Спосіб кріплення смуги гнучкого листа до основи
Номер патенту: 90563
Опубліковано: 11.05.2010
Автори: Мерсьє Паскаль, Лонвен Паскаль, Ленхардт Едуар
Формула / Реферат
1. Спосіб кріплення смуги гнучкого листа до принаймні однієї гнучкої або твердої основи, при цьому згаданий лист і згадана основа містить тонку суцільну металеву фольгу, поміщену між двома шарами склотканини, у якому послідовно видаляють пил із зони з'єднання, наносять однорідну плівку здатного до полімеризації адгезиву на принаймні одну з двох поверхонь гнучкого листа і основи, які з'єднуються між собою, розгладжують згадану плівку адгезиву, накладають стрічку гнучкого листа на основу, розгладжують валиком накладений гнучкий лист для усунення будь-яких залишкових пухирців і накладають на згаданий гнучкий лист плівку для забезпечення захисту від витікання адгезиву навколо згаданого гнучкого листа, при цьому захисна плівка має розміри, більші за розміри гнучкого листа, який відрізняється тим, що у ньому притискають згадану смугу гнучкого листа до основи за допомогою преса і одночасно нагрівають згадану смугу під час принаймні частини періоду прикладання тиску.
2. Спосіб кріплення за п. 1, який відрізняється тим, що прикладений тиск лежить в інтервалі від приблизно 50 мбар до 200 мбар, а температура, до якої нагрівається прикріплена смуга, лежить в інтервалі від приблизно 50 °С до 70 °С, і тривалість нагрівання лежить в інтервалі від приблизно 1 год до 7 год.
3. Спосіб кріплення за п. 2, який відрізняється тим, що прикладений тиск становить приблизно 100 мбар, а температура, до якої нагрівається прикріплена смуга, становить приблизно 60 °С, і тривалість нагрівання лежить в інтервалі від 3 год до 4 год.
4. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що після етапу попереднього видалення пилу і перед етапом нанесення адгезиву, захисні адгезивні смуги кладуть на місце на основу навколо майбутньої ділянки для з'єднання із смугою гнучкого листа для захисту основи від будь-якого надмірного витікання адгезиву.
5. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що ділянку з'єднання піддають плазмовій обробці перед етапом нанесення адгезиву і після укладання захисних адгезивних смуг на місце, якщо такі смуги використовуються.
6. Спосіб кріплення за п. 5, який відрізняється тим, що нанесення адгезиву виконують протягом максимального періоду в 3 год. після початку плазмової обробки.
7. Спосіб кріплення за п. 6, який відрізняється тим, що нанесення адгезиву виконують протягом максимального періоду в 90 хв. після початку плазмової обробки.
8. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що його виконують при контрольованій температурі навколишнього середовища, яка лежить в інтервалі від 20 °С до 25 °С.
9. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що його виконують в контрольованій атмосфері, у якій відносна вологість становить не більш ніж 60 %.
10. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що його виконують з підтримуванням температури адгезиву в момент його нанесення в інтервалі від 25 °С до 30 °С.
11. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що при виконанні з'єднання з використанням двокомпонентного епоксидного адгезиву, етап прикладання тиску і нагрівання смуги гнучкого листа виконують не більш ніж через 45 хв. після нанесення згаданого адгезиву.
12. Спосіб кріплення за одним із пп. 1-10, який відрізняється тим, що при виконанні з'єднання з використанням поліуретанового адгезиву, етап прикладання тиску і нагрівання смуги гнучкого листа виконують не більш ніж через 15 хв. після нанесення згаданого адгезиву.
13. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що нагрівання прикріпленої смуги гнучкого листа припиняють принаймні за 30 хв. перед припиненням прикладання тиску.
14. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що при накладанні смуги гнучкого листа на дві сусідні основи, прикладають тиск з одночасним прикладанням додаткового безперервного тиску до ділянки згаданої смуги, що розташована на лінії з'єднання між двома основами, для створення на згаданій лінії деформації смуги, що проходить в ділянку з'єднання і, таким чином, усуває складки, що з'являються по довжині згаданої смуги гнучкого листа.
15. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що смугу накладають для формування стінки ізольованого резервуара для вміщення текучої субстанції, такої як зріджений газ, при цьому резервуар виконують в конструкції для перевезення вантажів корабля, причому згадану стінку формують збиранням певної кількості попередньо виготовлених панелей, кожна з яких має герметизуючу пластину, вставлену між двома теплоізоляційними шарами, при цьому згадана смуга гнучкого листа забезпечує суцільність герметизації для згаданої герметизуючої пластини у з'єднаннях між двома попередньо виготовленими панелями.
Текст
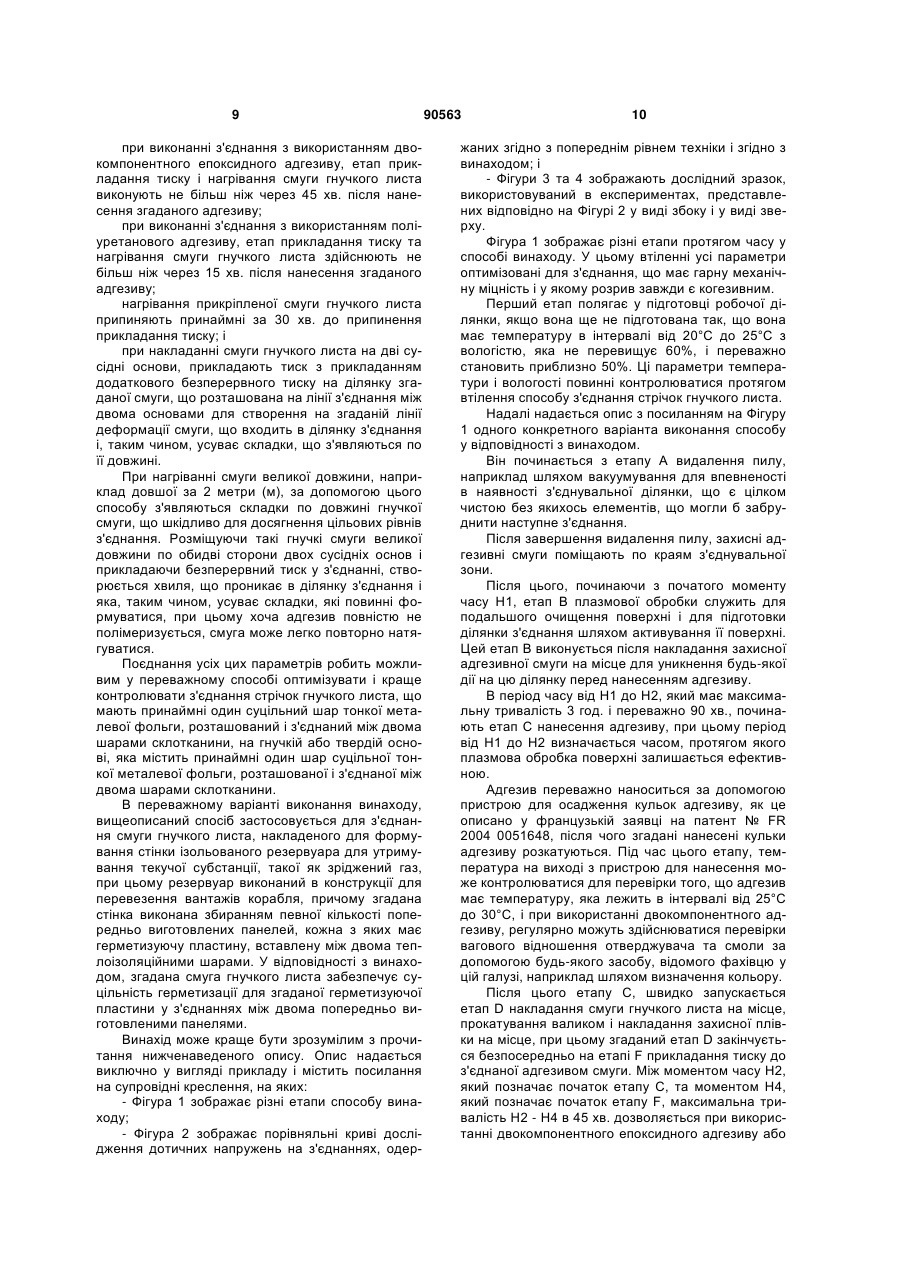
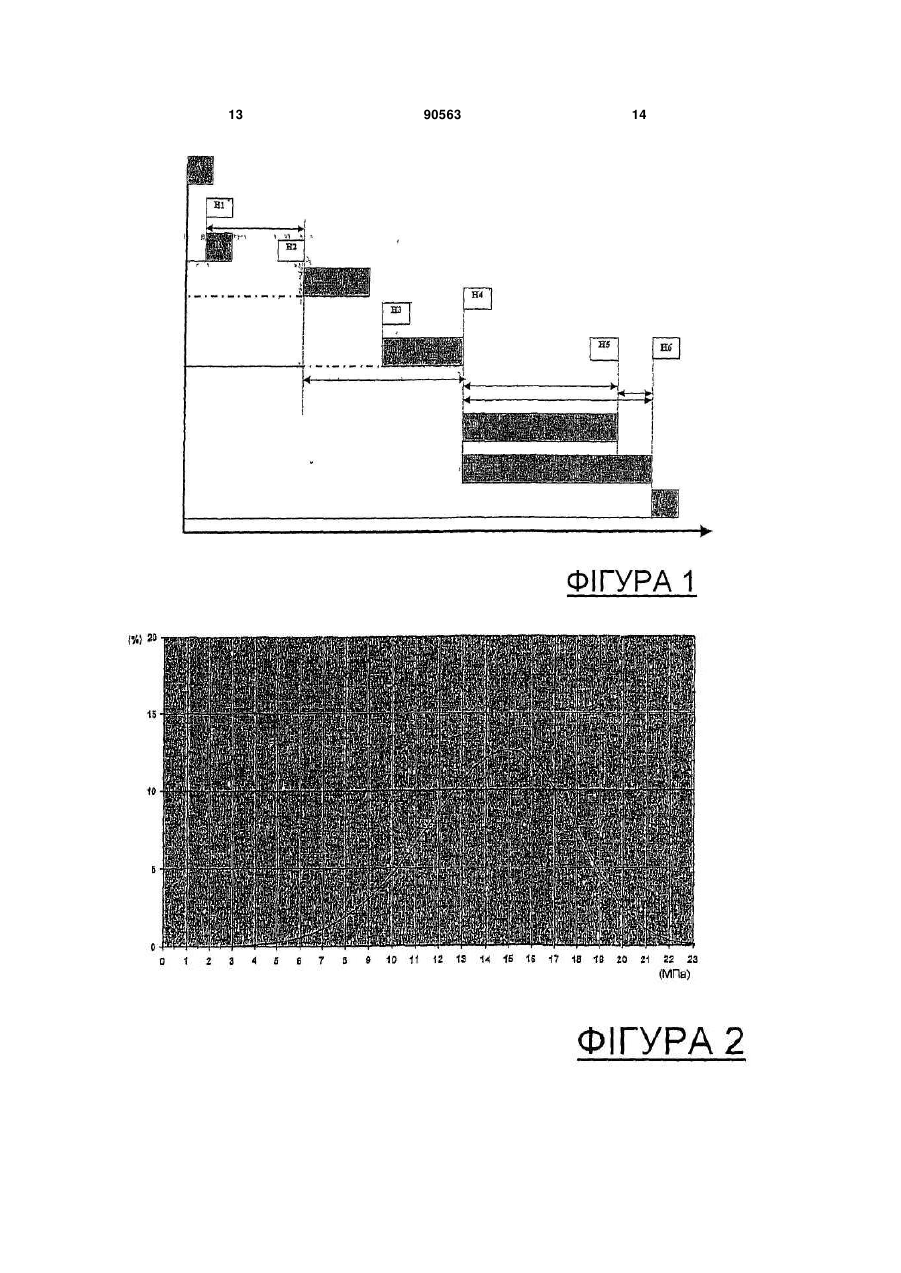
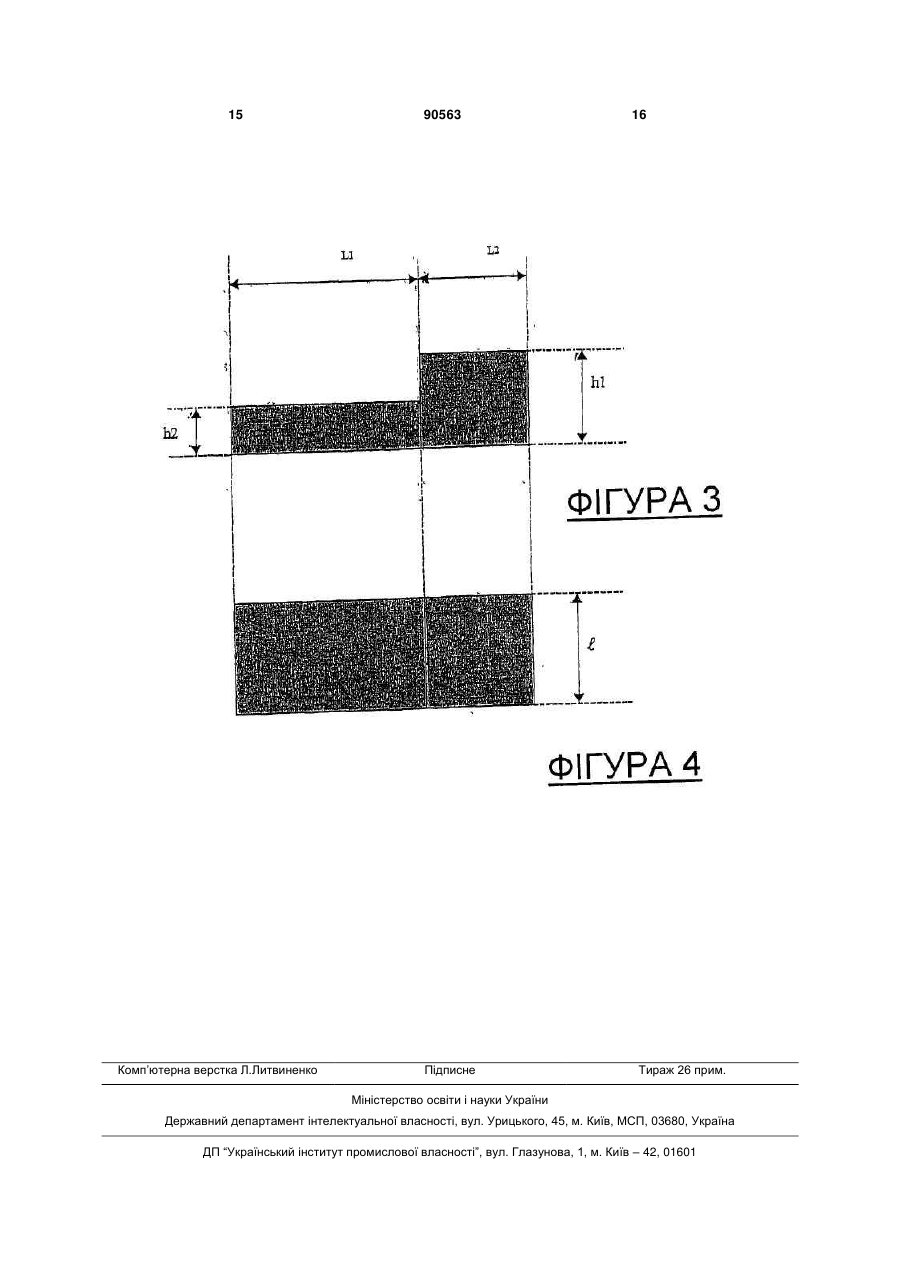
1. Спосіб кріплення смуги гнучкого листа до принаймні однієї гнучкої або твердої основи, при цьому згаданий лист і згадана основа містить тонку суцільну металеву фольгу, поміщену між двома шарами склотканини, у якому послідовно видаляють пил із зони з'єднання, наносять однорідну плівку здатного до полімеризації адгезиву на принаймні одну з двох поверхонь гнучкого листа і основи, які з'єднуються між собою, розгладжують згадану плівку адгезиву, накладають стрічку гнучкого листа на основу, розгладжують валиком накладений гнучкий лист для усунення будь-яких залишкових пухирців і накладають на згаданий гнучкий лист плівку для забезпечення захисту від витікання адгезиву навколо згаданого гнучкого листа, при цьому захисна плівка має розміри, більші за розміри гнучкого листа, який відрізняється тим, що у ньому притискають згадану смугу гнучкого листа до основи за допомогою преса і одночасно нагрівають згадану смугу під час принаймні частини періоду прикладання тиску. 2. Спосіб кріплення за п. 1, який відрізняється тим, що прикладений тиск лежить в інтервалі від приблизно 50 мбар до 200 мбар, а температура, до якої нагрівається прикріплена смуга, лежить в інтервалі від приблизно 50 °С до 70 °С, і тривалість нагрівання лежить в інтервалі від приблизно 1 год до 7 год. 3. Спосіб кріплення за п. 2, який відрізняється тим, що прикладений тиск становить приблизно 100 мбар, а температура, до якої нагрівається прикріплена смуга, становить приблизно 60 °С, і 2 (19) 1 3 90563 4 прикладання тиску і нагрівання смуги гнучкого листа виконують не більш ніж через 15 хв. після нанесення згаданого адгезиву. 13. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що нагрівання прикріпленої смуги гнучкого листа припиняють принаймні за 30 хв. перед припиненням прикладання тиску. 14. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що при накладанні смуги гнучкого листа на дві сусідні основи, прикладають тиск з одночасним прикладанням додаткового безперервного тиску до ділянки згаданої смуги, що розташована на лінії з'єднання між двома основами, для створення на згаданій лінії деформації смуги, що проходить в ділянку з'єднання і, таким чином, усуває складки, що з'являються по довжині згаданої смуги гнучкого листа. 15. Спосіб кріплення за будь-яким попереднім пунктом, який відрізняється тим, що смугу накладають для формування стінки ізольованого резервуара для вміщення текучої субстанції, такої як зріджений газ, при цьому резервуар виконують в конструкції для перевезення вантажів корабля, причому згадану стінку формують збиранням певної кількості попередньо виготовлених панелей, кожна з яких має герметизуючу пластину, вставлену між двома теплоізоляційними шарами, при цьому згадана смуга гнучкого листа забезпечує суцільність герметизації для згаданої герметизуючої пластини у з'єднаннях між двома попередньо виготовленими панелями. Представлений винахід відноситься до способу кріплення смуги гнучкого листа до принаймні однієї гнучкої або твердої основи, при цьому згаданий лист і згадана основа містять принаймні один шар тонкої металевої фольги, наприклад алюмінієвої, поміщеної і з'єднаної між двома шарами склотканини, зв'язуючу речовину, яка служить для з'єднання склотканини та алюмінію. Спосіб кріплення більш точно передбачений для застосування, коли згадані смуги та основи піддаються дії великих напружень, зокрема температурних напружень і/або зусиль для розтягу. Одним особливим прикладом обставин, у якому такі смуги та основи піддаються цьому типу розтягування, є випадок, коли вони використовуються для виготовлення герметичної і ізоляційної стінки резервуара, виконаного в конструкції для перевезення вантажів, наприклад в основному корпусі корабля. У вигляді прикладу такими резервуарами є резервуари, використовувані на кораблях для транспортування зрідженого газу. Вони повинні бути повністю герметичними і достатньо ізолюючими для вміщення зрідженого газу при низькій температурі з одночасним обмеженням його випаровування. Такі стінки утворені двома послідовно розміщеними герметизуючими пластинами, перша з яких контактує з текучою субстанцією, яка міститься в резервуарі, а друга розташована між першою пластиною та конструкцією для перевезення вантажів, причому ці дві пластини чергуються з двома теплоізоляційними шарами. Таким чином, відомі стінки резервуара, що утворені першою ізоляцією з піни, з'єднаною з першою пластиною з нержавіючої сталі, та другою ізоляцією з піни, з'єднаною з другою пластиною, яка є гнучкою або твердою. Друга пластина має принаймні один суцільний шар тонкої металевої фольги, наприклад алюмінієвої, поміщеної і з'єднаної між двома шарами склотканини, зв'язуючу речовину, яка служить для з'єднання шарів склотканини та алюмінію. Друга ізоляція розміщена біля основного корпуса корабля. Тут також присутні стінки, які мають першу ізоляцію з піни, з'єднану з пластиною, виготовленої з матеріалу, відомого під торгівельною назвою "Invar", та другу ізоляцію з піни, з'єднану з гнучкою або твердою другою пластиною, яка має принаймні один шар тонкої металевої фольги, наприклад алюмінієвої, поміщеної та з'єднаної між двома шарами склотканини, зв'язуючу речовину, яка з'єднує шари склотканини та алюміній. Матеріал "Invar" є сталлю, яка містить 36% нікелю, що є термостійкою в інтервалі температур від - 200°С до +400°С. Ізоляційні і герметичні стінки цих резервуарів виготовляються з конструкції, виконаної з попередньо виготовлених панелей, яка має послідовно розміщені між двома твердими пластинами: другу теплоізоляцію, другу герметизуючу пластину та першу теплоізоляцію. Потім першу герметизуючу пластину кладуть на набір попередньо виготовлених панелей, які покривають конструкцію для перевезення вантажу корабля. Загалом, кожна попередньо виготовлена панель головним чином має форму прямокутного паралелепіпеда, при цьому перший ізоляційний елемент та другий ізоляційний елемент мають відповідно у виді зверху форму першого прямокутника і форму другого прямокутника, які мають сторони, що по суті паралельні, при цьому довжина і/або ширина першого прямокутника менша за довжину і ширину другого прямокутника для формування периферійної грані. Суцільність другого ізоляційного шару досягається поміщенням теплоізоляційного матеріалу між двома сусідніми панелями. Периферійні грані сусідніх попередньо виготовлених панелей і бічні стінки перших ізоляційних елементів утворюють щілини або проходи, що можуть проходити по всій довжині, ширині або висоті резервуара. Проходи заповнюються для забезпечення суцільності при герметизації, утвореної панелями, перед накладанням першої пластини. Суцільність для першого ізолюючого покриття одержується вставлянням блоків у проходи. Тим не менше, для забезпечення суцільності герметизації для другої пластини у з'єднаннях між двома панелями, і перед поміщенням на місце згаданих блоків, згадані 5 90563 периферійні грані покриваються смугою гнучкого листа, яка має принаймні один суцільний шар тонкої металевої фольги. Збирання таких панелей вимагає дуже точні робочі процедури і високу точність для забезпечення теплоізоляції і герметичності для резервуара. Кріплення смуги гнучкого листа та герметизація, яка досягається у цей спосіб між двома сусідніми панелями, вимагає особливої акуратності для витримування різних механічних напружень та напружень утоми, дії яких безпосередньо піддається конструкція панелей. Резервуари таких кораблів піддаються дії численних напружень: охолодження резервуара перед заповненням при дуже низьких температурах, наприклад приблизно -160°С для метану, або навіть при температурах біля -170°С, призводить до деформацій у стінці резервуара внаслідок теплового стиснення її матеріалу; коли корабель знаходиться на плаву він піддається дії численної кількості напружень, таким як ті, що виникають при набуханні, що призводять до деформації його основного корпуса і, що таким чином деформують стінки резервуара шляхом віддачі; і переміщення вантажу, які призводять до додаткових обмежень тиску або протитиску на стінки резервуара. Таким чином, ділянки з'єднання між сусідніми панелями є ділянками, що піддаються дії різновиду напружень при розтягу і, тому, вони потребують гарної механічної міцності протягом певного часу для уникнення руйнування суцільності другого герметизуючого шару. 6 У попередньому рівні техніки вже відомий спосіб виготовлення допоміжної герметизації на периферійних гранях попередньо виготовлених панелей, у якому: усувають пил з ділянки з'єднання; наносять адгезив з епоксидної смоли або поліуретану на грані панелі або за допомогою шпателя після взяття попередньо відваженого об'єму згаданого адгезиву, який залежить від площі, на яку він повинен наноситися, або по іншому використовуючи пристрій для нанесення адгезиву, як той, що описаний у французькій заявці на патент, поданої під номером FR 2004 0051648; розгладжують плівку адгезиву; розкатують суцільну гнучку смугу, яка подається у формі рулону, на покритих адгезивом гранях; розгладжують валиком укладену гнучку смугу для усунення будь-яких випадкових пухирців; розкатують захисну плівку, наприклад поліетиленову, на розміщеній на місці гнучкій смузі, для послаблення проблеми, пов'язаної з адгезивом, який витікає з гнучкої смуги, і нарешті прикладають тиск до покритої адгезивом смуги протягом часу, необхідного для полімеризації адгезиву, який залежить від температури навколишнього середовища. Смуга гнучкого листа, покрита захисною плівкою, зберігається під тиском приблизно 0,1 бар 0,2 бар в залежності від типу смоли і протягом періоду часу, який залежить від температури навколишнього середовища, при якій здійснюється з'єднання. Таблиця 1 наводить нижче ці параметри для адгезиву типу епоксидної смоли, який має два компоненти (тобто, смолу та отверджувач). Таблиця 1 Робоча температура навколишнього середовища Період, протягом якого прикладається тиск (годин) 15°С 20°С 25°С 30°С 35°С 40°С 12 6 4 3 3 2,25 Таблиця 1 зображає тривалість, протягом якої до покритих адгезивом смуг прикладають тиск, який залежить від робочих температур, причому ці періоди прикладання тиску залежать від часів полімеризації, що наведені для епоксидних адгезивів, які містять смолу та отверджувач у ваговому відношенні, що дорівнює приблизно 0,55. Можна побачити, що в залежності від робочих температур, тривалості полімеризації можуть змінюватися в дуже широкому діапазоні. При промисловому втіленні способу з'єднання адгезивом він повинен бути здатним до репродукування, хоча велика кількість варіацій, які існують при встановленні тривалостей у вигляді функції від температури навколишнього середовища, робить це неможливим, якщо спосіб застосовується при умовах, де сильно міняються температури. Це стосується, зокрема, випадку, коли такий спосіб з'єднання адгезивом втілюється на відкритому повітрі або в не нагрітих приміщеннях, тобто, під впливом погодних змін. За особливих обставин будування корабля для перевезення зрідженого газу, таким чином можна побачити, що ці тривалості прикладання тиску і, таким чином, полімеризації змінюються ненехтуваним чином протягом часу, потрібного для побудови різних резервуарів, тобто протягом сезонів. Варіант вищеописаного способу описаний у французькій заявці на патент FR 2004 0051798, і полягає у попередньому нанесенні адгезиву на гнучкі смуги перед поміщенням їх на ділянку з'єднання. f На даний момент, такий спосіб загалом застосовується у суднобудівній промисловості для будування кораблів для перевезення зрідженого газу, таких як танкери для перевезення метану. Така техніка має недолік у наданні з'єднань, у яких руйнування для найбільшої частини не є когезивними. Перевірки, виконані при -170°С, показують, що існує неприйнятна кількість розривів адгезивного шару, хоча задовольняються критерії 7 для напружень руйнування при зсуві та при розтягу в перпендикулярному напрямі. В нижченаведеному описі, термін "руйнування адгезивного шару" позначає руйнування з'єднання, що відбувається в проміжку між шаром адгезиву та смугою або основою, тоді як термін "когезивне руйнування" використовується для позначення руйнування у з'єднанні, що має місце в товщі шару адгезиву. Нарешті, французький патент FR 2 822 815 описує спосіб та пристрій для забезпечення допоміжної герметизації на периферійних кромках попередньо виготовлених панелей. Цей патент описує або спершу нагрівання смуги, яка містить термоклей, а потім притискання попередньо нагрітої смуги для кріплення неї, або спершу притискання смуги, яка має термоклей, а потім нагрівання прикріпленої смуги для прискорення полімеризації адгезиву. В другому варіанті виконання, пристрій має серед іншого засоби для розкатування смуги гнучкого листа в проході, що існує між двома попередньо виготовленими панелями, нагрівальні башмаки, придатні для прикладання до гнучкої смуги для ініціювання поперечного зшивання адгезиву, і охолоджувальні башмаки, придатні для підвищення в'язкості адгезиву. Такий пристрій має недолік, який полягає у складності і в не усуненні вищезгаданих недоліків. Окрім того, такий пристрій не зберігає смугу під тиском під час нагрівання. Винахід намагається усунути вищезгадані недоліки попереднього рівня техніки. Особливою задачею винаходу є надання способу кріплення смуги гнучкого листа до принаймні однієї гнучкої або твердої основи, причому згаданий лист і згадана основа мають принаймні один шар суцільної тонкої металевої фольги, розташований та з'єднаний між двома шарами склотканини, при цьому спосіб досягає цілей стосовно міцності при охолодженні, когезивного руйнування, репродуктивності та міцності з'єднання. Більш точно, задачею винаходу є надання такого способу з'єднання, що забезпечує механічну міцність при охолодженні (в інтервалі від -160°С до -170°С) із тиском принаймні 3,5 мегапаскалів (МПа) при зсуві, міцність на розтяг в перпендикулярному напрямі при охолодженні (-170°С) з тиском, більшим за 3 МПа, а розриви, що з'являються, є когезивними. З цього приводу, винахід надає спосіб вищеописаного типу, у якому: усувають пил з ділянки з'єднання; наносять однорідну плівку здатного до полімеризації адгезиву на принаймні одну з двох поверхонь гнучкого листа і основи, які повинні з'єднуватися між собою; розгладжують згадану плівку адгезиву; поміщають смугу гнучкого листа на основу; розгладжують валиком накладений гнучкий лист для усунення будь-яких залишкових пухирців; і поміщають на згаданий гнучкий лист плівку для забезпечення захисту від витікання адгезиву навколо нього, при цьому захисна плівка має розміри, більші за розміри гнучкого листа. 90563 8 У відповідності з винаходом, спосіб включає наступний етап притискання згаданої смуги гнучкого листа до основи за допомогою пресу, і одночасного нагрівання згаданої смуги під час принаймні частини періоду прикладання тиску. За допомогою цих характеристик винаходу і, зокрема поєднанням прикладання тиску та нагрівання, одержують з'єднання чудової якості з кращою когезією і з очікуваним когезивним руйнуванням, яке відбувається систематично. Переважно, прикладений тиск лежить в інтервалі від приблизно 50 мілібар (мбар) до 200 мбар, температура, до якої нагрівається прикріплена смуга, лежить в інтервалі від приблизно 50°С до 70°С, а тривалість нагрівання лежить в інтервалі від приблизно 1 години (год.) до 7 год. Більш переважно, прикладений тиск становить приблизно 100 мбар, температура, до якої нагрівається прикріплена смуга, становить приблизно 60°С, а тривалість нагрівання лежить в інтервалі від 3 год. до 4 год. Ці параметри нагрівання, поєднані з прикладанням тиску до смуги, яка з'єднується, служать для максимізації адгезії шляхом досягання механічної міцності при охолодженні (-170°С), що вища за 10 МПа при зсуві і для витримування розтягу в перпендикулярному напрямі при охолодженні, що набагато вища за 3 МПа, і вони також забезпечують з'єднання, яке є відновлюваним і міцним з когезивним руйнуванням, яке відбувається систематично. Переважно, після етапу попереднього усунення пилу і перед етапом нанесення адгезиву, на основу накладають захисні адгезивні смуги навколо майбутньої ділянки для з'єднання з смугою гнучкого листа для захисту основи від будь-якого надмірного витікання адгезиву. Переважно, ділянка з'єднання обробляється плазмою перед етапом нанесення адгезиву і після накладання захисних адгезивних смуг, якщо вони використовуються. Плазмова обробка забезпечує кращу підготовку поверхні, зокрема в промислових умовах, де існує великий ризик забруднення ділянок з'єднання, хоча уникається використання розчинників, які є дорогими і небезпечними. Плазмова обробка також служить для активації поверхні, таким чином підвищуючи її змочуваність, і, таким чином, надаючи можливість адгезиву краще прилипати до неї. Згідно з іншими переважними характеристиками винаходу, взятими окремо або в поєднанні: етап нанесення адгезиву здійснюється протягом 3 год. в більшості випадків після початку плазмової обробки або краще протягом 90 хвилин (хв.) в більшості випадків після початку плазмової обробки; спосіб виконується в контрольованій атмосфері, у якій відносна вологість становить не більш ніж 60%; спосіб реалізується при контрольованій температурі навколишнього середовища, яка лежить в інтервалі від 20°С до 25°С; спосіб здійснюють з підтримуванням температури адгезиву в момент його нанесення в інтервалі від 25°С до 30°С; 9 при виконанні з'єднання з використанням двокомпонентного епоксидного адгезиву, етап прикладання тиску і нагрівання смуги гнучкого листа виконують не більш ніж через 45 хв. після нанесення згаданого адгезиву; при виконанні з'єднання з використанням поліуретанового адгезиву, етап прикладання тиску та нагрівання смуги гнучкого листа здійснюють не більш ніж через 15 хв. після нанесення згаданого адгезиву; нагрівання прикріпленої смуги гнучкого листа припиняють принаймні за 30 хв. до припинення прикладання тиску; і при накладанні смуги гнучкого листа на дві сусідні основи, прикладають тиск з прикладанням додаткового безперервноготиску на ділянку згаданої смуги, що розташована на лінії з'єднання між двома основами для створення на згаданій лінії деформації смуги, що входить в ділянку з'єднання і, таким чином, усуває складки, що з'являються по її довжині. При нагріванні смуги великої довжини, наприклад довшої за 2 метри (м), за допомогою цього способу з'являються складки по довжині гнучкої смуги, що шкідливо для досягнення цільових рівнів з'єднання. Розміщуючи такі гнучкі смуги великої довжини по обидві сторони двох сусідніх основ і прикладаючи безперервний тиск у з'єднанні, створюється хвиля, що проникає в ділянку з'єднання і яка, таким чином, усуває складки, які повинні формуватися, при цьому хоча адгезив повністю не полімеризується, смуга може легко повторно натягуватися. Поєднання усіх цих параметрів робить можливим у переважному способі оптимізувати і краще контролювати з'єднання стрічок гнучкого листа, що мають принаймні один суцільний шар тонкої металевої фольги, розташований і з'єднаний між двома шарами склотканини, на гнучкій або твердій основі, яка містить принаймні один шар суцільної тонкої металевої фольги, розташованої і з'єднаної між двома шарами склотканини. В переважному варіанті виконання винаходу, вищеописаний спосіб застосовується для з'єднання смуги гнучкого листа, накладеного для формування стінки ізольованого резервуара для утримування текучої субстанції, такої як зріджений газ, при цьому резервуар виконаний в конструкції для перевезення вантажів корабля, причому згадана стінка виконана збиранням певної кількості попередньо виготовлених панелей, кожна з яких має герметизуючу пластину, вставлену між двома теплоізоляційними шарами. У відповідності з винаходом, згадана смуга гнучкого листа забезпечує суцільність герметизації для згаданої герметизуючої пластини у з'єднаннях між двома попередньо виготовленими панелями. Винахід може краще бути зрозумілим з прочитання нижченаведеного опису. Опис надається виключно у вигляді прикладу і містить посилання на супровідні креслення, на яких: - Фігура 1 зображає різні етапи способу винаходу; - Фігура 2 зображає порівняльні криві дослідження дотичних напружень на з'єднаннях, одер 90563 10 жаних згідно з попереднім рівнем техніки і згідно з винаходом; і - Фігури 3 та 4 зображають дослідний зразок, використовуваний в експериментах, представлених відповідно на Фігурі 2 у виді збоку і у виді зверху. Фігура 1 зображає різні етапи протягом часу у способі винаходу. У цьому втіленні усі параметри оптимізовані для з'єднання, що має гарну механічну міцність і у якому розрив завжди є когезивним. Перший етап полягає у підготовці робочої ділянки, якщо вона ще не підготована так, що вона має температуру в інтервалі від 20°С до 25°С з вологістю, яка не перевищує 60%, і переважно становить приблизно 50%. Ці параметри температури і вологості повинні контролюватися протягом втілення способу з'єднання стрічок гнучкого листа. Надалі надається опис з посиланням на Фігуру 1 одного конкретного варіанта виконання способу у відповідності з винаходом. Він починається з етапу А видалення пилу, наприклад шляхом вакуумування для впевненості в наявності з'єднувальної ділянки, що є цілком чистою без якихось елементів, що могли б забруднити наступне з'єднання. Після завершення видалення пилу, захисні адгезивні смуги поміщають по краям з'єднувальної зони. Після цього, починаючи з початого моменту часу Н1, етап В плазмової обробки служить для подальшого очищення поверхні і для підготовки ділянки з'єднання шляхом активування її поверхні. Цей етап В виконується після накладання захисної адгезивної смуги на місце для уникнення будь-якої дії на цю ділянку перед нанесенням адгезиву. В період часу від Н1 до Н2, який має максимальну тривалість 3 год. і переважно 90 хв., починають етап С нанесення адгезиву, при цьому період від Н1 до Н2 визначається часом, протягом якого плазмова обробка поверхні залишається ефективною. Адгезив переважно наноситься за допомогою пристрою для осадження кульок адгезиву, як це описано у французькій заявці на патент № FR 2004 0051648, після чого згадані нанесені кульки адгезиву розкатуються. Під час цього етапу, температура на виході з пристрою для нанесення може контролюватися для перевірки того, що адгезив має температуру, яка лежить в інтервалі від 25°С до 30°С, і при використанні двокомпонентного адгезиву, регулярно можуть здійснюватися перевірки вагового відношення отверджувача та смоли за допомогою будь-якого засобу, відомого фахівцю у цій галузі, наприклад шляхом визначення кольору. Після цього етапу С, швидко запускається етап D накладання смуги гнучкого листа на місце, прокатування валиком і накладання захисної плівки на місце, при цьому згаданий етап D закінчується безпосередньо на етапі F прикладання тиску до з'єднаної адгезивом смуги. Між моментом часу Н2, який позначає початок етапу С, та моментом Н4, який позначає початок етапу F, максимальна тривалість Н2 - Н4 в 45 хв. дозволяється при використанні двокомпонентного епоксидного адгезиву або 11 в 15 хв. при використанні поліуретанового адгезиву. В момент часу Н4 етапи F та Ε починаються одночасно. Ці два етапи Ε та F виконуються загальним нагрівачем та притискним інструментом, при цьому нагрівання не залежить від прикладання тиску. Таким чином, можна здійснювати нагрівання протягом періоду Н4 - Н5, який має тривалість приблизно 3 год. 30 хв., продовжуючи прикладати тиск протягом періоду часу Н5 - Н6, який має тривалість 30 хв. Це дозволяє адгезиву охолонути перед етапом G видалення притискного інструмента так, щоб адгезив досяг степеня в'язкості, що є достатнім для надання можливості пристрою видалятися без якихось наслідків для з'єднання смуги. Цей етап Ε виконується з прикріпленою смугою, яка нагрівається до температури приблизно 60°С, а етап F виконується шляхом прикладання тиску приблизно 0,1 бар. Вищеописаний спосіб є необмежувальним. Інколи можна пропускати етап плазмової обробки. Окрім того, ті ж параметри, етапи і періоди між етапами залишаються дійсними при використанні стрічок гнучкого листа, які попередньо були покриті адгезивом, і які покладені на місце безпосередньо на ділянку з'єднання. При використанні смуг гнучкого листа, які прикріплені до двох сусідніх гнучких або твердих основ, виконується додатковий етап (не зображений на Фігурі 2) між етапом D та одночасними етапами Ε і F. Таким чином, використовуючи пристрій, поміщений у з'єднанні між двома основами і здатний до вставляння у згадане з'єднання, і поміщений на гнучку смугу під пристроєм для прикладання тиску, до смуги гнучкого листа для створення деформації на згаданій смузі на ділянці з'єднання прикладається безперервний і достатній тиск, при цьому згадана деформація виконує функцію усунення складок, що з'являються по довжині гнучкої смуги під час її нагрівання. Це нанесення особливо потрібне для стрічок великої довжини, наприклад довжини, більшої за 2 м. Фігура 2 зображає результати досліджень на дотичні напруження, виконувані з використанням алюмінієвих дослідних зразків, як це зображено на Фігурах 3 та 4. Розміри використовуваних дослідних зразків становили h1 = 40 мм, h2 = 20 мм, L1 = 85 мм, L2 = 50 мм, і = 50 мм. Зразок смуги гнучкого листа, яка містить тонку алюмінієву фольгу, яка має товщину приблизно 70 мікрометрів (мкм), поміщену між двома шарами склотканини, з еластомірною зв'язуючою речовиною, наприклад на основі поліхлоропрену, для з'єднання склотканини з алюмінієм приклеювали 90563 12 до квадратної ділянки першого дослідного зразка розмірами 50 мм 50 мм, використовуючи поліуретановий адгезив. Подібним чином, зразок твердої основи, який містить тонку алюмінієву фольгу, яка має товщину приблизно 70 мкм, поміщену між двома шарами склотканини із зв'язуючою речовиною, наприклад на основі поліаміду або поліестеру, для з'єднання склотканини та алюмінію, приклеювали до квадратної ділянки другого дослідного зразка розмірами 50 мм 50 мм, використовуючи поліуретановий адгезив. Нарешті, епоксидний адгезив, який містить смолу і отверджувач у ваговому відношенні 0,55, наносили шаром між гнучким листом та твердою основою. Досліди проводилися при температурі -170 С. Вони виконуються порівняльним чином, використовуючи спосіб з'єднання попереднього рівня техніки (не нагрівання) і використовуючи спосіб винаходу. Криві зображають ймовірність розриву у вигляді функції від прикладених дотичних напружень. Крива, виконана пунктирною лінією, показує результати для дослідного зразка, приготованого з використанням способу попереднього рівня техніки, а крива, виконана суцільною лінією, показує результати для дослідного зразка, приготованого з використанням способу винаходу. Для кривої, виконаної пунктирною лінією, 100% розривів були розривами адгезії, тоді як для суцільної кривої, 100% розривів були когезивними. Також чітко можна побачити, що здатність до витримування зсуву була вищою при використанні способу винаходу: границя, яка починається від 7,5 МПа до 15 МПа (при -170°С). Таким чином, за допомогою способу винаходу одержане з'єднання має кращу міцність на зсув при -170°С, а розриви є когезивними. Спосіб згідно з винаходом також дозволяє одержувати кращі результати порівняно із способами, де спершу прикладається тиск, а після цього підводиться тепло. Якщо цей тип способу дозволяє прискорювати полімеризацію адгезиву, то він не покращує ні міцність з'єднання адгезиву, ні властивості з'єднання. Зокрема, винахід дозволяє точно контролювати температуру при прикладанні тиску, що дозволяє уникати будь-яких ризиків, пов'язаних із змінами температури, які можуть відбуватися на місці під час фаз з'єднання (зокрема, під час зими). Однорідність з'єднання, таким чином, сильно покращується. 13 90563 14 15 Комп’ютерна верстка Л.Литвиненко 90563 Підписне 16 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of adhesively bonding strip of flexible fabric to substrate
Автори англійськоюMercier Pascale, Lanvin Pascal, Lenhardt Edouard
Назва патенту російськоюСпособ крепления полосы гибкого листа к основе
Автори російськоюМерсье Паскаль, Лонвен Паскаль, Ленхардт Эдуар
МПК / Мітки
МПК: F17C 13/00, B29C 65/50, B29C 65/00
Мітки: основі, гнучкого, листа, кріплення, смуги, спосіб
Код посилання
<a href="https://ua.patents.su/8-90563-sposib-kriplennya-smugi-gnuchkogo-lista-do-osnovi.html" target="_blank" rel="follow" title="База патентів України">Спосіб кріплення смуги гнучкого листа до основи</a>
Пристрій і спосіб кріплення кінця гнучкого троса
Номер патенту: 71899
Опубліковано: 17.01.2005
Автори: Ровенська Марія Олександрівна, Ровенський Олександр Георгійович
МПК: F16G 11/00
Мітки: кінця, пристрій, троса, гнучкого, кріплення, спосіб
Формула / Реферат:
1. Пристрій кріплення кінця гнучкого троса, що містить базу кріплення з отвором та необхідним елементом фіксації на поверхні бази, який відрізняється тим, що отвір виконаний і розташований таким чином, що найкоротший шлях, замкнений крізь нього та необхідний елемент фіксації по поверхні бази, менший від довжини кінця троса від місця входу його в отвір на сумарну довжину глибини отвору та необхідну для зачеплення, при фіксації кріплення,...
Спосіб виробництва стальної смуги або листа
Номер патенту: 51761
Опубліковано: 16.12.2002
Автори: Гроот Алдрікус Марія, Конеліссен Маркус Корнеліс Марія, ДЕН ХАРТОГ Хьюберт Віллем
МПК: B21B 1/26, B21B 1/46, C21D 8/02, C21D 8/04
Мітки: смуги, спосіб, листа, стальної, виробництва
Формула / Реферат:
1. Спосіб виробництва стальної смуги, в якому рідку сталь відливають на ливарній машині безперервної дії з отриманням тонкої пластини, при використанні тепла від лиття, пропускають через пічний пристрій, піддають обтисненню в чорновій кліті, послідовно зменшуючи товщину пластини до перехідної товщини і формуючи стальну смугу, остаточно піддають прокатуванню в чистовій прокатній кліті в стальну смугу бажаної кінцевої товщини, який...
Пристрій для накладання ущільнювальної ізолюючої смуги вздовж скляного листа (варіанти)
Номер патенту: 81926
Опубліковано: 25.02.2008
Автори: Пелкарскі Уейн, Пелкарскі Том, Аккерман Джейсон
МПК: E06B 3/66
Мітки: вздовж, ізолюючої, варіанти, смуги, листа, накладання, ущільнювальної, скляного, пристрій
Формула / Реферат:
1. Пристрій для накладання ущільнювальної ізолюючої смуги вздовж скляного листа, який містить: ручку, яка має перший та другий кінці; платформу, з'єднану зі згаданим першим кінцем згаданої ручки, яка має здатні до вільного обертання ролики; та корпус, з'єднаний зі згаданим другим кінцем згаданої ручки та із згаданою платформою, який має передній позиціювальний ролик, принаймні один спрямовуючий штифт та притискний ролик, у якому згаданий...
Влаштування для кріплення гнучкого полотнища до несучої конструкції
Номер патенту: 33824
Опубліковано: 15.02.2001
Автори: Куликов Гліб Геннадієвич, Куликов Геннадій Васильович
МПК: E04H 15/32
Мітки: полотнища, гнучкого, кріплення, несучої, влаштування, конструкції
Текст:
...заявником, відокремлю вальних признаків в заявленому вла штуванні, викладених в фо рмулі ви нахо ду. На кресленні фіг. схе мати чно зображене влаштування для кріплення гнучкого полотнища до несучої конструкції. Влаштування складається з каркасу 1 і несучої конструкції 2, гнучкого полотнища 3, спорядженого по краю пружним посилювальним поясом 4, в якому ви конані отвіри 5, пружини 6, виконаної в ви гляді пружинного стабілізато ра, два крайні...
Вузол кріплення корпуса футерувальної плити до основи виробу
Номер патенту: 16947
Опубліковано: 15.09.2006
Автори: Хромушин Борис Володимирович, Сирота Володимир Ілліч, Бойко Володимир Семенович, Свинаренко Микола Михайлович, Артюхов Микола Миколайович, Смик Ігор Семенович, Рогов Леонід Миколайович, Сурин Віталій Миколайович, Райхель Володимир Вікторович, Зайка Володимир Якович
МПК: F16B 23/00
Мітки: плити, основі, вузол, кріплення, корпуса, виробу, футерувальної
Формула / Реферат:
1. Вузол кріплення корпуса футерувальної плити до основи виробу, що містить металевий корпус із залитим некролітом, що містить нарізне з’єднання у вигляді болта з гайкою, з'єднаних з основою виробу, який відрізняється тим, що металевий корпус плити виконаний по периметру у формі квадрата зі зрізаними кутами під 45° градусів, причому корпус футерувальної плити на зрізах виконаний з виступними плоскими буртами, своєю площиною взаємодіючими...
Попередній патент: Випарник палива для турбінного двигуна внутрішнього згорання
Наступний патент: Безфториста жовто-кремова емаль
Випадковий патент: Ківш скрепера