Флюсова композиція та флюс для зварювання аустенітної нержавіючої сталі вольфрамовим електродом в інертному газі, спосіб зварювання з використанням такого флюсу та зварний виріб з аустенітної нержавіючої сталі
Номер патенту: 95076
Опубліковано: 11.07.2011
Автори: Радж Балдев, Мутхукумаран Васудеван, Бхадурі Арун Кумар
Формула / Реферат
1. Флюсова композиція для зварювання вольфрамовим електродом в інертному газі аустенітної нержавіючої сталі, що містить:
оксид титану 30-50 мас. %
діоксид кремнію 25-40 мас. %
оксид хрому 10-20 мас. %
оксид нікелю 5-15 мас. %
оксид міді 5-15 мас. %.
2. Флюс у вигляді пасти для зварювання вольфрамовим електродом в інертному газі аустенітної нержавіючої сталі, що містить:
- флюсову композицію за п. 1,
- зв'язувальну речовину, що містить силікат натрію, та
- розчинник, що містить ацетон.
3. Флюс у вигляді пасти за п. 2, який відрізняється тим, що паста активізує збільшення глибини проплавлення, при цьому співвідношення флюсова композиція : зв'язувальна речовина : розчинник вибрано у діапазоні 0,75-1,25 г : 200 мг/1 г флюсу : 5-10 мл, відповідно.
4. Флюс за п. 3, який відрізняється тим, що співвідношення флюсова композиція : зв'язувальна речовина : розчинник становить 1 г : 200 мг/1 г флюсу : 5-10 мл, відповідно.
5. Спосіб зварювання вольфрамовим електродом в інертному газі аустенітної нержавіючої сталі з використанням складу флюсу у вигляді пасти, що містить:
- флюсову композицію, яка містить оксид титану від 30 до 50 мас. %, діоксид кремнію від 25 до 40 мас. %, оксид хрому від 10 до 20 мас. %, оксид нікелю від 5 до 15 мас. %, оксид міді від 5 до 15 мас. %;
- зв'язувальну речовину, що містить силікат натрію, та
- розчинник, що містить ацетон,
- наносять флюс у вигляді пасти на місце з'єднання прямим стиковим швом,
- проводять зварювання з використанням вказаної пасти, параметри якого вибирають відповідно до товщини і специфікації зварювання ділянок з аустенітної нержавіючої сталі.
6. Спосіб за п. 5, який відрізняється тим, що пасту наносять на місце з'єднання, користуючись щіткою, шаром такої товщини, щоб зварюваних ділянок з аустенітної нержавіючої сталі не було видно.
7. Спосіб за п. 5, який відрізняється тим, що зварювання проводять без додавання присадного металу з максимальною глибиною провару приблизно до 12 мм за один прохід.
8. Спосіб за п. 7, який відрізняється тим, що зварювання проводять з проплавленням на глибину більше ніж 12 мм за один прохід із зменшеною потребою у плавких електродах або присадному дроті на прямий стиковий шов при зварюванні аустенітної нержавіючої сталі.
9. Спосіб за п. 7, який відрізняється тим, що зварювання проводять з проплавленням зварного шва на глибину приблизно 12 мм за один прохід, використовуючи режими зварювання, відповідно до яких величина зварювального струму знаходиться в діапазоні від 275 до 325 А, переважно приблизно 300 А, напруга при зварюванні становить від 17 до 22 В, переважно приблизно 19-20 В, швидкість зварювання становить від 55 до 65 мм/хв, переважно приблизно 58 мм/хв, та витрата захисного газу аргону становить від 8 до 12 л/хв, переважно приблизно 10 л/хв.
10. Спосіб за п. 5, який відрізняється тим, що при зварюванні пластин з аустенітної нержавіючої сталі товщиною приблизно від 9 до 12 мм застосовують підкладку, щоб запобігти пропалу в зоні зварного шва та виключити необхідність застосовування зворотної продувки для автогенного зварювання з використанням флюсу.
11. Спосіб за п. 5, який відрізняється тим, що при зварюванні пластин з аустенітної нержавіючої сталі товщиною від 6 до 9 мм виконують зворотну продувку аргоном при витраті від 8 до 10 л/хв.
12. Зварний виріб з аустенітної нержавіючої сталі, що містить зварний шов від зварювання вольфрамовим електродом в інертному газі, отриманий способом за пп. 5-11.
13. Зварний виріб за п. 12, який відрізняється тим, що вказаний зварний шов є вільним від будь-якої міжкристалітної корозії.
Текст
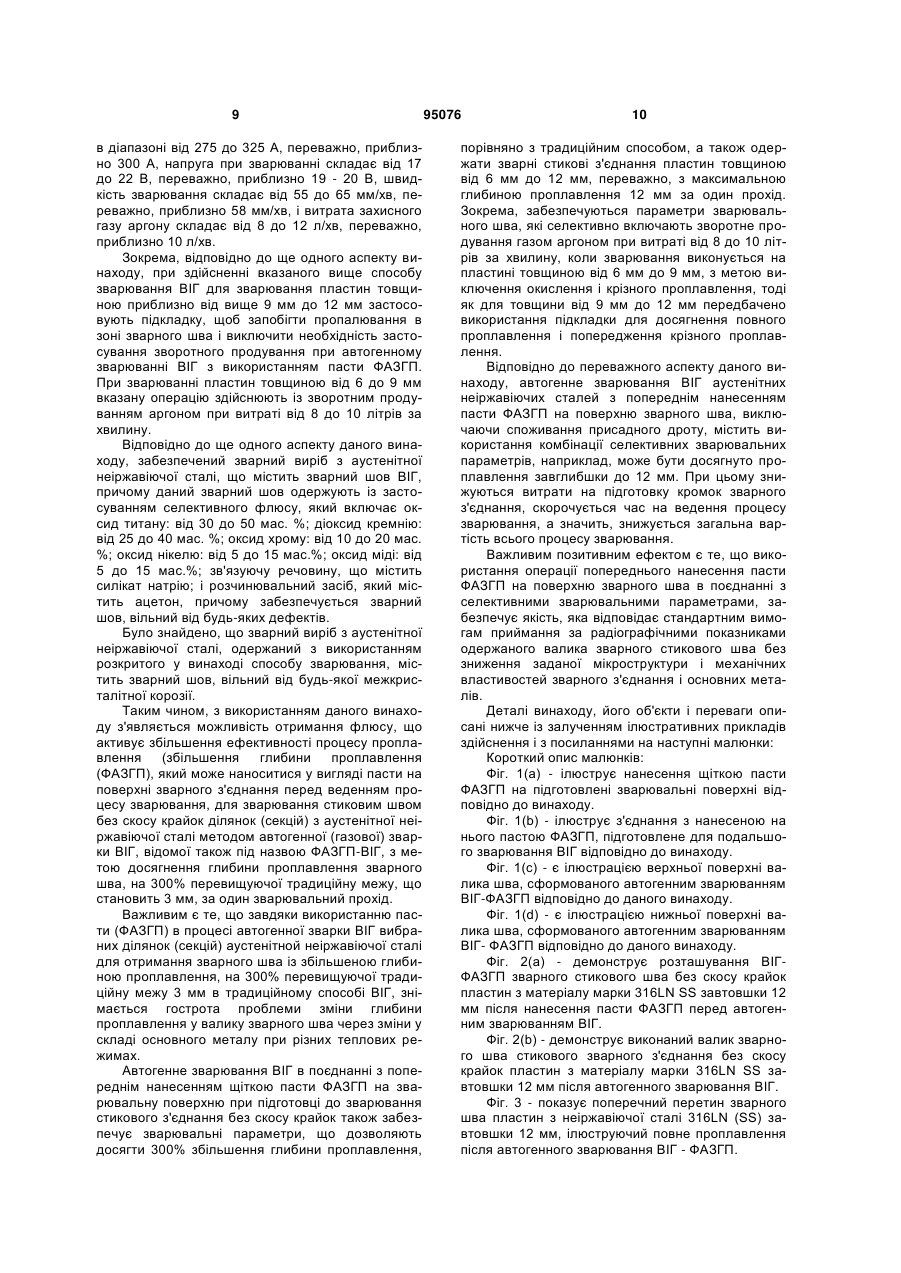
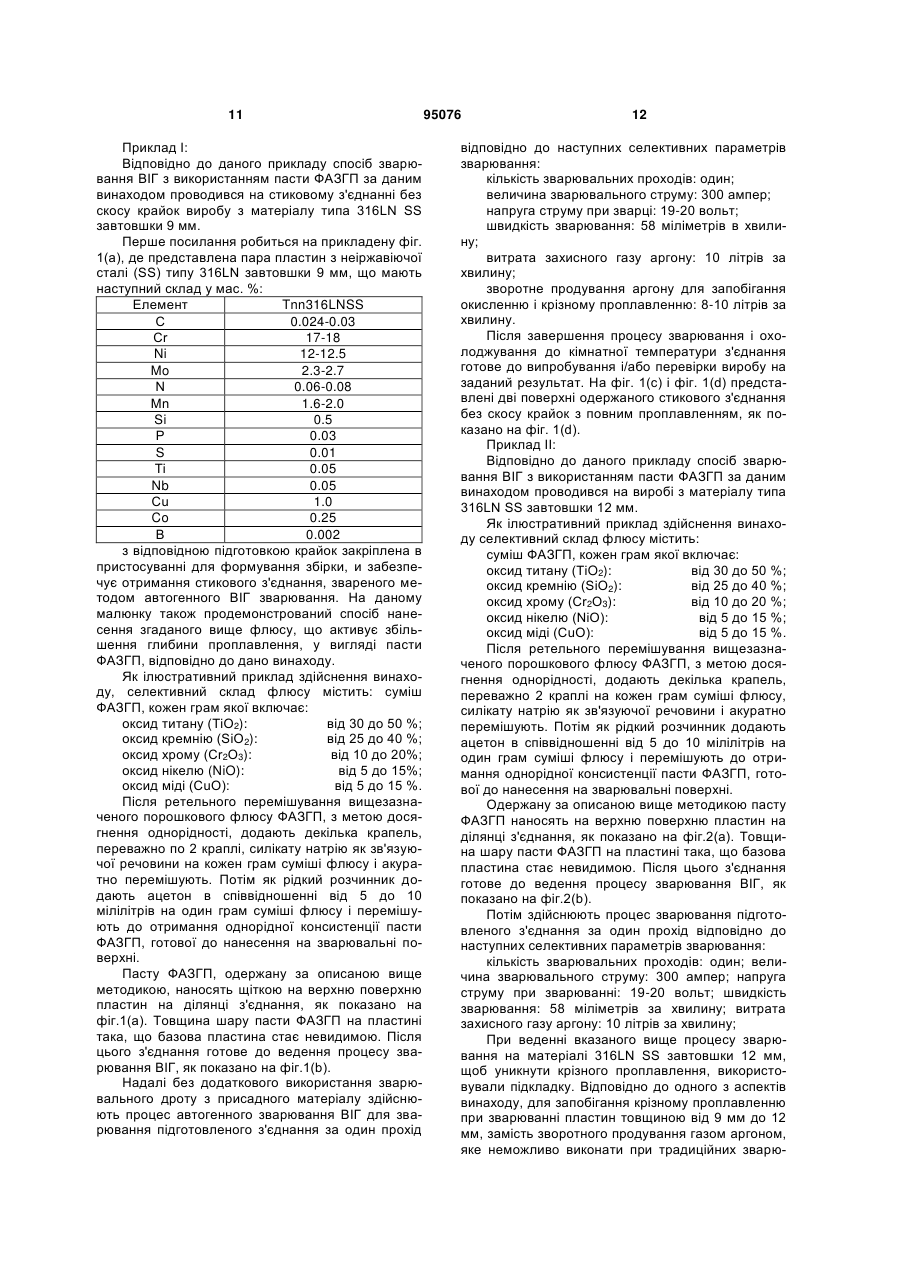
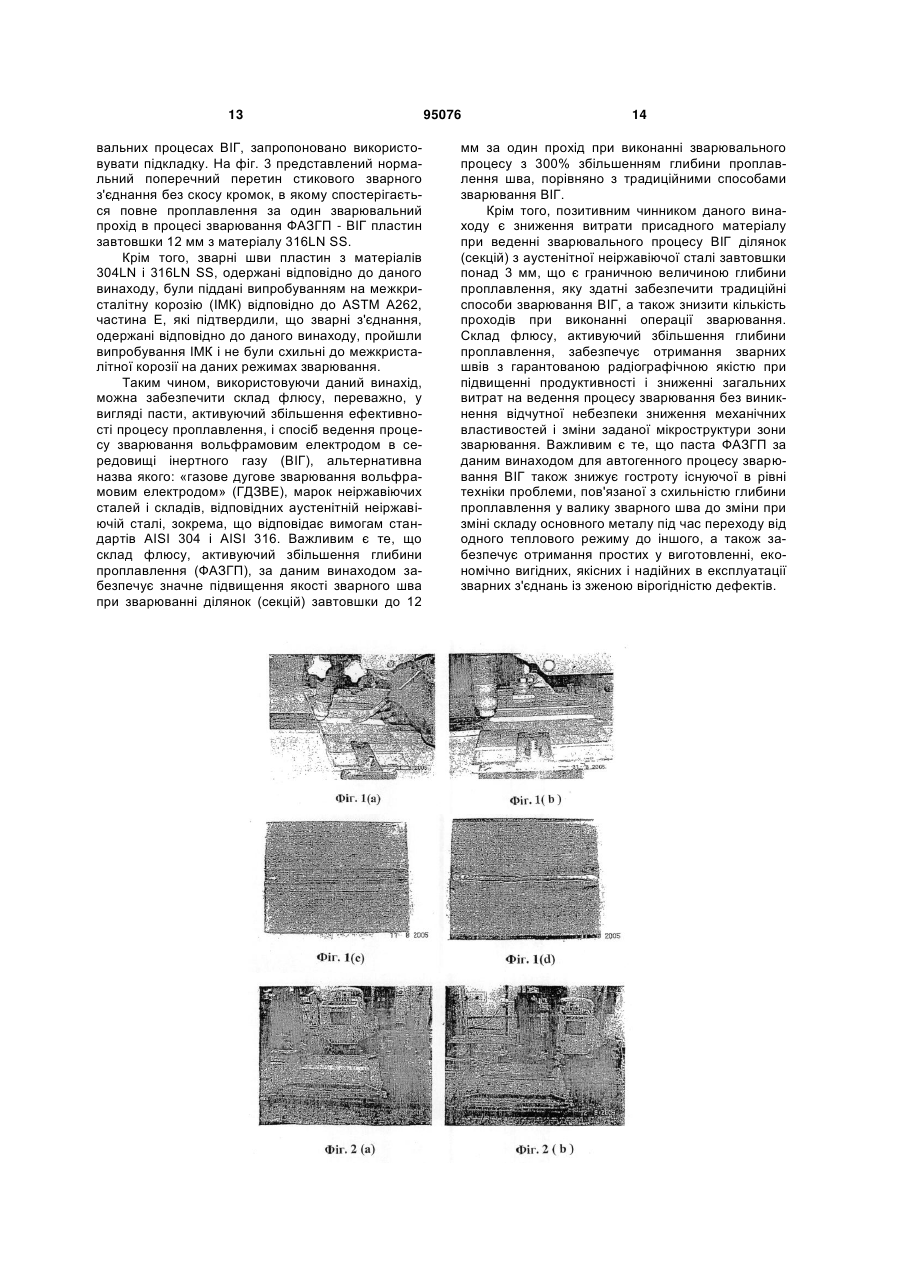
1. Флюсова композиція для зварювання вольфрамовим електродом в інертному газі аустенітної нержавіючої сталі, що містить: оксид титану 30-50 мас. % діоксид кремнію 25-40 мас. % оксид хрому 10-20 мас. % оксид нікелю 5-15 мас. % оксид міді 5-15 мас. %. 2. Флюс у вигляді пасти для зварювання вольфрамовим електродом в інертному газі аустенітної нержавіючої сталі, що містить: - флюсову композицію за п. 1, - зв'язувальну речовину, що містить силікат натрію, та - розчинник, що містить ацетон. 3. Флюс у вигляді пасти за п. 2, який відрізняється тим, що паста активізує збільшення глибини проплавлення, при цьому співвідношення флюсова композиція : зв'язувальна речовина : розчинник вибрано у діапазоні 0,75-1,25 г : 200 мг/1 г флюсу : 5-10 мл, відповідно. 4. Флюс за п. 3, який відрізняється тим, що співвідношення флюсова композиція : зв'язувальна речовина : розчинник становить 1 г : 200 мг/1 г флюсу : 5-10 мл, відповідно. 5. Спосіб зварювання вольфрамовим електродом в інертному газі аустенітної нержавіючої сталі з використанням складу флюсу у вигляді пасти, що містить: - флюсову композицію, яка містить оксид титану від 30 до 50 мас. %, діоксид кремнію від 25 до 40 мас. %, оксид хрому від 10 до 20 мас. %, оксид 2 (19) 1 3 95076 4 11. Спосіб за п. 5, який відрізняється тим, що при зварюванні пластин з аустенітної нержавіючої сталі товщиною від 6 до 9 мм виконують зворотну продувку аргоном при витраті від 8 до 10 л/хв. 12. Зварний виріб з аустенітної нержавіючої сталі, що містить зварний шов від зварювання вольфра мовим електродом в інертному газі, отриманий способом за пп. 5-11. 13. Зварний виріб за п. 12, який відрізняється тим, що вказаний зварний шов є вільним від будьякої міжкристалітної корозії. Даний винахід відноситься до складу флюсу, зокрема, до складу флюсу, що активує збільшення глибини проплавлення (ФАЗГП), переважно, у вигляді пасти, і до способу зварювання вольфрамовим електродом в середовищі інертного газу (ВІГ), альтернативна назва якого: «газове дугове зварювання вольфрамовим електродом» (ГДЗВЕ), марок неіржавіючих сталей і складів, відповідних аустенітній неіржавіючій сталі, зокрема, що відповідає вимогам стандартів AISI 304 і AISI 316. Важливим є те, що склад флюсу, який активує збільшення глибини проплавлення (ФАЗГП), за даним винаходом забезпечує значне підвищення якості зварного шва при зварюванні ділянок (секцій) завтовшки до 12 мм за один прохід при виконанні зварювального процесу з 300% збільшенням глибини проплавлення шва, порівняно з традиційними способами зварювання ВІГ. Крім того, позитивним чинником даного винаходу є зниження витрати присадного матеріалу при веденні зварювального процесу ВІГ секцій з аустенітної неіржавіючої сталі завтовшки понад 3 мм, що є граничною величиною глибини проплавлення, яку здатні забезпечити традиційні способи зварювання ВІГ, а також скоротити кількість проходів при виконанні операції зварювання. Склад флюсу, активуючий збільшення глибини проплавлення забезпечує отримання зварних швів з гарантованою радіографічною якістю при підвищенні продуктивності і зниженні загальних витрат на ведення процесу зварювання без виникнення відчутної небезпеки зниження механічних властивостей і зміни заданої мікроструктури у зоні зварювання. Паста ФАЗГП за даним винаходом для автогенного процесу зварювання ВІГ також знижує гостроту існуючої в рівні техніки проблеми, пов'язаної із схильністю глибини проплавлення у валику зварного шва до зміни при зміні складу основного металу під час переходу від одного теплового режиму до іншого. Спосіб зварювання вольфрамовим електродом в середовищі інертного газу (ВІГ) широко застосовується для отримання продукції із сталей різних складів і марок, зокрема, при зварюванні компонентів з аустенітної неіржавіючої сталі, використовуваних в різних галузях промисловості, включаючи ядерну промисловість, суднобудування, хімічне, нафтохімічне і енергетичне машинобудування, транспорт, автомобільну галузь і супутні їм галузі промисловості, під час виготовлення і технічного обслуговування виробів. Оскільки зварювальна ванна і дуга залишаються покритими інертним газом аргоном, спосіб зварювання ВІГ вважається одним із надійних способів зварювання великої різноманітності металів і сплавів, який гарантує високу і майже завжди бездефектну якість зварного шва, і переважно, застосовується для отримання першого шару стикового зварного шва для зварних з'єднань важкого доступу, розташування яких обумовлює проблематичність і дорожнечу ремонту. Спосіб зварювання ВІГ застосовується з використанням присадного дроту або без нього для специфічного складу основного металу, стандартних секцій або литих, або кованих виробів. Виключно спосіб зварювання ВІГ застосовується для зварювання аустенітних неіржавіючих сталей, з метою отримання бездефектного зварного шва із збереженням механічних властивостей і заданої мікроструктури. При традиційному способі зварювання ВІГ, застосованому для газового (автогенного) зварювання (тобто, без використовування присадного матеріалу), в аустенітних неіржавіючих сталях забезпечується наплавлений валик зварного шва величиною тільки 3 мм, у разі відсутності застосування будь-якого флюсу, що активує проплавлення. Деякі зміни в ефективності процесу проплавлення в таких традиційно відомих автогенних зварювальних процесах ВІГ спостерігаються, завдяки змінам у складі основного металу при переході від одного теплового режиму до іншого. Управління такими змінами і збільшення глибини проплавлення може здійснюватися, тільки завдяки використанню активуючого флюсу відповідного хімічного складу з урахуванням забезпечення заданих властивостей зварних з'єднань, одержаних відповідно до способу зварювання ВІГ, відносно міцності, мікроструктури, однорідності і надійності при експлуатації. Отже, в існуючому рівні техніки виникла потреба в розробці флюсу для автогенного зварювання ВІГ, зокрема, аустенітних неіржавіючих сталей, використовування якого забезпечило б контроль над згаданими вище недоліками, супроводжуючими застосування традиційних способів зварювання ВІГ, і особливо, збільшило б діапазон глибини проплавлення, порівняно з існуючою практикою, з метою подальшого підвищення продуктивності без зниження якості зварного шва. Патентний документ US 5804792 розкриває флюс для збільшення глибини проплавлення, зручний у використанні при здійсненні способу дугового зварювання вольфрамовим електродом в середовищі захисного газу неіржавіючої сталі, незалежно від товщини шару флюсу і змін у складі неіржавіючої сталі при переході від одного теплового режиму до іншого. Флюс складається з реагенту або лабораторної марки ТіО або ТіО2 (близько 50%), Сr2 О3 (близько 40%). і SiO2 (близько 10%) в рідкому носії, переважно, метілетілкетоні. Встановлено, що даний флюс, простий у використанні, 5 збільшує глибину проплавлення зварного шва, зменшує ширину валика і збільшує площу поперечного перетину зварного шва. Проте даний патент грунтується на використанні флюсу в процесі дугового зварювання вольфрамовим електродом в середовищі захисного газу і забезпечує збільшення глибини проплавлення до 6 мм в неіржавіючій сталі, тип 304 AISI. Патентний документ US 6664508 розкриває отримання зварних швів глибокого проплавлення дуговим газовим зварюванням вольфрамовим електродом з використанням титанатів, наприклад, Na2 Ті3 О7 або K2 ТіО3. Невелика кількість титанату вводиться в зону зварювання у складі легкоплавкого пастоподібного носія або як компонент присадного дроту, з метою активації отримання зварних швів глибокого проплавлення при зварюванні вуглецевих, хромомолібденових, і неіржавіючих сталей, а також сплавів на основі нікелю. З метою здійснення контролю над відхиленням дуги, консистенцією валика, шлаком і станом поверхні зварних конструкцій, до флюсу на основі титанатів вибірково можуть бути додані такі додаткові компоненти як оксиди перехідних металів, наприклад, ТіО, ТіО2, Сr2 О3, і Fe2 О3, діоксид кремнію, силіциди марганцю, фтористі сполуки і хлориди. Проте токсичність факела розжарених газів від вигоряння присадок галоїдних сполук і необхідність очищення зварного з'єднання після зварювання для запобігання корозії знижує привабливість використання розкритого в патенті винаходу. Крім того, було знайдено, що флюс оксидів титану, Fе2 О3 і Сr2 О3 дійсно забезпечує збільшення глибини проплавлення вуглецевих сталей і сплавів на основі нікелю, але з деякою варіацією переходу від одного теплового режиму до іншого (heat-toheat variation). Патентний документ US 6707005 розкриває зварні шви глибокого проплавлення, одержані газовим зварюванням вольфрамовим електродом, завдяки використанню флюсу, що містить одну або декілька сполук, вибраних з групи, що включає (а) оксид титану, (b) оксид нікелю, (с) силіцид металу і (d) суміші вказаних компонентів. Флюс, що містить, принаймні, два оксиди титану, оксид нікелю і силіцид марганцю, зокрема, успішно використовується для зварювання великої різноманітності матеріалів, включаючи сплави на основі нікелю і вуглецеві або неіржавіючі стали. Флюс може наноситися у вигляді пасти, у вигляді складової частини електродного стрижня або присадного прутка, нанесеної із зовнішньої сторони на присадний дріт або пруток. Як альтернатива, він може бути змішаний з полімерною зв'язуючою речовиною і введений в зону зварного шва у вигляді розплаву, фарби, смуги, клейкої речовини, стрижня, дроту або прутка. Розкриті вище патентні документи з попереднього рівня техніки US 6664508 і 6707005 заявляють використовування флюсу, що підвищує ефективність процесу проплавлення шляхом збільшення глибини проплавлення до 10 мм в сплавах на основі нікелю і в сталях. Хоча вказаний флюс успішно використовується також і для зварювання аустенітної неіржавіючої сталі, максима 95076 6 льна глибина проплавлення шва обмежена 10 мм. При цьому жоден з цитованих патентних документів в даній області техніки не розкрив інформації про існування в попередньому рівні техніки використовування флюсу в способі автогенної (газової) зварки ВІГ для отримання зварного шва за один прохід, що підвищує продуктивність даного виду зварювання, на додаток до вирішення технічної задачі збільшення глибини проплавлення. Таким чином, в даній області техніки залишається до кінця невирішеною задача, пов'язана з процесом зварювання вольфрамовим електродом в середовищі інертного газу, яка полягає в необхідності подальшого збільшення глибини проплавлення із залученням флюсів, що активують процес проплавлення без зниження якості шва, з метою використання всіх потенційних можливостей при досягненні кінцевої мети, а також підвищити продуктивність зварювання за рахунок бульш ефективного проплавлення із збереженням мікроструктури і механічних властивостей. Основним об'єктом, на який направлено даний винахід, є забезпечення ефективності проплавлення за один прохід під час зварювання ВІГ, за рахунок залучення до процесу зварювання селективного флюсу, що активує проплавлення без додавання будь-якого присадного матеріалу, тобто автогенного (газового) зварювання ВІГ, що забезпечує глибину проплавлення від 3 мм до 12 мм за один зварювальний прохід, спричиняючи підвищення продуктивності процесу зварювання такої аустенітной неіржавіючої сталі. Іншим об'єктом, на який направлено даний винахід, є створення складу флюсу, що активізує збільшення ефективності проплавлення при зварюванні ВІГ, який забезпечує, приблизно, 300% збільшення глибини проплавлення, порівняно з традиційними процесами зварювання ВІГ, вживаними без активуючого флюсу. Ще одним об'єктом, на який направлено даний винахід, є створення складу флюсу, що активує збільшення ефективності проплавлення при зварюванні ВІГ і пристосованого для забезпечення більш ефективного процесу проплавлення валика зварного шва при автогенному (газовому) зварюванні ВІГ аустенітной неіржавіючої сталі, що дає можливість одержати глибину проплавлення від 3 мм до 12 мм за один зварювальний прохід і, завдяки цьому, підвищити продуктивність процесу зварювання такої аустенітної неіржавіючої сталі. Іншим об'єктом, на який направлено даний винахід, є створення пастоподібного флюсу, що активує збільшення ефективності проплавлення при зварюванні ВІГ, який може бути просто нанесений щіткою або за допомогою іншого подібного пристосуванні перед зварюванням компонентів з використанням зварювального пальника ВІГ, забезпечуючи збільшення ефективності процесу проплавлення і продуктивності при зварюванні. Ще одним об'єктом, на який направлено даний винахід, є створення способу зварювання ВІГ, використовуючого пастоподібний флюс, що активує збільшення ефективності проплавлення, який забезпечує при переході від одного теплового режиму до іншого виключення ефекту змін у складі ос 7 новного металу на проплавленні в процесі автогенного зварювання ВІГ. Ще одним об'єктом, на який направлено даний винахід, є розробка селективних параметрів зварювання, які б забезпечили проплавлення у валику зварного шва завглибшки до 12 мм в процесі однопрохідного автогенного (газового) зварювання ВІГ. Іншим об'єктом, на який направлено даний винахід, є створення на основі використання пастоподібного флюсу, який активує збільшення глибини проплавлення, способу зварювання пластин товщиною від 9 мм до 12 мм із застосуванням підкладки під час зварювання ВІГ, що використовує флюс, який активує збільшення ефективності проплавлення, з метою запобігання в процесі зварювання повного проплавлення без зворотного продування (back purging) аргоном (коли розплавлений метал зварного шва знаходиться в інертній газовій атмосфері, тобто розташований перед соплом ВІГ) Ще однією технічною задачею, на вирішення якої направлений даний винахід, є усунення необхідності в плавких електродах або в присадному дроті при зварюванні виробів перетином до 12 мм з аустенітних неіржавіючих сталей. Ще однією технічною задачею, на вирішення якої направлений даний винахід, є зниження витрати тепла (зниження теплоємності) при забезпеченні заданого проплавлення валика зварного шва, зменшення деформацій в зварних швах, зниження витрат на проплавлення в зварних стикових з'єднаннях і скорочення загальних витрат часу і вартості здійснення процесу зварювання. Ще однією технічною задачею, на вирішення якої направлений даний винахід, є підвищення продуктивності існуючого процесу зварювання ВІГ шляхом скорочення числа проходів і виконання стикових зварних швів без скосу кромок при товщині перетину 12 мм за один прохід автогенною (газовою) ВІГ - зваркою з використанням селективного пастоподібного флюсу, що активує збільшення ефективності процесу проплавлення, і отже, скорочення загальних витрат часу і вартості здійснення процесу зварювання. Таким чином, згідно основному аспекту даного винаходу, створений склад флюсу, активуючий збільшення глибини проплавлення при зварюванні вольфрамовим електродом в інертному газі (ВІГ) аустенітной неіржавіючої сталі, що містить: оксид титану: від 30 до 50 мас.%; діоксид кремнію: від 25 до 40 мас.%; оксид хрому: від 10 до 20 % мас; оксид нікелю: від 5 до 15 мас.% і оксид міді: від 5 до 15 мас.%. Відповідно до переважного аспекту даного винаходу, створений склад флюсу у формі пасти, активуючий збільшення глибини проплавлення при зварюванні ВІГ аустенітной нержавіючої сталі, що містить: - флюсовую композицію, активуючу збільшення глибини проплавлення, яка містить оксид титану: від 30 до 50 мас.%; діоксид кремнію: від 25 до 40 мас.%; оксид хрому: від 10 до 20 мас.%; оксид нікелю: від 5 до 15 мас.%; оксид міді: від 5 до 15 мас.%; 95076 8 - зв'язуючу речовину, що містить силікат натрію; і - розчинник, що містить ацетон. У розкритому вище складі флюсу у формі пасти, активуючого збільшення глибини проплавлення, співвідношення - флюсова композиція : зв'язуюча речовина : розчинник - знаходиться, за вибором (селективно), в діапазоні - від 0,75 до 1,25 грам : 200 міліграм / 1 грам флюсу : від 5 до 10 міллілітров, відповідно. Відповідно до переважного аспекту даного винаходу, в розкритому вище складі флюсу у формі пасти, активуючого збільшення глибини проплавлення, співвідношення - композиція флюсу : зв'язуюча речовина : розчинювальний засіб - складає, за вибором (селективно), - 1 грам : 200 міліграм /1 грам флюсу : від 5 до 10 міллілітров, відповідно. Відповідно до ще одного аспекту даного винаходу, створений спосіб зварювання ВІГ аустенітної неіржавіючої сталі з використанням складу флюсу, що активує збільшення глибини проплавлення, за пп. 1 - 4, який включає операції, при яких: - забезпечують наявність складу флюсу, що активує збільшення глибини проплавлення, у формі пасти, використовуючи композицію флюсу, яка містить оксид титану: від 30 до 50 мас.%; діоксид кремнію: від 25 до 40 мас.%; оксид хрому: від 10 до 20 мас.%; оксид нікелю: від 5 до 15 мас.%; оксид міді: від 5 до 15 мас.%; зв'язуючу речовину, що містить силікат натрію; і розчинювальний засіб, який містить ацетон, у формі пасти флюсу, яка активує збільшення глибини проплавлення (ФАЗГП); - наносять вказану пасту ФАЗГП на місце з'єднання стиковим швом без скосу крайок; - проводять зварювання ВІГ з використанням пасти ФАЗГП, параметри якого вибирають відповідно до товщини і специфікації зварюваних ділянок (секцій) з аустенітной неіржавіючої сталі. Переважно, у вказаному вище способі зварювання (ВІГ) за винаходом пасту ФАЗГП наносять щіткою на місце з'єднання стиковим швом без скосу крайок шаром такої товщини, при якій зварювані ділянки з аустенітной нержавіючий стали не видні. Важливим є те, що, відповідно до вказаного вище способу за даним винаходом, зварювання (ВІГ) може здійснюватися без додавання присадного металу з максимальною інфільтрацією на глибину до 12 мм за один прохід. Крім того, можливе забезпечення проплавлення на глибину більше 12 мм за один прохід при зниженій витраті плавких електродів (витратних матеріалів) або присадного дроту для отримання стикового з'єднання без скосу крайок при зварюванні аустенітной нержавіючої сталі. Відповідно до ще одного аспекту даного винаходу, забезпечені параметри ведення зварювання (ВІГ) з вказаним вище збільшенням глибини проплавлення, зокрема, глибини проплавлення валика зварного шва до 12 мм за один прохід, залучаючи до процесу селективну композицію флюсу, що активує збільшення глибини проплавлення, і використовуючи режими зварювання, відповідно до яких величина зварювального струму знаходиться 9 в діапазоні від 275 до 325 А, переважно, приблизно 300 А, напруга при зварюванні складає від 17 до 22 В, переважно, приблизно 19 - 20 В, швидкість зварювання складає від 55 до 65 мм/хв, переважно, приблизно 58 мм/хв, і витрата захисного газу аргону складає від 8 до 12 л/хв, переважно, приблизно 10 л/хв. Зокрема, відповідно до ще одного аспекту винаходу, при здійсненні вказаного вище способу зварювання ВІГ для зварювання пластин товщиною приблизно від вище 9 мм до 12 мм застосовують підкладку, щоб запобігти пропалювання в зоні зварного шва і виключити необхідність застосування зворотного продування при автогенному зварюванні ВІГ з використанням пасти ФАЗГП. При зварюванні пластин товщиною від 6 до 9 мм вказану операцію здійснюють із зворотним продуванням аргоном при витраті від 8 до 10 літрів за хвилину. Відповідно до ще одного аспекту даного винаходу, забезпечений зварний виріб з аустенітної неіржавіючої сталі, що містить зварний шов ВІГ, причому даний зварний шов одержують із застосуванням селективного флюсу, який включає оксид титану: від 30 до 50 мас. %; діоксид кремнію: від 25 до 40 мас. %; оксид хрому: від 10 до 20 мас. %; оксид нікелю: від 5 до 15 мас.%; оксид міді: від 5 до 15 мас.%; зв'язуючу речовину, що містить силікат натрію; і розчинювальний засіб, який містить ацетон, причому забезпечується зварний шов, вільний від будь-яких дефектів. Було знайдено, що зварний виріб з аустенітної неіржавіючої сталі, одержаний з використанням розкритого у винаході способу зварювання, містить зварний шов, вільний від будь-якої межкристалітної корозії. Таким чином, з використанням даного винаходу з'являється можливість отримання флюсу, що активує збільшення ефективності процесу проплавлення (збільшення глибини проплавлення (ФАЗГП), який може наноситися у вигляді пасти на поверхні зварного з'єднання перед веденням процесу зварювання, для зварювання стиковим швом без скосу крайок ділянок (секцій) з аустенітної неіржавіючої сталі методом автогенної (газової) зварки ВІГ, відомої також під назвою ФАЗГП-ВІГ, з метою досягнення глибини проплавлення зварного шва, на 300% перевищуючої традиційну межу, що становить 3 мм, за один зварювальний прохід. Важливим є те, що завдяки використанню пасти (ФАЗГП) в процесі автогенної зварки ВІГ вибраних ділянок (секцій) аустенітной неіржавіючої сталі для отримання зварного шва із збільшеною глибиною проплавлення, на 300% перевищуючої традиційну межу 3 мм в традиційному способі ВІГ, знімається гострота проблеми зміни глибини проплавлення у валику зварного шва через зміни у складі основного металу при різних теплових режимах. Автогенне зварювання ВІГ в поєднанні з попереднім нанесенням щіткою пасти ФАЗГП на зварювальну поверхню при підготовці до зварювання стикового з'єднання без скосу крайок також забезпечує зварювальні параметри, що дозволяють досягти 300% збільшення глибини проплавлення, 95076 10 порівняно з традиційним способом, а також одержати зварні стикові з'єднання пластин товщиною від 6 мм до 12 мм, переважно, з максимальною глибиною проплавлення 12 мм за один прохід. Зокрема, забезпечуються параметри зварювального шва, які селективно включають зворотне продування газом аргоном при витраті від 8 до 10 літрів за хвилину, коли зварювання виконується на пластині товщиною від 6 мм до 9 мм, з метою виключення окислення і крізного проплавлення, тоді як для товщини від 9 мм до 12 мм передбачено використання підкладки для досягнення повного проплавлення і попередження крізного проплавлення. Відповідно до переважного аспекту даного винаходу, автогенне зварювання ВІГ аустенітних неіржавіючих сталей з попереднім нанесенням пасти ФАЗГП на поверхню зварного шва, виключаючи споживання присадного дроту, містить використання комбінації селективних зварювальних параметрів, наприклад, може бути досягнуто проплавлення завглибшки до 12 мм. При цьому знижуються витрати на підготовку кромок зварного з'єднання, скорочується час на ведення процесу зварювання, а значить, знижується загальна вартість всього процесу зварювання. Важливим позитивним ефектом є те, що використання операції попереднього нанесення пасти ФАЗГП на поверхню зварного шва в поєднанні з селективними зварювальними параметрами, забезпечує якість, яка відповідає стандартним вимогам приймання за радіографічними показниками одержаного валика зварного стикового шва без зниження заданої мікроструктури і механічних властивостей зварного з'єднання і основних металів. Деталі винаходу, його об'єкти і переваги описані нижче із залученням ілюстративних прикладів здійснення і з посиланнями на наступні малюнки: Короткий опис малюнків: Фіг. 1(а) - ілюструє нанесення щіткою пасти ФАЗГП на підготовлені зварювальні поверхні відповідно до винаходу. Фіг. 1(b) - ілюструє з'єднання з нанесеною на нього пастою ФАЗГП, підготовлене для подальшого зварювання ВІГ відповідно до винаходу. Фіг. 1(с) - є ілюстрацією верхньої поверхні валика шва, сформованого автогенним зварюванням ВІГ-ФАЗГП відповідно до даного винаходу. Фіг. 1(d) - є ілюстрацією нижньої поверхні валика шва, сформованого автогенним зварюванням ВІГ- ФАЗГП відповідно до даного винаходу. Фіг. 2(а) - демонструє розташування ВІГФАЗГП зварного стикового шва без скосу крайок пластин з матеріалу марки 316LN SS завтовшки 12 мм після нанесення пасти ФАЗГП перед автогенним зварюванням ВІГ. Фіг. 2(b) - демонструє виконаний валик зварного шва стикового зварного з'єднання без скосу крайок пластин з матеріалу марки 316LN SS завтовшки 12 мм після автогенного зварювання ВІГ. Фіг. 3 - показує поперечний перетин зварного шва пластин з неіржавіючої сталі 316LN (SS) завтовшки 12 мм, ілюструючий повне проплавлення після автогенного зварювання ВІГ - ФАЗГП. 11 Приклад І: Відповідно до даного прикладу спосіб зварювання ВІГ з використанням пасти ФАЗГП за даним винаходом проводився на стиковому з'єднанні без скосу крайок виробу з матеріалу типа 316LN SS завтовшки 9 мм. Перше посилання робиться на прикладену фіг. 1(а), де представлена пара пластин з неіржавіючої сталі (SS) типу 316LN завтовшки 9 мм, що мають наступний склад у мас. %: Елемент Tnn316LNSS С 0.024-0.03 Сr 17-18 Ni 12-12.5 Mo 2.3-2.7 Ν 0.06-0.08 Μn 1.6-2.0 Si 0.5 Ρ 0.03 S 0.01 Ті 0.05 Nb 0.05 Сu 1.0 Co 0.25 В 0.002 з відповідною підготовкою крайок закріплена в пристосуванні для формування збірки, и забезпечує отримання стикового з'єднання, звареного методом автогенного ВІГ зварювання. На даному малюнку також продемонстрований спосіб нанесення згаданого вище флюсу, що активує збільшення глибини проплавлення, у вигляді пасти ФАЗГП, відповідно до дано винаходу. Як ілюстративний приклад здійснення винаходу, селективний склад флюсу містить: суміш ФАЗГП, кожен грам якої включає: оксид титану (TiО2): від 30 до 50 %; оксид кремнію (SiO2): від 25 до 40 %; оксид хрому (Cr2О3): від 10 до 20%; оксид нікелю (NiO): від 5 до 15%; оксид міді (CuO): від 5 до 15 %. Після ретельного перемішування вищезазначеного порошкового флюсу ФАЗГП, з метою досягнення однорідності, додають декілька крапель, переважно по 2 краплі, силікату натрію як зв'язуючої речовини на кожен грам суміші флюсу і акуратно перемішують. Потім як рідкий розчинник додають ацетон в співвідношенні від 5 до 10 мілілітрів на один грам суміші флюсу і перемішують до отримання однорідної консистенції пасти ФАЗГП, готової до нанесення на зварювальні поверхні. Пасту ФАЗГП, одержану за описаною вище методикою, наносять щіткою на верхню поверхню пластин на ділянці з'єднання, як показано на фіг.1(а). Товщина шару пасти ФАЗГП на пластині така, що базова пластина стає невидимою. Після цього з'єднання готове до ведення процесу зварювання ВІГ, як показано на фіг.1(b). Надалі без додаткового використання зварювального дроту з присадного матеріалу здійснюють процес автогенного зварювання ВІГ для зварювання підготовленого з'єднання за один прохід 95076 12 відповідно до наступних селективних параметрів зварювання: кількість зварювальних проходів: один; величина зварювального струму: 300 ампер; напруга струму при зварці: 19-20 вольт; швидкість зварювання: 58 міліметрів в хвилину; витрата захисного газу аргону: 10 літрів за хвилину; зворотне продування аргону для запобігання окисленню і крізному проплавленню: 8-10 літрів за хвилину. Після завершення процесу зварювання і охолоджування до кімнатної температури з'єднання готове до випробування і/або перевірки виробу на заданий результат. На фіг. 1(с) і фіг. 1(d) представлені дві поверхні одержаного стикового з'єднання без скосу крайок з повним проплавленням, як показано на фіг. 1(d). Приклад II: Відповідно до даного прикладу спосіб зварювання ВІГ з використанням пасти ФАЗГП за даним винаходом проводився на виробі з матеріалу типа 316LN SS завтовшки 12 мм. Як ілюстративний приклад здійснення винаходу селективний склад флюсу містить: суміш ФАЗГП, кожен грам якої включає: оксид титану (ТіO2): від 30 до 50 %; оксид кремнію (SiO2): від 25 до 40 %; оксид хрому (Сr2О3): від 10 до 20 %; оксид нікелю (NiO): від 5 до 15 %; оксид міді (CuO): від 5 до 15 %. Після ретельного перемішування вищезазначеного порошкового флюсу ФАЗГП, з метою досягнення однорідності, додають декілька крапель, переважно 2 краплі на кожен грам суміші флюсу, силікату натрію як зв'язуючої речовини і акуратно перемішують. Потім як рідкий розчинник додають ацетон в співвідношенні від 5 до 10 мілілітрів на один грам суміші флюсу і перемішують до отримання однорідної консистенції пасти ФАЗГП, готової до нанесення на зварювальні поверхні. Одержану за описаною вище методикою пасту ФАЗГП наносять на верхню поверхню пластин на ділянці з'єднання, як показано на фіг.2(а). Товщина шару пасти ФАЗГП на пластині така, що базова пластина стає невидимою. Після цього з'єднання готове до ведення процесу зварювання ВІГ, як показано на фіг.2(b). Потім здійснюють процес зварювання підготовленого з'єднання за один прохід відповідно до наступних селективних параметрів зварювання: кількість зварювальних проходів: один; величина зварювального струму: 300 ампер; напруга струму при зварюванні: 19-20 вольт; швидкість зварювання: 58 міліметрів за хвилину; витрата захисного газу аргону: 10 літрів за хвилину; При веденні вказаного вище процесу зварювання на матеріалі 316LN SS завтовшки 12 мм, щоб уникнути крізного проплавлення, використовували підкладку. Відповідно до одного з аспектів винаходу, для запобігання крізному проплавленню при зварюванні пластин товщиною від 9 мм до 12 мм, замість зворотного продування газом аргоном, яке неможливо виконати при традиційних зварю 13 вальних процесах ВІГ, запропоновано використовувати підкладку. На фіг. 3 представлений нормальний поперечний перетин стикового зварного з'єднання без скосу кромок, в якому спостерігається повне проплавлення за один зварювальний прохід в процесі зварювання ФАЗГП - ВІГ пластин завтовшки 12 мм з матеріалу 316LN SS. Крім того, зварні шви пластин з матеріалів 304LN і 316LN SS, одержані відповідно до даного винаходу, були піддані випробуванням на межкристалітну корозію (ІМК) відповідно до ASTM A262, частина Е, які підтвердили, що зварні з'єднання, одержані відповідно до даного винаходу, пройшли випробування ІМК і не були схильні до межкристалітної корозії на даних режимах зварювання. Таким чином, використовуючи даний винахід, можна забезпечити склад флюсу, переважно, у вигляді пасти, активуючий збільшення ефективності процесу проплавлення, і спосіб ведення процесу зварювання вольфрамовим електродом в середовищі інертного газу (ВІГ), альтернативна назва якого: «газове дугове зварювання вольфрамовим електродом» (ГДЗВЕ), марок неіржавіючих сталей і складів, відповідних аустенітній неіржавіючій сталі, зокрема, що відповідає вимогам стандартів AISI 304 і AISI 316. Важливим є те, що склад флюсу, активуючий збільшення глибини проплавлення (ФАЗГП), за даним винаходом забезпечує значне підвищення якості зварного шва при зварюванні ділянок (секцій) завтовшки до 12 95076 14 мм за один прохід при виконанні зварювального процесу з 300% збільшенням глибини проплавлення шва, порівняно з традиційними способами зварювання ВІГ. Крім того, позитивним чинником даного винаходу є зниження витрати присадного матеріалу при веденні зварювального процесу ВІГ ділянок (секцій) з аустенітної неіржавіючої сталі завтовшки понад 3 мм, що є граничною величиною глибини проплавлення, яку здатні забезпечити традиційні способи зварювання ВІГ, а також знизити кількість проходів при виконанні операції зварювання. Склад флюсу, активуючий збільшення глибини проплавлення, забезпечує отримання зварних швів з гарантованою радіографічною якістю при підвищенні продуктивності і зниженні загальних витрат на ведення процесу зварювання без виникнення відчутної небезпеки зниження механічних властивостей і зміни заданої мікроструктури зони зварювання. Важливим є те, що паста ФАЗГП за даним винаходом для автогенного процесу зварювання ВІГ також знижує гостроту існуючої в рівні техніки проблеми, пов'язаної з схильністю глибини проплавлення у валику зварного шва до зміни при зміні складу основного металу під час переходу від одного теплового режиму до іншого, а також забезпечує отримання простих у виготовленні, економічно вигідних, якісних і надійних в експлуатації зварних з'єднань із зженою вірогідністю дефектів. 15 Комп’ютерна верстка Л. Купенко 95076 Підписне 16 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPenetration enhancing flux formulation for tungsten inert gas welding austenitic stainless steel, method of welding using such flux and welded article from auslenitic stainless steel
Автори англійськоюMuthukumaran Vasudevan, Bhaduri Arun Kumar, Raj Baldev
Назва патенту російськоюФлюсовая композиция и флюс для сварки аустенитной нержавеющей стали вольфрамовым электродом в инертном газе, способ сварки с использованием такого флюса и сварное изделие из аустенитной нержавеющей стали
Автори російськоюМутхукумаран Васудеван, Бхадури Арун Кумар, Радж Балдев
МПК / Мітки
МПК: B23K 9/167, B23K 35/36
Мітки: виріб, вольфрамовим, сталі, газі, флюсова, флюс, такого, аустенітної, електродом, зварний, композиція, нержавіючої, спосіб, зварювання, флюсу, інертному, використанням
Код посилання
<a href="https://ua.patents.su/8-95076-flyusova-kompoziciya-ta-flyus-dlya-zvaryuvannya-austenitno-nerzhaviyucho-stali-volframovim-elektrodom-v-inertnomu-gazi-sposib-zvaryuvannya-z-vikoristannyam-takogo-flyusu-ta-zvarnij.html" target="_blank" rel="follow" title="База патентів України">Флюсова композиція та флюс для зварювання аустенітної нержавіючої сталі вольфрамовим електродом в інертному газі, спосіб зварювання з використанням такого флюсу та зварний виріб з аустенітної нержавіючої сталі</a>
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів
Номер патенту: 89553
Опубліковано: 10.02.2010
Автори: Ющенко Костянтин Андрійович, Коваленко Дмитро Васильович, Коваленко Ігор Васильович
МПК: B23K 35/362, B23K 35/36
Мітки: сталей, газів, вольфрамовим, електродом, дугового, середовищі, зварювання, флюс, інертних
Формула / Реферат:
Флюс для дугового зварювання сталей вольфрамовим електродом у середовищі інертних газів, що містить оксид кремнію, який відрізняється тим, що додатково містить метасилікат заліза та одну із хімічних сполук FeO-ТіО2 з підкласу складних окислів (ортотитанат заліза, метатитанат заліза та дититанат заліза) при наступному співвідношенні компонентів, мас. %: оксид кремнію SiO2 2,0 метасилікат заліза...
Спосіб зварювання аустенітної нержавіючої сталі
Номер патенту: 62165
Опубліковано: 15.12.2003
Автори: Гальцов Ігор Олександрович, Друзь Олег Миколайович, Гедрович Анатолій Іванович
МПК: B23K 33/00, B23K 31/00
Мітки: зварювання, спосіб, сталі, аустенітної, нержавіючої
Формула / Реферат:
Спосіб зварювання аустенітної нержавіючої сталі, при якому метал, що зварюється, перед зварюванням нагрівають протягом короткого часу до 1200-1380°С і швидко охолоджують, який відрізняється тим, що рідкий метал зварювальної ванни і зони «2Вп» охолоджують до температури навколишнього середовища (~20°С) у процесі зварювання, зі швидкістю Wo= 75-100 град/сек в інтервалі температур 500-600°С, але не більш 150 град/сек в інтервалі температур...
Спосіб зварювання аустенітної нержавіючої сталі і пристрій для його здійснення

Номер патенту: 79375
Опубліковано: 11.06.2007
Автори: Каленська Ганна Василівна, Гальцов Ігор Олександрович, Гедрович Анатолій Іванович
МПК: B23K 9/038, B23K 9/035
Мітки: пристрій, сталі, спосіб, аустенітної, зварювання, нержавіючої, здійснення
Формула / Реферат:
1. Спосіб зварювання аустенітної нержавіючої сталі, при якому метал перед зварюванням нагрівають протягом короткого терміну і швидко охолоджують, який відрізняється тим, що під виконуваним зварним швом і зоною пластичних деформацій "2Вп" розташовують охолодну рідину з нагрівальними елементами, метал зони пластичних деформацій "2Вп" перед зварюванням нагрівають до температури 100°С киплячим теплопоглиначем (водою), а рідкий...
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом
Номер патенту: 42418
Опубліковано: 15.10.2001
Автори: Кузнецов Валерій Дмитрович, Бунаков Олексій Іванович
МПК: B23K 9/04
Мітки: електродом, дротом, газі, спосіб, присадним, неплавким, інертному, електродугового, наплавлення
Формула / Реферат:
Спосіб електродугового наплавлення неплавким електродом в інертному газі з присадним дротом, що включає подачу на присадний дріт потенціалу живлення зварювального джерела, який відрізняється тим, що потенціал живлення присадного Дроту встановлюють одноіменним з потенціалом неплавкого електрода, відстань між електродами вибирають не більш суми розмірів їх активних плям дуги на виробі, при цьому наплавлення здійснюють в напрямку розташування...
Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу
Номер патенту: 85829
Опубліковано: 10.03.2009
Автори: Дюре Жан-Мішель Серж, Марсель, Гернью Паскаль
МПК: B23K 33/00, B23K 9/167
Мітки: газу, зварювання, інертного, атмосфери, вольфрамовим, дугового, спосіб, електродом
Формула / Реферат:
1. Спосіб дугового зварювання вольфрамовим електродом в атмосфері інертного газу першої деталі (12) з першою стінкою (13) і торцевим краєм до другої деталі (11) з другою стінкою (11) і краєм, де обидві деталі приварюються одна до одної вздовж поверхні з'єднання між згаданими краями, і уздовж якої перша стінка (13) утворює виступаючий кут з другою стінкою (11), який відрізняється тим, що електрод (22) переміщують уздовж згаданої поверхні, при...
Попередній патент: Імуногенна композиція
Наступний патент: Модифікатори для гіпсових суспензій і спосіб їхнього застосування
Випадковий патент: Індукційно-динамічний привід преса пгтп-45-0