Виріб з інструментальної сталі для холодної обробки
Формула / Реферат
1. Виріб з інструментальної сталі для холодної обробки, одержаний зі спресованого в атмосфері азоту в гарячому ізостатичному стані попередньо легованого порошку, який має кращу ударну в'язкість, причому згаданий попередньо легований порошок містить по суті 0,5-1,2 мас. % вуглецю, 0,02-0,20 мас. % азоту, 0,3-1,3 мас. % кремнію, до 1,0 мас. % марганцю, 6,0-9,0 мас. % хрому, 0,6-2,0 мас. % молібдену, 0,5-3,0 мас. % вольфраму, 0,2-2,0 мас. % ванадію, 1,0-4,0 мас. % ніобію та решту, куди входить залізо, випадкові елементи та домішки.
2. Виріб за п. 1, який відрізняється тим, що згаданий попередньо легований порошок містить 0,75-0,85 мас. % вуглецю, 0,08-0,14 мас. % азоту, 0,5-1,1 мас. % кремнію, до 0,5 мас. % марганцю, 7,0-8,0 мас. % хрому, 1,0-1,5 мас. % молібдену, 1,3-1,8 мас. % вольфраму, 0,5-1 мас. % ванадію і 2,25-2,75 мас. % ніобію.
3. Виріб за п. 1 або п. 2, який відрізняється тим, що він містить 2,5 об. % - 6,0 об. % багатих на ніобій та ванадій первинних карбідів металів зі сферичними частинками, однорідно розподіленими в матриці мартенситу відпуску.
4. Виріб за п. 1 або п. 2, або п. 3, який відрізняється тим, що він містить багаті на ніобій та ванадій первинні карбіди зі сферичними частинками, 95 % яких мають діаметр, менший за 1,25 мкм при вимірюванні поперечного перерізу металографічного шліфу.
5. Виріб за п. 1 або п. 2, або п. 3, який відрізняється тим, що він містить багаті на ніобій та ванадій первинні карбіди зі сферичними частинками, 98 % яких мають діаметр, менший за 1,5 мкм при вимірюванні поперечного перерізу металографічного шліфу.
Текст
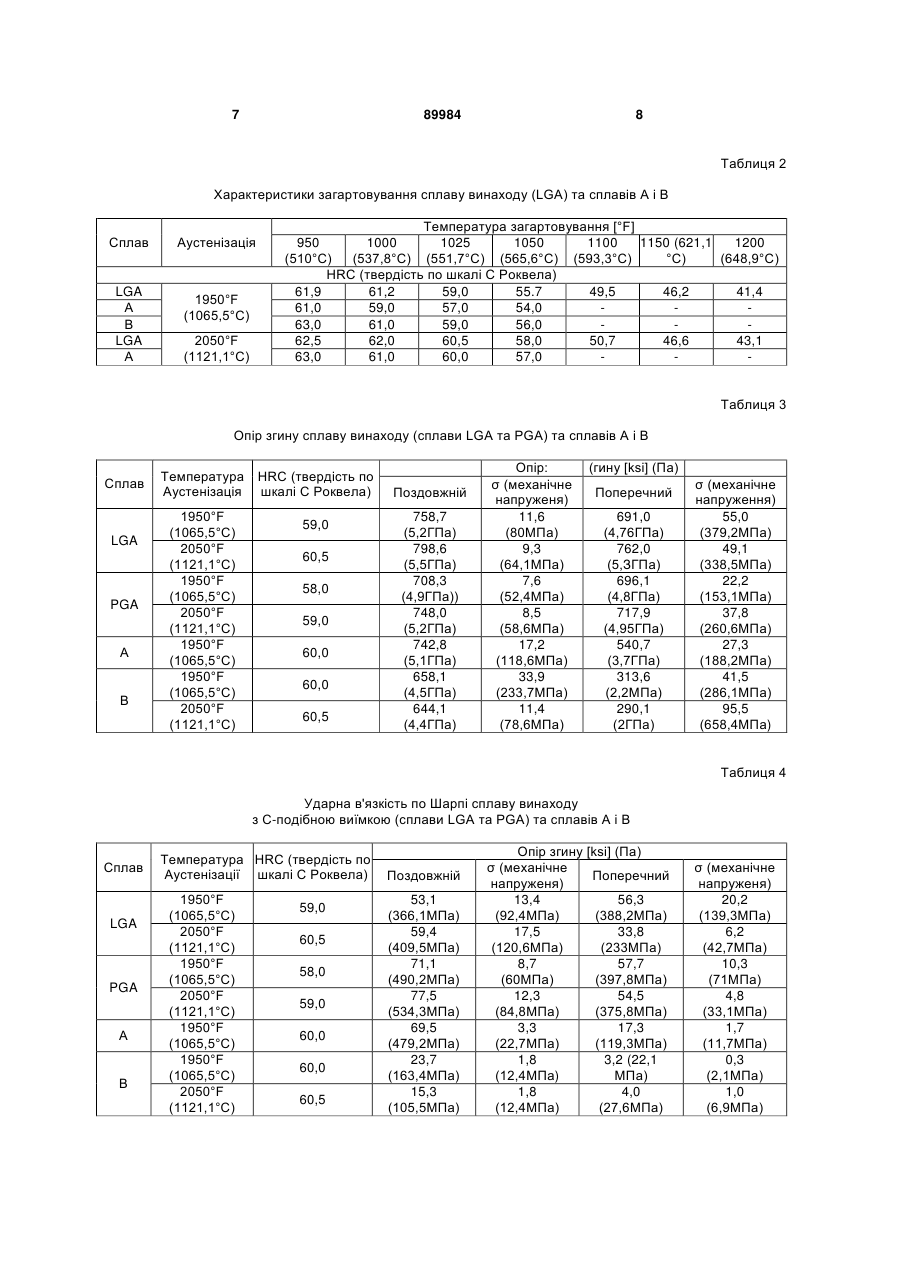
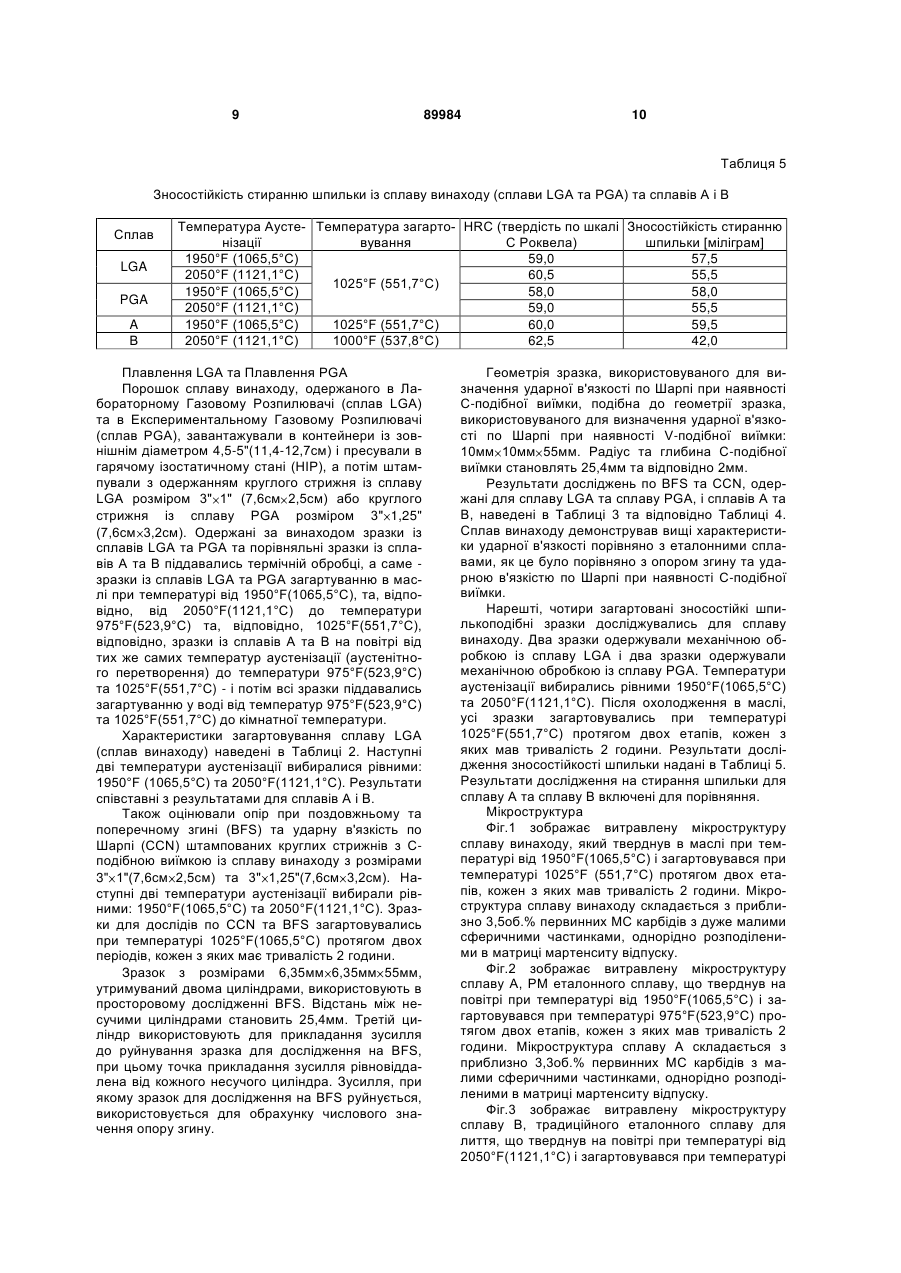
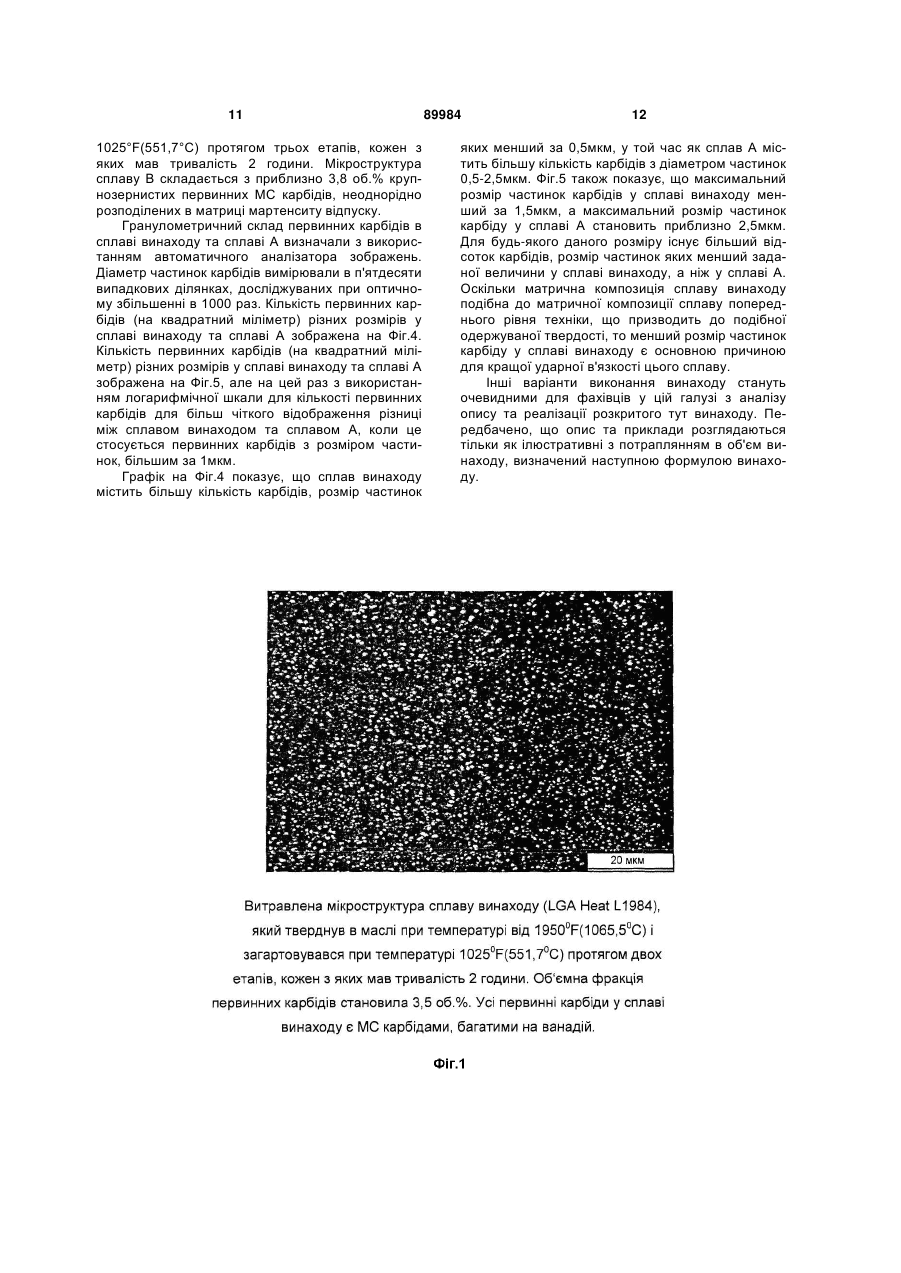
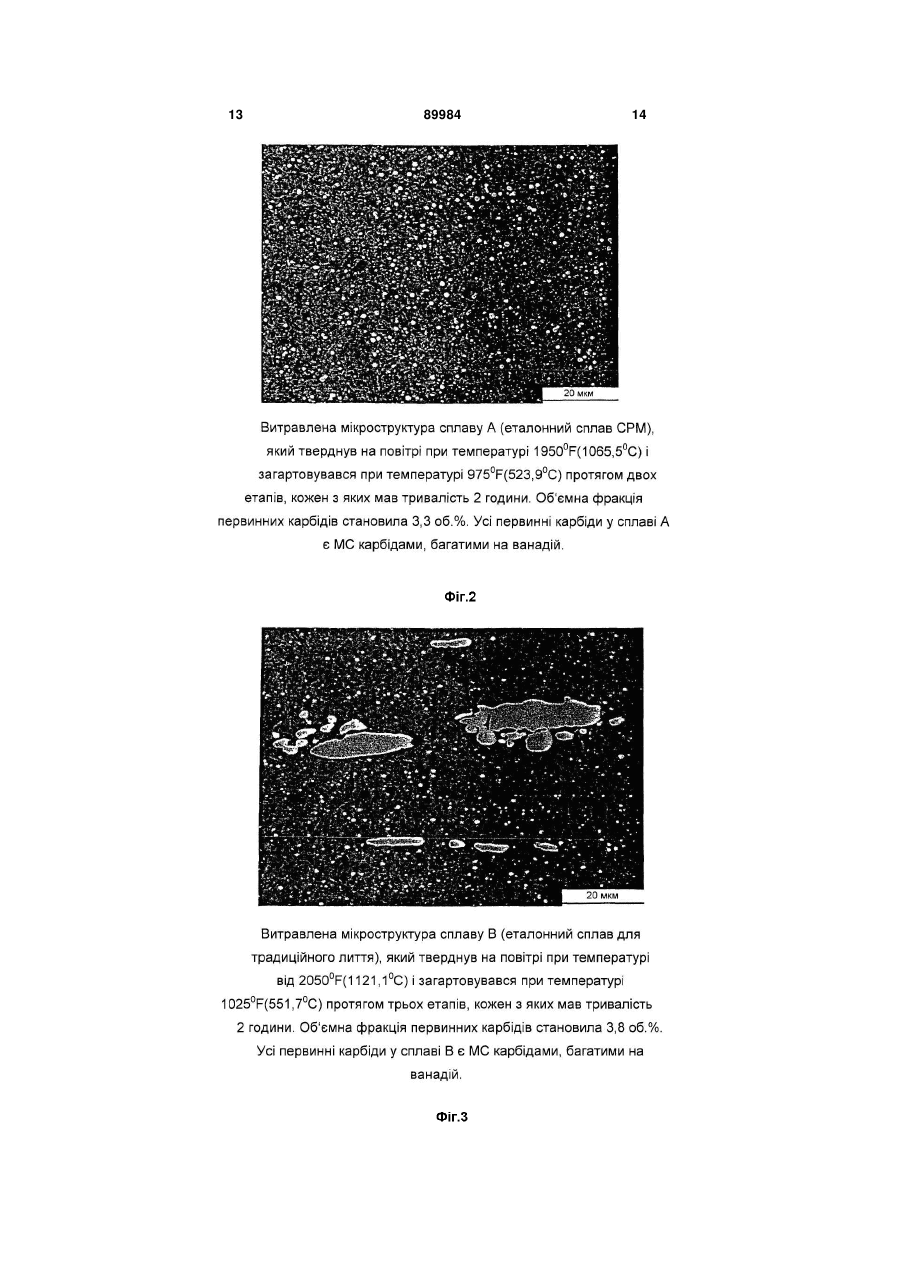
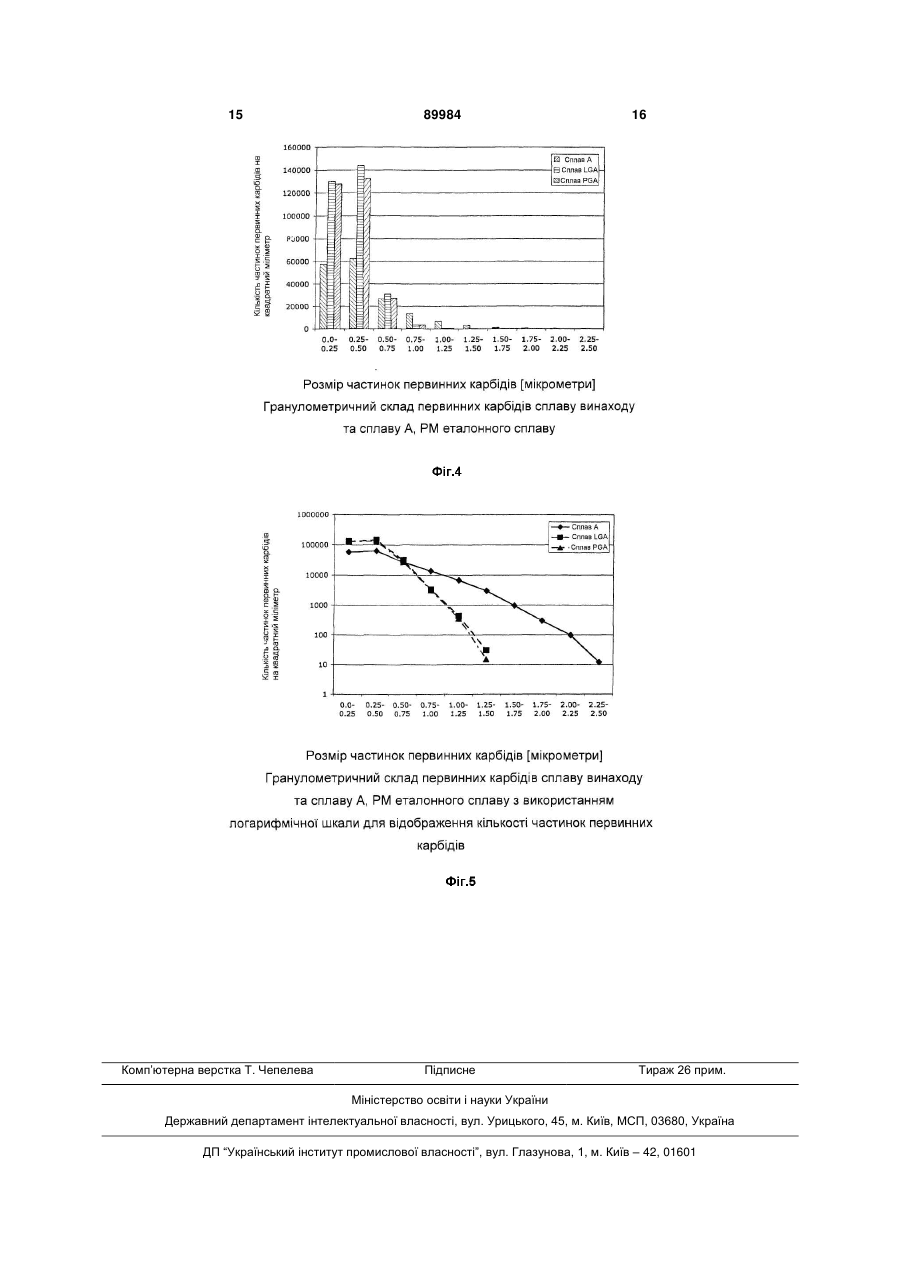
1. Виріб з інструментальної сталі для холодної обробки, одержаний зі спресованого в атмосфері азоту в гарячому ізостатичному стані попередньо легованого порошку, який має кращу ударну в'язкість, причому згаданий попередньо легований порошок містить по суті 0,5-1,2мас.% вуглецю, 0,02-0,20мас.% азоту, 0,3-1,3мас.% кремнію, до 1,0мас.% марганцю, 6,0-9,0мас.% хрому, 0,6 C2 2 UA 1 3 дження первинних МС карбідів (карбідів елементів груп IVB та VB), які змішуються з розпиленим рідким сплавом, до меншого розміру частинок карбіду. Ці дрібніші карбіди, у свою чергу, забезпечують кращий опір згину та ударну в'язкість нової інструментальної сталі. Гаряче ізостатичне пресування розпиленого в атмосфері азоту попередньо легованого порошку зберігає гранулометричний склад карбідів і робить можливим одержання мікроструктури, необхідної для досягнення бажаних характеристик ударної в'язкості та зносостійкості, необхідних для холодної обробки. Для забезпечення задовільних робочих характеристик, інструментальні сталі для холодної обробки повинні мати бажану твердість, володіти достатньою ударною в'язкістю та бути стійкими до зносу. Зносостійкість інструментальних сталей залежить від кількості, типу та гранулометричного складу первинних карбідів, а також від загальної твердості. Первинні легуючі карбіди, внаслідок їх досить високої твердості, є основними елементами покращення зносостійкості. Серед усіх типів первинних карбідів, які зазвичай виявляють в інструментальних сталях, первинні МС карбіди володіють найвищою твердістю. Ніобій також надає дуже тверді МС карбіди, проте його застосування в інструментальних сталях, одержаних литтям, було обмежено внаслідок його тенденції до формування МС карбідів з великим розміром частинок, які мають шкідливий вплив на ударну в'язкість ніобійвмісної інструментальної сталі. Для одержання бажаного поєднання ударної в'язкості та зносостійкості в інструментальній сталі для холодної обробки винаходу, необхідно одержати дисперсію первинних МС карбідів з дуже малими частинками, однорідно розподіленими в матриці мартенситу відпуску. Виходячи з обрахунків термодинамічних характеристик (виконаних за допомогою програмного забезпечення Thermo-Calc з базою даних термодинамічних параметрів TCFE3), було виявлено, що додавання ніобію до складу інструментальної сталі для холодної обробки (одержаної обробкою порошку) призводить до більшої рушійної сили для осадження первинних МС карбідів, які у свою чергу призводять до дрібнішого гранулометричного складу первинних карбідів. Наступний номінальний хімічний склад (у масових відсотках) нової високоміцної інструментальної сталі для холодної обробки був таким: Fe-0,8C-7,5Cr-0,75V-2,5Nb1,3Mo-1,5W-0,1N. Хімічний склад матриці сплаву винаходу та об'ємна фракція первинних МС карбідів у сплаві винаходу подібні до таких характеристик деяких інших вибраних одержуваних для продажу сталей для холодної обробки для забезпечення бажаних характеристик тверднення та зносостійкості. Сталь, одержана порошковою металургією (названа сплав А), та інструментальна сталь, одержана традиційною металургією (названа сплав В), склади яких наведені в Таблиці 1, використовуються як еталонні інструментальні сталі для холодної обробки для порівняння ударної в'язкості та міцності, а також мікроструктурних характеристик. 89984 4 У відповідності з винаходом, надається виріб з інструментальної сталі для холодної обробки, одержаний гарячим ізостатичним пресуванням розпиленого в атмосфері азоту попередньо легованого порошку, який має кращу ударну в'язкість. Попередньо легований порошок містить 0,51,2мас.% вуглецю, 0,02-0,20мас.% азоту, 0,31,3мас.% кремнію, до 1мас.% марганцю, 6-9мас.% хрому, 0,6-2мас.% молібдену, 0,5-3,0мас.% вольфраму, 0,2-2,0мас.% ванадію, 1,0-4,0мас.% ніобію, та решту, куди входить залізо та випадкові домішки. Переважно, сплав виробу містить 0,750,85мас.% вуглецю, 0,08-0,14мас.% азоту, 0,51,1мас.% кремнію, до 0,5мас.% марганцю, 78мас.% хрому, 1,0-1,5мас.% молібдену, 1,31,8мас.% вольфраму, 0,5-1мас.% ванадію та 2,252,75мас.% ніобію. Виріб винаходу має 2,5-6,0 об'ємних % первинних МС карбідів з сферичними частинками, однорідно розподіленими в матриці мартенситу відпуску. Виріб винаходу має первинні карбіди з сферичними частинками, 95% яких мають діаметр, менший 1,25 мікрон при металографічному дослідженні поперечного перерізу. Виріб винаходу має первинні карбіди з сферичними частинками, 98% яких мають діаметр, менший 1,5 мікрон при металографічному дослідженні поперечного перерізу. Слід розуміти, що вищенаведений основний опис та наступний детальний опис є тільки ілюстративними та пояснювальними і не обмежують заявлений винахід. Супровідні креслення, на які робиться посилання і які є частиною цього опису, показують два варіанти виконання винаходу і разом з описом служать для пояснення принципів винаходу. Фіг.1 є мікрофотографією витравленої мікроструктури (збільшення в 500 раз) сплаву винаходу, який тверднув в маслі при температурі від 1950°F (1065,5°C) та загартовувався при температурі 1025°F (551,7°C) протягом двох етапів, кожний з яких мав тривалість 2 години. Фіг.2 є мікрофотографією витравленої мікроструктури (збільшення в 500 раз) сплаву А, який тверднув на повітрі при температурі від 1950°F(1065,5°C) і загартовувався при температурі 975°F(523,9°C) протягом двох етапів, кожний з яких мав тривалість 2 години. Фіг.3 є мікрофотографією витравленої мікроструктури (збільшення в 500 раз) сплаву В, сплаву для звичайного лиття, який тверднув на повітрі при температурі від 2050°F(1121,1°С) та загартовувався при температурі 1025°F(551,7°C) протягом трьох етапів, кожний з яких мав тривалість 2 години. Фіг.4 є гістограмою, яка показує гранулометрію складу первинних карбідів сплаву винаходу і сплаву А; та Фіг.5 є графіком, який показує гранулометричний склад первинних карбідів сплаву винаходу та сплаву А, використовуючи логарифмічну шкалу для первинних карбідів. 5 89984 Досліджувані Хімічні Склади Таблиця 1 описує хімічні склади, які досліджувались експериментально і надають сплав винаходу, що надає краще поєднання ударної в'язкості та зносостійкості. Хімічні склади сплаву А та сплаву В включені для порівняння. Попередньо леговані інструментальні сталі для холодної обробки з вказаними хімічними складами, за виключенням сплаву В, плавилися в атмосфері азоту і ізостатично пресувалися в гарячому стані (НІР). Сплав винаходу розроблений для надання приблизно еквівалентних матричних хімічних композицій та об'ємних фракцій первинних МС карбідів як сплаву А. Ключове вдосконалення для сплаву А стосовно ударно в'язких характеристик отримано внаслідок виявлення того факту, що гранулометричний склад первинних МС карбідів у сплаві винаходу зміщується в напрямку первинних карбідів з меншими частинками порівняно з гранулометричним складом первинних МС карбідів у сплаві А (Фіг.1, 2, 4 та 5). Вдосконалення навіть більш значуще, коли сплав винаходу порівнюється із сплавом В-сплавом для звичайного лиття (Фіг.3). В досліді компанії Крусібл, приблизно 50 фунтів (22,7кг) сплаву винаходу (сплав LGA) плавили та розпилювали в Лабораторному Газовому Розпилювачі (LGA), який мав місткість 50 фунтів (22,7кг), і приблизно 650 фунтів (294,8кг) сплаву винаходу (сплав PGA) плавили і розпилювали в Експериментальному Газовому Розпилювачі (PGA), який мав місткість 800 фунтів (362,9кг). Хімічні склади сплавів, які плавилися, наведені в Таблиці 1. Стосовно різних легуючих елементів у сплаві винаходу, говориться наступне: Вуглець присутній в кількості принаймні 0,5%, у той час коли його максимальний вміст може становити до 1,2% і переважно в інтервалі 0,750,85%. Важливо бережно контролювати кількість вуглецю для одержання бажаного поєднання ударної в'язкості та зносостійкості, а також для уникнення формування під час термообробки надзвичайно великих кількостей утриманого аустеніту. Азот присутній в кількості 0,02-0,20% і переважно в інтервалі 0,08-0,14%. Впливи азоту у сплаві винаходу досить подібні до впливів вуглецю. В інструментальних сталях, де вуглець присутній завжди, азот формує карбонітриди з ванадієм, ніобієм, вольфрамом та молібденом. Кремній може бути присутнім в кількості 0,31,3% і переважно в інтервалі 0,5-1,1% Кремній виконує функцію розкислення попередньо легова 6 них матеріалів під час фази плавлення процесу газового розпилення. Окрім того, кремній покращує характеристики загартовування. Надлишкові кількості кремнію небажані, однак, коли це знижує ударну в'язкість та стимулює формування в мікроструктурі фериту. Марганець може бути присутнім в кількості до 1% і переважно до 0,5%. Марганець виконує функцію контролю негативних впливів сірки на здатність до гарячої обробки. Цього досягають за допомогою осадження сульфідів марганцю. Окрім того, марганець покращує здатність до тверднення і підвищує розчинність азоту в рідких попередньо легованих матеріалах під час фази плавлення процесу газового розпилення. Надмірні кількості марганцю небажані, однак, коли це під час термообробки може призвести до формування надзвичайно великих кількостей утриманого аустеніту. Хром присутній в кількості 6,0-9,0% і переважно в інтервалі 7,0-8,0%. Основною ціллю хрому вінструментальних сталях для холодної обробки є підсилення здатності до тверднення та характеристик вторинного тверднення. Молібден присутній в кількості 0,6-2,0% і переважно в інтервалі 1,0-1,5%. Подібно хрому, молібден підвищує здатність до тверднення і характеристики вторинного тверднення сплаву винаходу. Надмірні кількості молібдену, тим не менше, послаблюють здатність до гарячої обробки. Вольфрам присутній в кількості 0,5-3,0% і переважно в інтервалі 1,3-1,8%. Подібно хрому та молібдену, вольфрам підвищує здатність до тверднення і характеристики вторинного тверднення сплаву винаходу. В інструментальних сталях для холодної обробки, вольфрам поводить себе подібно молібдену, який є еквівалентним йому на атомній основі; приблизно 1,9мас.% W мають той же вплив що й 1мас.% Мо. Ванадій присутній в кількості 0,2-2,0% і переважно в інтервалі 0,5-1,0%. Ванадій є надзвичайно важливим для підвищення зносостійкості. Цього досягають за допомогою осадження первинних МС карбонітридів. Ніобій присутній в кількості 1,5-4,0% і переважно в інтервалі 2,25-2,75%. Кожен відсоток ніобію еквівалентний кількості ванадію, обрахованої наступним чином: %V=(50,9/92,9)х%Nb, де 50,9 та 92,9 є атомними масами ванадію та відповідно ніобію. В інструментальних сталях для холодної обробки, ніобій та ванадій є еквівалентними елементами стосовно зносостійкості Таблиця 1 Хімічні склади двох сплавів винаходу, що плавились і розпилювались в дослідженні компанії Крусібл, та сплавів А та В Сплав LGA PGA А В С 0,76 0,76 0,84 1,11 Сг 7,50 7,33 7,49 7,48 V 0,74 0,73 2,61 2,69 Nb 2,48 2,50 Мо 1,30 1,19 1,37 1,69 W 1,43 1,48 1,14 Μn 0,40 0,42 Si 0,95 0,98 Ρ 0,007 0,009 S 0,005 0,005 0,02 О 0,009 0,015 Ν 0,12 0,11 7 89984 8 Таблиця 2 Характеристики загартовування сплаву винаходу (LGA) та сплавів А і В Сплав Аустенізація LGA А В LGA А 1950°F (1065,5°С) 2050°F (1121,1°С) Температура загартовування [°F] 950 1000 1025 1050 1100 1150 (621,1 1200 (510°С) (537,8°С) (551,7°С) (565,6°С) (593,3°С) °С) (648,9°С) HRC (твердість по шкалі С Роквела) 61,9 61,2 59,0 55.7 49,5 46,2 41,4 61,0 59,0 57,0 54,0 63,0 61,0 59,0 56,0 62,5 62,0 60,5 58,0 50,7 46,6 43,1 63,0 61,0 60,0 57,0 Таблиця 3 Опір згину сплаву винаходу (сплави LGA та PGA) та сплавів А і В Сплав LGA PGA А В Температура HRC (твердість по Аустенізація шкалі С Роквела) 1950°F (1065,5°С) 2050°F (1121,1°С) 1950°F (1065,5°С) 2050°F (1121,1°С) 1950°F (1065,5°С) 1950°F (1065,5°С) 2050°F (1121,1°С) 59,0 60,5 58,0 59,0 60,0 60,0 60,5 Поздовжній 758,7 (5,2ГПа) 798,6 (5,5ГПа) 708,3 (4,9ГПа)) 748,0 (5,2ГПа) 742,8 (5,1ГПа) 658,1 (4,5ГПа) 644,1 (4,4ГПа) Опір: σ (механічне напруженя) 11,6 (80МПа) 9,3 (64,1МПа) 7,6 (52,4МПа) 8,5 (58,6МПа) 17,2 (118,6МПа) 33,9 (233,7МПа) 11,4 (78,6МПа) (гину [ksi] (Па) Поперечний 691,0 (4,76ГПа) 762,0 (5,ЗГПа) 696,1 (4,8ГПа) 717,9 (4,95ГПа) 540,7 (3,7ГПа) 313,6 (2,2МПа) 290,1 (2ГПа) σ (механічне напруження) 55,0 (379,2МПа) 49,1 (338,5МПа) 22,2 (153,1МПа) 37,8 (260,6МПа) 27,3 (188,2МПа) 41,5 (286,1МПа) 95,5 (658,4МПа) Таблиця 4 Ударна в'язкість по Шарпі сплаву винаходу з С-подібною виїмкою (сплави LGA та PGA) та сплавів А і В Сплав LGA PGA А В Температура HRC (твердість по Аустенізації шкалі С Роквела) 1950°F (1065,5°С) 2050°F (1121,1°С) 1950°F (1065,5°С) 2050°F (1121,1°С) 1950°F (1065,5°С) 1950°F (1065,5°С) 2050°F (1121,1°С) 59,0 60,5 58,0 59,0 60,0 60,0 60,5 Поздовжній 53,1 (366,1МПа) 59,4 (409,5МПа) 71,1 (490,2МПа) 77,5 (534,3МПа) 69,5 (479,2МПа) 23,7 (163,4МПа) 15,3 (105,5МПа) Опір згину [ksi] (Па) σ (механічне Поперечний напруженя) 13,4 56,3 (92,4МПа) (388,2МПа) 17,5 33,8 (120,6МПа) (233МПа) 8,7 57,7 (60МПа) (397,8МПа) 12,3 54,5 (84,8МПа) (375,8МПа) 3,3 17,3 (22,7МПа) (119,3МПа) 1,8 3,2 (22,1 (12,4МПа) МПа) 1,8 4,0 (12,4МПа) (27,6МПа) σ (механічне напруженя) 20,2 (139,3МПа) 6,2 (42,7МПа) 10,3 (71МПа) 4,8 (33,1МПа) 1,7 (11,7МПа) 0,3 (2,1МПа) 1,0 (6,9МПа) 9 89984 10 Таблиця 5 Зносостійкість стиранню шпильки із сплаву винаходу (сплави LGA та PGA) та сплавів А і В Сплав LGA PGA A В Температура Аусте- Температура загарто- HRC (твердість по шкалі Зносостійкість стиранню нізації вування С Роквела) шпильки [міліграм] 1950°F (1065,5°С) 59,0 57,5 2050°F (1121,1°С) 60,5 55,5 1025°F (551,7°С) 1950°F (1065,5°С) 58,0 58,0 2050°F (1121,1°С) 59,0 55,5 1950°F (1065,5°C) 1025°F (551,7°C) 60,0 59,5 2050°F (1121,1°C) 1000°F (537,8°C) 62,5 42,0 Плавлення LGA та Плавлення PGA Порошок сплаву винаходу, одержаного в Лабораторному Газовому Розпилювачі (сплав LGA) та в Експериментальному Газовому Розпилювачі (сплав PGA), завантажували в контейнери із зовнішнім діаметром 4,5-5"(11,4-12,7см) і пресували в гарячому ізостатичному стані (НІР), а потім штампували з одержанням круглого стрижня із сплаву LGA розміром 3" 1" (7,6см 2,5см) або круглого стрижня із сплаву PGA розміром 3" 1,25" (7,6см 3,2см). Одержані за винаходом зразки із сплавів LGA та PGA та порівняльні зразки із сплавів А та В піддавались термічній обробці, а саме зразки із сплавів LGA та PGA загартуванню в маслі при температурі від 1950°F(1065,5°C), та, відповідно, від 2050°F(1121,1°С) до температури 975°F(523,9°C) та, відповідно, 1025°F(551,7°C), відповідно, зразки із сплавів А та В на повітрі від тих же самих температур аустенізації (аустенітного перетворення) до температури 975°F(523,9°C) та 1025°F(551,7°C) - і потім всі зразки піддавались загартуванню у воді від температур 975°F(523,9°C) та 1025°F(551,7°C) до кімнатної температури. Характеристики загартовування сплаву LGA (сплав винаходу) наведені в Таблиці 2. Наступні дві температури аустенізації вибиралися рівними: 1950°F (1065,5°C) та 2050°F(1121,1°С). Результати співставні з результатами для сплавів А і В. Також оцінювали опір при поздовжньому та поперечному згині (BFS) та ударну в'язкість по Шарпі (CCN) штампованих круглих стрижнів з Сподібною виїмкою із сплаву винаходу з розмірами 3" 1"(7,6см 2,5см) та 3" 1,25"(7,6см 3,2см). Наступні дві температури аустенізації вибирали рівними: 1950°F(1065,5°C) та 2050°F(1121,1°C). Зразки для дослідів по CCN та BFS загартовувались при температурі 1025°F(1065,5°C) протягом двох періодів, кожен з яких має тривалість 2 години. Зразок з розмірами 6,35мм 6,35мм 55мм, утримуваний двома циліндрами, використовують в просторовому дослідженні BFS. Відстань між несучими циліндрами становить 25,4мм. Третій циліндр використовують для прикладання зусилля до руйнування зразка для дослідження на BFS, при цьому точка прикладання зусилля рівновіддалена від кожного несучого циліндра. Зусилля, при якому зразок для дослідження на BFS руйнується, використовується для обрахунку числового значення опору згину. Геометрія зразка, використовуваного для визначення ударної в'язкості по Шарпі при наявності С-подібної виїмки, подібна до геометрії зразка, використовуваного для визначення ударної в'язкості по Шарпі при наявності V-подібної виїмки: 10мм 10мм 55мм. Радіус та глибина С-подібної виїмки становлять 25,4мм та відповідно 2мм. Результати досліджень по BFS та CCN, одержані для сплаву LGA та сплаву PGA, і сплавів А та В, наведені в Таблиці 3 та відповідно Таблиці 4. Сплав винаходу демонстрував вищі характеристики ударної в'язкості порівняно з еталонними сплавами, як це було порівняно з опором згину та ударною в'язкістю по Шарпі при наявності С-подібної виїмки. Нарешті, чотири загартовані зносостійкі шпилькоподібні зразки досліджувались для сплаву винаходу. Два зразки одержували механічною обробкою із сплаву LGA і два зразки одержували механічною обробкою із сплаву PGA. Температури аустенізації вибирались рівними 1950°F(1065,5°C) та 2050°F(1121,1°С). Після охолодження в маслі, усі зразки загартовувались при температурі 1025°F(551,7°C) протягом двох етапів, кожен з яких мав тривалість 2 години. Результати дослідження зносостійкості шпильки надані в Таблиці 5. Результати дослідження на стирання шпильки для сплаву А та сплаву В включені для порівняння. Мікроструктура Фіг.1 зображає витравлену мікроструктуру сплаву винаходу, який тверднув в маслі при температурі від 1950°F(1065,5°C) і загартовувався при температурі 1025°F (551,7°С) протягом двох етапів, кожен з яких мав тривалість 2 години. Мікроструктура сплаву винаходу складається з приблизно 3,5об.% первинних МС карбідів з дуже малими сферичними частинками, однорідно розподіленими в матриці мартенситу відпуску. Фіг.2 зображає витравлену мікроструктуру сплаву А, РМ еталонного сплаву, що тверднув на повітрі при температурі від 1950°F(1065,5°C) і загартовувався при температурі 975°F(523,9°C) протягом двох етапів, кожен з яких мав тривалість 2 години. Мікроструктура сплаву А складається з приблизно 3,3об.% первинних МС карбідів з малими сферичними частинками, однорідно розподіленими в матриці мартенситу відпуску. Фіг.3 зображає витравлену мікроструктуру сплаву В, традиційного еталонного сплаву для лиття, що тверднув на повітрі при температурі від 2050°F(1121,1°C) і загартовувався при температурі 11 1025°F(551,7°C) протягом трьох етапів, кожен з яких мав тривалість 2 години. Мікроструктура сплаву В складається з приблизно 3,8 об.% крупнозернистих первинних МС карбідів, неоднорідно розподілених в матриці мартенситу відпуску. Гранулометричний склад первинних карбідів в сплаві винаходу та сплаві А визначали з використанням автоматичного аналізатора зображень. Діаметр частинок карбідів вимірювали в п'ятдесяти випадкових ділянках, досліджуваних при оптичному збільшенні в 1000 раз. Кількість первинних карбідів (на квадратний міліметр) різних розмірів у сплаві винаходу та сплаві А зображена на Фіг.4. Кількість первинних карбідів (на квадратний міліметр) різних розмірів у сплаві винаходу та сплаві А зображена на Фіг.5, але на цей раз з використанням логарифмічної шкали для кількості первинних карбідів для більш чіткого відображення різниці між сплавом винаходом та сплавом А, коли це стосується первинних карбідів з розміром частинок, більшим за 1мкм. Графік на Фіг.4 показує, що сплав винаходу містить більшу кількість карбідів, розмір частинок 89984 12 яких менший за 0,5мкм, у той час як сплав А міститьбільшу кількість карбідів з діаметром частинок 0,5-2,5мкм. Фіг.5 також показує, що максимальний розмір частинок карбідів у сплаві винаходу менший за 1,5мкм, а максимальний розмір частинок карбіду у сплаві А становить приблизно 2,5мкм. Для будь-якого даного розміру існує більший відсоток карбідів, розмір частинок яких менший заданої величини у сплаві винаходу, а ніж у сплаві А. Оскільки матрична композиція сплаву винаходу подібна до матричної композиції сплаву попереднього рівня техніки, що призводить до подібної одержуваної твердості, то менший розмір частинок карбіду у сплаві винаходу є основною причиною для кращої ударної в'язкості цього сплаву. Інші варіанти виконання винаходу стануть очевидними для фахівців у цій галузі з аналізу опису та реалізації розкритого тут винаходу. Передбачено, що опис та приклади розглядаються тільки як ілюстративні з потраплянням в об'єм винаходу, визначений наступною формулою винаходу. 13 89984 14 15 Комп’ютерна верстка Т. Чепелева 89984 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюArticle from the tool steel for cold processing
Автори англійськоюKAJINIC ALOJZ, WOJCIESZYNSKI ANDRZEJ
Назва патенту російськоюИзделие из инструментальной стали для холодной обработки
Автори російськоюКайиниц Алойз, Войцешинськи Анджей Л.
МПК / Мітки
МПК: C22C 29/02, C22C 38/22, B22F 5/00, C22C 33/02, C22C 38/26, B22F 9/08, C22C 38/24, C21D 9/38, C22C 1/04
Мітки: холодної, інструментальної, виріб, обробки, сталі
Код посилання
<a href="https://ua.patents.su/8-89984-virib-z-instrumentalno-stali-dlya-kholodno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Виріб з інструментальної сталі для холодної обробки</a>
Виріб із сталі для холодної обробки
Номер патенту: 81396
Опубліковано: 10.01.2008
Автори: Марзонер Штефан, Лібфарт Вернер, Шеммель Інгрід
МПК: C22C 38/42, C22C 1/04, C22C 38/44, C22C 38/52, C22C 38/60
Мітки: холодної, сталі, виріб, обробки
Формула / Реферат:
1. Виріб зі сталі для холодної обробки з хімічним складом матеріалу, мас. %: вуглець більше 0,6 і менше 1,0 кремній більше 0,3 і менше 0,85 марганець більше 0,2 і менше 1,5 фосфор максимум 0,03 сірка менше 0,5 ...
Легована інструментальна сталь для холодної обробки і спосіб вигототовлення методом порошкової металургії деталі або інструмента з такої сталі
Номер патенту: 76704
Опубліковано: 15.09.2006
Автори: Рабіч Роланд, Лібфарт Вернер
МПК: C22C 38/12, C22C 38/24, B21B 27/00, C22C 38/36, C22C 37/00, B23B 27/14, C22C 38/22, B22F 3/15, B21B 3/00
Мітки: інструмента, сталі, деталі, спосіб, вигототовлення, сталь, такої, порошкової, методом, легована, холодної, обробки, інструментальна, металургії
Формула / Реферат:
1. Легована інструментальна сталь для холодної обробки, яка призначена для виготовлення виробів, зокрема інструментів, методом порошкової металургії, що містить, мас. %: вуглець від 2,05 до 2,65 кремній до 2,0 марганець до 2,0 хром від 6,10 ...
Спосіб металотермічного приварювання інструментальної пластини із швидкорізальної сталі до основи інструменту
Номер патенту: 27948
Опубліковано: 26.11.2007
Автори: Скиба Юлій Юлійович, Жигуц Юрій Юрійович
МПК: B23K 23/00, B23P 15/00
Мітки: швидкорізальної, сталі, металотермічного, інструменту, спосіб, інструментальної, пластини, приварювання, основі
Формула / Реферат:
Спосіб металотермічного приварювання швидкорізальної сталевої інструментальної пластини до основи інструменту, який включає процес металотермічної реакції отримання рідкого сплаву, що відбувається в результаті горіння суміші терміту і порошку оксиду алюмінію, який відрізняється тим, що при проведенні металотермічної реакції додатково використовують порошок оксиду вольфраму, а в отриманий рідкий сплав, який використовують для приварювання...
Спосіб металотермічного приварювання інструментальної пластини із швидкорізальної сталі до основи інструменту
Номер патенту: 85624
Опубліковано: 10.02.2009
Автори: Жигуц Юрій Юрійович, Скиба Юлій Юлійович
МПК: B23P 15/00, B23K 23/00
Мітки: швидкорізальної, спосіб, пластини, металотермічного, інструменту, приварювання, сталі, інструментальної, основі
Формула / Реферат:
Спосіб металотермічного приварювання інструментальної пластини із швидкорізальної сталі до основи інструменту, який включає процес металотермічної реакції отримання рідкого сплаву, що відбувається в результаті горіння суміші терміту і порошку оксиду алюмінію, який відрізняється тим, що при проведенні металотермічної реакції додатково використовують порошок оксиду вольфраму, а в отриманий рідкий сплав, який використовують для приварювання...
Спосіб виготовлення інструментальної сталі
Номер патенту: 53202
Опубліковано: 15.01.2003
Автори: Ульшин Віктор Іванович, Гогаєв Казбек Олександрович, Гогаєва Тамара Казбеківна, Позняк Леонід Олександрович, Воропаєв Віталій Семенович
МПК: B22F 3/12, C22C 33/02
Мітки: інструментальної, спосіб, сталі, виготовлення
Формула / Реферат:
Selected heterocyclic compounds are effective for prophylaxis and treatment of diseases, such as angiogenesis mediated diseases. The invention encompasses novel compounds, analogs, prodrugs and pharmaceutically acceptable derivatives thereof, pharmaceutical compositions and methods for prophylaxis and treatment of diseases and other maladies or conditions involving, cancer and the like. The subject invention also relates to processes for...
Попередній патент: Розчин поліуретанкарбаміду
Наступний патент: Спосіб виготовлення композитного матеріалу та його застосування
Випадковий патент: Мобільний телефон