Радіатор

Формула / Реферат
1. Радіатор, що містить:
- збірно-розподільчу насадку (2,4) для радіаторів опалення з трубами, що містить:
а) принаймні одну з'єднувальну частину (40) корпусу насадки, відлитого під тиском, наприклад, з алюмінію, що має отвір (12) для підключення до труби (6);
б) принаймні одне з'єднання діафрагми (18) для приєднання до наступної насадки;
в) внутрішню трубку (20) для з'єднання діафрагми (18) і отвору (12),
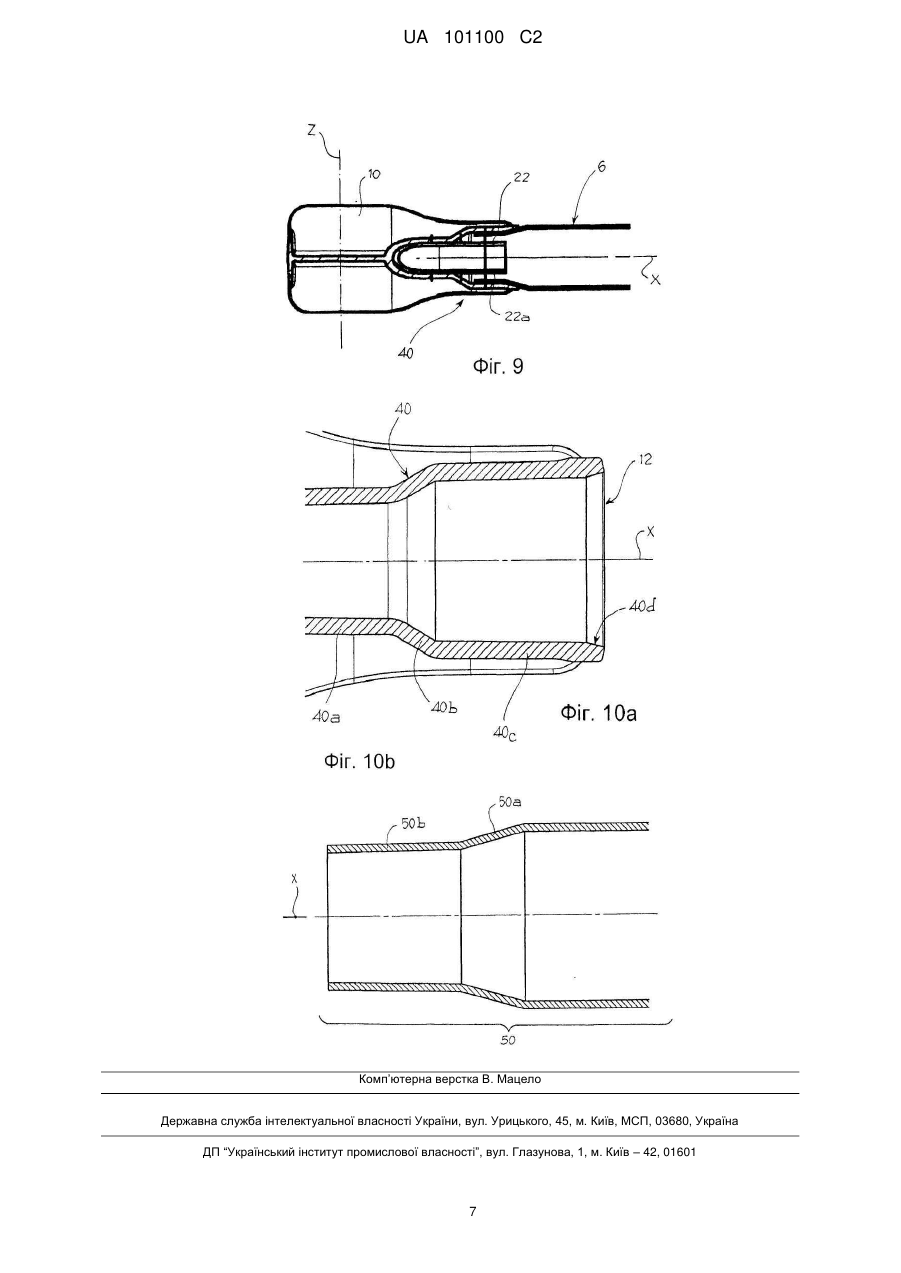
- принаймні одну трубу (6), виготовлену, наприклад, із сталі або алюмінію, вставлену в з'єднувальну частину (40) насадки, який відрізняється тим, що з'єднувальна частина труби має, у напрямку до краю, лійкоподібну секцію, що сходиться, 50а, і конічну секцію, що злегка сходиться, 50b, виконану, наприклад, у вигляді конуса Морзе, при цьому вказана конічна секція (50b), що злегка сходиться, із зусиллям вставляється в конічну секцію (40с) з'єднувальної ділянки (40) насадки, що злегка розходиться, щоб між трубою і насадкою було сформовано щільне механічне з'єднання.
2. Радіатор за п. 1, в якому адгезив поміщають між з'єднувальною частиною (40) і сполучною кінцевою секцією (50) труби.
Текст
Реферат: Збірно-розподільча насадка (2,4) для радіаторів опалення з трубами має внутрішню трубку (20), оснащену трубчастими вставками (22). Корпус насадки з литого алюмінієвого сплаву; вставка зі сталі. Крім того, труби з'єднані з насадкою за рахунок зчеплення сполучної ділянки насадки з кінцевою ділянкою труби, сформоване у вигляді конуса Морзе. UA 101100 C2 (12) UA 101100 C2 UA 101100 C2 5 10 15 20 25 30 35 40 45 50 55 60 [001] Даний винахід стосується збірно-розподільчої насадки для радіаторів опалення з трубами, а також способу виробництва вказаної насадки. [002] Радіатор такого типу складається з трубної колони, як правило, розташованої вертикально, утвореної з кількох труб, і двох насадок, одна розташована вище і одна нижче, які пов'язані трубопроводами, таким чином, щоб розподіляти постачання води до них і забирати воду, яка виходить з них. [003] Існує велика кількість варіантів колонних радіаторів. [004] Першим варіантом втілення є чавунний радіатор, який складається з ряду модульних блоків розміщених поруч один з одним. Кожен модульний блок складається з вертикальної труби, верхньої і нижньої кришки, в одній частині з трубами. [005] У цьому втіленні недоліком є те, що такий радіатор дуже важкий, і вимагає створення кожного окремого блоку відливанням, і тому потребує тривалий час для виробництва. [006] Ще один варіант є радіатором, який утворюється з кількох труб з пластику і двох насадок для розподілу і збору, також із пластику, до якого приєднані труби. [007] Таке втілення має недолік в обмеженій ефективності пластмаси яку використовують для труб, яка має низький коефіцієнт теплообміну у порівнянні з чавуном. [008] Крім того, такі варіанти втілення можуть ламатись і протікати через погані механічні характеристики опору пластичних матеріалів. [009] Існують також втілення, де труби і насадки виготовляються з алюмінію, а у випадку з варіантом втіленням модульних блоків єдиним цілим, основна складність полягає в виробництві алюмінієвих одиниць шляхом лиття або лиття із зменшеною товщиною одиниці (максимум 100 міліметрів) і тривалий час виробництва. [0010] Метою цього винаходу є створення радіаторної колонної труби, і переважніше збірнорозподільчої насадки для такого радіатора, який долає недоліки вказані з зазначенням фігур на відомий рівень техніки. [0011] Характеристики та переваги радіатора і насадки згідно винаходу будуть очевидними з опису нижче, здійснюються шляхом необмежуючих прикладів втілення з зазначенням на фігури, де: [0012] - Фіг. 1 і 2 показують вид зверху двох модульних блоків для радіаторів згідно цього винаходу, згідно двох варіантів втілень; [0013] - Фіг. 3 та 4 показують два відповідних види двох модульних блоків на фіг. 1 і 2; [0014] - Фіг. 5 і 6 показують два відповідних види двох насадок двох модульних блоків на фіг. 3 та 4; [0015] - Фіг. 7 і 8 показують два перетини поздовжнього виду двох насадок на фіг. 5 і 6; [0016] - фіг 9а і 9б показують розширення насадки з'єднаної з краєм труби, згідно цього винаходу. [0017] - Радіатор згідно цього винаходу містить, щонайменше один модульний блок (1), який складається зі збірно-розподільної насадки 2, 4 та кількох труб 6. [0018] Згідно одного варіанту 6 труб виготовлені з зварної сталі наприклад, сталі Fe360 або сталі Fe380 Згідно іншого варіанту, труби виготовляються з алюмінію або його сплавів. [0019] Труби розширюються в основному вздовж поздовжньої осі X і радіатора, які як правило, встановлені таким чином, що труби розташовані вертикально. [0020] Труби монтуються до насадки 2, 4, вони виготовляються окремо від насадки і потім підключаються до неї Насадка 2, 4, може бути приєднана до труб, які виготовлені окремо від неї. [0021] Модульні блоки (1) розташовані поруч один з одним трансверсально, тобто вздовж поперечної осі, перпендикулярної Z до поздовжньої осі X, змінним числом в залежності від необхідностей нагрівання та форми радіатора [0022] Насадка 2, 4 складається з головного корпусу 10, яка має отвори 12 для з'єднання з відповідною трубою 6. [0023] Наприклад, згідно одного з варіантів втілення, насадка має три отвори для з'єднання трьох труб (фіг 5 і 7), згідно іншого варіанту, насадка має чотири отвори, для з'єднання до чотирьох труб (фіг 6 і 8) Інші втілення (не показано) мають один отвір, два отвори або більше ніж чотири отвори. [0024] Для утворення радіатора модульні блоки 1 розташовуються поруч один з одним поперечно, тобто вздовж поперечної осі, перпендикулярної Z до поздовжньої осі X труб. Бічні сторони основної частини 10 виходять на відповідних бічних сторонах насадки іншого модульного блоку. [0025] На кожному бічному блоці, насадка 2, 4 має з'єднальний отвір 18. 1 UA 101100 C2 5 10 15 20 25 30 35 40 45 50 55 60 [0026] Вказане з'єднання отвору може бути застосоване для сполучення рідини з насадкою модульного блоку поруч з ним або з системою опалення, або може бути закрите пробкою, якщо не використовується. [0027] Головний корпус 10 має внутрішню трубку 20 для підключення рідинного сполучення отворів 18 і отвору 12 під'єднаних до труб 6. [0028] Таким чином, гаряча вода, яка подається з системи опалення до батареї досягає розподільної насадки 2 через отвір з'єднання, подається через внутрішню трубку 20 до отвору 12 і подається в труби 6. Після проходження через труби 6 вода потрапляє в збірну насадку 4 через отвори 12, через внутрішню трубку 20 охоплюючи діафрагму отвору, де вона передається в систему опалення для рециркуляції (повернення в обіг). [0029] Принаймні одна частина внутрішньої трубки 20 складається з трубчастої вставки 22 зміцнюючого матеріалу, вбудованого в головний корпус 10 насадки 2, 4. [0030] В результаті насадка 2, 4 має композитну структуру, в якій внутрішня трубка має трубчасті секції зі стінками зі зміцнюючого матеріалу, вбудовані в порожнинні форми, решти головного корпусу з основного матеріалу, який відрізняється від зміцнюючого матеріалу. [0031] Наприклад, насадка складається з розділів армування внутрішньої трубки утвореної з частини труби металевого матеріалу, наприклад, сталі вбудованої в порожнинні формування основного матеріалу металу, наприклад, алюмінію або його сплавів. [0032] Внутрішня трубка 20 містить основні частини 26, які видовжуються в поздовжньому напрямку X, тобто у відповідності з трубою 6, проміжна камера 28, яка розширюється в поперечному напрямку Z між двома отворами діафрагми 18, і вторинними розділами 30, які приєднанні до головних розділів проміжної камери 28. [0033] Згідно переважного варіанту втілення вторинні частини 30, які з'єднують основні частини проміжної камери 28 мають вказані трубчасті вставки 22, переважно основна частина 26 вказаної трубчастої вставки 22, виконується в одній частині з вставкою основної частини 26. [0034] Згідно кращого варіанту втілення трубчаста вставка 22 простягається до отвору 12 внутрішньої трубки 20, і може бути вставлена в кінцевій частині труби. [0035] Наприклад, для варіанту втілення з трьома отворами 12 (фіг. 7), два первинних частини 26 дві вторинних частини 30, які забезпечують дві бічні труби трубчастих вставок 22, крім того, поперечна камера 29 з'єднана з центральним отвором проміжної труби 32, що має поздовжній напрямок, без будь-якої трубчастої вставки. [0036] Проміжна трубка 32, що має поздовжнє розширення, переважно виготовляється з використанням рухомого каркасу або блоку під час процедури лиття насадки під тиском. [0037] У подальшому, наприклад, для чотирьох отворів (12) варіанту втілення (фіг. 8), два первинних (26) і вторинних отвори (30), які забезпечують дві бічні труби мають трубчасті вставки 22, крім того, поперечна камера 29 з'єднана з двома центральними отворами двома відповідними проміжними паралельними трубками 32, кожна має поздовжню сторону, але без трубчастих вставок. [0038] Для насадки із загальним числом отворів, проміжні камери забезпечуються розподілом або відбором води, всередині головного корпусу; проміжних трубках, які мають виключно поздовжнє розширення, та з'єднують деякі проміжні отвори з проміжною камерою, і виготовляються безпосередньо в процесі процедури лиття з використанням блоків; трубки, що мають частини з поперечним розширенням, для з'єднання бічних отворів з проміжною камерою, вказані частини, принаймні мають поперечне розширення оснащене трубчастими вставками і частинами, які мають поздовжні розширення в яких відсутні або наявні трубчасті вставки. [0039] Для приєднання труби 6 до насадки 2, 4, вставка кінцівки труби, має відповідний кінець, наприклад , без зняття задирок, передбачається, гнучкою деформацією, отвір 12 відкривається в затискній частині 40 головного корпусу 10. [0040] Затискна частина 40 має з внутрішньої сторони отвору 12, першу частину 40а, з якої виступає трубчаста вставка 22, і розходиться усічений конус випуклої форми 40b, частина з невеликим конічним розходження 40с, яка закінчується в направляючій канавці 40D. [0041] З'єднання кінців 50 труб 6 має відбуватись в напрямку вставки частини кінця, що сходиться 50а, канавку і злегка конічні частини 50b, які сходяться виготовлені, наприклад, як конус Морзе. [0042] Коли з'єднання кінців 50 із труб 6 вставляється у з'єднання частини 40 насадки 2, 4, злегка конічної частини 50b, труба сильно проникає в злегка конічну частину 40с частину 40 і частини канавки 50а трубопроводу потрапляє проти направляючої канавки 40d з частини 40. [0043] Між трубою і насадкою утворюється жорсткий механічний зв'язок. [0044] Переважно, наноситься клей на місця між з'єднанням кінців труби 50 і частини з'єднання насадки 40, з метою подальшого зміцнення механічного зв'язку. 2 UA 101100 C2 5 10 15 20 25 30 35 40 45 50 [0045] Виготовлення радіаторів згідно цього винаходу, здійснюється у наступні етапи: [0046] - трубчасті вставки з зміцнюючого матеріалу розміщуються для лиття під тиском пресформи основного матеріалу, в такому положенні, щоб утворилася частина внутрішньої трубки насадки; [0047] - лиття відбувається таким чином, щоб поміщати вставку в порожнину основного матеріалу з якого виготовлена насадка головного корпусу; [0048] - напівоброблена насадка витягується і виконуються будь-які оздоблювальні процеси. [0049] Згідно переважного способу виконання: [0050] - захисна труба з захисного матеріалу поміщається для лиття під тиском прес-форми основного матеріалу, в такому положенні, щоб утворити принаймні дві зміцнюючих частини насадки внутрішньої трубки; [0051] - лиття виконується таким чином, що можливе вставлення захисної труби в порожнину основного матеріалу, яка є головним корпусом виготовленої насадки; [0052] - напівоброблена насадка витягується і надлишкова частина захисної труби видаляється так, щоб утворювалися окремі вставки для зміцнення різних частин внутрішньої трубки; [0053] - виконуються будь-які оздоблювальні процеси. [0054] Наприклад, згідно такого способу виконання: [0055] - захисна труба зі сталі поміщається в лиття під тиском прес-форми для алюмінію, в такому положенні, що розділи його кінцівок призначені для утворення поперечної або термінальної частини з двох частин внутрішньої трубки, призначеної для підключення до труб; [0056] - лиття зроблене таким чином, щоб вставляти захисну трубу в порожнину алюмінієвого лиття з якого виготовлений головний корпус; [0057] - напівоброблена насадка витягується і частина захисної труби, що проходить через поперечну камеру внутрішнього каналу віддаляється так, щоб утворити окремі вставки для зміцнення різних розділів внутрішнього каналу, утвореного за допомогою видалення рідинного безперервного зв'язку прорізів; [0058] - Виконується будь-який подальший процес обробки. [0059] Крім того, формуються кінці труб 6, без зняття задирок, за допомогою гнучкої деформації для прийняття форми, як описано вище для з'єднання з насадкою. [0060] Потім труби підключаються жорсткою вставкою в насадку, створюючи модульний блок 1. [0061] Переважно, кожен модульний блок 1 складається з труб 6 і двох однакових насадок з’єднаних з кінцями труб, розташованих симетрично. [0062] Інноваційна насадка і радіатор згідно цього винаходу долає недоліки відомого рівня техніки і зокрема, забезпечує значну легкість. Такий аспект має велике значення так як перевезення і монтаж радіаторів значно полегшується. [0063] Переважно, витрати на виробництво насадки згідно цього винаходу, досить низькі, близько половини собівартості продукції відомих насадок сьогодні. [0064] Згідно переваг іншого аспекту, насадки оборотні, тобто ідентичні насадки використовуються на двох кінцях труб, що дає можливість знизити витрати виробництва та кількості компонентів радіатора. [0065] Переважно, насадка і радіатор значно надійніші, завдяки механічним характеристикам використаних матеріалів. [0066] Згідно ще одного переважного аспекту, вода не витікає, завдяки ефективності з'єднань між насадками і між насадкою і трубами. [0067] Зрозуміло, що фахівець в даній галузі техніки може вносити зміни в спосіб насадки і спосіб виробництва, описані вище, щоб задовольнити вимоги залежні від обставин. [0068] Наприклад, головний корпус насадки, згідно одного з варіантів втілення, виготовляється з спеціального термопластичного матеріалу. [0069] Такі зміни включаються в сферу охорони, як це визначено наступною формулою винаходу. ФОРМУЛА ВИНАХОДУ 55 60 1. Радіатор, що містить: - збірно-розподільчу насадку (2,4) для радіаторів опалення з трубами, що містить: а) принаймні одну з'єднувальну частину (40) корпусу насадки, відлитого під тиском, наприклад, з алюмінію, що має отвір (12) для підключення до труби (6); б) принаймні одне з'єднання діафрагми (18) для приєднання до наступної насадки; 3 UA 101100 C2 5 10 в) внутрішню трубку (20) для з'єднання діафрагми (18) і отвору (12), - принаймні одну трубу (6), виготовлену, наприклад, із сталі або алюмінію, вставлену в з'єднувальну частину (40) насадки, який відрізняється тим, що з'єднувальна частина труби має, у напрямку до краю, лійкоподібну секцію, що сходиться, 50а, і конічну секцію, що злегка сходиться, 50b, виконану, наприклад, у вигляді конуса Морзе, при цьому вказана конічна секція (50b), що злегка сходиться, із зусиллям вставляється в конічну секцію (40с) з'єднувальної ділянки (40) насадки, що злегка розходиться, щоб між трубою і насадкою було сформовано щільне механічне з'єднання. 2. Радіатор за п. 1, в якому адгезив поміщають між з'єднувальною частиною (40) і сполучною кінцевою секцією (50) труби. 4 UA 101100 C2 5 UA 101100 C2 6 UA 101100 C2 Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
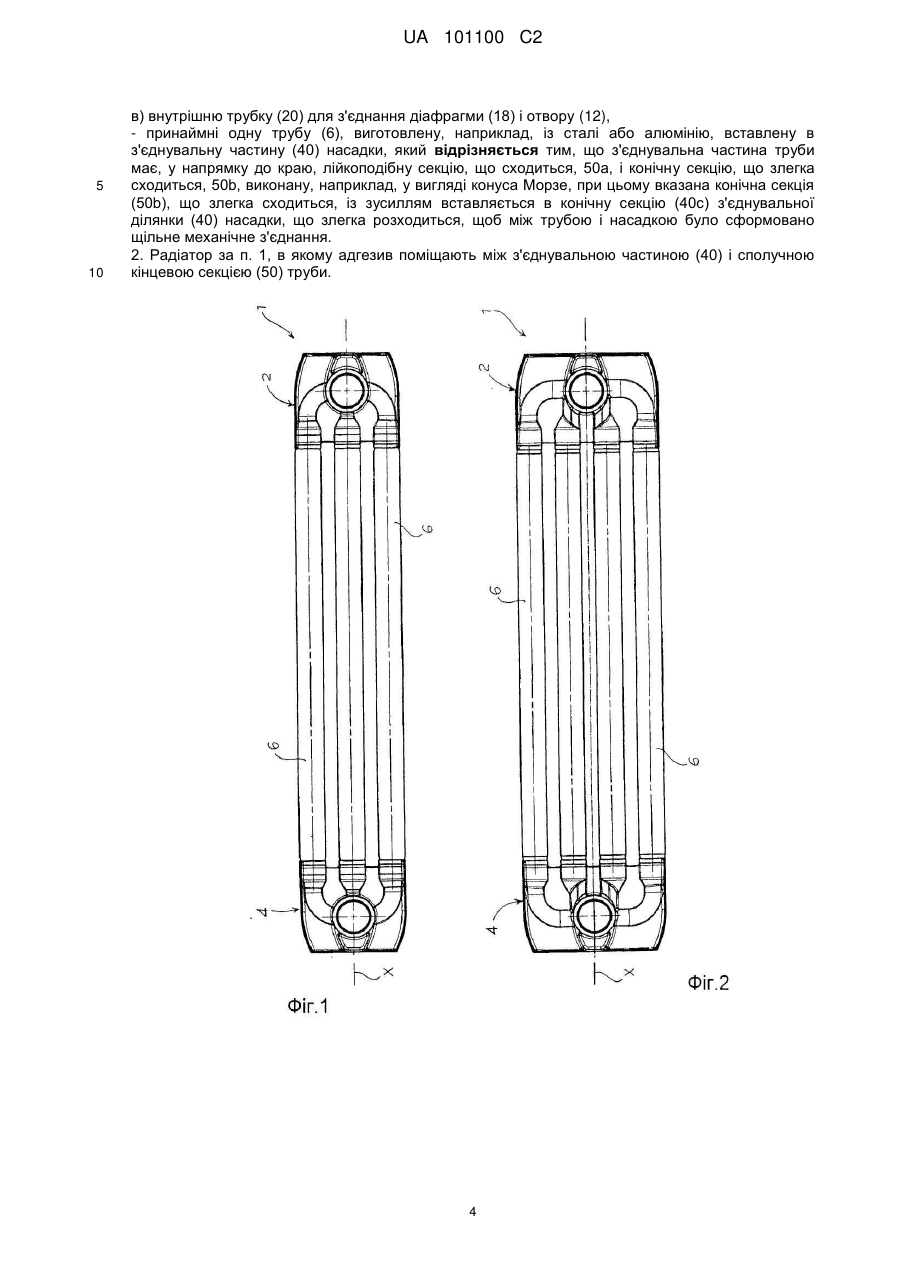
Назва патенту англійськоюRadiator
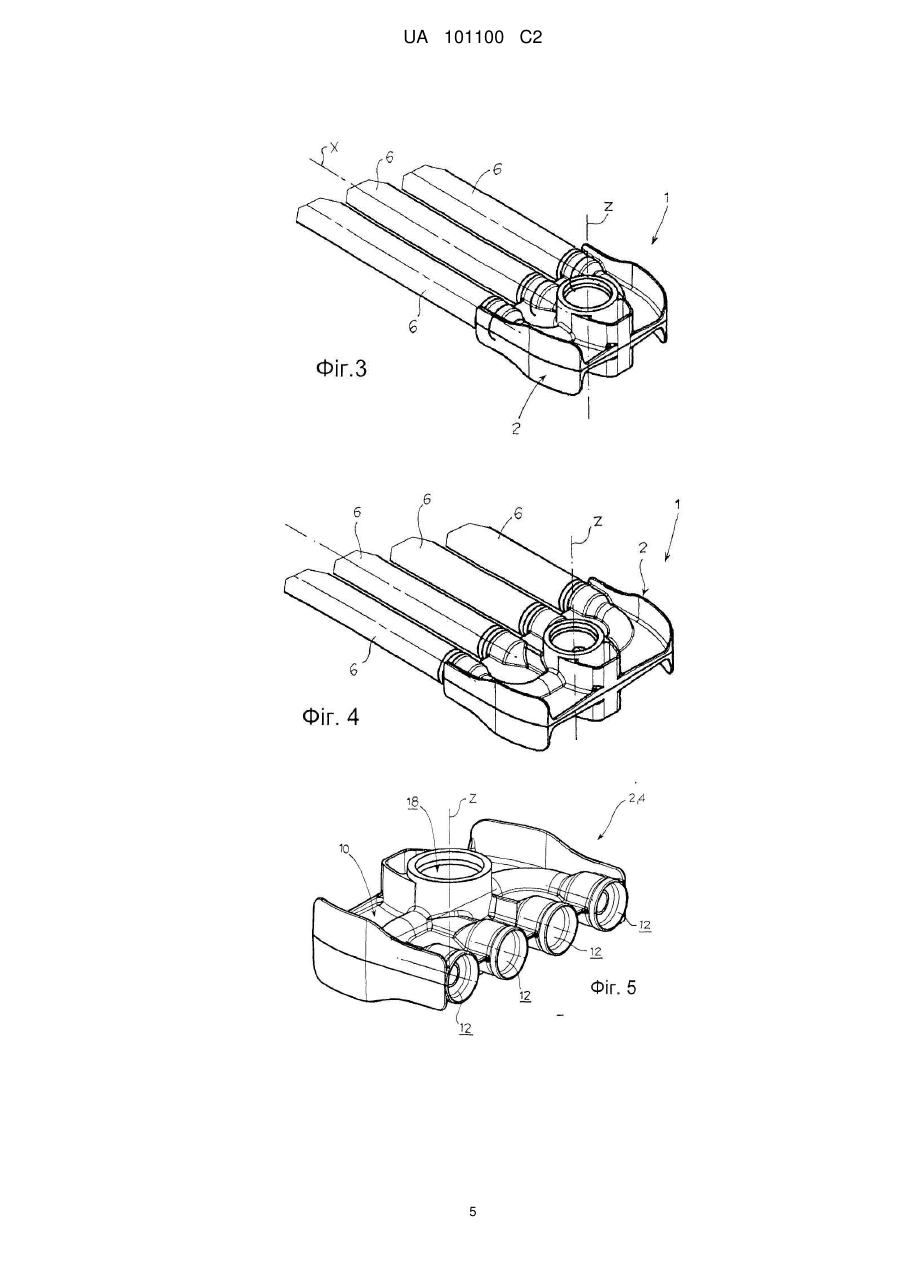
Автори англійськоюPelizzola, Carlo
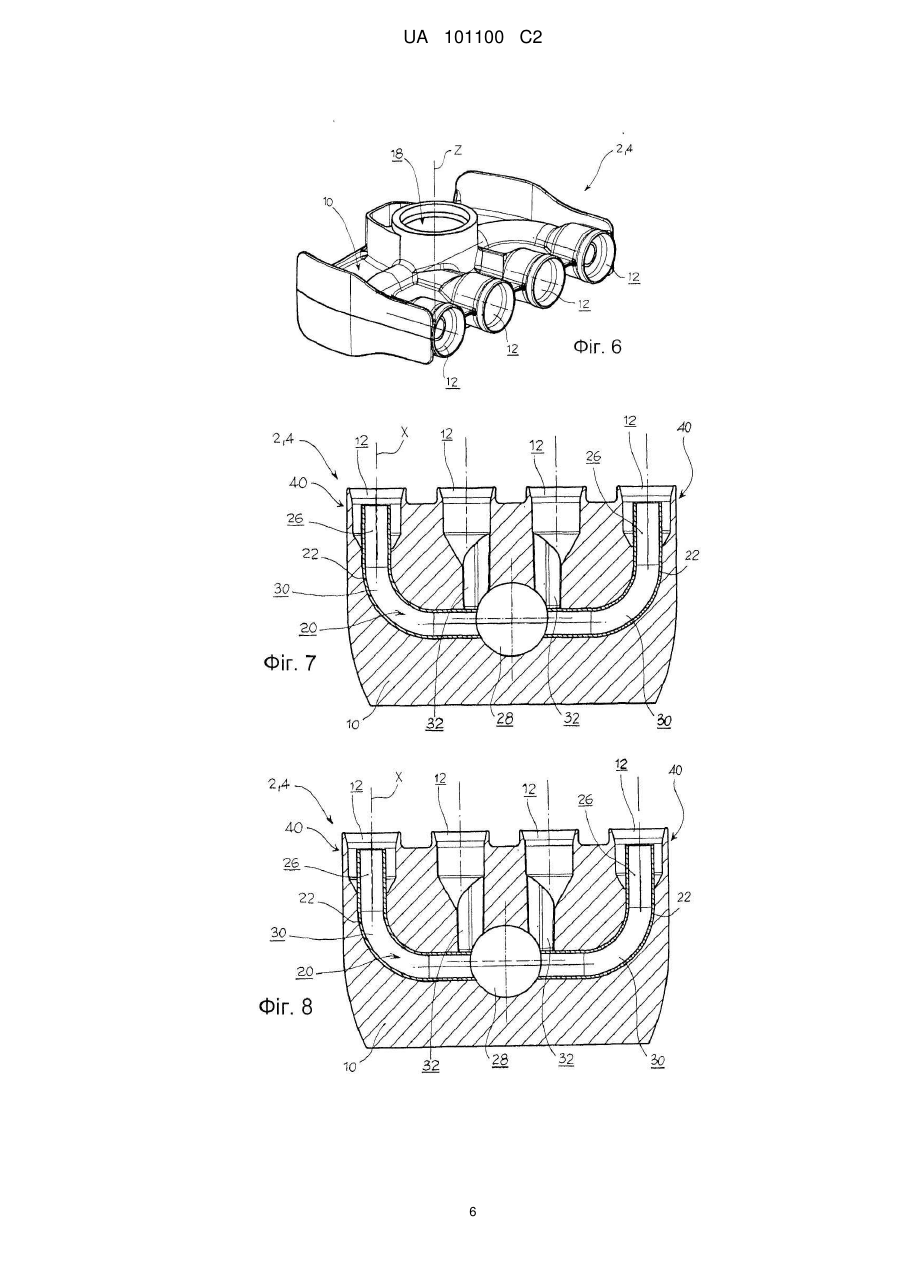
Назва патенту російськоюРадиатор
Автори російськоюПелиццола Карло
МПК / Мітки
МПК: F28F 9/02, F28D 1/053, F28F 9/16, F28F 9/26
Мітки: радіатор
Код посилання
<a href="https://ua.patents.su/9-101100-radiator.html" target="_blank" rel="follow" title="База патентів України">Радіатор</a>
Радіатор для передачі тепла

Номер патенту: 66129
Опубліковано: 26.12.2011
Автори: Гаврилюк Микола Васильович, Розвер Юрій Юрійович
МПК: F28F 13/00
Мітки: радіатор, тепла, передачі
Формула / Реферат:
Радіатор передачі теплової енергії до пристроїв перетворення енергії або генераторних термоелектричних модулів, що складається з основи та ребер, який відрізняється тим, що його ребра містять теплові труби.
Радіатор

Номер патенту: 3525
Опубліковано: 15.11.2004
Автори: Ніколаєнко Юрій Єгорович, Руденко Олександр Ігоревич, Кравець Володимир Юрійович, Паламарчук Олексій Якович
МПК: H05K 7/20, H01L 23/34
Мітки: радіатор
Формула / Реферат:
1. Радіатор, що містить у своєму складі основу з теплопровідного матеріалу та ребра у вигляді петлеподібних теплорозсіювальних елементів, що закріплені із забезпеченням теплового контакту на основі, який відрізняється тим, що теплорозсіювальні петлеподібні елементи виконано у вигляді теплових труб.2. Радіатор по п. 1, який відрізняється тим, що петлеподібні елементи мають незамкнену форму.
Рідинно-масляний радіатор
Номер патенту: 5179
Опубліковано: 15.02.2005
Автори: Косенко Тамара Дмитрівна, Лушпа Юрій Володимирович
МПК: F28D 1/00
Мітки: рідинно-масляний, радіатор
Формула / Реферат:
1. Рідинно-масляний радіатор, що містить корпус із вхідним і вихідним патрубками, усередині якого розміщені труби, а міжтрубний простір розділений перегородками з вирізами, які розташовані зі зсувом вирізу один щодо іншого в радіальному напрямку, який відрізняється тим, що труби виконані гладкими, а міжтрубний простір розділений перегородками на нерівномірні ділянки, які мають більшу довжину в напрямку від вхідного патрубка до...
Радіатор опалювальний

Номер патенту: 17997
Опубліковано: 16.10.2006
Автор: Макаревич Ігор Олександрович
МПК: F24D 19/00, F24D 3/12
Мітки: радіатор, опалювальний
Формула / Реферат:
1. Радіатор опалювальний, що містить секції, через які проходять верхній і нижній горизонтальні канали, з'єднані вертикальними каналами у вигляді сталевих труб, який відрізняється тим, що горизонтальні канали складені із окремих частин, герметично з'єднаних між собою і виконаних із сталевого литва.2. Радіатор за п. 1, який відрізняється тим, що кожна секція містить два вертикальних канали.3. Радіатор за п. 1, який відрізняється...
Радіатор опалювальний
Номер патенту: 71567
Опубліковано: 15.12.2004
Автор: Богдан Григорій Федорович
МПК: F24C 15/00
Мітки: опалювальний, радіатор
Формула / Реферат:
Радіатор опалювальний для систем водяного опалення будівель з теплоносієм температурою до 150°С і робочим надлишковим тиском до 0,6 Мпа, виконаний у вигляді змійовика з горизонтальними каналами однакового прохідного перерізу для проходження теплоносія з двома приєднувальними штуцерами з трубною зовнішньою різзю, який відрізняється тим, що змійовик виконаний з уніфікованих гнутих елементів гладкої сталевої труби зовнішнім діаметром (dзов) від...
Попередній патент: Драглеподібний оздоблювальний напівфабрикат
Наступний патент: Спосіб з’єднання полімерної труби великого діаметра з профільованою стінкою
Випадковий патент: Батарейний короб