Спосіб металотермічного приварювання інструментальної пластини із швидкорізальної сталі до основи інструменту
Формула / Реферат
Спосіб металотермічного приварювання швидкорізальної сталевої інструментальної пластини до основи інструменту, який включає процес металотермічної реакції отримання рідкого сплаву, що відбувається в результаті горіння суміші терміту і порошку оксиду алюмінію, який відрізняється тим, що при проведенні металотермічної реакції додатково використовують порошок оксиду вольфраму, а в отриманий рідкий сплав, який використовують для приварювання швидкорізальної сталевої інструментальної пластини до основи інструменту, вводять лігатуру, а саме феромарганець, феросиліцій, феромолібден, ферохром і кобальт, причому введення лігатури здійснюють після завершення процесу металотермічної реакції при наступному складі шихти, % за масою:
карбон (С)
1,1-2,9
ферохром (65%-вий)
4,0-8,0
оксид вольфраму (WO3)
6,0-24
ферованадій (75%-вий)
1,1-7,3
кобальт (Co)
4,0-7,0
молібден (Мо)
0,1-0,5
фероалюмінієвий терміт
решта.
Текст
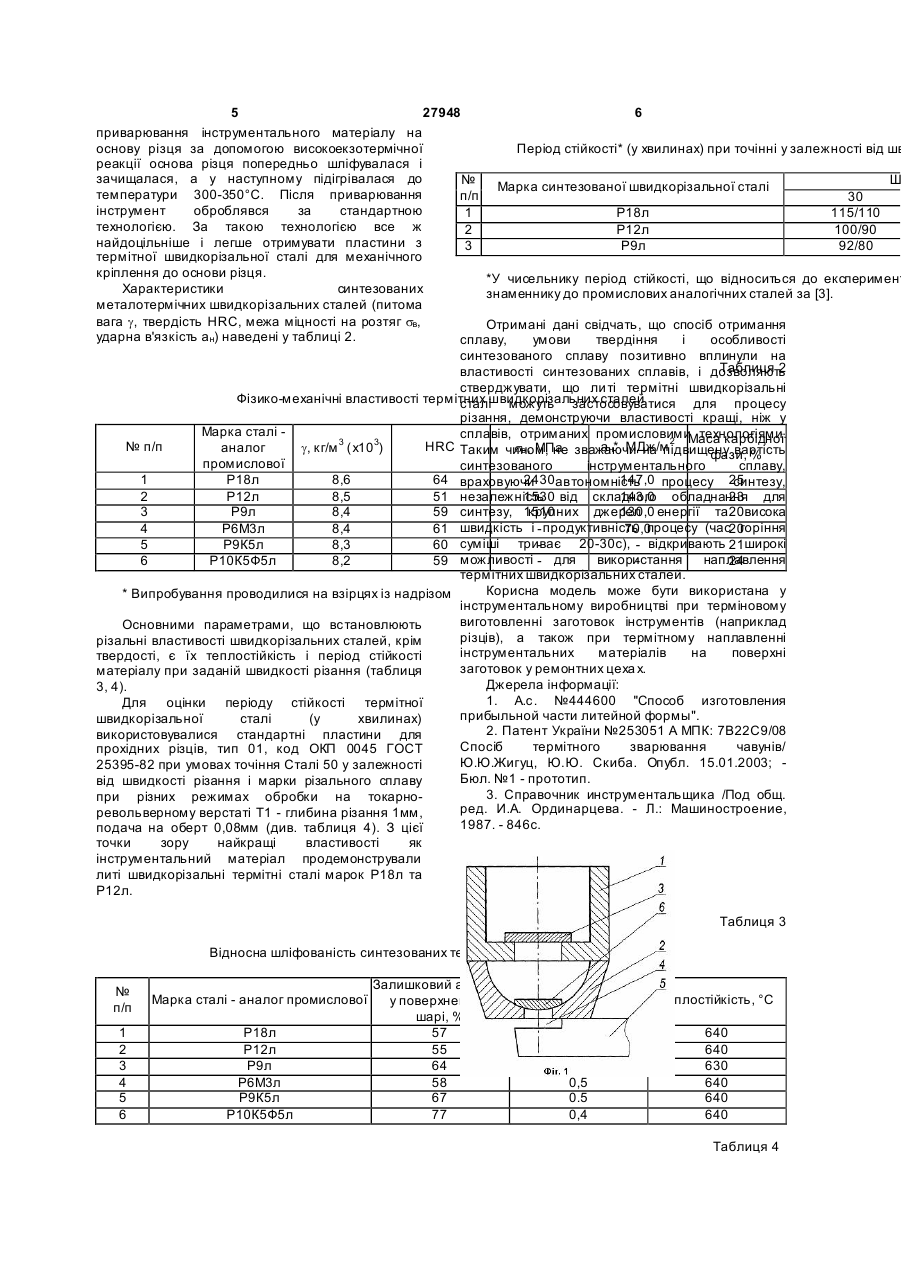
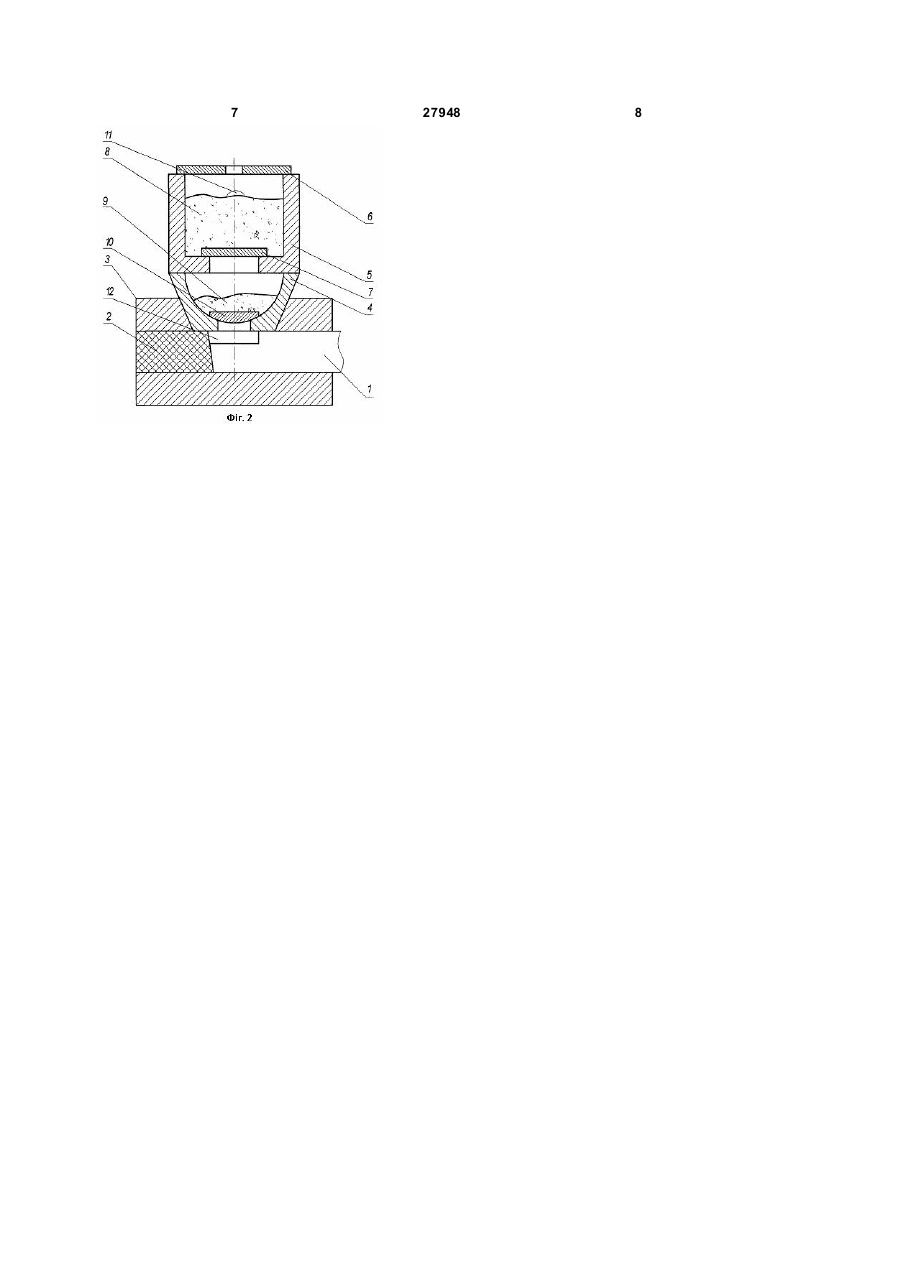
Спосіб металотермічного приварювання швидкорізальної сталевої інструментальної пластини до основи інструменту, який включає процес металотермічної реакції отримання рідкого сплаву, що відбувається в результаті горіння суміші терміту і порошку оксиду алюмінію, який відрізняє ться тим, що при проведенні металотермічної реакції додатково 3 27948 4 вводять лігатур у, а саме феромарганець, хромом, марганцем і іншою лігатурою. У феросиліцій, феромолібден, ферохром і кобальт, наступному сплав поступає у порожнину при цьому введення лігатури здійснюють після металотермічного приварювання 4 і міцно завершення процесу металотермічної реакції при приварюється до основи інструменту, яка наступному складі шихти, (% за масою): попередньо нагріта електроконтактним чи іншими карбон (С) 1,1-2,9 методами до 300-350°С. ферохром (65%-вий) 4,0-8,0 Приклад конкретного використання. оксид вольфраму (WO3) 6,0-24 Використовуються сплави, що отримані у ферованадій (75%-вий) 1,1-7,3 двокамерному реакторі в результаті горіння кобальт (Co) 4,0-7,0 термітних сумішей відповідних складів, що молібден (Мо) 0,1-0,5 наведені у таблиці 1. фероалюмінієвий терміт Решта. Переваги запропонованого способу металотермічного приварювання інструментальної пластини до основи інструменту полягають у тому, Хімічний склад термітних швидкорізальних сталей та склад ши хти що синтезований металотермічний сплав вміщує підвищену кількість силіцію, марганцю, молібдену і Марка сталі - аналог промислової Р18 кобальту, які поступають з лігатури, і деяку С 0,8 кількість алюмінію, що попадає у метал із Сr 3,2 фероалюмінієвого терміту і це сприяє переходу W 17, Хімічний склад* термітних частини силіцію і алюмінію у проміжкову зону V 1,0 швидкорізальних сталей (% за мас.) часткового оплавлення основи інструменту та Со запобігає випаданню в ній евтектичного цементиту Мо 0,2 при твердінні, при цьому зона приварювання АІ 0,1 отримується міцнішою ніж основний метал. С 1,3 На Фіг.1 приведена схема металотермічного Ферохром 4,9 реактору, де 1 - вер хня камера, 2 - нижня камера, (65%-вий) 3 - пластинка, що розділяє камери, 4 - порожнина WO3 21,7 для термітного приварювання, 5 - основа Склад шихти** Ферованадій інструменту на яку здійснюється приварювання 1,3 (75%-вий) інструментальної пластинки, 6 - запобіжна Co пластинка. Фероалюмінієвий реш Металотермічний реактор працює наступним терміт чином - у верхній камері 1 проходить металотермічні реакції горіння фероалюмінієвого *Вміст S і Р складав 0,02%. терміту і взаємодії оксиду вольфраму з алюмінієм **Молібден вводився у склад ши хти у кількості 0,2%. та розчинення у термітній швидкорізальній сталі графітового порошку, а також розділення рідких На Фіг.2 зображена схема продуктів реакції на металічну і шлакову фази. металотермічного реактора для приварювання При цьому шлакова фаза спливає, а рідкий сплав інструментальної пластини до основи інструменту, швидкорізальної сталі збирається у нижній частині де 1 - основа токарного різця, 2 - формувальна камери і пропалює тонку пластинку 3. Час суміш, 3 - опока, 4 - нижня камера реактора, 5 пропалювання пластини, залежить від її товщини і верхня камера реактора; 6 - кришка з отвором; 7 повинен бути достатнім для повного розділення пластина розділення верхньої та нижньої камер; 8 двох рідких фаз у камері 1. Камера 2 служить для - металотермічна суміш з графітовим порошком; 9 пізнього легування силіцієм, кобальтом, - лігатура; 10 - запобіжна пластина; 11 - порошок молібденом, хромом та іншими елементами. для ініціювання горіння (наприклад титану); 12 Розчинення пластини 6 приводить до виливання приварена пластина з інструментальної сталі. рідкого сплаву у порожнину приварювання 4, де і Основу токарного різця 1 заформовували у проходить додатковий розігрів і оплавлення пісчано-глиняну суміш 2. Інстр умент прикривався перегрітим сплавом основи інструменту, а після опокою 3 з формувальною сумішшю 2. У верхній охолодження і тверднення всієї системи - міцне камері 5 знаходилася металотермічна суміш з приварювання інструментальної пластини. графітовим порошком 8, горіння якої ініціюється Спосіб металотермічного приварювання титановим порошком 11. Верхня камера 5 і нижня швидкорізальної сталевої інструментальної камера 4 розділялися пластиною 7, яка пластини до основи інструменту здійснюють розчинялася синтезованим сплавом. В наступному наступним чином: у реакційній камері 1, де сплав виливався у нижню камеру 4 де проходить горіння суміші терміту і порошків оксиду здійснювалося його легування легуючими вольфраму та алюмінію і розділення за питомою елементами 9. Запобіжна пластина 10 у свою масою рідкометалічної фази від шлакової, чергу розчинялася синтезованою отримують перегрітий рідкий сплав. У камері швидкорізальною сталлю, яка виливалася у легування 2 відбувається взаємодія утвореного проміжок приварювання, утворюючи при розплаву швидкорізальної сталі з лігатурою під застиванні інструментальну пластинку 12. час перетікання його у порожнину термітного При використанні термітних приварювання 4. При цій взаємодії проходить швидкорізальних сталей для безпосереднього насичення рідкого сплаву силіцієм, молібденом, 5 27948 6 приварювання інструментального матеріалу на основу різця за допомогою високоекзотермічної Період стійкості* (у хвилинах) при точінні у залежності від шв реакції основа різця попередньо шліфувалася і зачищалася, а у наступному підігрівалася до № Ш Марка синтезованої швидкорізальної сталі температури 300-350°С. Після приварювання п/п 30 інструмент оброблявся за стандартною 1 Р18л 115/110 технологією. За такою технологією все ж 2 Р12л 100/90 найдоцільніше і легше отримувати пластини з 3 Р9л 92/80 термітної швидкорізальної сталі для механічного кріплення до основи різця. *У чисельнику період стійкості, що відноситься до експеримент Характеристики синтезованих знаменнику до промислових аналогічних сталей за [3]. металотермічних швидкорізальних сталей (питома вага g, твердість HRC, межа міцності на розтяг sв, Отримані дані свідчать, що спосіб отримання ударна в'язкість ан) наведені у таблиці 2. сплаву, умови твердіння і особливості синтезованого сплаву позитивно вплинули на Таблиця 2 властивості синтезованих сплавів, і дозволяють стверджувати, що ли ті термітні швидкорізальні Фізико-механічні властивості термітних швидкорізальних сталей сталі можуть застосовуватися для процесу різання, демонструючи властивості кращі, ніж у Марка сталі сплавів, отриманих промисловими технологіями. Маса карбідної № п/п HRC Таким чином, не зважаючи на підвищену вартість ан*, МДж/м 2 аналог g, кг/м 3 (х103) sв , МПа фази, % промислової синтезованого інструментального сплаву, 1 Р18л 8,6 64 враховуючи 2430автономність 147,0 процесу 25 синтезу, 2 Р12л 8,5 51 незалежність від складного обладнання для 1530 143,0 23 3 Р9л 8,4 59 синтезу, 1510 крупних джерел енергії та 20висока 130,0 горіння 4 Р6М3л 8,4 61 швидкість і - продуктивність процесу (час20 70,0 5 Р9К5л 8,3 60 суміші триває 20-30с), - відкривають 21широкі використання наплавлення 6 Р10К5Ф5л 8,2 59 можливості - для 24 термітних швидкорізальних сталей. Корисна модель може бути використана у * Випробування проводилися на взірцях із надрізом інструментальному виробництві при терміновому виготовленні заготовок інструментів (наприклад Основними параметрами, що встановлюють різців), а також при термітному наплавленні різальні властивості швидкорізальних сталей, крім інструментальних матеріалів на поверхні твердості, є їх теплостійкість і період стійкості заготовок у ремонтних цеха х. матеріалу при заданій швидкості різання (таблиця Джерела інформації: 3, 4). 1. А.с. №444600 "Способ изготовления Для оцінки періоду стійкості термітної прибыльной части литейной формы". швидкорізальної сталі (у хвилинах) 2. Патент України №253051 А МПК: 7В22С9/08 використовувалися стандартні пластини для Спосіб термітного зварювання чавунів/ прохідних різців, тип 01, код ОКП 0045 ГОСТ Ю.Ю.Жигуц, Ю.Ю. Скиба. Опубл. 15.01.2003; 25395-82 при умовах точіння Сталі 50 у залежності Бюл. №1 - прототип. від швидкості різання і марки різального сплаву 3. Справочник инструментальщика /Под общ. при різних режимах обробки на токарноред. И.А. Ординарцева. - Л.: Машиностроение, револьверному верстаті Т1 - глибина різання 1мм, 1987. - 846с. подача на оберт 0,08мм (див. таблиця 4). З цієї точки зору найкращі властивості як інструментальний матеріал продемонстрували литі швидкорізальні термітні сталі марок Р18л та Р12л. Таблиця 3 Відносна шліфованість синтезованих термітних швидкорізальних сталей № п/п Марка сталі - аналог промислової 1 2 3 4 5 6 Р18л Р12л Р9л Р6М3л Р9К5л Р10К5Ф5л Залишковий аустеніт у поверхневому шарі, % 57 55 64 58 67 77 Відносна шліфованість Теплостійкість, °С 1,0 0,9 0,6 0,5 0.5 0,4 640 640 630 640 640 640 Таблиця 4 7 27948 8
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of metal thermal welding of high-speed cutting steel instrument plate to support of tool
Автори англійськоюZhyhuts Yurii Yuriiovych, Skyba Yulii Yuliiovych
Назва патенту російськоюСпособ металлотермической приварки инструментальной пластины из быстрорежущей стали к основанию инструмента
Автори російськоюЖигуц Юрий Юрьевич, Скиба Юлий Юльевич
МПК / Мітки
МПК: B23K 23/00, B23P 15/00
Мітки: інструментальної, інструменту, основі, спосіб, швидкорізальної, пластини, приварювання, сталі, металотермічного
Код посилання
<a href="https://ua.patents.su/4-27948-sposib-metalotermichnogo-privaryuvannya-instrumentalno-plastini-iz-shvidkorizalno-stali-do-osnovi-instrumentu.html" target="_blank" rel="follow" title="База патентів України">Спосіб металотермічного приварювання інструментальної пластини із швидкорізальної сталі до основи інструменту</a>
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі
Номер патенту: 45389
Опубліковано: 15.04.2002
Автори: Штакун Володимир Анатолійович, Сорокін Юрій Володимирович, Бондар Володимир Григорович, Гогаєв Казбек Олександрович, Ульшин Віктор Іванович
МПК: B22F 3/20, B22F 7/06, B21K 5/00, B23P 15/28
Мітки: різального, конструкційної, інструменту, виготовлення, спосіб, швидкорізальної, сталі, біметалевого
Формула / Реферат:
Спосіб виготовлення біметалевого різального інструменту з конструкційної та швидкорізальної сталі, який включає отримання біметалевої заготовки, спікання її у вакуумі і гарячу екструзію з одержанням профільної різальної частини, з'єднання її з хвостовою частиною, який відрізняється тим, що отримання біметалевої заготовки здійснюють розміщенням у пресформі двох шарів порошків конструкційної та швидкорізальної сталі з висотою засипки порошку...
Спосіб відновлення інструменту з швидкорізальної сталі
Номер патенту: 12538
Опубліковано: 15.02.2006
Автори: Шевелєв Олександр Іванович, Алімов Валерій Іванович, Оліфіренко Андрій Вікторович
МПК: C21D 9/22
Мітки: відновлення, сталі, швидкорізальної, спосіб, інструменту
Формула / Реферат:
Спосіб відновлення інструменту з швидкорізальної сталі, що включає термічну обробку з фазовою перекристалізацією і термічну обробку без фазової перекристалізації, який відрізняється тим, що термічну обробку без фазової перекристалізації проводять після експлуатації інструменту на 60-70 % його середньої стійкості і не раніше, ніж перед третьою термообробкою без фазової перекристалізації, а охолоджування після передуючої йому термообробки...
Спосіб обробки інструменту з порошкової швидкорізальної сталі

Номер патенту: 60833
Опубліковано: 15.10.2003
Автори: Пасечна Яна Валеріївна, Алімов Валерій Іванович, Кримов Віталій Миколайович
МПК: C21D 8/00, B21K 5/00, C21D 9/22
Мітки: сталі, спосіб, інструменту, порошкової, швидкорізальної, обробки
Формула / Реферат:
1. Спосіб обробки інструменту з порошкової швидкорізальної сталі, що включає оплавлення, наступне гідропресування і завершальну термічну обробку, який відрізняється тим, що оплавлення роблять плазмовим впливом, наступне гідропресування здійснюють зі ступенем деформації не більше 50%, а при завершальній термічній обробці гартування ведуть з регламентацією питомої тривалості нагріву.2. Спосіб за п.1, який відрізняється тим, що оплавлення...
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі
Номер патенту: 42541
Опубліковано: 15.10.2001
Автори: Ульяненко Наталія Валентинівна, Бобіна Марина Миколаївна, Майборода Віктор Станіславович
МПК: B24B 31/112, C23C 8/00
Мітки: спосіб, сталі, швидкорізальної, хіміко-термічної, обробки, інструменту
Формула / Реферат:
Спосіб хіміко-термічної обробки інструменту з швидкорізальної сталі, що включає нагрів та витримку інструменту у середовищі, що насичує, за яке використовують суміш щавлевокислого амонію та хлористого амонію при наступному співвідношенні компонентів, мас. %: щавлевокислий амоній - 98-99, хлористий амоній - 1-2, обробку холодом шляхом занурення в середовище, що охолоджує, який відрізняється тим, що перед нагрівом проводять активацію поверхні...
Спосіб виготовлення заготовок для інструменту із швидкорізальної сталі та пристрій для його здійснення
Номер патенту: 37658
Опубліковано: 15.07.2003
Автори: Шведчиков Микола Михайлович, Шпак Павло Олександрович, Афанасьєв Ігор Борисович, Гречанюк Микола Іванович, ОСОКІН Валентин Олександрович
МПК: C22B 9/22, C22C 38/12, C22C 38/10
Мітки: спосіб, інструменту, здійснення, швидкорізальної, заготовок, сталі, виготовлення, пристрій
Формула / Реферат:
1. Спосіб виготовлення заготовок для виробництва інструменту із швидкорізальної сталі, що включає рафінуюче розплавлення шихти з легованих інструментальних сталей у вакуумі та керовану кристалізацію зливка, який відрізняється тим, що виготовлення заготовок для виробництва інструменту здійснюють за один технологічний цикл шляхом електронно-променевого переплавляння у вакуумі кускових промислових відходів виробництва швидкорізальних сталей, при...
Попередній патент: Резервуар
Наступний патент: Земляне полотно на засолених грунтах
Випадковий патент: Спосіб лікування хворих на багатоформну ексудативну еритему, асоційовану з герпесвірусною інфекцією