Плівки з посиленими краями і кромками
Формула / Реферат
1. Спосіб виготовлення плівки (3) з посиленими краями і/або кромками, при якому під час процесу виготовлення перед першим намотуванням у рулон на краї плівки (А) поміщають по стрічці (В¢) з тієї ж самої або з іншої плівки так, що плівка (3) щонайменше в області країв складається щонайменше з двох шарів, який відрізняється тим, що стрічки (В¢) укладають так, що кромки стрічок (В¢) закінчуються практично урівень з кромками плівки (А).
2. Спосіб за п. 1, який відрізняється тим, що стрічки (В¢) додаткової плівки у будь-якому разі мають одну прилипаючу сторону і одну неприлипаючу сторону, і прилипаючу сторону приводять у контакт з плівкою (А), що підлягає захисту.
3. Спосіб за п. 1 або 2, який відрізняється тим, що стрічки (В¢) наносять на верхню і/або нижню сторони плівки (А), що підлягає захисту, перед першим намотуванням.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що плівка (А) є еластичною плівкою.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що плівка (А) має щонайменше одну прилипаючу сторону.
6. Спосіб за пп. 1-5, який відрізняється тим, що плівку (А) приводять у контакт з прилипаючою стороною стрічок (В¢).
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що плівка (А) і стрічки (В¢) мають однакові коефіцієнти подовження в подовжньому напрямку.
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що стрічки відрізають від країв плівки (А) безпосередньо після її відливання або екструзії, стрічки (В¢) при необхідності перевертають і приводять у контакт з плівкою (А) перед першим її намотуванням у рулон.
9. Пристрій для виготовлення плівки з посиленими краями і/або кромками (3) за будь-яким з пп. 1-8, що містить систему роликів для спрямування полотна плівки (А) і щонайменше один подавальний пристрій (1) для стрічок (В¢) з плівки перед намотувальним пристроєм для плівки (3), який відрізняється тим, що пристрій додатково містить різальний пристрій (4) для видалення виступаючих країв і формування стрічок (В¢) з плівки, а також упор або засоби керування або регулювання бічних кромок.
10. Пристрій за п. 9, який відрізняється тим, що подавальний пристрій або пристрої (1) для стрічок (В¢) позиціоновані так, що забезпечується накладання стрічок (В¢) на краї плівки (А).
11. Пристрій за п. 9, який відрізняється тим, що додатково містить різальний пристрій (4) для видалення виступаючих країв.
12. Плівка (3) з посиленими кромками і/або краями, яка має на краях щонайменше по одній стрічці (В¢) з тієї ж самої або з іншої плівки, так що краї плівки (3) є багатошаровими, і кромки стрічок (В¢) закінчуються практично урівень з кромками плівки (А).
13. Плівка (3) за п. 12, яка відрізняється тим, що плівка (А) і стрічки (В¢) мають однакові коефіцієнти подовження у подовжньому напрямку або стрічки (В¢) мають більший коефіцієнт подовження, ніж плівка (А).
14. Плівка за п. 12 або 13, яка відрізняється тим, що має щонайменше одну прилипаючу сторону, і що стрічки (В¢) забезпечені щонайменше однією прилипаючою стороною.
15. Застосування плівки (3) за будь-яким з пп. 12-14 як упакування для предметів і/або для подальшої обробки або обгортання.
Текст
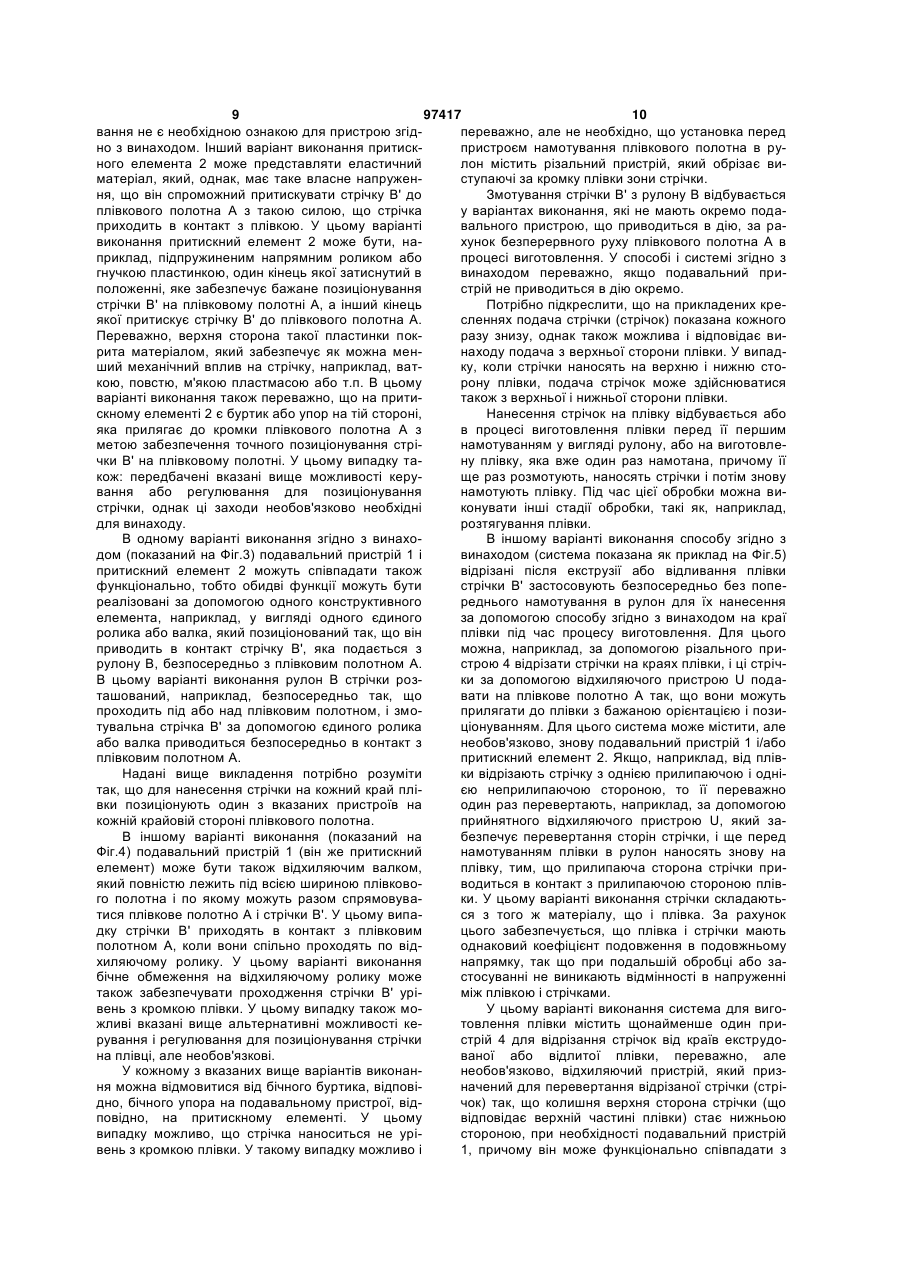
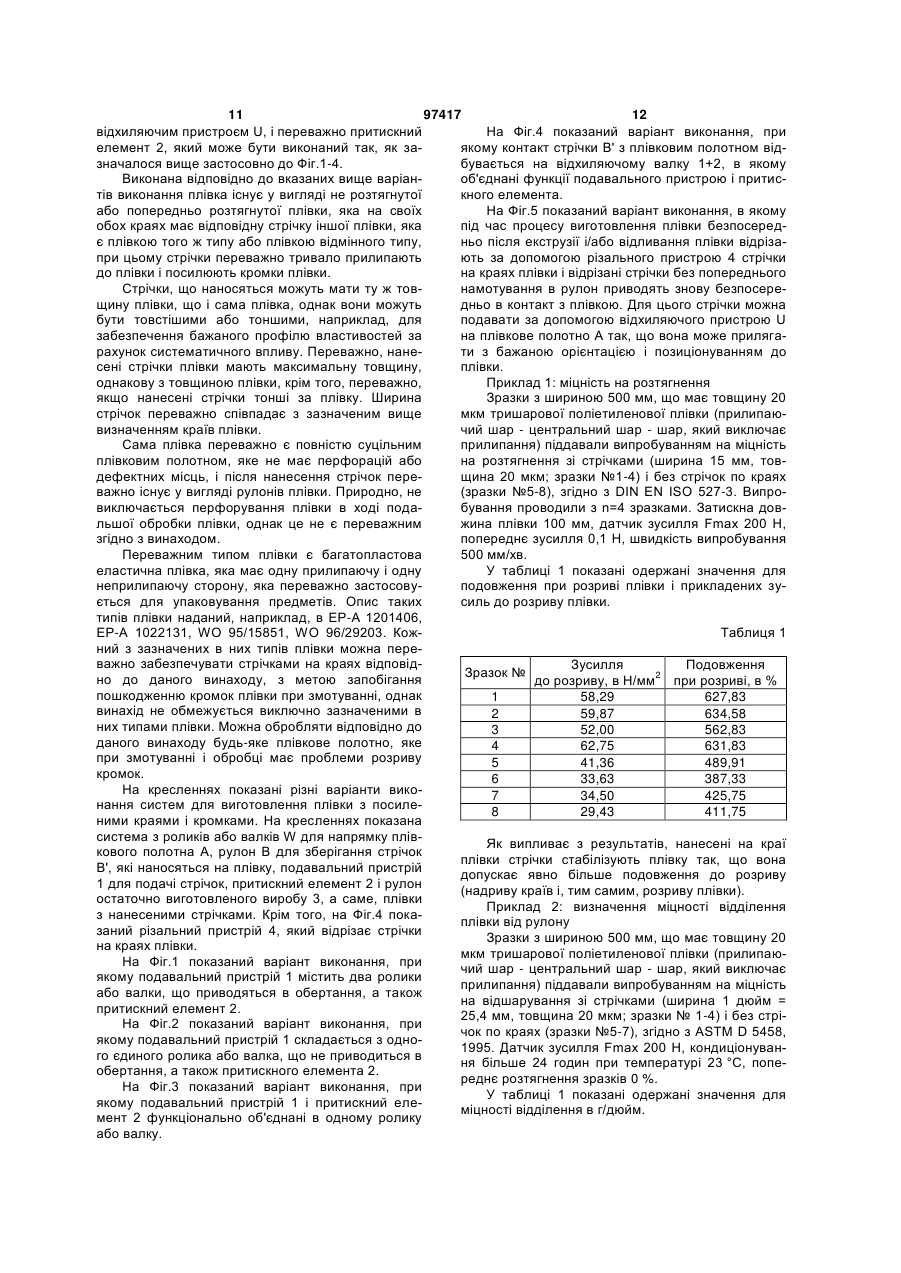
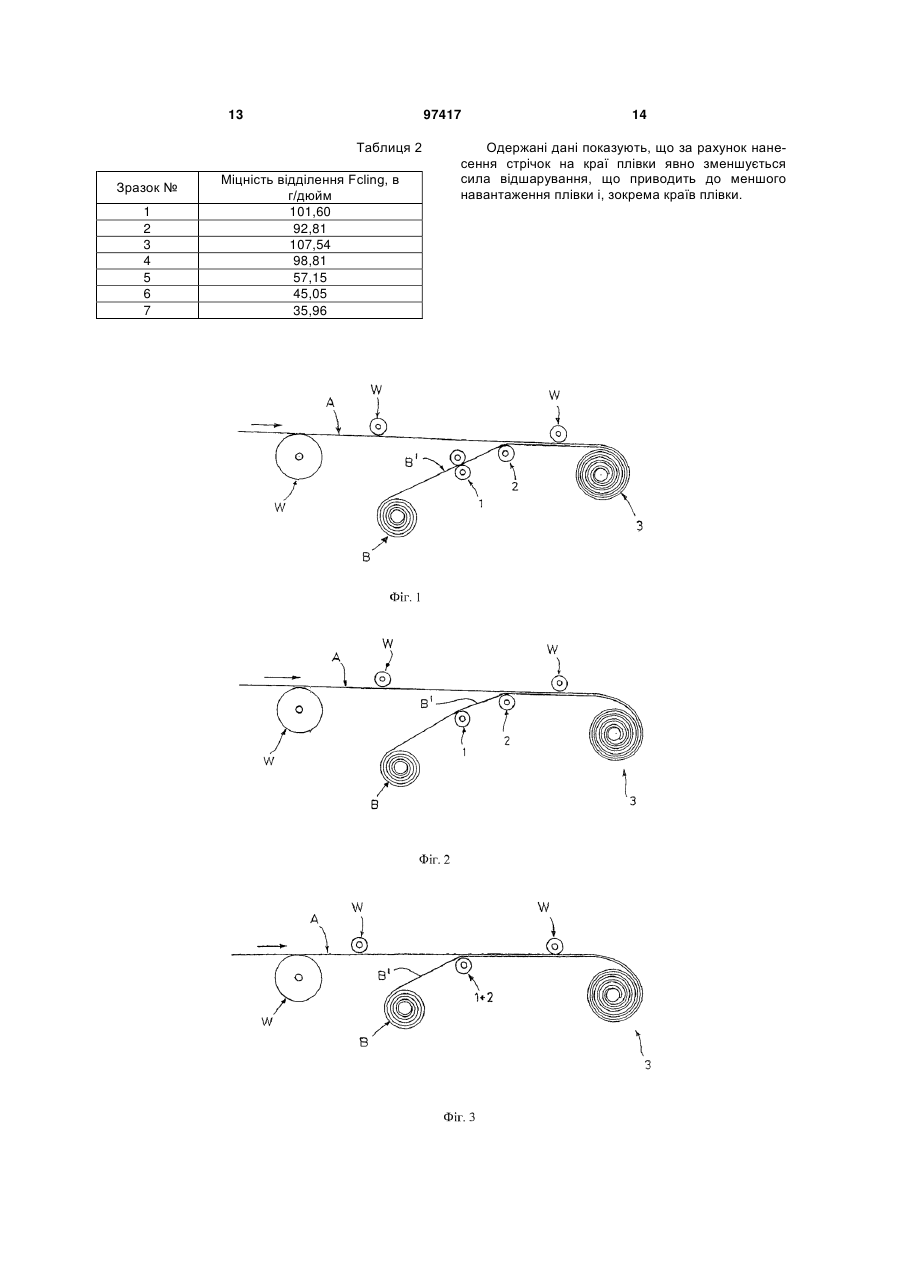
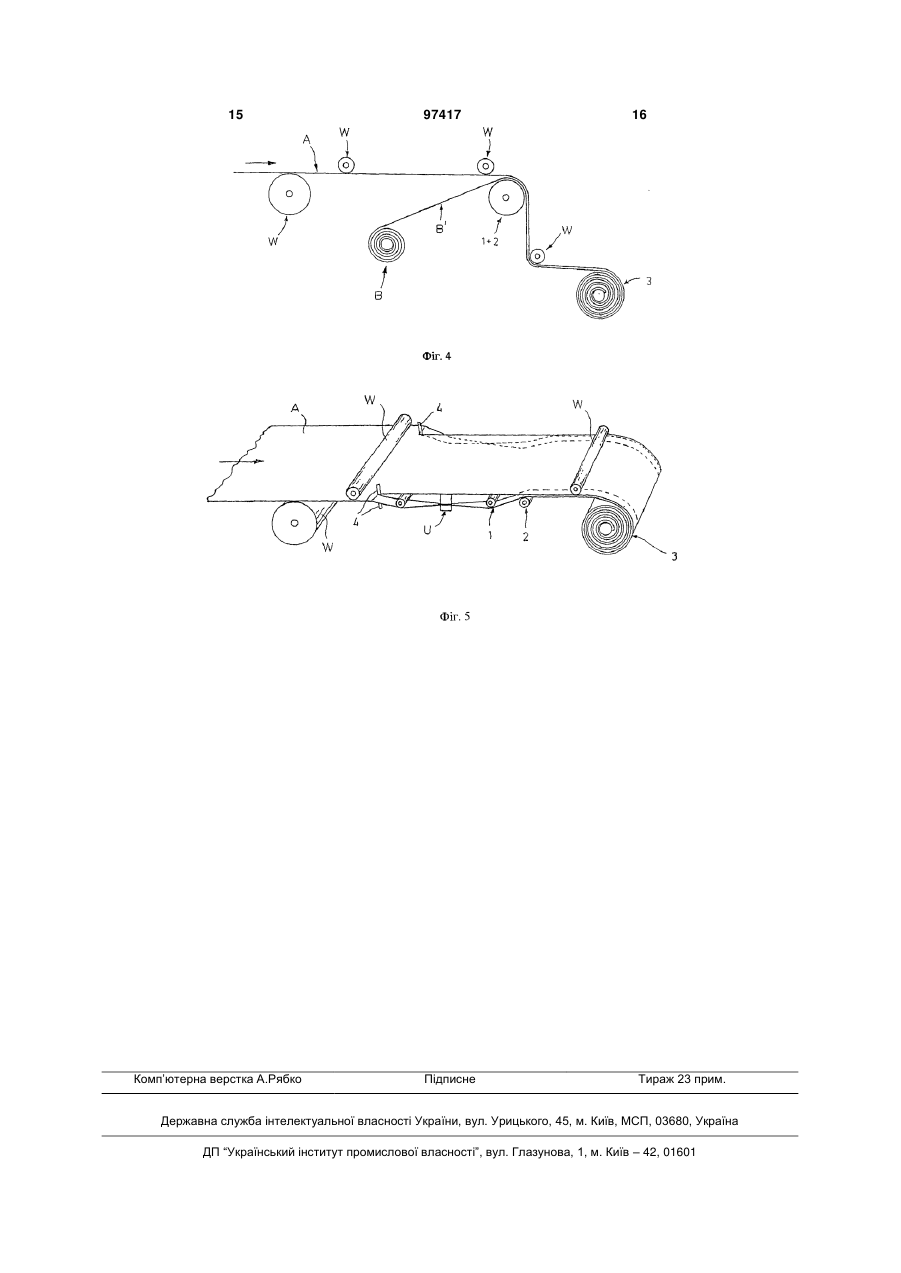
1. Спосіб виготовлення плівки (3) з посиленими краями і/або кромками, при якому під час процесу виготовлення перед першим намотуванням у рулон на краї плівки (А) поміщають по стрічці (В) з тієї ж самої або з іншої плівки так, що плівка (3) щонайменше в області країв складається щонайменше з двох шарів, який відрізняється тим, що стрічки (В) укладають так, що кромки стрічок (В) закінчуються практично урівень з кромками плівки (А). 2. Спосіб за п. 1, який відрізняється тим, що стрічки (В) додаткової плівки у будь-якому разі мають одну прилипаючу сторону і одну неприлипаючу сторону, і прилипаючу сторону приводять у контакт з плівкою (А), що підлягає захисту. 3. Спосіб за п. 1 або 2, який відрізняється тим, що стрічки (В) наносять на верхню і/або нижню сторони плівки (А), що підлягає захисту, перед першим намотуванням. 4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що плівка (А) є еластичною плівкою. 5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що плівка (А) має щонайменше одну прилипаючу сторону. 6. Спосіб за пп. 1-5, який відрізняється тим, що плівку (А) приводять у контакт з прилипаючою стороною стрічок (В). 7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що плівка (А) і стрічки (В) мають однакові коефіцієнти подовження в подовжньому напрямку. 2 (19) 1 3 Даний винахід стосується плівок з посиленими краями і кромками, які при обробці мають меншу небезпеку розривання кромок, способу виготовлення таких плівок, пристрою для виготовлення таких плівок і застосування таких плівок. В еластичних плівках, зокрема попередньо розтягнутих еластичних плівках, кромки на стороні рулону є найбільш чутливою зоною. Часто мінімальні пошкодження достатні для викликання розривання кромок і країв аж до відриву під час обробки. Крім того, виникають проблеми, коли плівка перекидається і, тим самим, прилипаюча сторона попадає на прилипаючу сторону і/або коли обидві сторони плівки є прилипаючими, оскільки прилипання утруднює змотування плівки, і при цьому можливе також пошкодження кромок і країв. Для запобігання дефектам на кромках до цього часу згідно з рівнем техніки вибирали насамперед спробу підвертати плівку на краях. Це приводило до того, що чутливі кромки плівки при обробці не представляли зовнішнє обмеження плівки, а захищалися укладеною на них іншою плівкою. Опис такого підходу наданий, зокрема в US 5531393, ЕР-А 638505 і JP-A 50053464. У всіх цих публікаціях пропонується виготовлену холодну плівку підвертати на краях і в цьому стані змотувати. У ЕР-А 1095759 надано також опис виготовлення плівки, в якої краї підвернені, однак підвернені краї в цьому випадку фіксуються в цьому стані за допомогою термозварювання для запобігання зворотному розгортанню підвернених кромок під час подальшої обробки плівки. У патенті US 4905451 наданий опис складання еластичної плівки в середині плівки, так що плівка лежить в декілька шарів один на одному, з метою посилення і за рахунок цього стабілізації плівки. У патентних заявках WO 01/60709, WO 03/059750 і WO 2006/018028 наданий опис іншого принципу стабілізації плівок, зокрема плівок, які мають множинну перфорацію на своїй поверхні. Для забезпечення можливості обробки плівок, які мають на своїй поверхні множинні перфорації (наприклад, плівки для проникних для повітря упаковок), пропонується розташовувати між перфораціями підсилювальні стрічки, які додають перфорованій плівці таку стабільність, що забезпечується можливість їх подальшої механічної, переважно автоматичної обробки. У СН 644411 А5 розкрите плоске полотно матеріалу, такого як дротяна сітка, марля, тюль, парусина, брезент і т.п., які посилені в крайовій зоні за допомогою термопластичних пластмасових стрічок. Для цього на обидві сторони полотна матеріалу накладають стрічки, які зварюють через існуючі в полотні матеріалу отвори сіток. У WO 02/096634 А1 наданий опис посиленої пластмасової плівки, яка містить підсилювальні стрічки, які розташовані на відстані від країв плівки. Задачею даного винаходу є створення плівки, краї якої простим і ефективним чином захищаються під час процесу виготовлення плівки від механічних впливів. Способи виготовлення можуть місти 97417 4 ти, зокрема екструзію плівки, відповідно, відливання плівки і подальшу переробку у виріб або подальшу обробку. Ця задача вирішена за допомогою способу виготовлення плівки з посиленими краями і кромками, при якому на краї плівки наносять стрічку іншої плівки так, що плівка щонайменше в зоні кромок складається щонайменше з двох шарів, а також за допомогою пристрою для здійснення такого способу і за допомогою плівки, яка на краях має стрічку іншої плівки, яка посилює кромки плівки. У зв'язку з даним винаходом "кромки" плівки означають зовнішнє обмеження плівки на кожній стороні (сторона в значенні праворуч і ліворуч), зокрема найбільш зовнішнє обмеження плівки (в перпендикулярному площині плівки напрямку), у той час як "краї" означають зони плівки, які знаходяться у зовнішній зоні плівки від (перпендикулярних площині плівки) кромок до середини плівки. Таким чином, під "краями" потрібно розуміти зовнішні сантиметри плівки на її поверхні, наприклад, зовнішні 10 см, переважно зовнішні 8 см, більш переважно зовнішні 5 см, ще більш переважно зовнішні 3 см. Особливо переважно під поняття "краї" підпадають щонайменше найбільш зовнішні 2 мм до 1 см плівки. При цьому необхідно розуміти, що в понятійному відношенні "кромка" переходить безпосередньо в "край", якщо йдеться про найбільш зовнішню зону площини плівки. Даний винахід не обмежується певним видом плівки, однак переважно використовувати посилення країв і/або кромок таких плівок, які є особливо чутливими на кромках, наприклад, дуже тонких плівок з товщиною плівки в діапазоні від 5 до 100 мкм. Посилення кромок служить насамперед для зменшення небезпеки розриву і пошкодження. За рахунок нанесення стрічки на краї плівки "посилюється" відповідна кромка плівки, так що зменшується небезпека пошкодження при механічному навантаженні кромок. "Посилення" кромок досягається за рахунок того, що плівка на краях має декілька шарів. При нанесенні стрічки плівка стає в цій зоні двошаровою, при нанесенні двох стрічок одна над одною - тришаровою і т.д. У даному винаході необхідно розрізнювати між "багатошаровими" і "багатопластовими" плівками. "Багатошарова" плівка містить декілька шарів однієї або різних плівок певної структури. При цьому щонайменше два попередньо розділених шари однієї або різних готових плівок приводяться в контакт один з одним і за рахунок цього утворюють "штабель" плівок. При цьому хімічні і/або фізичні властивості окремих (шарів) плівки можуть співпадати, або ж вони можуть відрізнятися один від одного. При "багатопластовій" плівці полотно плівки складається з різних пластів, які разом утворюють плівку. Такі багатопластові плівки відомі з рівня техніки, дуже часто, наприклад, еластичні плівки є такими багатопластовими плівками. При цьому, згідно з визначенням даного винаходу багатопластовою плівкою є кожна плівка, яка складається з більш ніж одного пласта одного хімічного матеріалу. У рівні техніки плівки, що називаються відповідно до приведеного вище визначення "багатопла 5 97417 6 стовими" часто називаються також "багатошарогається тим, що стрічку (стрічки) наносять на краї вими", однак такі плівки, які підпадають під вказаплівки так, що вони посилюють кромки плівки, за не вище визначення, необхідно розглядати незарахунок того, що вони закінчуються майже урівень, лежно від визначення згідно з рівнем техніки як переважно урівень з кромками, або стрічку (стріч"багатопластові". Прикладами "багатопластових" ки) наносять на плівку так, що вони спочатку вихоплівок з рівня техніки є, наприклад, плівки, опис дять за ці кромки і потім виступаючу частину можяких наданий в ЕР-А 1201406, ЕР-А 1022131, WO на при необхідності відрізати ще перед 95/15851, WO 96/29203 і багатьох інших заявках. З намотуванням плівки. цих викладень повинно бути зрозуміло, що багаЗастосовувана для стрічок плівка може бути топластова плівка являє нероздільне ціле, яке будь-якою плівкою, яку можна застосовувати тамістить декілька пластів, наприклад, два, три, чокож для плівки, що підлягає захисту. Це означає, тири, п'ять або більше пластів. Природно, декілька що для стрічок можна застосовувати плівки однабагатопластових плівок можна приводити в конкового типу, або ж плівки іншого типу, які мають такт одну з одною в декілька шарів, наприклад, прийнятні властивості для обробки згідно з даним два, три, чотири і т.д. шарів. винаходом. Переважно, застосовувана для стрічок В одному переважному варіанті виконання піплівка є еластичною плівкою з однією прилипаюдлягаюча захисту плівка (в подальшому "підлягачою і однією неприлипаючою стороною. У цьому юча захисту плівка" або просто "плівка") є еластивипадку переважно приводити стрічки з плівкою в чною плівкою, переважно термопластичною контакт так, що прилипаюча сторона повернена до еластичною пакувальною плівкою, зокрема еласплівки. У випадку, коли плівка сама має одну притичною пакувальною плівкою щонайменше з однілипаючу сторону і одну неприлипаючу сторону,єю прилипаючою стороною, тобто, наприклад, переважно, якщо стрічку наносять на прилипаючу плівкою з однією прилипаючою і однією неприлисторону плівки. У випадку, коли плівка сама має паючою стороною, або також плівкою з двома дві прилипаючі сторони, то стрічки можна наносиприлипаючими сторонами. Такі плівки звичайно ти також на обидві сторони плівки, тобто на верхназиваються еластичними, розтягуваними або ню сторону і нижню сторону, і на краях. Нанесення обмотувальними плівками. Такі плівки можна вигострічок має поряд з ефектом "потовщення" кромок товляти за допомогою відливання (відлиті плівки) додатковий ефект, який полягає в тому, що плівка, або за допомогою екструзії з роздуванням (видуяка знаходиться в рулоні, приклеюється на краях і ванні плівки) вихідних матеріалів. Для цілей данокромках не так сильно до плівки, яка ще знахого винаходу вид виготовлення плівок не має знадиться в рулоні. У зоні країв і кромок за рахунок чення, для даного винаходу прийнятні всі плівки, нанесення стрічок прилипаюча сторона заклеюякі мають проблему надриву або розриву кромок ється, так що прилипання сильно зменшується. при намотуванні рулону під час обробки. Тим самим ця чутлива зона на основі меншого Еластичні плівки, які самі запечатуються, коли прилипання при змотуванні плівки з рулону наванїх частини накладаються одна на одну, відомі як тажується не так сильно. Стрічки можна наносити клейкі плівки. Ці плівки є, як правило, багатопластакож на обидві сторони плівки (в смислі верхньої товими плівками і застосовуються, наприклад, сторони і нижньої сторони), однак це не є переваколи бажано упаковувати предмети (наприклад, за жним згідно з винаходом, оскільки такий варіант допомогою плівок в ручних рулонах) або втримувиконання пов'язаний з надмірною витратою мавати і/або упаковувати групу предметів щільно теріалу. зв'язаними, як, наприклад, при палетизації вантаВ одному переважному варіанті виконання нажів. При палетизації вантажів плівку щільно намонесені стрічки складаються з плівкового матеріалу, тують навколо товару або множини товарів, які який має переважно той же коефіцієнт подовжензнаходяться на піддоні, і вона сама запечатується, ня в подовжньому напрямку, що і сама плівка. При поки плівка знаходиться в розтягнутому стані, для цьому потрібно зазначити, що стрічки, які сильніше створення надійної упаковки блоками. Використорозтягуються, ніж плівка, можна застосовувати для вувані плівки можуть зберігатися перед застосувинаходу, у той час як застосування плівок, які ванням як пакувальний матеріал в не розтягнуторозтягуються менше, ніж плівка при подальшій му, а також в попередньо розтягнутому стані, і у обробці, не є переважними. В одному особливо разі не розтягнутих плівок - розтягуються під час переважному варіанті виконання стрічки, що нанопроцесу упаковування. У цьому процесі змотувансяться складаються з того ж плівкового матеріалу, ня і розтягнення під час обробки плівки на кромки що і сама плівка. плівки діють сили, а саме, наприклад, сили адгезії Згідно з даним винаходом стрічки можна наноплівки до рулону плівки і сили розтягнення за расити на плівку в будь-який момент часу її обробки. хунок розтягнення плівки, які створюють небезпеку В одному варіанті виконання стрічки наносять, пошкодження кромок, зокрема небезпеку надриву наприклад, на плівку так, що повністю виготовлене або розриву. полотно плівки, яка вже намотана в рулон, ще раз Згідно з даним винаходом ця небезпека запорозмотують, і наносять стрічку на розмотану плівбігається тим, що щонайменше одну окрему стрічку, перш ніж її знов намотують без подальшої обку іншої плівки (що називається в подальшому робки, або ж стрічки наносять на плівку перед або "стрічкою") наносять на краї плівки, при цьому після додаткового витягнення плівки для викорисстрічка (стрічки) посилюють кромки плівки. В одтання її в цьому вигляді при подальшій обробці, ному особливо переважному варіанті виконання наприклад, для використання як пакувального мастрічку (стрічки) наносять так, що вони закінчуютьтеріалу. ся практично урівень з кромками плівки. Це дося 7 97417 8 В іншому переважному варіанті виконання сення з точним приведенням стрічки відносно крострічки наносять на плівку під час процесу виготомки, навіть коли переважним є нанесення стрічок влення безпосередньо після створення (напри(щонайменше майже) урівень з плівкою. клад, за допомогою екструзії або відливання) плівПід час процесу виготовлення плівки, звичайки і перед першим намотуванням в рулон. но після екструзії або відливання, по краях плівки Для нанесення можна подавати стрічки, навідрізають стрічку для забезпечення утворення приклад, за допомогою подавального пристрою, в чіткої кромки. Для широких плівок звичайним є попередньо заданому положенні в безпосередню також так званий "середній виріз", тобто з широких близькість від плівки і потім разом з нею подавати плівок з полотна плівки в середині вирізають стрічна відхиляючий валок, так що плівка і стрічки прику. Одержані так вирізані стрічки звичайно викиходять в контакт одна з одною (найпізніше) на вадаються як неминучі відходи. лку, або ж стрічки можна приводити в контакт безВирізані з плівки стрічки можна згідно з винапосередньо з плівкою за допомогою подавального ходом намотувати в рулони для подальшого запристрою, який при необхідності містить притискстосування. Природно, в способі згідно з даним ний елемент. Притискний елемент може бути, навинаходом можна застосовувати також й інші стріприклад, невеликим роликом, або виступаючим в чки крім тих, які утворюються при виготовленні тієї напрямку плівки еластичним матеріалом, який ж плівки. Таким чином, в одному варіанті виконанрозташований в пристрої так, що він приводить ня винаходу стрічки перед подачею до плівки знавідповідну стрічку в контакт з плівкою. Переважно, ходяться в рулонах і їх можна зберігати також в не стрічки перед контактом з плівкою, як і саму плівку, розтягнутому або попередньо розтягнутому стані. втримують під певним напруженням з метою полеДля забезпечення контакту стрічок з плівкою звігшення напрямку стрічок аж до контакту з плівкою. льняють початок стрічки, що знаходиться в рулоні і В одному варіанті виконання, при якому стрічза допомогою подавального пристрою приводять в ки наносять після виготовлення плівки, що підляконтакт з плівкою. гає захисту, тобто при якому плівку спочатку ще Подавальний пристрій 1 може містити в однораз розмотують, потім наносять стрічки, і потім му варіанті виконання (показаний на Фіг.1), напризнову намотують плівку, подавальний пристрій, клад, два валка, що знаходяться в контакті один з відповідно, притискний елемент включені в систеодним, які приводяться в обертання так, що вони му у відповідному місці перед повторним намотузмотують стрічку В' з рулону В і проводять стрічку ванням рулону. У варіанті виконання, при якому В' в напрямку плівкового полотна А. Як альтернастрічки наносять під час виготовлення плівки, потивне рішення, подавальний пристрій 1 може тадавальний пристрій переважно є частиною всієї кож складатися лише з одного єдиного ролика або установки для виготовлення плівки і переважно валка, через який стрічка В' подається в напрямку включений у відповідному місці в загальну устаноплівкового полотна А, і який позиціонований так, вку перед намотуванням виготовленої плівки. що стрічка В' після контакту з плівкою самостійно В іншому варіанті виконання винаходу устанозмотується з рулону за рахунок руху плівкового вка містить після подавального пристрою і перед полотна А, тобто, наприклад, безпосередньо над намотуванням плівки по одному різальному приабо під плівковим полотном А біля краю плівки строю, який призначений для обрізання при необ(дивитись Фіг.2), що проходить знизу, відповідно, хідності виступаючих країв стрічок, так що кромки зверху. У цьому варіанті виконання переважно, стрічок закінчуються урівень з кромками плівки. але необов'язково, що валок або ролик виконаний Перевага даного винаходу в порівнянні з відотак, що стрічка В' може бути позиціонована на мим з рівня техніки способом, при якому бічні краї ньому з високою точністю, наприклад, тим, що на плівки підвертаються, полягає в тому, що, з одного краях ролика або валка при необхідності є щонайбоку, плівка значно менше навантажується мехаменше один упор, або ж передбачені можливості нічно, оскільки плівка не приводиться в зіткнення з керування або регулювання бічних кромок, які запідвертальним механізмом, який має безпосередпобігають "зісковзуванню" стрічки Μ на ролику або ньо впливати на плівку, з іншого боку, можна навалку. носити стрічки на кромки плівки переважно пракКрім того, система переважно містить притистично урівень, так що запобігаються кний елемент 2, який приводить стрічку в контакт з нерівномірності в зоні кромки, які можуть виникати плівкою. Цей притискний елемент 2 може бути за рахунок небездоганного підвертання країв плівтакож роликом або валком, який позиціонований ки. При підвертанні країв можуть утворюватися, так, що він притискує стрічку В' до плівки в бажанаприклад, включення повітря, або ж плівка стиканому місці. В одному можливому варіанті виконанється сама з собою дуже рано, що приводить до ня ролик або валок можуть мати на зовнішній стонеточного накладення власних країв на плівку. У роні, тобто на стороні, яка проходить вздовж варіанті виконання згідно з винаходом таким декромки плівкового полотна, упор або буртик, з фектам можна запобігати. Інша перевага полягає в яким межує як плівкове полотно А, так і стрічка В', тому, що за допомогою способу згідно з винахощо наноситься. Таким чином, стрічка В' може бути, дом за рахунок декількох шарів в зоні країв вининаприклад, позиціонована відносно плівкового кає множинна кромка, наприклад, подвійна кромка, полотна А так, що вона закінчується урівень з крояка в порівнянні з простою кромкою має більш вимкою плівки. Як альтернативне рішення, можуть сокі значення міцності, так що можна знижувати бути передбачені можливості керування або регупошкодження або надрив плівки. Ця перевага долювання бічної кромки, які забезпечують накласягається також при нанесенні стрічки з невеликим дення одну на одну плівки і стрічки. Однак такий зміщенням до кромки, так що необов'язкове нанеупор або буртик або таке керування або регулю 9 97417 10 вання не є необхідною ознакою для пристрою згідпереважно, але не необхідно, що установка перед но з винаходом. Інший варіант виконання притискпристроєм намотування плівкового полотна в руного елемента 2 може представляти еластичний лон містить різальний пристрій, який обрізає виматеріал, який, однак, має таке власне напруженступаючі за кромку плівки зони стрічки. ня, що він спроможний притискувати стрічку В' до Змотування стрічки В' з рулону В відбувається плівкового полотна А з такою силою, що стрічка у варіантах виконання, які не мають окремо подаприходить в контакт з плівкою. У цьому варіанті вального пристрою, що приводиться в дію, за равиконання притискний елемент 2 може бути, нахунок безперервного руху плівкового полотна А в приклад, підпружиненим напрямним роликом або процесі виготовлення. У способі і системі згідно з гнучкою пластинкою, один кінець якої затиснутий в винаходом переважно, якщо подавальний приположенні, яке забезпечує бажане позиціонування стрій не приводиться в дію окремо. стрічки В' на плівковому полотні А, а інший кінець Потрібно підкреслити, що на прикладених креякої притискує стрічку В' до плівкового полотна А. сленнях подача стрічки (стрічок) показана кожного Переважно, верхня сторона такої пластинки покразу знизу, однак також можлива і відповідає вирита матеріалом, який забезпечує як можна меннаходу подача з верхньої сторони плівки. У випадший механічний вплив на стрічку, наприклад, ватку, коли стрічки наносять на верхню і нижню стокою, повстю, м'якою пластмасою або т.п. В цьому рону плівки, подача стрічок може здійснюватися варіанті виконання також переважно, що на прититакож з верхньої і нижньої сторони плівки. скному елементі 2 є буртик або упор на тій стороні, Нанесення стрічок на плівку відбувається або яка прилягає до кромки плівкового полотна А з в процесі виготовлення плівки перед її першим метою забезпечення точного позиціонування стрінамотуванням у вигляді рулону, або на виготовлечки В' на плівковому полотні. У цьому випадку тану плівку, яка вже один раз намотана, причому її кож: передбачені вказані вище можливості керуще раз розмотують, наносять стрічки і потім знову вання або регулювання для позиціонування намотують плівку. Під час цієї обробки можна вистрічки, однак ці заходи необов'язково необхідні конувати інші стадії обробки, такі як, наприклад, для винаходу. розтягування плівки. В одному варіанті виконання згідно з винахоВ іншому варіанті виконання способу згідно з дом (показаний на Фіг.3) подавальний пристрій 1 і винаходом (система показана як приклад на Фіг.5) притискний елемент 2 можуть співпадати також відрізані після екструзії або відливання плівки функціонально, тобто обидві функції можуть бути стрічки В' застосовують безпосередньо без попереалізовані за допомогою одного конструктивного реднього намотування в рулон для їх нанесення елемента, наприклад, у вигляді одного єдиного за допомогою способу згідно з винаходом на краї ролика або валка, який позиціонований так, що він плівки під час процесу виготовлення. Для цього приводить в контакт стрічку В', яка подається з можна, наприклад, за допомогою різального прирулону В, безпосередньо з плівковим полотном А. строю 4 відрізати стрічки на краях плівки, і ці стрічВ цьому варіанті виконання рулон В стрічки розки за допомогою відхиляючого пристрою U податашований, наприклад, безпосередньо так, що вати на плівкове полотно А так, що вони можуть проходить під або над плівковим полотном, і змоприлягати до плівки з бажаною орієнтацією і позитувальна стрічка В' за допомогою єдиного ролика ціонуванням. Для цього система може містити, але або валка приводиться безпосередньо в контакт з необов'язково, знову подавальний пристрій 1 і/або плівковим полотном А. притискний елемент 2. Якщо, наприклад, від плівНадані вище викладення потрібно розуміти ки відрізають стрічку з однією прилипаючою і однітак, що для нанесення стрічки на кожний край плією неприлипаючою стороною, то її переважно вки позиціонують один з вказаних пристроїв на один раз перевертають, наприклад, за допомогою кожній крайовій стороні плівкового полотна. прийнятного відхиляючого пристрою U, який заВ іншому варіанті виконання (показаний на безпечує перевертання сторін стрічки, і ще перед Фіг.4) подавальний пристрій 1 (він же притискний намотуванням плівки в рулон наносять знову на елемент) може бути також відхиляючим валком, плівку, тим, що прилипаюча сторона стрічки приякий повністю лежить під всією шириною плівкововодиться в контакт з прилипаючою стороною плівго полотна і по якому можуть разом спрямовуваки. У цьому варіанті виконання стрічки складаютьтися плівкове полотно А і стрічки В'. У цьому випася з того ж матеріалу, що і плівка. За рахунок дку стрічки В' приходять в контакт з плівковим цього забезпечується, що плівка і стрічки мають полотном А, коли вони спільно проходять по відоднаковий коефіцієнт подовження в подовжньому хиляючому ролику. У цьому варіанті виконання напрямку, так що при подальшій обробці або забічне обмеження на відхиляючому ролику може стосуванні не виникають відмінності в напруженні також забезпечувати проходження стрічки В' уріміж плівкою і стрічками. вень з кромкою плівки. У цьому випадку також моУ цьому варіанті виконання система для вигожливі вказані вище альтернативні можливості кетовлення плівки містить щонайменше один прирування і регулювання для позиціонування стрічки стрій 4 для відрізання стрічок від країв екструдона плівці, але необов'язкові. ваної або відлитої плівки, переважно, але У кожному з вказаних вище варіантів виконаннеобов'язково, відхиляючий пристрій, який призня можна відмовитися від бічного буртика, відповіначений для перевертання відрізаної стрічки (стрідно, бічного упора на подавальному пристрої, відчок) так, що колишня верхня сторона стрічки (що повідно, на притискному елементі. У цьому відповідає верхній частині плівки) стає нижньою випадку можливо, що стрічка наноситься не урістороною, при необхідності подавальний пристрій вень з кромкою плівки. У такому випадку можливо і 1, причому він може функціонально співпадати з 11 97417 12 відхиляючим пристроєм U, і переважно притискний На Фіг.4 показаний варіант виконання, при елемент 2, який може бути виконаний так, як заякому контакт стрічки В' з плівковим полотном відзначалося вище застосовно до Фіг.1-4. бувається на відхиляючому валку 1+2, в якому Виконана відповідно до вказаних вище варіаноб'єднані функції подавального пристрою і притистів виконання плівка існує у вигляді не розтягнутої кного елемента. або попередньо розтягнутої плівки, яка на своїх На Фіг.5 показаний варіант виконання, в якому обох краях має відповідну стрічку іншої плівки, яка під час процесу виготовлення плівки безпосередє плівкою того ж типу або плівкою відмінного типу, ньо після екструзії і/або відливання плівки відрізапри цьому стрічки переважно тривало прилипають ють за допомогою різального пристрою 4 стрічки до плівки і посилюють кромки плівки. на краях плівки і відрізані стрічки без попереднього Стрічки, що наносяться можуть мати ту ж товнамотування в рулон приводять знову безпосерещину плівки, що і сама плівка, однак вони можуть дньо в контакт з плівкою. Для цього стрічки можна бути товстішими або тоншими, наприклад, для подавати за допомогою відхиляючого пристрою U забезпечення бажаного профілю властивостей за на плівкове полотно А так, що вона може прилягарахунок систематичного впливу. Переважно, нанети з бажаною орієнтацією і позиціонуванням до сені стрічки плівки мають максимальну товщину, плівки. однакову з товщиною плівки, крім того, переважно, Приклад 1: міцність на розтягнення якщо нанесені стрічки тонші за плівку. Ширина Зразки з шириною 500 мм, що має товщину 20 стрічок переважно співпадає з зазначеним вище мкм тришарової поліетиленової плівки (прилипаювизначенням країв плівки. чий шар - центральний шар - шар, який виключає Сама плівка переважно є повністю суцільним прилипання) піддавали випробуванням на міцність плівковим полотном, яке не має перфорацій або на розтягнення зі стрічками (ширина 15 мм, товдефектних місць, і після нанесення стрічок перещина 20 мкм; зразки №1-4) і без стрічок по краях важно існує у вигляді рулонів плівки. Природно, не (зразки №5-8), згідно з DIN EN ISO 527-3. Випровиключається перфорування плівки в ході подабування проводили з n=4 зразками. Затискна довльшої обробки плівки, однак це не є переважним жина плівки 100 мм, датчик зусилля Fmax 200 Η, згідно з винаходом. попереднє зусилля 0,1 Н, швидкість випробування Переважним типом плівки є багатопластова 500 мм/хв. еластична плівка, яка має одну прилипаючу і одну У таблиці 1 показані одержані значення для неприлипаючу сторону, яка переважно застосовуподовження при розриві плівки і прикладених зується для упаковування предметів. Опис таких силь до розриву плівки. типів плівки наданий, наприклад, в ЕР-А 1201406, ЕР-А 1022131, WO 95/15851, WO 96/29203. КожТаблиця 1 ний з зазначених в них типів плівки можна переважно забезпечувати стрічками на краях відповідЗусилля Подовження Зразок № 2 но до даного винаходу, з метою запобігання до розриву, в Н/мм при розриві, в % пошкодженню кромок плівки при змотуванні, однак 1 58,29 627,83 винахід не обмежується виключно зазначеними в 2 59,87 634,58 них типами плівки. Можна обробляти відповідно до 3 52,00 562,83 даного винаходу будь-яке плівкове полотно, яке 4 62,75 631,83 при змотуванні і обробці має проблеми розриву 5 41,36 489,91 кромок. 6 33,63 387,33 На кресленнях показані різні варіанти вико7 34,50 425,75 нання систем для виготовлення плівки з посиле8 29,43 411,75 ними краями і кромками. На кресленнях показана система з роликів або валків W для напрямку плівЯк випливає з результатів, нанесені на краї кового полотна А, рулон В для зберігання стрічок плівки стрічки стабілізують плівку так, що вона В', які наносяться на плівку, подавальний пристрій допускає явно більше подовження до розриву 1 для подачі стрічок, притискний елемент 2 і рулон (надриву країв і, тим самим, розриву плівки). остаточно виготовленого виробу 3, а саме, плівки Приклад 2: визначення міцності відділення з нанесеними стрічками. Крім того, на Фіг.4 покаплівки від рулону заний різальний пристрій 4, який відрізає стрічки Зразки з шириною 500 мм, що має товщину 20 на краях плівки. мкм тришарової поліетиленової плівки (прилипаюНа Фіг.1 показаний варіант виконання, при чий шар - центральний шар - шар, який виключає якому подавальний пристрій 1 містить два ролики прилипання) піддавали випробуванням на міцність або валки, що приводяться в обертання, а також на відшарування зі стрічками (ширина 1 дюйм = притискний елемент 2. 25,4 мм, товщина 20 мкм; зразки № 1-4) і без стріНа Фіг.2 показаний варіант виконання, при чок по краях (зразки №5-7), згідно з ASTM D 5458, якому подавальний пристрій 1 складається з одно1995. Датчик зусилля Fmax 200 Η, кондиціонуванго єдиного ролика або валка, що не приводиться в ня більше 24 годин при температурі 23 °C, попеобертання, а також притискного елемента 2. реднє розтягнення зразків 0 %. На Фіг.3 показаний варіант виконання, при У таблиці 1 показані одержані значення для якому подавальний пристрій 1 і притискний елеміцності відділення в г/дюйм. мент 2 функціонально об'єднані в одному ролику або валку. 13 97417 Таблиця 2 Зразок № 1 2 3 4 5 6 7 Міцність відділення Fcling, в г/дюйм 101,60 92,81 107,54 98,81 57,15 45,05 35,96 14 Одержані дані показують, що за рахунок нанесення стрічок на краї плівки явно зменшується сила відшарування, що приводить до меншого навантаження плівки і, зокрема країв плівки. 15 Комп’ютерна верстка А.Рябко 97417 Підписне 16 Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFilms with reinforced borders and edges
Автори англійськоюJager, Norbert
Назва патенту російськоюПленки с упрочненными краями и кромками
Автори російськоюЕгер Норберт
МПК / Мітки
МПК: B29C 55/00, B32B 37/02, B32B 3/02
Мітки: кромками, плівки, посиленими, краями
Код посилання
<a href="https://ua.patents.su/8-97417-plivki-z-posilenimi-krayami-i-kromkami.html" target="_blank" rel="follow" title="База патентів України">Плівки з посиленими краями і кромками</a>
Спосіб і пристрій для забезпечення рівномірності розплавленої металевої плівки
Номер патенту: 67768
Опубліковано: 15.07.2004
Автори: Кроос Йоахім, Шпітцер Карл-Гайнц, Урлау Ульріх
МПК: B22D 11/06
Мітки: пристрій, плівки, розплавленої, спосіб, металевої, рівномірності, забезпечення
Формула / Реферат:
1. Спосіб забезпечення рівномірності виготовленої безперервним розливанням у стрічку розплавленої металевої плівки, зокрема сталевої плівки, при якому нанесений на стрічку, що рухається, розплав має за можливості однакову товщину та однакові властивості по ширині стрічки, який відрізняється тим, що для забезпечення рівномірності металевої плівки по її ширині на металеву стрічку діють силами, спрямованими протилежно напрямку потоку стрічки,...
Пристрій візуального визначення витрати плівки в касеті
Номер патенту: 220
Опубліковано: 31.08.1998
Автор: Мотревич Андрій Іванович
МПК: G11B 23/087
Мітки: визначення, плівки, касеті, пристрій, витрати, візуального
Формула / Реферат:
1. Пристрій візуального визначення витрати плівки в касеті, що складається з двох бобін з магнітною плівкою, прозорих частин з обох боків касети, шкали нанесеної вздовж лінії, що з'єднує центри бобін, який відрізняється тим, що має в своєму складі елемент-вказівник, що постійно розташований безпосередньо в касеті в зазорі між двома бобінами.2. Пристрій за п.1, який відрізняється тим, що в ньому використано направляючий елемент, що...
Вузол прикріплення плівки покрівлі теплиці до ванти
Номер патенту: 40128
Опубліковано: 16.07.2001
Автори: Михайлик Віктор Дмитрович, Коленчук Дмитро Миколайович
МПК: E04D 3/02
Мітки: теплиці, плівки, ванти, вузол, покрівлі, прикріплення
Формула / Реферат:
Вузол прикріплення плівки покрівлі теплиці до ванти, який складений з каркасу, вант, окрайок двох суміжний рулонів плівки, і кріпильних елементів, який відрізняється тим, що у ньому застосовані накладки з плівки, розміщені з внутрішньої сторони покрівлі вздовж її окрайок і мають довжину у 1/30 ширини рулону, але не більше 40 мм, в їх ширину у 2 рази меншу, всі праві окрайки лівих рулонів виконані з випусками на відбортовку довжиною у 1/55...
Установка гофрування та дублювання плівки
Номер патенту: 66462
Опубліковано: 10.01.2012
Автори: Семенов Лев Петрович, Засуха Сергій Олексійович, Іванов Євген Дмитрович, Желтов Павло Миколайович, Алієв Андрій Мамедович, Ганзій Іван Григорович
МПК: B29C 51/10, B29C 51/18
Мітки: гофрування, дублювання, установка, плівки
Формула / Реферат:
Установка гофрування та дублювання плівки, яка включає раму, на якій встановлені два пристрої розкочування матеріалу, пристрій накатувальний, заправні ролики та формувальний барабан, який з'єднаний з приводом за допомогою ланцюгової передачі та по периферії якого розташовані секції, кожна з яких забезпечена нагрівачем та з'єднана з системою створення вакууму, яка відрізняється тим, що додатково містить замкнуту стрічку, виконану із...
Розподільник рідинної плівки

Номер патенту: 24691
Опубліковано: 10.07.2007
Автори: Ракицький Віталій Леонідович, Зубрій Олег Григорович, Мікульонок Ігор Олегович, Гусарова Олена Віталіївна
МПК: F28D 3/00, F28F 21/00, B01D 63/06, B01D 1/22
Мітки: плівки, розподільник, рідинної
Формула / Реферат:
1. Розподільник рідинної плівки, що містить трубну решітку з отворами, у кожному з яких розташовано гнучку вертикальну трубку і втулку, що охоплює гнучку вертикальну трубку з утворенням між ними каналів для проходу рідини, який відрізняється тим, що на ділянці розташування втулки всередині гнучкої вертикальної трубки розміщено патрубок, а канали для проходу рідини виконано у вигляді поздовжніх пазів на внутрішній поверхні втулки.2....
Попередній патент: З’єднувач для з’єднання двох порожнистих профільних кінців
Наступний патент: Композиція для ін’єкцій на основі таксоїдів