Спосіб зварювання аустенітної нержавіючої сталі і пристрій для його здійснення
Номер патенту: 79375
Опубліковано: 11.06.2007
Автори: Каленська Ганна Василівна, Гальцов Ігор Олександрович, Гедрович Анатолій Іванович

Формула / Реферат
1. Спосіб зварювання аустенітної нержавіючої сталі, при якому метал перед зварюванням нагрівають протягом короткого терміну і швидко охолоджують, який відрізняється тим, що під виконуваним зварним швом і зоною пластичних деформацій "2Вп" розташовують охолодну рідину з нагрівальними елементами, метал зони пластичних деформацій "2Вп" перед зварюванням нагрівають до температури 100°С киплячим теплопоглиначем (водою), а рідкий метал зварювальної ванни та зони "2Вп" в процесі зварювання охолоджують до температури теплопоглинача (100°С) зі швидкістю Wохл=90-95 град/сек, в інтервалі температур 500-600°С, при цьому нагрівна-охолодна зона повинна бути розміром не менше "3Вп".
2. Пристрій для зварювання аустенітної нержавіючої сталі, який містить коритоподібний ложемент-кондуктор з міді або нержавіючої сталі, розділений на центральну та бічні частини ребрами, що не торкаються дна, центральна частина якого заповнена пористим матеріалом (скловатою), а в бічних частинах розташовано трубки-аератори, який відрізняється тим, що як трубки-аератори застосовано теплоелектронагрівальні елементи (ТЕНи).
Текст
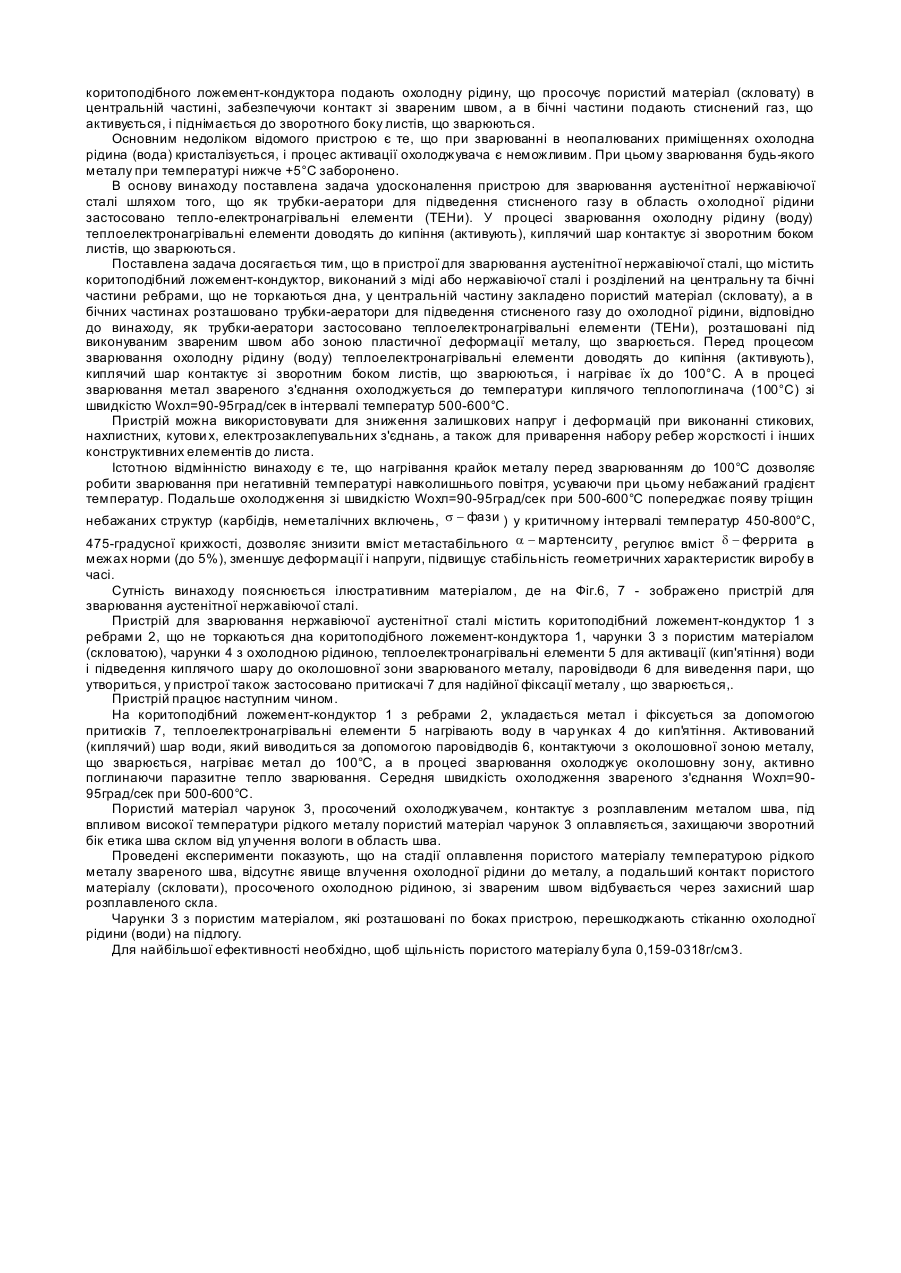
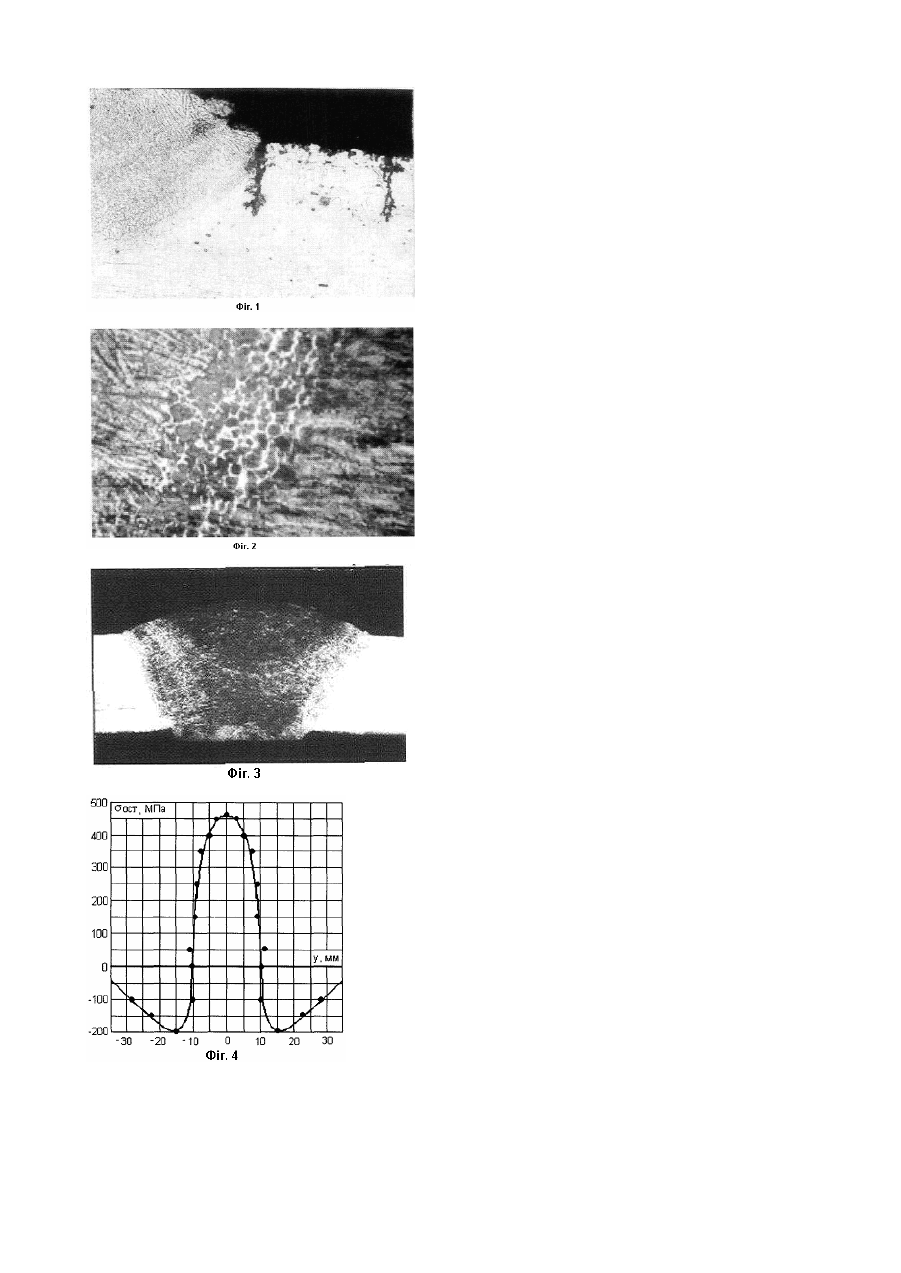
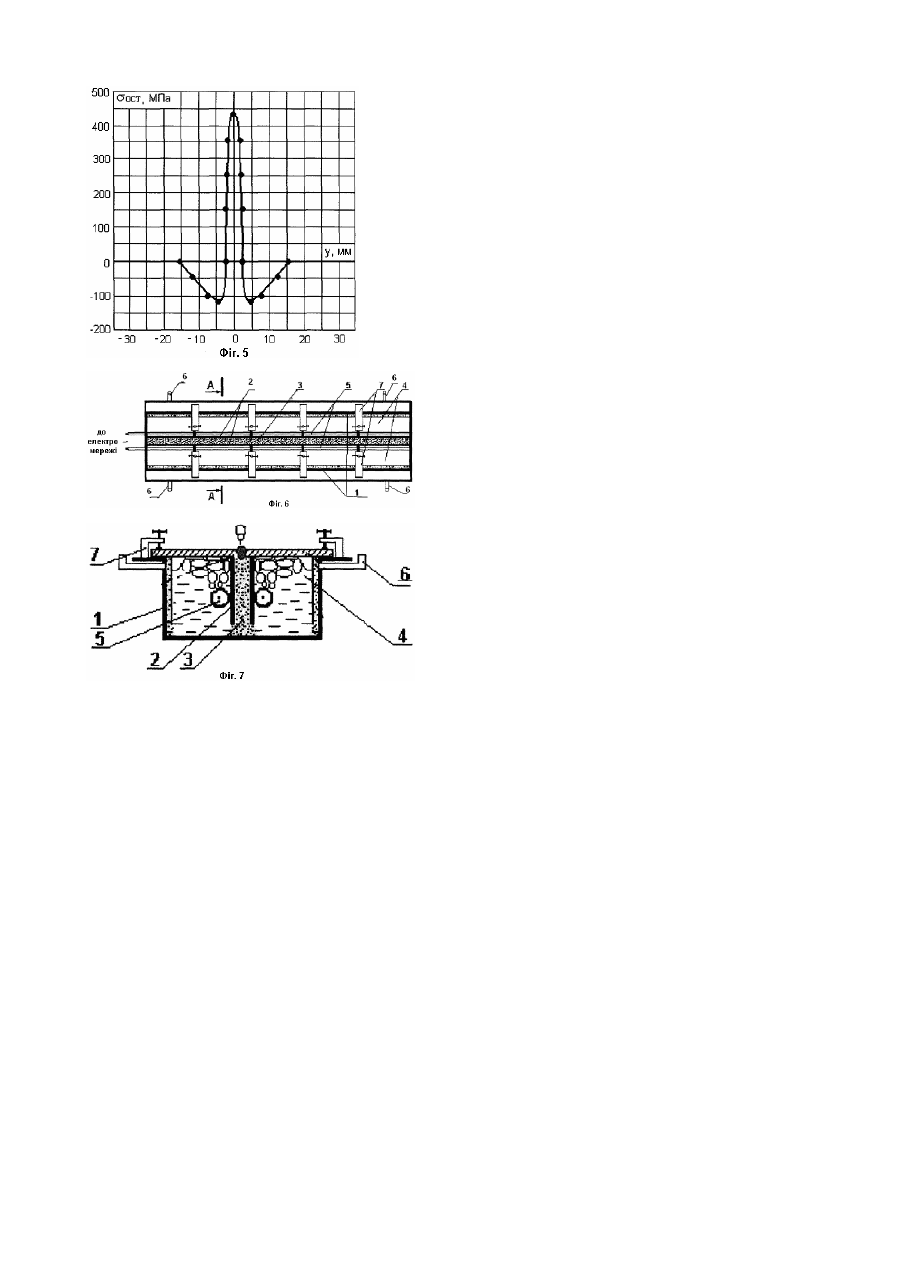
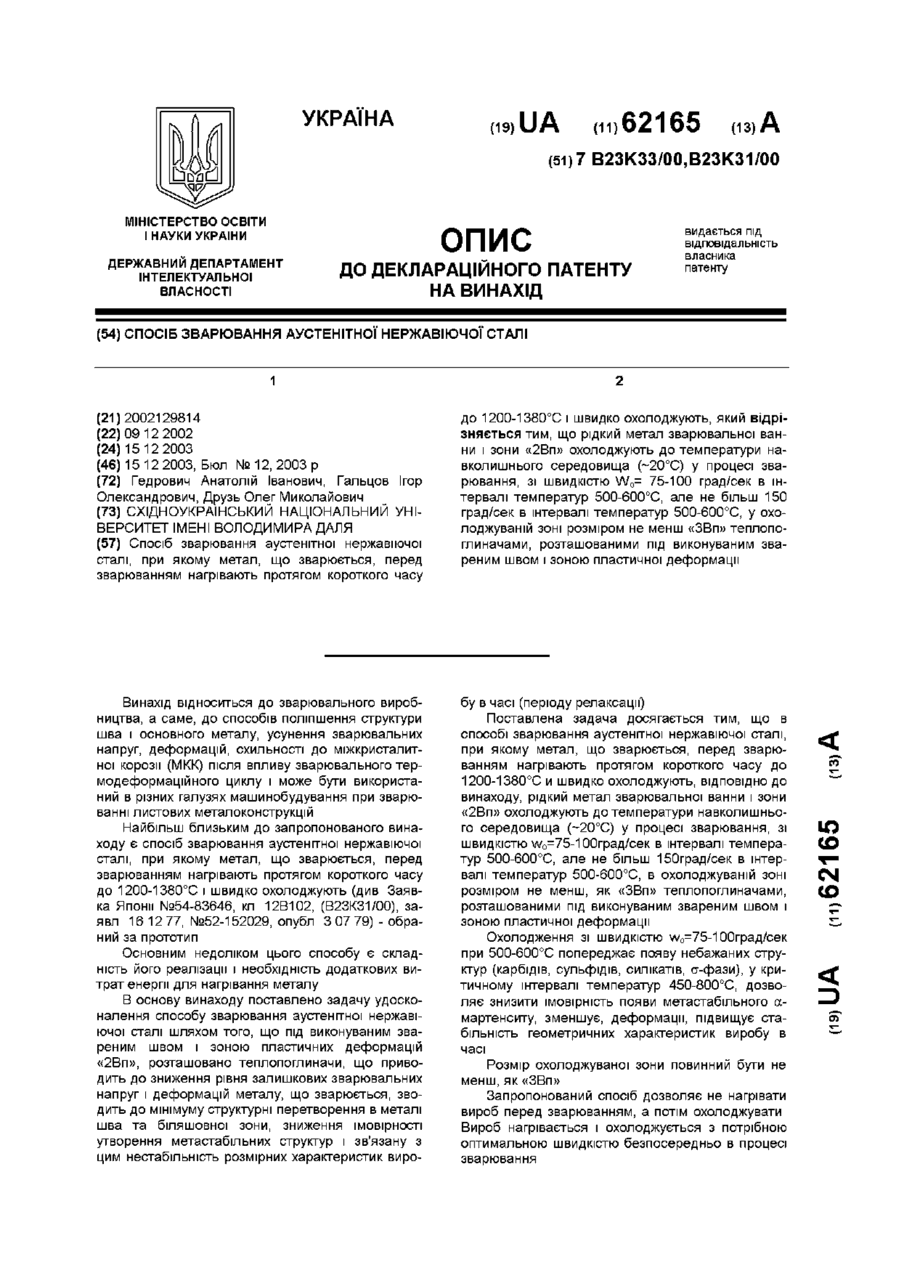
Винахід відноситься до галузі зварювального виробництва і може бути використаний для зниження зварювальних деформацій і напруг, поліпшення структури металу шва й околошовной зони при виготовленні виробів з тонких (до 5 мм) листів в опалювальних і неопалюваних цеха х. Відомо спосіб зварювання аустенітної нержавіючої сталі, при якому метал перед зварюванням нагрівають протягом короткого терміну до 1200-1380°С та швидко охолоджують [див. Заявка Японії №54 - 83646, кл. 12В 102, (В23К31/00), заявл. 16.12.77, №52 - 152029, опубл. 3.07.79] - обраний за прототип. Основним недоліком відомого способу є складність його реалізації і значні витрати енергії при нагріванні металу до високих температур. В основу винаходу поставлена задача удосконалення способу зварювання аустенітної нержавіючої сталі шляхом того, що під виконуваним звареним швом і зоною пластичних деформацій "2Вп" розташовують охолодну рідину з нагрівальними елементами, що приведе до зниження рівня залишкових, зварювальних напруг і деформацій металу, що зварюється, зведення до мінімуму структурних перетворень в металі шва та околошовної зоні, зниження імовірності утворення метастабільних структур і зв'язану з цим нестабільність розмірних характеристик виробу в часі. Поставлена задача досягається тим, що в способі зварювання аустенітної нержавіючої сталі, при якому метал перед зварюванням нагрівають протягом короткого терміну і швидко охолоджують, відповідно до винаходу, під виконуваним звареним швом і зоною пластичних деформацій "2Вп", розташовують охолодну рідину з нагрівальними елементами, метал зони пластичних деформацій "2Вп" перед зварюванням нагрівають до температури 100°С киплячим теплопоглиначем (водою), а рідкий метал зварювальної ванни та зони "2Вп" в процесі зварювання охолоджують до температури теплопоглинача (100°С) зі швидкістю Wохл=90-95град/сек., в інтервалі температур 500-600°С. Нагріваєма-охолодна зона повинна бути розміром не менш "3Вп", теплопоглинач розташовують під виконуваним звареним швом і зоною пластичної деформації. Нагрівання крайок металу, що з'єднуються, перед зварюванням до 100°С дозволяє робити зварювання при негативній температурі навколишнього повітря, усуваючи при цьому небажаний градієнт температур. Подальше охолодження зі швидкістю Wохл=90-95град/сек. при 500-600°С перешкоджає появі тріщин, небажаних структур (карбідів, неметалічних включень, s-фази), у критичному інтервалі температур 450-800°С, дозволяє знизити вміст метастабільного a - мартенситу , регулює появу d - феррита в межах норми (до 5%), зменшує де формації, підвищує стабільність геометричних характеристик виробу в часі. Запропонований спосіб дозволяє витримувати потрібний цикл зварювання. Виріб нагрівається і охолоджується з оптимальною швидкістю безпосередньо в процесі зварювання. Сутність винаходу пояснюється ілюстративним матеріалом, де на Фіг.1 - холодні тріщини (природне охолодження на повітрі), на Фіг.2 - карбіди між зернами лінії сплавки (природне охолодження на повітрі), на Фіг.3 - структура шва й околошовної зони при реалізації способу зварювання, з нагріваннямохолодженням, на Фіг.4 - графік залишкових напруг у з'єднанні при природному охолодженні на повітрі, на Фіг.5 - графік залишкових напруг у з'єднанні при зварюванні з нагріванням і штучним охолодженням. Спосіб здійснюється наступним чином. На коритоподібний ложемент-кондуктор з ребрами, укладають метал і фіксують допомогою притискачів, теплоелектронагрівальні елементи нагрівають воду в чарунках до кипіння. Активований (киплячий) шар води, контактуючи з околошовної зоною металу, що зварюють, нагріває метал до 100°С, а в процесі зварювання охолоджує околошовну зону, активно поглинаючи паразитне тепло зварювання. Середня швидкість охолодження звареного з'єднання Wохл=90-95град/сек. при 500-600°С. Приклад конкретного виконання. На лист товщиною 1,7мм з аустенітної сталі 10Х13М18ДУ (ТУ 14-15-315-93) розміром 300-200мм наварюють валик у кондукторі, із твердим закріпленням крайок листа на відстані L=45мм від осі шва, з нагріванням-охолодженням зворотного боку листа, і без нагрівання-охолодження. Відстань L установлюють розрахунковим шляхом для попередження деформації з площини (кутової деформації). Як охолоджувач використовують ванну з технічною водою, у якій розташовують теплоелектронагрівники (під звареним швом). Зварювання виконували відкритою дугою в середовищі Аг на режимі: сила зварювального струму Ісв=75 А, Uд=18 В, Vс в=35м/ч. Залишкові напруги контролюють неруйнівним методом (по появі магнітної a - фази ), приладом ФА-1М, ДСТ 11878-66. Структуру шва й околошовной зони вивчали на мікроскопі НЕОФОТ, зварені зразки травили електролитично, термічним методом і методом "AM" ДСТ 6032-84. При розгляді епюр залишкових напруг видно, що при зварюванні без охолодження (Фіг.4) залишкові розтягуючи напруги, ( s ост = 466 МПа) перевищують межу текучості сталі ( s т = 450 МПа) у 1,03 рази (прогин листа fост=19,2мм), період релаксації 39 годин, при застосуванні нагрівання-охолодження (Фіг.5) залишкові розтягуючи напруги, ( s ост = 435 МПа) не перевищують межу текучості сталі (прогин листа fост=3,4 мм), період релаксації 2 години. Порівнюючи мікроструктури з'єднання видно, що при зварюванні без нагрівання-охолодження (Фіг.1) в околошовній зоні з'являються холодні тріщини, виділення карбідів хрому (Фіг.2), між зернами, лініями сплавлення зварене з'єднання схильне до міжкристалічної корозії (МКК). Нагрівання - охолодження при зварюванні цілком виключає появу тріщин і небажаних стр уктур під дією зварювального термодеформаційного циклу (Фіг.3). Відомо пристрій для зварювання аустенітної нержавіючої сталі [див. деклараційний пат. України №62164А В23К9/035 В23К9/038, опубл. 15.12.2003, бюл. №12] - обраний за прототип, який містить коритоподібний ложемент-кондуктор, виконаний з міді або нержавіючої сталі, розташований під листами, що зварюються, і розділений на центральну і бічні частини ребрами, що не торкаються дна. У центральній частині коритоподібного ложемент-кондуктора (розташованій під звареним швом) закладений пористий матеріал - скловата, бічні частини постачені трубками-аераторами для підведення стисненого газу до охолодної рідини. У процесі зварювання до коритоподібного ложемент-кондуктора подають охолодну рідину, що просочує пористий матеріал (скловату) в центральній частині, забезпечуючи контакт зі звареним швом, а в бічні частини подають стиснений газ, що активується, і піднімається до зворотного боку листів, що зварюються. Основним недоліком відомого пристрою є те, що при зварюванні в неопалюваних приміщеннях охолодна рідина (вода) кристалізується, і процес активації охолоджувача є неможливим. При цьому зварювання будь-якого металу при температурі нижче +5°С заборонено. В основу винаходу поставлена задача удосконалення пристрою для зварювання аустенітної нержавіючої сталі шляхом того, що як трубки-аератори для підведення стисненого газу в область о холодної рідини застосовано тепло-електронагрівальні елементи (ТЕНи). У процесі зварювання охолодну рідину (воду) теплоелектронагрівальні елементи доводять до кипіння (активують), киплячий шар контактує зі зворотним боком листів, що зварюються. Поставлена задача досягається тим, що в пристрої для зварювання аустенітної нержавіючої сталі, що містить коритоподібний ложемент-кондуктор, виконаний з міді або нержавіючої сталі і розділений на центральну та бічні частини ребрами, що не торкаються дна, у центральній частину закладено пористий матеріал (скловату), а в бічних частинах розташовано трубки-аератори для підведення стисненого газу до охолодної рідини, відповідно до винаходу, як трубки-аератори застосовано теплоелектронагрівальні елементи (ТЕНи), розташовані під виконуваним звареним швом або зоною пластичної деформації металу, що зварюється. Перед процесом зварювання охолодну рідину (воду) теплоелектронагрівальні елементи доводять до кипіння (активують), киплячий шар контактує зі зворотним боком листів, що зварюються, і нагріває їх до 100°С. А в процесі зварювання метал звареного з'єднання охолоджується до температури киплячого теплопоглинача (100°С) зі швидкістю Wохл=90-95град/сек в інтервалі температур 500-600°С. Пристрій можна використовувати для зниження залишкових напруг і деформацій при виконанні стикових, нахлистних, кутови х, електрозаклепувальних з'єднань, а також для приварення набору ребер жорсткості і інших конструктивних елементів до листа. Істотною відмінністю винаходу є те, що нагрівання крайок металу перед зварюванням до 100°С дозволяє робити зварювання при негативній температурі навколишнього повітря, усуваючи при цьому небажаний градієнт температур. Подальше охолодження зі швидкістю Wохл=90-95град/сек при 500-600°С попереджає появу тріщин небажаних структур (карбідів, неметалічних включень, s - фази ) у критичному інтервалі температур 450-800°С, 475-градусної крихкості, дозволяє знизити вміст метастабільного a - мартенситу , регулює вміст d - феррита в межах норми (до 5%), зменшує деформації і напруги, підвищує стабільність геометричних характеристик виробу в часі. Сутність винаходу пояснюється ілюстративним матеріалом,де на Фіг.6, 7 - зображено пристрій для зварювання аустенітної нержавіючої сталі. Пристрій для зварювання нержавіючої аустенітної сталі містить коритоподібний ложемент-кондуктор 1 з ребрами 2, що не торкаються дна коритоподібного ложемент-кондуктора 1, чарунки 3 з пористим матеріалом (скловатою), чарунки 4 з охолодною рідиною, теплоелектронагрівальні елементи 5 для активації (кип'ятіння) води і підведення киплячого шару до околошовної зони зварюваного металу, паровідводи 6 для виведення пари, що утвориться, у пристрої також застосовано притискачі 7 для надійної фіксації металу , що зварюється,. Пристрій працює наступним чином. На коритоподібний ложемент-кондуктор 1 з ребрами 2, укладається метал і фіксується за допомогою притисків 7, теплоелектронагрівальні елементи 5 нагрівають воду в чар унках 4 до кип'ятіння. Активований (киплячий) шар води, який виводиться за допомогою паровідводів 6, контактуючи з околошовної зоною металу, що зварюється, нагріває метал до 100°С, а в процесі зварювання охолоджує околошовну зону, активно поглинаючи паразитне тепло зварювання. Середня швидкість охолодження звареного з'єднання Wохл=9095град/сек при 500-600°С. Пористий матеріал чарунок 3, просочений охолоджувачем, контактує з розплавленим металом шва, під впливом високої температури рідкого металу пористий матеріал чарунок 3 оплавляється, захищаючи зворотний бік етика шва склом від улучення вологи в область шва. Проведені експерименти показують, що на стадії оплавлення пористого матеріалу температурою рідкого металу звареного шва, відсутнє явище влучення охолодної рідини до металу, а подальший контакт пористого матеріалу (скловати), просоченого охолодною рідиною, зі звареним швом відбувається через захисний шар розплавленого скла. Чарунки 3 з пористим матеріалом, які розташовані по боках пристрою, перешкоджають стіканню охолодної рідини (води) на підлогу. Для найбільшої ефективності необхідно, щоб щільність пористого матеріалу була 0,159-0318г/см3.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for welding austenitic stainless steel
Автори англійськоюHedrovych Anatolii Ivanovych, Haltsov Ihor Oleksandrovych, Kalenska Hanna Vasylivna
Назва патенту російськоюСпособ сварки аустенитной нержавеющей стали и устройство для его осуществления
Автори російськоюГедрович Анатолий Иванович, Гальцов Игорь Александрович, Каленская Анна Васильевна
МПК / Мітки
МПК: B23K 9/038, B23K 9/035
Мітки: аустенітної, сталі, пристрій, нержавіючої, здійснення, зварювання, спосіб
Код посилання
<a href="https://ua.patents.su/4-79375-sposib-zvaryuvannya-austenitno-nerzhaviyucho-stali-i-pristrijj-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання аустенітної нержавіючої сталі і пристрій для його здійснення</a>
Спосіб зварювання аустенітної нержавіючої сталі
Номер патенту: 62165
Опубліковано: 15.12.2003
Автори: Гальцов Ігор Олександрович, Гедрович Анатолій Іванович, Друзь Олег Миколайович
МПК: B23K 33/00, B23K 31/00
Мітки: аустенітної, спосіб, зварювання, нержавіючої, сталі
Формула / Реферат:
Спосіб зварювання аустенітної нержавіючої сталі, при якому метал, що зварюється, перед зварюванням нагрівають протягом короткого часу до 1200-1380°С і швидко охолоджують, який відрізняється тим, що рідкий метал зварювальної ванни і зони «2Вп» охолоджують до температури навколишнього середовища (~20°С) у процесі зварювання, зі швидкістю Wo= 75-100 град/сек в інтервалі температур 500-600°С, але не більш 150 град/сек в інтервалі температур...
Спосіб безперервного лиття стрічки нержавіючої аустенітної сталі та пристрій для його здійснення
Номер патенту: 41415
Опубліковано: 17.09.2001
Автори: ДАМАСС Жан-Мішель, Маршіонні Крістіан, Бобаділла Манюель, Параді Філіпп
МПК: B22D 11/06, B22D 23/00
Мітки: безперервного, лиття, нержавіючої, стрічки, спосіб, сталі, пристрій, аустенітної, здійснення
Формула / Реферат:
1. Способ непрерывного литья ленты нержавеющей аустенитной стали непосредственно из жидкого металла, имеющего следующий состав, выраженный в масс.%: С ≤ 0,08%, Si ≤;1%, Мп ≤ 2%, Р ≤ 0,045%, S ≤0,030%. Cr между 17,0 и 20,0%, Ni - между 8,0 и 10,5%, на литейной машине на одну или между двумя движущимися стенками, наружная поверхность которых снабжена ямками, в которой зону, окружающую мениск, делают инертной при...
Спосіб одержання спеченого зносостійкого матеріалу на основі порошку аустенітної нержавіючої сталі
Номер патенту: 53157
Опубліковано: 15.01.2003
Автори: Мироненко Петро Олексійович, Щеглова Людмила Леонідівна, Санін Анатолій Федорович, Божко Сергій Анатолійович, Канигін Сергій Львович, Джур Євген Олексійович
МПК: C22C 33/02
Мітки: нержавіючої, матеріалу, основі, спеченого, порошку, аустенітної, одержання, сталі, зносостійкого, спосіб
Формула / Реферат:
Спосіб одержання спеченого зносостійкого матеріалу на основі порошку аустенітної нержавіючої сталі, що включає змішування його з лігатурою, пресування одержаної суміші та її спікання, який відрізняється тим, що порошок аустенітної нержавіючої сталі змішують з 2-10 % порошку лігатури, яка містить(мас. %) вуглецю 0,9-1,5, хрому 16-19, кремнію 4-5, бору 4-4,7, заліза не більше 5, нікель - основа, після чого одержану суміш пресують з питомим...
Спосіб виготовлення стрічки з напівферитної нержавіючої сталі та пристрій для його здійснення
Номер патенту: 24010
Опубліковано: 31.08.1998
Автори: Озер Жан-Мішель, Демарез Філіп
МПК: B22D 11/06
Мітки: здійснення, напівферитної, пристрій, стрічки, виготовлення, сталі, спосіб, нержавіючої
Формула / Реферат:
1. Способ изготовления ленты из полу -ферритной нержавеющей стали, включающий подачу металла в кристаллизатор установки непрерывной разливки в виде двух охлаждаемых валков, вращающихся в противоположных направлениях и установленных с зазором друг относительно друга, и вытягивание из кристаллизатора закристаллизовавшейся ленты, отличающий с я тем, что закристаллизовавшуюся ленту подвергают воздействию закалочной среды путем резкого охлаждения,...
Спосіб виготовлення холоднокатаних сталевих стрічок із нержавіючої сталі і металевих стрічок із сплавів титану і лінія для його здійснення
Номер патенту: 40606
Опубліковано: 15.08.2001
Автори: Ное Рольф, Баукло Дітер, Ное Андреас
МПК: B21B 45/04, C21D 8/02, C22F 1/18
Мітки: стрічок, сплавів, здійснення, спосіб, холоднокатаних, сталі, титану, лінія, сталевих, металевих, нержавіючої, виготовлення
Формула / Реферат:
1. Способ изготовления холоднокатаных стальных лент из нержавеющей стали и металлических лент из сплавов титана, включающий удаление окалины с горячекатаной ленты и холодную прокатку, отличающийся тем, что процесс изготовления осуществляют в единой линии обработки при непрерывном прохождении ленты, причем с горячекатаной ленты или отлитой стальной ленты удаляют окалину струйной обработкой, горячекатаную ленту подвергают холодной прокатке с...
Попередній патент: Спосіб лікування раку головки підшлункової залози
Наступний патент: Колодка ортопедична
Випадковий патент: Спосіб виготовлення підковних цвяхів