Пристрій для просочення довгомірного скловолокнистого матеріалу
Номер патенту: 91893
Опубліковано: 25.07.2014
Автори: Шопен Олександр Борисович, Шустов Константін Алєксандровіч, Ківіренко Олег Борисович

Формула / Реферат
1. Пристрій для просочення довгомірного скловолокнистого матеріалу, який містить засоби підведення та відведення згаданого скловолокнистого матеріалу в теплопровідну ванну із зв'язуючим, ролики підведення та відведення скловолокнистого матеріалу у згадану ванну, напрямні ролики скловолокнистого матеріалу, які розташовані у ванні, нагрівач зв'язуючого, який підключений до системи живлення електричним струмом, який відрізняється тим, що пристрій для просочення додатково містить щонайменше один активатор просочення, який притискає по всій ширині скловолокнистий матеріал до дна ванни, при цьому нагрівач примикає до нижньої зовнішньої поверхні ванни.
2. Пристрій за п. 1, в якому активатор просочення виконаний у вигляді закріпленої на осі пластини з робочою кромкою, виконаною по експоненті, яка притискає по всій ширині скловолокнистий матеріал до дна ванни.
3. Пристрій за п. 2, в якому до осі примикає навантажувальний важіль із вантажем, який передає на активатор просочення навантаження притиснення скловолокнистого матеріалу до дна ванни.
4. Пристрій за будь-яким з вищевказаних пп. 1-3, в якому напрямні ролики розташовані у ванні та рознесені по протилежних її сторонах.
5. Пристрій за п. 1, в якому нагрівач виконаний у вигляді теплопровідного діелектричного шару, нанесеного на зовнішню нижню поверхню теплопровідної ванни, при цьому на згаданий діелектричний шар нанесена щонайменше одна струмопровідна резистивна доріжка, яка підключена до системи живлення електричним струмом.
6. Пристрій за п. 5, який містить додатковий зовнішній теплоізоляційний шар, нанесений на струмопровідну резистивну доріжку та на зовнішню поверхню ванни.
7. Пристрій за п. 5, в якому струмопровідна резистивна доріжка виконана з фольги.
8. Пристрій за п. 7, в якому як фольгу використовують нержавіючу сталь товщиною від 0,07 мм до 0,1 мм.
9. Пристрій за п 5, в якому як діелектричний теплопровідний шар використовують кремнеземну тканину.
10. Пристрій за п. 1, який містить щонайменше один датчик температури зв'язуючого, розташований у ванні, при цьому вказаний датчик з'єднаний з входом блока керування, який на виході з'єднаний із системою живлення електричним струмом.
11. Пристрій за п. 1, який містить додатковий нагрівач скловолокнистого матеріалу, який подають в теплопровідну ванну із зв'язуючим.
Текст
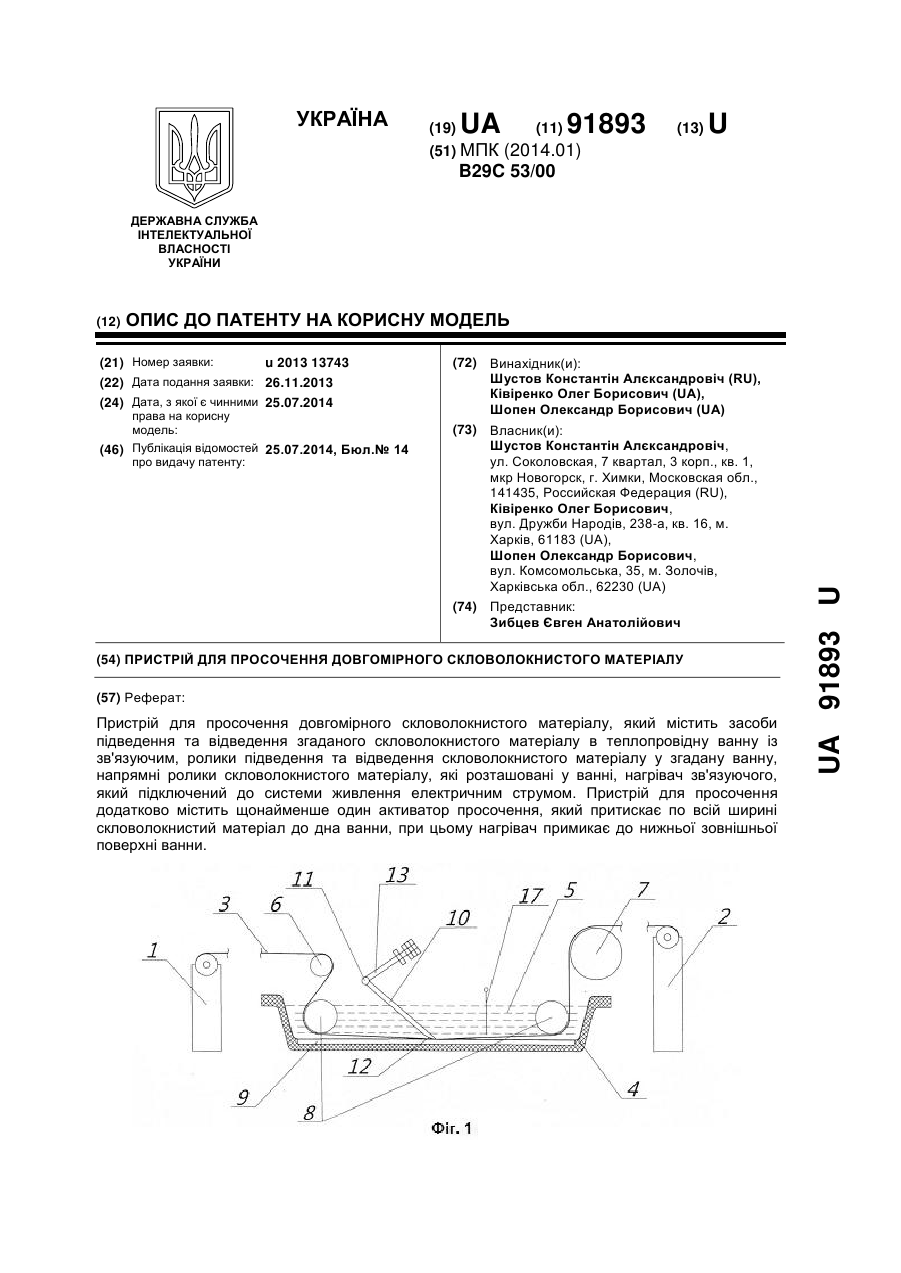
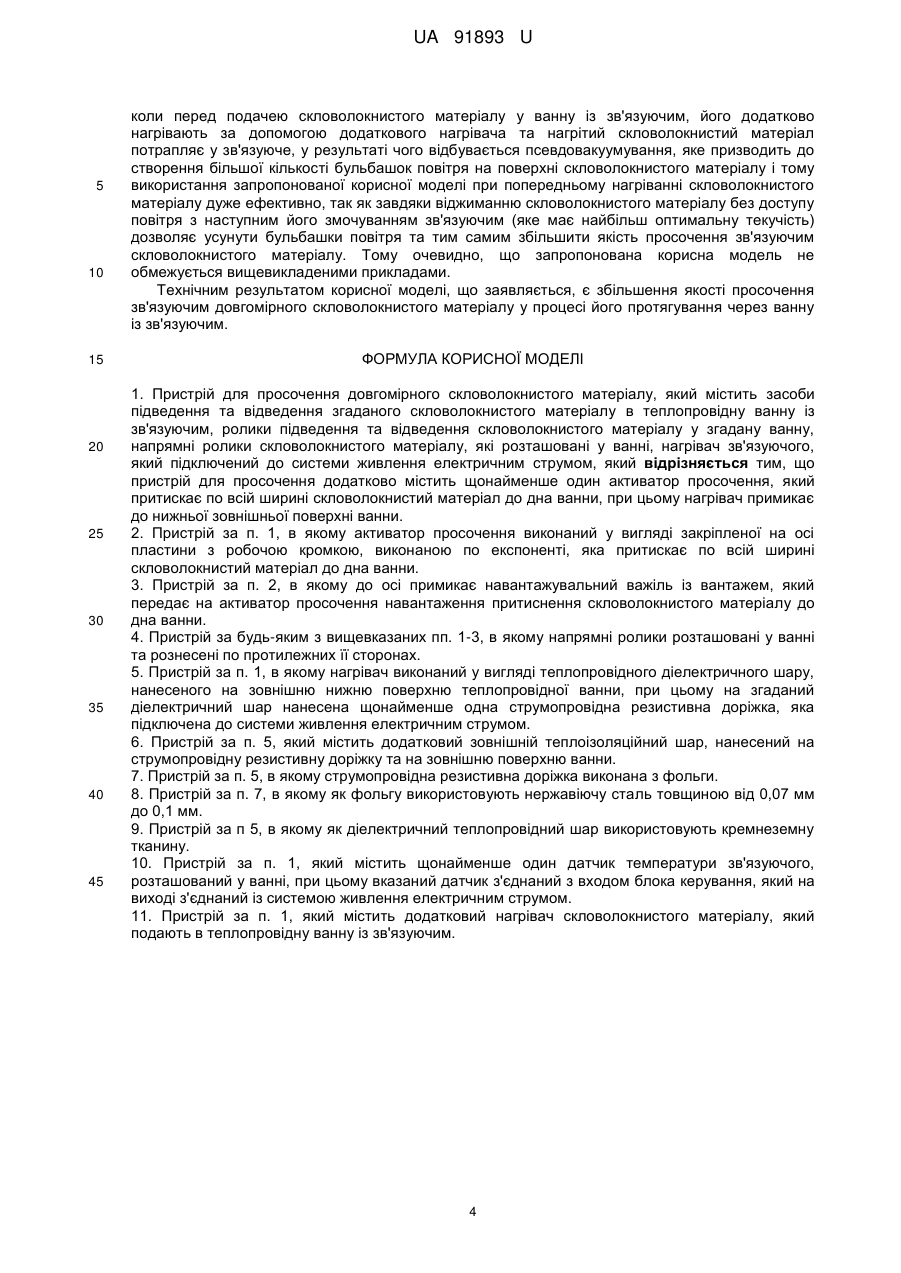
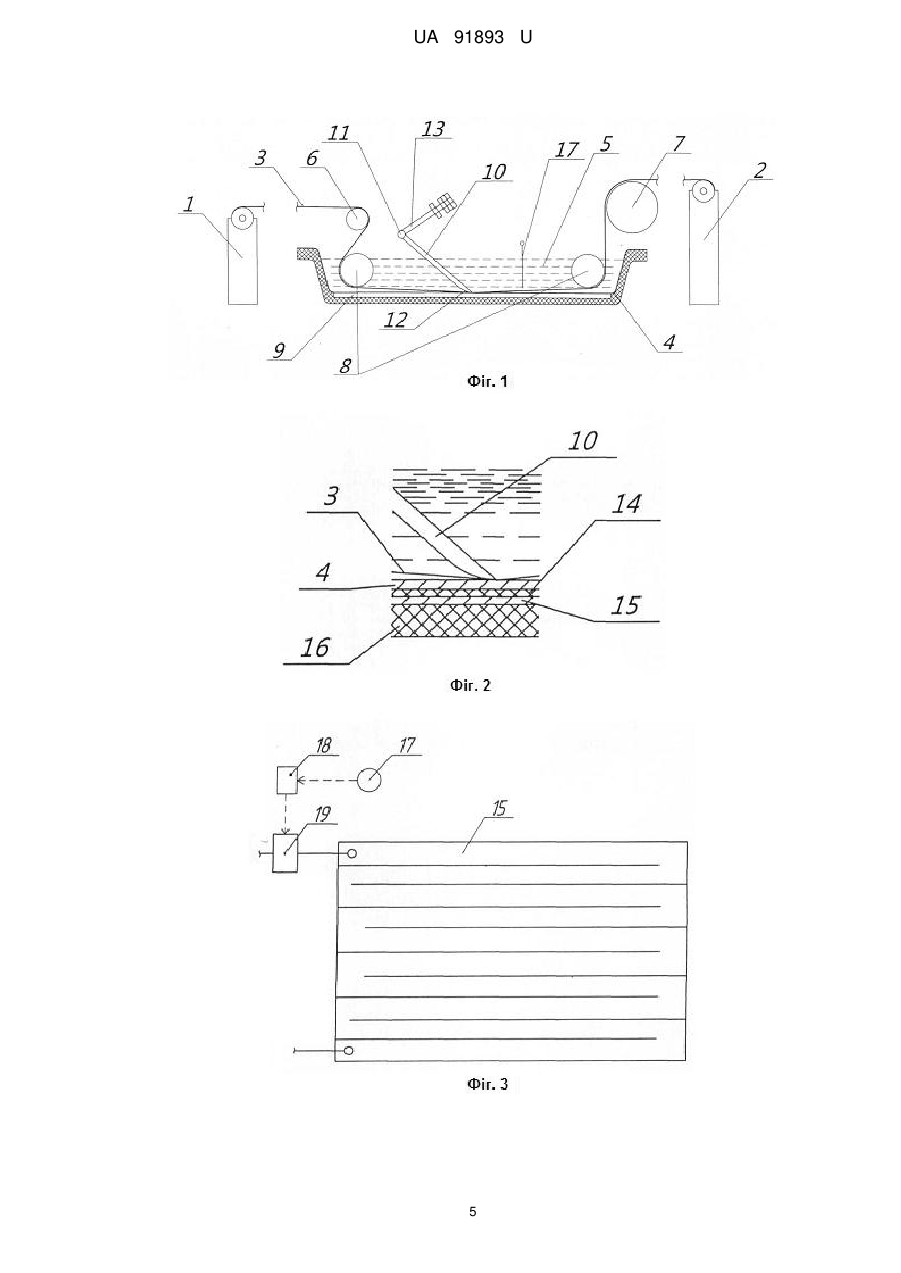
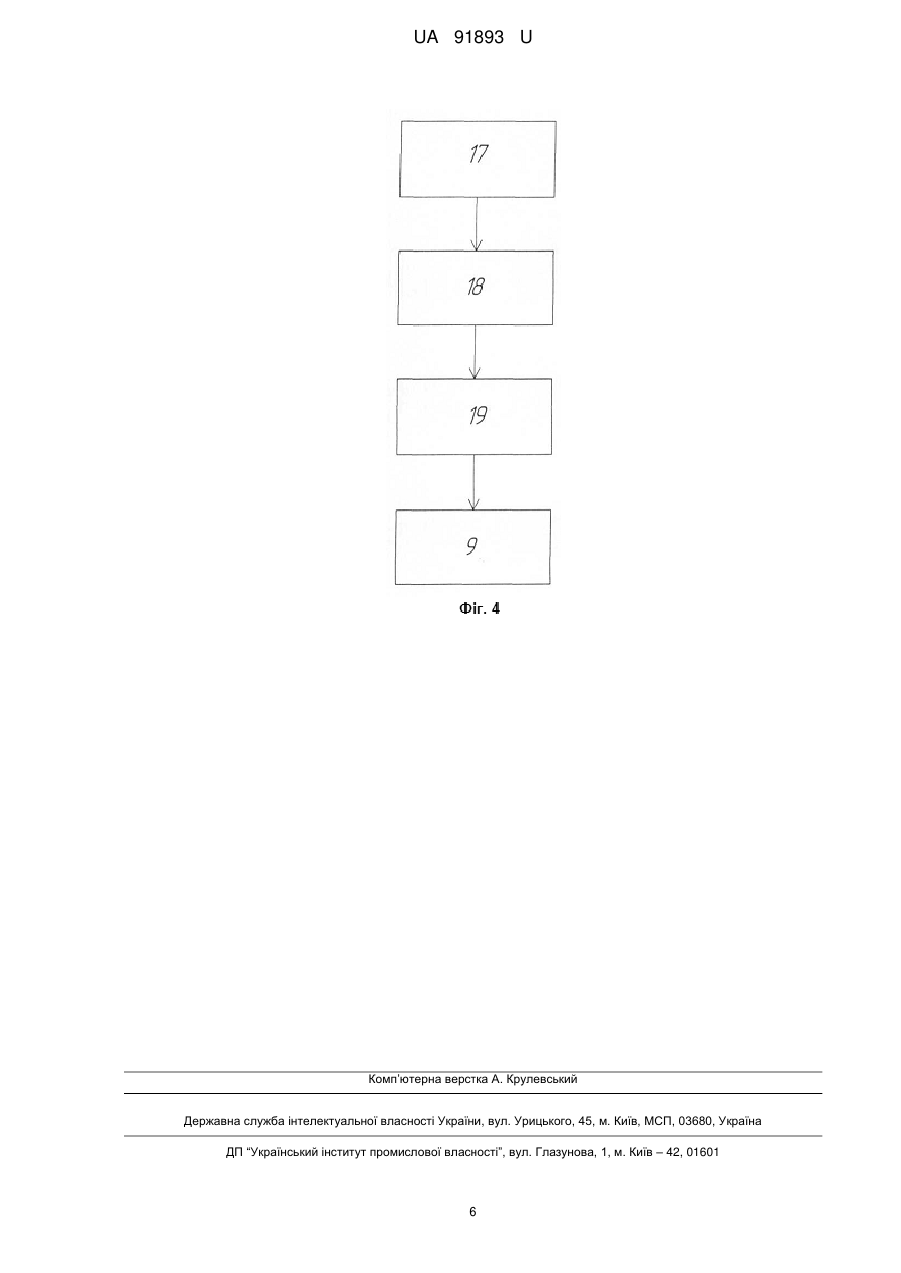
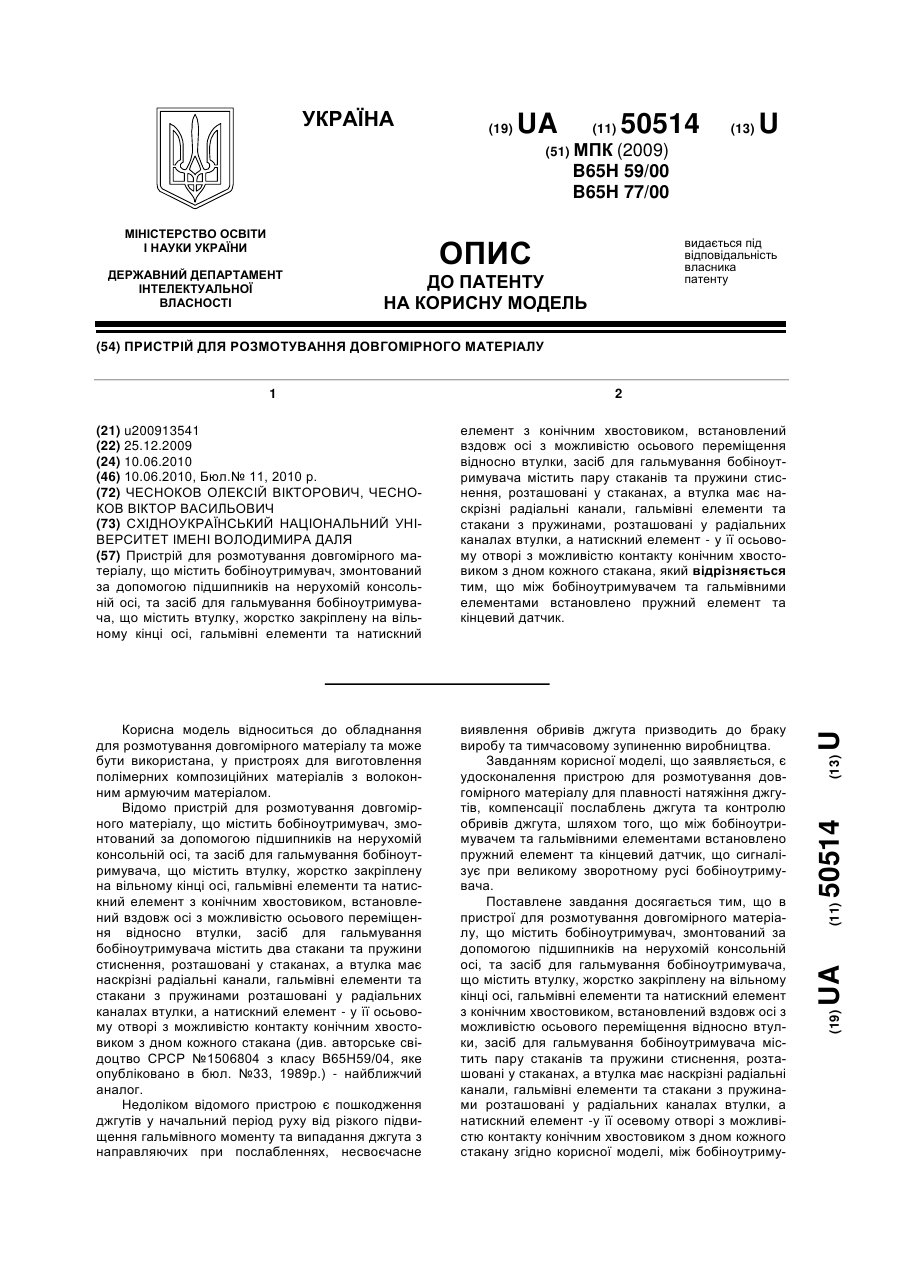
Реферат: Пристрій для просочення довгомірного скловолокнистого матеріалу, який містить засоби підведення та відведення згаданого скловолокнистого матеріалу в теплопровідну ванну із зв'язуючим, ролики підведення та відведення скловолокнистого матеріалу у згадану ванну, напрямні ролики скловолокнистого матеріалу, які розташовані у ванні, нагрівач зв'язуючого, який підключений до системи живлення електричним струмом. Пристрій для просочення додатково містить щонайменше один активатор просочення, який притискає по всій ширині скловолокнистий матеріал до дна ванни, при цьому нагрівач примикає до нижньої зовнішньої поверхні ванни. UA 91893 U (12) UA 91893 U UA 91893 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для просочення зв'язуючим, наприклад поліефірними, епоксидними, феноло-формальдегідними, кремнійорганічними та іншими модифікованими смолами, довгомірного скловолокнистого матеріалу, наприклад волокнистого та тканинного, та може бути використана в галузі виробництва склопластиків, наприклад склопластикових труб. Відомі установки для безперервного виготовлення труб з довгомірного скловолокнистого матеріалу, див. патенти №№ SU234650, SU378327, SU729077, SU994276, SU1388310, RU2209731 та RU2236350. У вказаних установках використовуються різні варіанти реалізації пристроїв для просочення довгомірного скловолокнистого матеріалу, див. патенти №№SU234650, SU766663, SU1198482 та RU47287 U. Найбільш близьким аналогом до корисної моделі, що заявляється, є установка (патент № RU47287 U). Так відома установкам для просочення довгомірного скловолокнистого матеріалу містить: засоби підведення та відведення згаданого скловолокнистого матеріалу в теплопровідну ванну із зв'язуючим, ролики підведення та відведення скловолокнистого матеріалу у згадану ванну, напрямні ролики скловолокнистого матеріалу, розташовані у ванні, нагрівач зв'язуючого, який підключений до системи живлення електричним струмом. Конструктивною особливістю відомої установки є те, що нагрівач розташований перед теплопровідною (металевою) ванною із зв'язуючим по ходу подання довгомірного скловолокнистого матеріалу в ванну. При цьому нагрівач виконаний у вигляді опуклої пластини, закріпленої на повзуні, який встановлений на напрямних з можливістю переміщення по висоті. Перед просоченням скловолокнистий матеріал нагрівають, після чого подають в ванну із зв'язуючим, в якому здійснюється просочення скловолокнистого матеріалу зв'язуючим. У ванні знаходяться на невеликій відстані один від одного два направляючі ролики, між якими знаходиться направляючий ролик, який знаходиться над зв'язуючим у ванні. У результаті даного розташування роликів скловолокнистий матеріал робить петлю. При використанні відомої установки при зануренні нагрітого скловолокнистого матеріалу у зв'язуюче відбувається псевдовакуумування, яке збільшує змочування скловолокнистого матеріалу, однак негативним моментом псевдовакуумування є те, що на поверхні та в чарунках скловолокнистого матеріалу утворюються бульбашки повітря, які перешкоджають процесу змочування (просочення) зв'язуючим скловолокнистого матеріалу, а також призводять до збільшення пористості отриманого виробу, наприклад склопластикових труб, що є негативним фактором відомого технічного рішення. Задачею запропонованої корисної моделі є збільшення ступеня просочення (змочування) зв'язуючим довгомірного скловолокнистого матеріалу, зменшення бульбашок повітря на поверхні та в чарунках, створених в результаті просочення зв'язуючим довгомірного скловолокнистого матеріалу, збільшення якості протяжки довгомірного скловолокнистого матеріалу через ванну із зв'язуючим, розширення арсеналу технічних можливостей пристроїв для просочення довгомірного скловолокнистого матеріалу. Поставлена задача вирішується тим, що у пристрої для просочення довгомірного скловолокнистого матеріалу, який містить засоби підведення та відведення згаданого скловолокнистого матеріалу в теплопровідну ванну із зв'язуючим, ролики підведення та відведення скловолокнистого матеріалу у згадану ванну, напрямні ролики скловолокнистого матеріалу, які розташовані у ванні, нагрівач зв'язуючого, який підключений до системи живлення електричним струмом, згідно з корисною моделлю, пристрій додатково містить щонайменше один активатор просочення, який притискає по всій ширині скловолокнистий матеріал до дна ванни, при цьому нагрівач примикає до нижньої зовнішньої поверхні ванни. У результаті примикання нагрівача до нижньої зовнішньої поверхні теплопровідної (наприклад: виготовленої з металу, сплавів або матеріалу, який має високу питому теплопровідність) ванни, створюється нижнє підведення тепла, у результаті якого на дні теплопровідної ванни створюється легкотекучий шар зв'язуючого, над яким знаходиться слаботекучий шар зв'язуючого. Так як установка містить активатор просочення, спочатку довгомірний скловолокнистий матеріал надходить у слаботекучий шар, що призводить до низького ступеня утворення бульбашок на поверхні та в чарунках скловолокнистого матеріалу, після чого скловолокнистий матеріал надходить у легкотекучий шар зв'язуючого, в якому відбувається активне змочування скловолокнистого матеріалу зв'язуючим. Слід окремо зазначити, що формування на дні ванни легкотекучого шару, у результаті нижнього підведення тепла, дозволяє сформувати задану текучість зв'язуючого, яка забезпечує найбільш ефективне змочування скловолокнистого матеріалу при низькій витраті тепла, так як враховуючі низькі 1 UA 91893 U 5 10 15 20 25 30 35 40 45 50 55 60 теплопровідні властивості зв'язуючого, створення на дні теплопровідної ванни легкотекучого шару дозволяє уникнути нагрівання всього об'єму зв'язуючого у ванні, а також дозволяє уникнути перегрівання зв'язуючого, яке призводить до зміни його структурних властивостей, які погіршують просочення. При використанні активатора просочення відбувається притискання скловолокнистого матеріалу до дна теплопровідної ванни, та в результаті чого відбувається віджимання скловолокнистого матеріалу без доступу повітря в легкотекучому шарі, а у результаті даного віджимання скловолокнистий матеріал втрачає бульбашки повітря, що залишилися, та після чого відбувається повторне змочування без доступу повітря, при цьому скловолокнистий матеріал змочується зв'язуючим (легкотекучий шар), яке має найбільш оптимальні показники для змочування та чим підсилюється повторне змочування, що підсилює якість просочення зв'язуючим довгомірного скловолокнистого матеріалу. Також в установці активатор просочення виконаний у вигляді закріпленої на осі пластини із робочою кромкою, виконаною по експоненті, яка притискає по всій ширині скловолокнистий матеріал до дна ванни. Завдяки використанню пластини із робочою кромкою, виконаної по експоненті, у процесі віджимання відбувається ефективне зняття з поверхні скловолокнистого матеріалу поверхневого шару зв'язуючого по всій його ширині, що дозволяє збільшити ступінь віджимання скловолокнистого матеріалу без доступу повітря. Також у пристрої для просочення, в якому до осі примикає навантажувальний важіль із вантажем, який передає на активатор просочення навантаження притиснення скловолокнистого матеріалу до дна ванни. Використання навантажувального важеля із вантажем дозволяє регулювати навантаження (завдяки зміні кількості вантажу на важелі або завдяки його переміщенню уздовж навантажувального важеля) та тим самим регулювати ступінь притиснення скловолокнистого матеріалу до дна теплопровідної ванни, що дозволяє вирішити дві задачі, а саме: дозволяє регулювати ступінь віджимання скловолокнистого матеріалу від зв'язуючого без доступу повітря та дозволяє регулювати натяг скловолокнистого матеріалу, що запобігає його розриву та забезпечує рівномірне змочування скловолокнистого матеріалу, що також є перевагою запропонованої корисної моделі. Також в пристрої для просочення є напрямні ролики, які розташовані у ванні та рознесені по протилежних її сторонах. Розташування напрямних роликів у ванні та рознесення їх по протилежних її сторонах дозволяє збільшити протяжність знаходження скловолокнистого матеріалу в легкотекучому шарі зв'язуючого (тобто збільшити ступінь просочення зв'язуючим), який утворився в нижній частині теплопровідної ванни у результаті примикання нагрівача до нижньої зовнішньої поверхні ванни. Також в установці нагрівач виконаний у вигляді теплопровідного діелектричного шару, нанесеного на зовнішню нижню поверхню теплопровідної ванни, при цьому на згаданий діелектричний шар нанесена щонайменше одна струмопровідна резистивна доріжка, яка підключена до системи живлення електричним струмом. Це забезпечує ефективне формування легкотекучого шару на дні теплопровідної ванни та дозволяє зменшити витрату на підтримання завданої температури зв'язуючого в теплопровідній ванні. Також в установці використання додаткового зовнішнього теплоізоляційного шару, який нанесений на струмопровідну резистивну доріжку та на зовнішню поверхню ванни. Це приводить до зменшення розпилення тепла, а також дозволяє теплоізолювати теплопровідну ванну від впливу навколишнього середовища та дозволяє більш ефективно формувати у ванні два шари зв'язуючого, а саме нижній - легкотекучий шар та верхній - слаботекучий шар. Також в установці, в якій струмопровідна резистивна доріжка виконана з фольги, що забезпечує рівномірний нагрів та дозволяє зменшити витрати на розробку нагрівача. Також в установці як фольгу використовують нержавіючу сталь товщиною від 0,07 мм до 0,1 мм, яка забезпечує оптимальне тепловиділення при оптимальних енерговитратах. Також в установці використання кремнеземної тканини як діелектричний теплопровідний шар забезпечує ефективну теплопередачу та тим самим дозволяє зменшити енерговитрати на підтримання заданої температури зв'язуючого у теплопровідній ванні, а також дозволяє зменшити витрати на розробку нагрівача. Також установка містить щонайменше один датчик температури зв'язуючого, розташований у ванні, при цьому вказаний датчик з'єднаний з входом блока керування, який на виході з'єднаний із системою живлення електричним струмом. Це забезпечує задане підтримання 2 UA 91893 U 5 10 15 20 25 30 35 40 45 50 55 60 температури зв'язуючого в теплопровідній ванні, а також дозволяє оптимально підтримувати задані значення температури зв'язуючого в теплопровідній ванні. При розгляді варіантів здійснення запропонованої корисної моделі використовують вузьку термінологію. Однак запропонована корисна модель не обмежується прийнятими термінами та слід мати на увазі, що кожний такий термін охоплює усі еквівалентні елементи, які працюють аналогічним чином та використовуються для вирішення тих же самих задач. Запропонована корисна модель зображена на наступних кресленнях: Фіг. 1 - умовно схематично зображено пристрій для просочення довгомірного скловолокнистого матеріалу, згідно з корисною моделлю, що заявляється; Фіг. 2 - зображено фрагмент І фіг. 1; Фіг. 3 - схематично зображена схема підключення струмопровідної резистивної доріжки системи живлення електричним струмом; Фіг. 4 - схематично зображена блок-схема регулювання роботою нагрівача. На фіг. 1, 2 зображено пристрій для просочення довгомірного скловолокнистого матеріалу, який містить засіб для підведення 1 та відведення 2 довгомірного скловолокнистого матеріалу 3 в теплопровідну ванну 4 із зв'язуючим 5. Ролик підведення 6 скловолокнистого матеріалу в ванну 4. Ролик відведення 7 скловолокнистого матеріалу 3 з теплопровідної ванни 4. Направляючі ролики 8, які розташовані у теплопровідній ванні 4 та рознесені по протилежним її сторонам. Нагрівач 9 зв'язуючого, який підключений до системи живлення електричним струмом. Активатор 10 просочення, виконаний у вигляді пластини з робочою кромкою 12, виконаної по експоненті, при цьому пластина закріплена на осі 11, а робоча кромка 12 притискає по всій ширині скловолокнистий матеріал 3 до дна теплопровідної ванни 4. Навантажувальний важіль 13 із вантажем, який примикає до осі 11 та передає на активатор 10 навантаження притиснення скловолокнистого матеріалу 3 до дна теплопровідної ванни 4. Нагрівач 9 виконаний у вигляді теплопровідного діелектричного шару 14, нанесеного на зовнішню нижню поверхню теплопровідної ванни 4, при цьому на згаданий діелектричний шар 14 нанесена струмопровідна резистивна доріжка 15 (див. фіг. 3), наприклад яка являє собою фольгу з нержавіючої сталі. Теплоізоляційний шар 16, який покриває всю зовнішню поверхню теплопровідної ванни 4. Датчик температури 17 зв'язуючого, розташований у теплопровідній ванні 4 та з'єднаний з входом блока керування 18, який на виході з'єднаний із системою живлення 19 електричним струмом нагрівача 9. На фіг. 3 зображено датчик температури 17 зв'язуючого у теплопровідній ванні 4, з'єднаний з входом блока керування 18, який на виході з'єднаний із системою живлення 19 електричним струмом, при цьому система живлення 19 підключена до резистивної струмопровідної доріжки 15. На фіг. 4 зображено блок-схему регулювання роботою нагрівача 9, згідно з якою датчик температури 17 з'єднаний з входом блока керування 18, який на виході з'єднаний з системою живлення 19, яка з'єднана з нагрівачем 9. Запропонована корисна модель працює наступним чином. На засобі підведення 1 кріплять рулон довгомірного скловолокнистого матеріалу та з'єднують скловолокнистий матеріал 3 із засобом відведення 2 скловолокнистого матеріалу, наприклад, за який може бути використана оправка верстата для виробництва скловолокнистих труб. При цьому скловолокнистий матеріал пропускають через теплопровідну ванну 4, див. фіг. 1, після чого ванну 4 наповнюють необхідним компонентним складом зв'язуючого 5 та визначають необхідну температуру зв'язуючого для забезпечення якісного просочення зв'язуючим скловолокнистого матеріалу 3. Дані про необхідну температуру зв'язуючого встановлюють за допомогою блока керування 18, який виробляє сигнал на систему живлення 19 електричним струмом, яка забезпечує задане живлення на струмопровідну резистивну доріжку 15 нагрівача 9, що забезпечує нижнє підведення тепла в теплопровідну ванну 4, на її дні створюється легкотекучий шар зв'язуючого. Залежно від даних, що надходять в блок керування 18 з датчика температури 17, відбувається адаптивне та строге підтримання заданої температури зв'язуючого, що також є перевагою корисної моделі, що заявляється. Після досягнення заданої температури вмикають засіб відведення 2, та скловолокнистий матеріал 3 починає свій рух від засобу підведення 1 до засобу відведення 2 через теплопровідну ванну 4 із зв'язуючим 5. У теплопровідній ванні 4 за допомогою активатора 10 просочення регулюють ступінь віджимання (без доступу повітря) зв'язуючого від скловолокнистого матеріалу 3 у теплопровідній ванні 4. Зрозуміло, що вищепредставлений один можливий приклад реалізації корисної моделі, що заявляється. Так, наприклад, можливий варіант реалізації запропонованої корисної моделі, 3 UA 91893 U 5 10 15 20 25 30 35 40 45 коли перед подачею скловолокнистого матеріалу у ванну із зв'язуючим, його додатково нагрівають за допомогою додаткового нагрівача та нагрітий скловолокнистий матеріал потрапляє у зв'язуюче, у результаті чого відбувається псевдовакуумування, яке призводить до створення більшої кількості бульбашок повітря на поверхні скловолокнистого матеріалу і тому використання запропонованої корисної моделі при попередньому нагріванні скловолокнистого матеріалу дуже ефективно, так як завдяки віджиманню скловолокнистого матеріалу без доступу повітря з наступним його змочуванням зв'язуючим (яке має найбільш оптимальну текучість) дозволяє усунути бульбашки повітря та тим самим збільшити якість просочення зв'язуючим скловолокнистого матеріалу. Тому очевидно, що запропонована корисна модель не обмежується вищевикладеними прикладами. Технічним результатом корисної моделі, що заявляється, є збільшення якості просочення зв'язуючим довгомірного скловолокнистого матеріалу у процесі його протягування через ванну із зв'язуючим. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Пристрій для просочення довгомірного скловолокнистого матеріалу, який містить засоби підведення та відведення згаданого скловолокнистого матеріалу в теплопровідну ванну із зв'язуючим, ролики підведення та відведення скловолокнистого матеріалу у згадану ванну, напрямні ролики скловолокнистого матеріалу, які розташовані у ванні, нагрівач зв'язуючого, який підключений до системи живлення електричним струмом, який відрізняється тим, що пристрій для просочення додатково містить щонайменше один активатор просочення, який притискає по всій ширині скловолокнистий матеріал до дна ванни, при цьому нагрівач примикає до нижньої зовнішньої поверхні ванни. 2. Пристрій за п. 1, в якому активатор просочення виконаний у вигляді закріпленої на осі пластини з робочою кромкою, виконаною по експоненті, яка притискає по всій ширині скловолокнистий матеріал до дна ванни. 3. Пристрій за п. 2, в якому до осі примикає навантажувальний важіль із вантажем, який передає на активатор просочення навантаження притиснення скловолокнистого матеріалу до дна ванни. 4. Пристрій за будь-яким з вищевказаних пп. 1-3, в якому напрямні ролики розташовані у ванні та рознесені по протилежних її сторонах. 5. Пристрій за п. 1, в якому нагрівач виконаний у вигляді теплопровідного діелектричного шару, нанесеного на зовнішню нижню поверхню теплопровідної ванни, при цьому на згаданий діелектричний шар нанесена щонайменше одна струмопровідна резистивна доріжка, яка підключена до системи живлення електричним струмом. 6. Пристрій за п. 5, який містить додатковий зовнішній теплоізоляційний шар, нанесений на струмопровідну резистивну доріжку та на зовнішню поверхню ванни. 7. Пристрій за п. 5, в якому струмопровідна резистивна доріжка виконана з фольги. 8. Пристрій за п. 7, в якому як фольгу використовують нержавіючу сталь товщиною від 0,07 мм до 0,1 мм. 9. Пристрій за п 5, в якому як діелектричний теплопровідний шар використовують кремнеземну тканину. 10. Пристрій за п. 1, який містить щонайменше один датчик температури зв'язуючого, розташований у ванні, при цьому вказаний датчик з'єднаний з входом блока керування, який на виході з'єднаний із системою живлення електричним струмом. 11. Пристрій за п. 1, який містить додатковий нагрівач скловолокнистого матеріалу, який подають в теплопровідну ванну із зв'язуючим. 4 UA 91893 U 5 UA 91893 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 6
ДивитисяДодаткова інформація
Автори англійськоюShopen Oleksandr Borysovych
Автори російськоюШустов Костянтин Олександрович, Шопен Александр Борисович
МПК / Мітки
МПК: B29C 53/00
Мітки: довгомірного, пристрій, просочення, скловолокнистого, матеріалу
Код посилання
<a href="https://ua.patents.su/8-91893-pristrijj-dlya-prosochennya-dovgomirnogo-sklovoloknistogo-materialu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для просочення довгомірного скловолокнистого матеріалу</a>
Пристрій для просочення довгомірного волоконного матеріалу

Номер патенту: 66106
Опубліковано: 26.12.2011
Автори: Сировой Денис Геннадійович, Малков Ігор Владиславович, Сировой Геннадій Володимирович, Малков Владислав Ігорович
МПК: B29B 15/00
Мітки: матеріалу, волоконного, пристрій, довгомірного, просочення
Формула / Реферат:
Пристрій для просочення довгомірного волоконного матеріалу, що містить ванну з смолою, наносний ролик, виконаний з кільцевою проточкою під віджимний ролик, бічна поверхня наносного ролика сполучена з бічною поверхнею віджимного ролика, причому по центру бічної поверхні віджимного ролика виконано кільцеву проточку, що утворює з наносним роликом канал для проходження довгомірного виробу, який відрізняється тим, що віджимний ролик виконано у...
Пристрій для розмотування довгомірного матеріалу
Номер патенту: 50514
Опубліковано: 10.06.2010
Автори: Чесноков Олексій Вікторович, Чесноков Віктор Васильович
МПК: B65H 77/00, B65H 59/00
Мітки: матеріалу, пристрій, довгомірного, розмотування
Формула / Реферат:
Пристрій для розмотування довгомірного матеріалу, що містить бобіноутримувач, змонтований за допомогою підшипників на нерухомій консольній осі, та засіб для гальмування бобіноутримувача, що містить втулку, жорстко закріплену на вільному кінці осі, гальмівні елементи та натискний елемент з конічним хвостовиком, встановлений вздовж осі з можливістю осьового переміщення відносно втулки, засіб для гальмування бобіноутримувача містить пару...
Пристрій для безперервного просочування довгомірного матеріалу
Номер патенту: 11509
Опубліковано: 25.12.1996
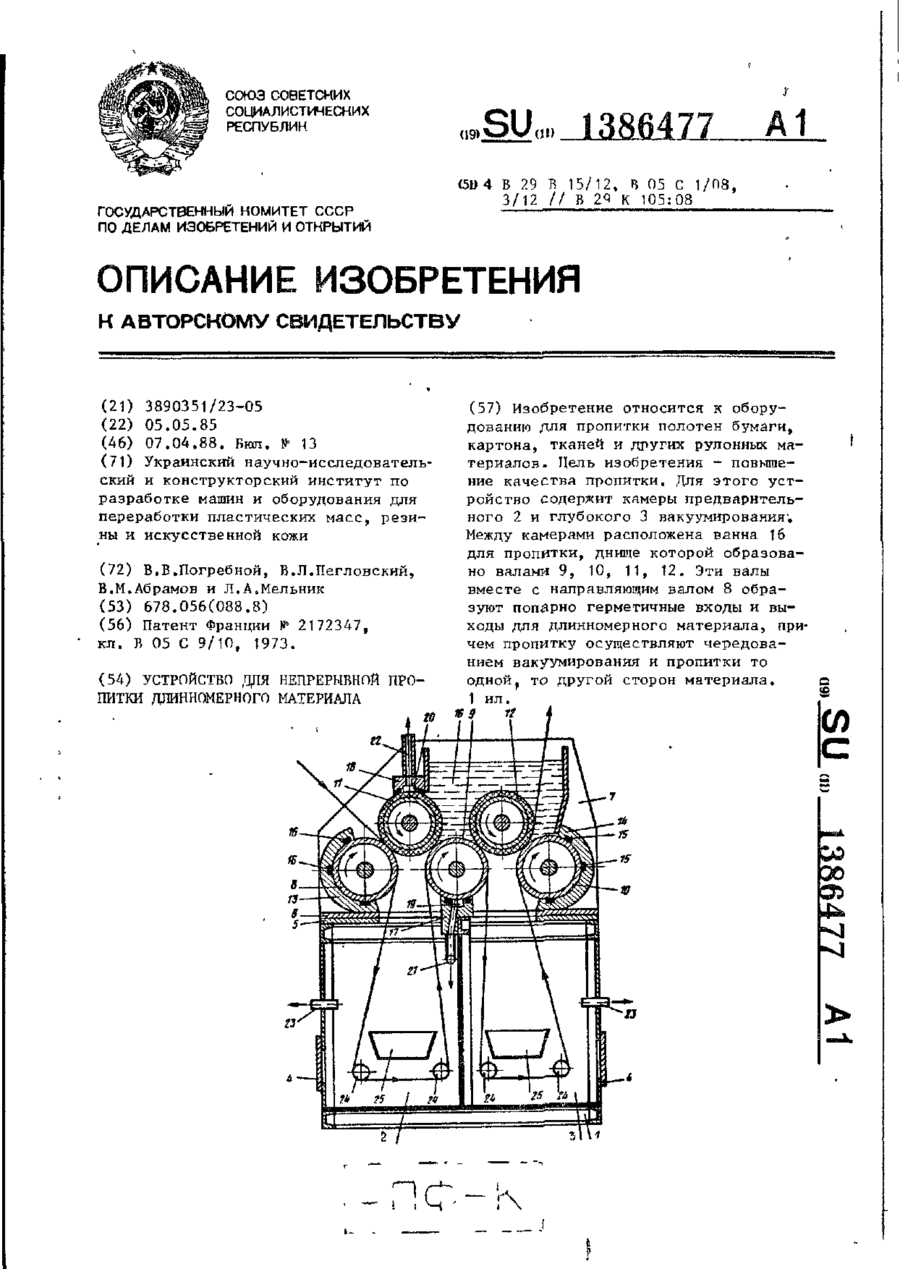
Автори: Абрамов Володимир Михайлович, Погребний Валерій Вікторович, Пєгловський Віталій Людомирович, Мельник Леонід Антонович
МПК: B05C 3/02, B05C 1/08, B29B 15/10, B29K 105/08
Мітки: матеріалу, безперервного, просочування, довгомірного, пристрій
Формула / Реферат:
Устройство для непрерывной пропитки длинномерного материала, включающее верхний и нижний ряды прижатых один к другому с образованием между собой камеры вакуумирования и пропиточной ванны с герметичными входами и выходом материала валов, отличающееся тем, что, с целью повышения качества пропитки, оно снабжено второй камерой вакуумирования, расположенной рядом с первой камерой под валами, каждый верхний из которых размещен на двух нижних,...
Пристрій для намотування довгомірного матеріалу
Номер патенту: 57457
Опубліковано: 16.06.2003
Автори: Сміт Крейг Ф., Хоролець Василь Петрович, Чернявський Олександр Анатолійович, Савенко Юрій Миколайович, Роуланд Марк Стефан, Карпачов Юрій Андрійович, Захаренко Анатолій Олександрович
МПК: B65H 54/40
Мітки: пристрій, намотування, довгомірного, матеріалу
Формула / Реферат:
1. Пристрій для намотування довгомірного матеріалу, що містить барабан і корпус із встановленим у ньому електроприводом, вал якого через систему кінематичного зв'язку з'єднаний з розкладником довгомірного матеріалу, який відрізняється тим, що в нього введений механізм керування укладанням матеріалу, що складається з гвинтової пари з гайкою, установленої на хвостовику гвинта двосторонньої муфти з двома півмуфтами, каретки, жорстко зв'язаної з...
Пристрій для вимірювання довжини довгомірного матеріалу
Номер патенту: 23466
Опубліковано: 25.05.2007
Автори: Безпалов Олександр Володимирович, Горбунов Юрій Володимирович
МПК: G01B 7/02
Мітки: матеріалу, вимірювання, довгомірного, довжини, пристрій
Формула / Реферат:
1. Пристрій для вимірювання довжини довгомірного матеріалу, що містить подавальний і приймальний вузли з рулонотримачем у кожному, вимірювальний диск, напрямні засоби, розташовані по обидві сторони від вимірювального диска, перетворювач кута повороту останнього і реєструючий прилад, який відрізняється тим, що введений притискний ролик з механізмом його притискання до вимірювального диска, осі притискного ролика і вимірювального диска...
Попередній патент: Спосіб неспецифічної профілактики та лікування кліщового вірусного енцефаліту
Наступний патент: Пристрій для перетворення позиційного двійкового коду у лишки за двома довільними модулями
Випадковий патент: Спосіб перетворення вторинного потоку енергії вищих гармонік і пристрій для його здійснення