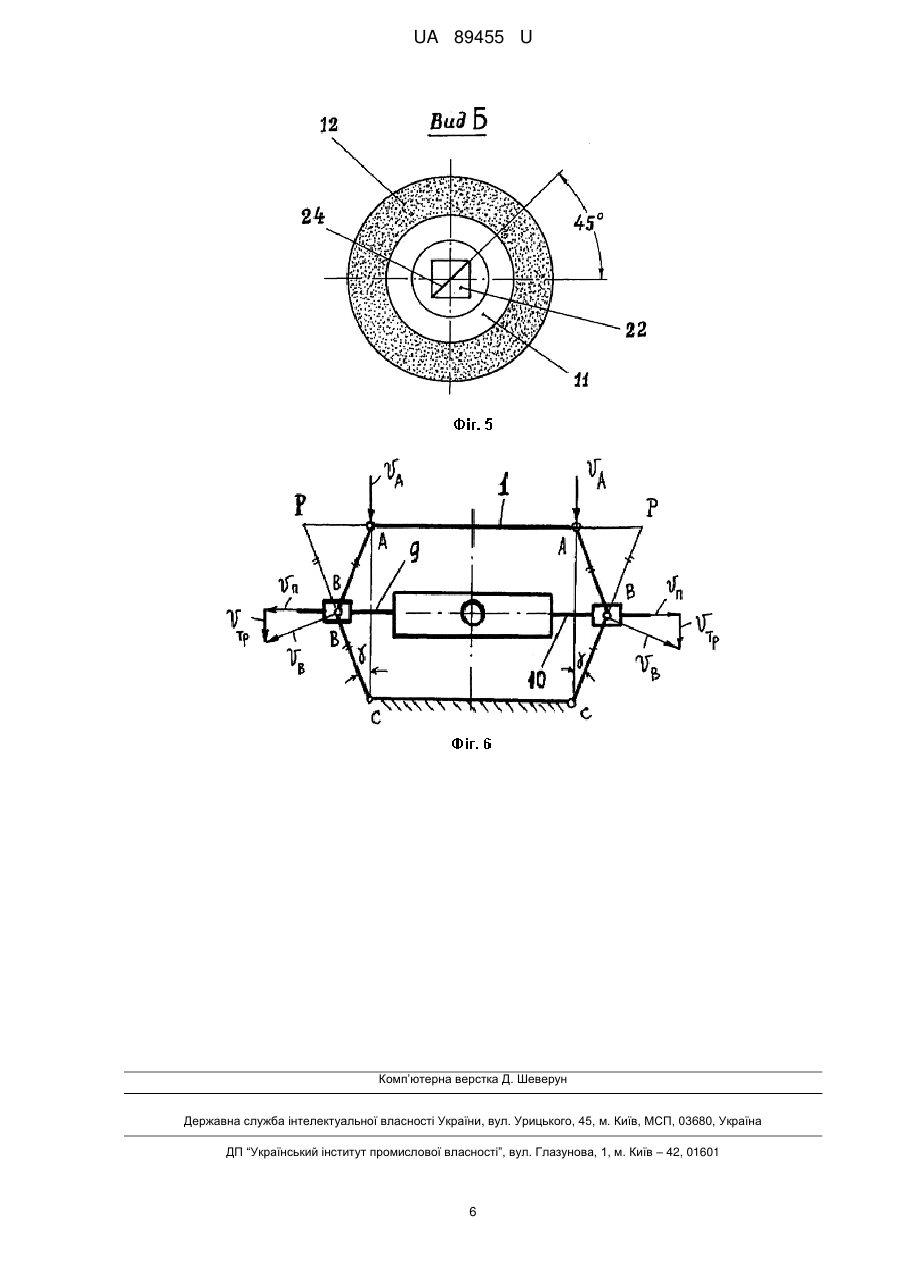
Реферат: Пристрій для моделювання радіального обтискання порожнистої заготовки на оправці бойками містить верхню і нижню плити із закріпленими на них деформуючими інструментами. Деформуючі інструменти виконані у вигляді горизонтальних бойків, а на верхній і нижній плитах закріплені ліві і праві кулачки, встановлені з можливістю взаємодії похилих плоских граней верхньої плити, при її опусканні, з відповідними похилими гранями лівого і правого горизонтальних бойків, при цьому верхня та нижня плити пов'язані одна з одною ліворуч і праворуч плоскими двошарнірними ланками за допомогою лівого і правого повзунів, які за допомогою поступальних кінематичних пар з'єднані з передньої і задньої вертикально рухливими траверсами, між якими по осі пристрою на цапфах розміщена оправка, що несе на собі деформівний зразок, при цьому горизонтальні бойки з'єднані з рухомими траверсами з можливістю горизонтального переміщення щодо рухливих траверс як у напрямних. UA 89455 U (12) UA 89455 U UA 89455 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до обробки металів тиском, а саме до пристроїв для моделювання радіального обтискання порожнистої заготовки на оправці. При прокатці труб на пілігримових станах ефективним методом зменшення кінцевого обрізу є формування переднього загостреного кінця гільзи. Відомо декілька основних методів підготовки переднього кінця гільзи, одним з яких є обтискання переднього кінця гільзи холостими валками на прошивному косовалковому стані, іншим методом є радіальне обтискання переднього кінця гільзи на дорні перед пілігримовою прокаткою. Відомий пристрій для моделювання обтискання переднього кінця гільзи холостими валками, що містить корпус, в якому розташовані холості валки або профільовані матриці, а також гвинтовий механізм для придання гільзі з оправкою обертального та поступального переміщення, і механізм для закріплення гільзи на оправці. Обертання і поступальне переміщення гільзи разом з оправкою здійснюється від патрона токарно-гвинторізного верстата. При цьому корпус пристрою розташовується на напрямних верстата і закріплюється від зсуву по напрямних (див. статтю "Экспериментальные исследования технологии подготовки концов гильз для раскатки" В.Ф. Балакин, Ю.Д. Угрюмов, В.В. Перчаник и др. Теория и практика металлургии. – 2008. - № 3. - С. 46-52). Недоліком відомого пристрою є неможливість здійснювати обтискання переднього кінця при нерухомій гільзі, що обмежує технологічні можливості обтискання кінця гільзи поза прошивного стану, наприклад на ділянці позастанової зарядки гільз дорнами, а також складність конструкції і велика металоємність пристрою, зумовлені наявністю великої кількості складних і металоємних конструктивних елементів, у т.ч., гвинтового механізму подачі гільзи зі шліцьовим з'єднанням гвинта і патрона токарно-гвинторізного верстата, окремого корпусу з холостими валками, вузла кріплення самої гільзи та оправки, що імітує дорн пілігримового стану. Найбільш близьким аналогом є пристрій для об'ємного деформування металів і сплавів у стані надпластичності, який містить верхню і нижню плити зі змонтованими на них відповідно верхнім і нижнім деформуючими інструментами, а також нагрівальний елемент, що охоплює верхній деформуючий інструмент. Пристрій забезпечений механізмом регулювання положення нагрівального елемента, який виконаний у вигляді симетрично розташованих по обидві сторони від вертикальної осі штампа скоб, змонтованих на верхній плиті штампа, і взаємодіючих з ним тяг, змонтованих на нагрівачі. (А.С. № 535998 СРСР, М Кл2 B21J 1/06 опубл. 1976, Б.І. № 43). Суттєвими ознаками аналога, що збігаються з суттєвими ознаками корисної моделі, що заявляється, є наявність верхньої та нижньої плити, а також наявність верхнього і нижнього деформуючих інструментів. Недоліком пристрою, згідно з аналогом, є відсутність технологічної можливості деформації зразка в горизонтальній площині, за рахунок наявності тільки верхнього і нижнього деформуючих інструментів, що призводить до неможливості радіального обтискання зразка, і тим самим знижує його якість. В основу корисної моделі поставлена задача удосконалення відомого пристрою шляхом розширення його технологічних можливостей за рахунок введення до складу пристрою нових елементів, а саме, деформуючих інструментів, що дозволяють забезпечити синхронне обтискання деформівного зразка на одну і ту ж величину усіма чотирма бойками у вертикальній і горизонтальній площинах. Поставлена задача вирішується тим, що в пристрої для моделювання радіального обтискання порожнистої заготовки, що містять верхню і нижню плити із закріпленими на них деформуючими інструментами, згідно з корисною моделлю, деформуючі інструменти виконані у вигляді горизонтальних бойків, а на верхній і нижній плитах закріплені ліві і праві кулачки, встановлені з можливістю взаємодії похилих плоских граней верхньої плити, при її опусканні, з відповідними похилими гранями лівого і правого горизонтальних бойків, при цьому верхня і нижня плити пов'язані одна з одною ліворуч і праворуч плоскими двошарнірними ланками за допомогою лівого і правого повзунів, які за допомогою поступальних кінематичних пар з'єднані з передньою і задньою вертикально рухливими траверсами, між якими по осі пристрою на цапфах розміщена оправка, що несе на собі деформівний зразок, при цьому горизонтальні бойки з'єднані з рухомими траверсами з можливістю горизонтального переміщення щодо рухливих траверс як у напрямних. При цьому кожен горизонтальний бойок з'єднаний з траверсами поворотними пружинами, а оправка забезпечена по торцях головками під ключ, крім того, кут нахилу взаємодіючих граней кулачків і горизонтальних бойків до вертикальної і горизонтальної площини дорівнює 45 градусам. Причинно-наслідковій зв'язок між сукупністю суттєвих ознак корисної моделі, що заявляється, і технічним результатом, що досягається, полягає в наступному. 1 UA 89455 U 5 10 15 20 25 30 35 40 45 50 55 60 Введення до складу пристрою деформуючих інструментів, виконаних у вигляді бойків та дозволяючих здійснювати деформацію зразка і в горизонтальній площині, дозволить моделювати радіальне обтискання порожнистої заготовки на оправці, а саме обтискання переднього кінця гільзи на дорні чотирма бойками у вертикальній і горизонтальній площинах, що розширює технологічні можливості для моделювання процесу обтиску із застосуванням різних калібровок бойків, ступеня деформації, а також кантування зразка, що деформується на кут 45 градусів. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показаний головний вид чотирибойкового пристрою у вихідному положенні перед обтисканням зразка; на Фіг. 2 - вид зверху на фіг. 1 при умовно знятій верхній плиті з верхнім бойком, двома кулачками і двома верхніми ланками; на Фіг. 3 - розріз по А-А на фіг. 1; на Фіг. 4 - зразок на оправці; на фіг. 5 - вид Б на фіг. 4; на фіг. 6 - план швидкостей переміщення верхньої плити і траверс, що несуть на собі оправку зі зразком, що деформується. Пристрій містить: нерухому нижню плиту-основу 1 із закріпленими на ній нижнім бойком 2, лівим 3 і правим 4 нижніми кулачками; верхню рухому плиту 5 із закріпленими на ній верхнім бойком 6, лівим 7 і правим 8 верхніми кулачками; дві рухливі траверси - передню 9 і задню 10, з якими по осі пристрою за допомогою цапф з'єднана оправка 11 зразка 12. Кожна рухома траверса з двох сторін має напрямні цапфи, по яких ковзають лівий 13 і правий 14 повзуни. З повзунами шарнірно з'єднані плоскі двошарнірні ланки: попарно чотири нижніх 15, 16 і дві верхні 17, 18. Другі кінці ланок шарнірно приєднані відповідно до нижньої 1 і верхньої 5 плит. Верхні ланки 17, 18 мають по одному нижньому роз'ємну шарніру для збірки з повзунами. Завдяки однаковій довжині всіх ланок і симетричному розташуванню ланок і повзунів щодо центральної площини пристрою досягається плоско-паралельний рух верхньої плити і двох траверс в напрямку до нижньої плити-основи. Кулачки 3, 4, 7, 8 мають похилі плоскі грані під кутом 45 градусів до вертикальної (і горизонтальної) осі пристрою, звернені до центру деформівного зразка 12. Між рухливими траверсами 9 і 10, спираючись на них, ковзають лівий 19 і правий 20 горизонтальні бойки. Нижні і верхні кулачки контактують своїми похилими гранями з відповідними поверхнями горизонтальних бойків. Для вибірки зазорів між похилими поверхнями кулачків та бойків, а також для забезпечення відходу горизонтальних бойків від зразка при підйомі верхньої плити кожен бойок з'єднаний з траверсами чотирма поворотними пружинами 21. Оправка 11 по торцях забезпечена чотиригранними головками 22 під ключ. Положення зразка 12 на оправці 11 обмежується кільцем 23 (фіг. 4). На торцях головок 22 нанесена риска 24 під кутом 45° до горизонтальної осі (фіг. 5). Збірка пристрою проводиться у наступному порядку. Спочатку на цапфи оправки 11 зразка 12 надягають передню 9 і задню 10 траверси. Потім між траверсами вводяться лівий 19 і правий 20 горизонтальні бойки, які з'єднуються з траверсами за допомогою пружин 21. Далі на цапфи траверс надягають повзуни 13 і 14, які з'єднуються з нижньою плитою - підставою 1 чотирма ланками 15, 16, а з верхньою плитою 5 - двома ланками 17 і 18. Ланки 17 і 18 мають по одному нижньому роз'ємну шарніру. Розбирання пристрою проводиться в зворотній послідовності. Збірка зразка 12 з оправкою 11 здійснюється за наявності зазору між їх контактними поверхнями з осьовим обмеженням положення зразка на оправці за допомогою кільця 23. Пристрій працює наступним чином. У зібраному вигляді разом з деформівним зразком (за матеріал якого використовується наприклад пластилін) він встановлюється на горизонтальний стіл ручного гвинтового преса або свердлувального верстата, що має ручну подачу шпинделя. При цьому всі чотири бойки рівновіддалені від центру деформівного зразка. При здійсненні робочого ходу верхньої плити 5 вниз три бойки одночасно (синхронно) починають наближатися до зразка, який разом з оправкою 11 переміщується до нерухомого бойка 2. Рух горизонтальних бойків до центру зразка викликає розтягування пружин 21. Швидкість верхньої плити у два рази перевищує швидкість опускання рухливих траверс 9 і 10, а також горизонтальних бойків та оправки 11 із зразком 12. За рахунок цього верхній і нижній бойки по відношенню до центру рухомого зразка мають однакові переміщення в будь-який момент часу. У той же час горизонтальні бойки за рахунок клинового контакту з кулачками під кутом 45° також переміщуються до центру зразка на величину у два рази меншу, ніж абсолютне переміщення верхньої плити. Плоско-паралельне переміщення верхньої плити забезпечується додатком зовнішнього навантаження по осі симетрії пристрою. Переміщення верхньої плити може бути зупинено у будь-який момент часу і контролюється за лімбом відлікового механізму переміщення свердлильного верстата, що дозволяє отримувати будь-який заданий ступінь деформації зразка. При підйомі верхньої плити горизонтальні бойки за допомогою зворотних пружин відходять від зразка. 2 UA 89455 U 5 Друге обтискання зразка проводиться після повороту оправки із зразком навколо поздовжньої осі на кут 45 градусів. Для цього гайковим ключем повертають головку 22 на оправці 11 зразка 12 разом із зразком до суміщення риски 24 на торці головки 22 з горизонтальною віссю. Покажемо, що швидкість руху верхньої плити 5 вниз в два рази більше швидкості опускання траверс 9 і 10, що несуть на собі оправку із зразком. З креслення (фіг. 6) видно, що миттєвий центр обертання ланки АВ знаходиться в точці Р. Тому можна написати: A B . (1) PA PB 10 З трикутника РАС маємо: PA AC tg . AC . 2 cos A 2 cos B Тоді вираз (1) буде: або A 2 cos B . AC tg AC tg Видно, що PB AB BC Звідки B 15 A . (2) 2 sin Швидкість B розкладається на дві складові: П B cos - швидкість повзуна; A sin A - швидкість траверс вниз. 2 sin 2 A Таким чином: Тр . (3) 2 Тр B sin 20 У результаті цього величина переміщення верхньої плити за одиницю часу в 2 рази більше величини переміщення траверс, несучих оправку із зразком. Запропонований пристрій для моделювання радіального обтискання порожнистої заготовки дозволить в результаті моделювання обтискання гільзи на дорні розробити раціональну технологію підготовки передніх кінців гільз на дорні перед пілігримовою прокаткою, що забезпечить зниження кінцевої обрізі труб. 25 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 1. Пристрій для моделювання радіального обтискання порожнистої заготовки на оправці бойками, що містить верхню і нижню плити із закріпленими на них деформуючими інструментами, який відрізняється тим, що деформуючі інструменти виконані у вигляді горизонтальних бойків, а на верхній і нижній плитах закріплені ліві і праві кулачки, встановлені з можливістю взаємодії похилих плоских граней верхньої плити, при її опусканні, з відповідними похилими гранями лівого і правого горизонтальних бойків, при цьому верхня та нижня плити пов'язані одна з одною ліворуч і праворуч плоскими двошарнірними ланками за допомогою лівого і правого повзунів, які за допомогою поступальних кінематичних пар з'єднані з передньою і задньою вертикально рухливими траверсами, між якими по осі пристрою на цапфах розміщена оправка, що несе на собі деформівний зразок, при цьому горизонтальні бойки з'єднані з рухомими траверсами з можливістю горизонтального переміщення щодо рухливих траверс як у напрямних. 2. Пристрій для моделювання радіального обтискання порожнистої заготовки за п. 1, який відрізняється тим, що кожен горизонтальний бойок з'єднаний з траверсами поворотними пружинами, а оправка забезпечена по торцях головками під ключ, при цьому кут нахилу взаємодіючих граней кулачків і горизонтальних бойків до вертикальної і горизонтальної площини дорівнює 45 градусам. 3 UA 89455 U 4 UA 89455 U 5 UA 89455 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюStasevskyi Stanislav Leonidovych, Balakin Valerii Fedorovych, Uhriumov Yurii Dmytrovych
Автори російськоюСтасевский Станислав Леонидович, Балакин Валерий Федорович, Угрюмов Юрий Дмитриевич
МПК / Мітки
Мітки: заготовки, радіального, пристрій, обтискання, моделювання, порожнистої
Код посилання
<a href="https://ua.patents.su/8-89455-pristrijj-dlya-modelyuvannya-radialnogo-obtiskannya-porozhnisto-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для моделювання радіального обтискання порожнистої заготовки</a>
Пристрій для обтискання муфт рукавів високого тиску
Номер патенту: 60571
Опубліковано: 25.06.2011
Автори: Кулинич Андрій Іванович, Ніщенко Іван Олексійович, Кулинич Іван Якович
МПК: F16B 21/00, B60S 5/00, F16B 17/00
Мітки: обтискання, муфт, тиску, рукавів, високого, пристрій
Формула / Реферат:
Пристрій для обтискання муфт рукавів високого тиску, що містить кулачки, які утворюють отвір, що за формою відповідає формі обтискуваної муфти, і мають зовнішню конусну поверхню, яка взаємодіє з конусною поверхнею стакана, і трубу для вставляння і фіксації муфти рукава відносно кулачків, який відрізняється тим, що кулачки мають зовнішні конусні поверхні з двох боків, які взаємодіють з відповідними конусними отворами двох втулок, які є...
Спосіб виготовлення заготовки для порожнистої лопатки газотурбінного двигуна
Номер патенту: 83793
Опубліковано: 26.08.2008
Автори: Лоріе Ален, Ферт Жан - П'єр, Ломме Даніель Гастон, Франш Жан - Мішель, Патрік, Морис
МПК: B21D 26/02, F01D 5/18, F01D 5/14, B23P 15/04
Мітки: двигуна, лопатки, виготовлення, заготовки, порожнистої, спосіб, газотурбінного
Формула / Реферат:
1. Спосіб виготовлення заготовки для порожнистої лопатки (1) газотурбінного двигуна, що містить ніжку (2) і перо (4), що включає у себе стадію виготовлення заготовки (14) лопатки, що містить частину (18) для пера і частину (16) для ніжки лопатки, причому стадію виготовлення заготовки (14) здійснюють таким чином, щоб зазначена заготовка містила блок (28) принаймні з двох деталей (30, 32), які накладають одна на одну і з'єднують одна з одною за...
Спосіб гарячої прокатки труб з відцентроволитої порожнистої заготовки
Номер патенту: 20794
Опубліковано: 07.10.1997
Автори: Крихта Валерій Петрович, Данилова Олена Валентинівна, Пахомов Геннадій Євдокимович, Большаков Володимир Іванович, Сапогова Алла Євгенівна, Гутников Семен Піменович
МПК: B21B 23/00
Мітки: порожнистої, труб, гарячої, заготовки, спосіб, прокатки, відцентроволитої
Формула / Реферат:
Способ горячей прокатки труб из центробежнолитой полой заготовки, включающий нагрев заготовки, прокатку и раскатку, отличающийся тем, что раскатку на элонгаторе внутренней поверхности осуществляют с окружной скоростью 0,55-0,85 м/с и продольной подачей со скоростью 0,025-0,045 м/с.
Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки
Номер патенту: 68824
Опубліковано: 16.08.2004
Автори: Цеханов Юрій Алєксандровіч, Розенберг Олег Олександрович, Неміровський Яков Борисович
МПК: B24B 39/00
Мітки: вісесиметричної, різнотовщинної, спосіб, заготовки, порожнистої, протягування, деформуючого
Формула / Реферат:
1. Спосіб деформуючого протягування порожнистої вісесиметричної різнотовщинної заготовки, який передбачає пластичне деформування матеріалу заготовки шляхом роздачі отвору деформуючим елементом, який відрізняється тим, що перед роздачею отвору деформуючим елементом здійснюють зняття матеріалу з зовнішньої поверхні заготовки у місцях з меншою товщиною стінки, забезпечуючи при цьому створення жорстких ділянок у місцях з більшою товщиною стінки...
Спосіб виготовлення заготовки порожнистої лопатки для газотурбінного двигуна
Номер патенту: 84260
Опубліковано: 10.10.2008
Автори: Ломме Даніель Гастон, Франш Жан - Мішель, Патрік, Морис, Лоріе Ален, Ферт Жан - П'єр
МПК: B21D 26/02, F01D 5/14, B23P 15/04, F01D 5/18
Мітки: двигуна, лопатки, порожнистої, виготовлення, газотурбінного, заготовки, спосіб
Формула / Реферат:
1. Спосіб виготовлення заготовки для порожнистої лопатки газотурбінного двигуна, яка містить ніжку (2) і перо (4), що включає у себе стадію виготовлення двох зовнішніх деталей (14), кожна з яких містить призначену для пера лопатки частину (18) і призначену для ніжки лопатки частину (16), які, принаймні частково, утворюють заготовку (30) лопатки, стадію з'єднання двох зовнішніх деталей (14) за допомогою дифузійного зварювання для одержання...
Попередній патент: Спосіб виробництва соку яблучно-бурякового із м’якоттю швидкозамороженого
Наступний патент: Спосіб прогнозування розвитку раку молочної залози у жінок з обтяженим онкологічним анамнезом
Випадковий патент: Спосіб виготовлення кілець підшипників кочення