Спосіб підготовки гільзи до прокатки на пілігримовому стані
Номер патенту: 103349
Опубліковано: 10.12.2015
Автори: Добряк Володимир Дмитрович, Балакін Валерій Федорович, Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович

Формула / Реферат
1. Спосіб підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку в гільзу дорна з дорновим кільцем, який відрізняється тим, що задній кінець гільзи обтискують під кутом рівним 80-135° відносно осі горизонтального гідравлічного преса, двома бойками з розміщеними на них криволінійними вставками.
2. Спосіб за п. 1, який відрізняється тим, що ширина ділянки гільзи, яка обтискується, дорівнює 0,3-0,5 її діаметра, і вона розташована на відстані 0,1-0,2 діаметра гільзи від її заднього торця.
3. Спосіб за пп. 1 і 2, який відрізняється тим, що після першого обтискання заднього кінця гільзи здійснюють кантування гільзи з дорном на кут 45° і повторне обтискання гільзи.
Текст
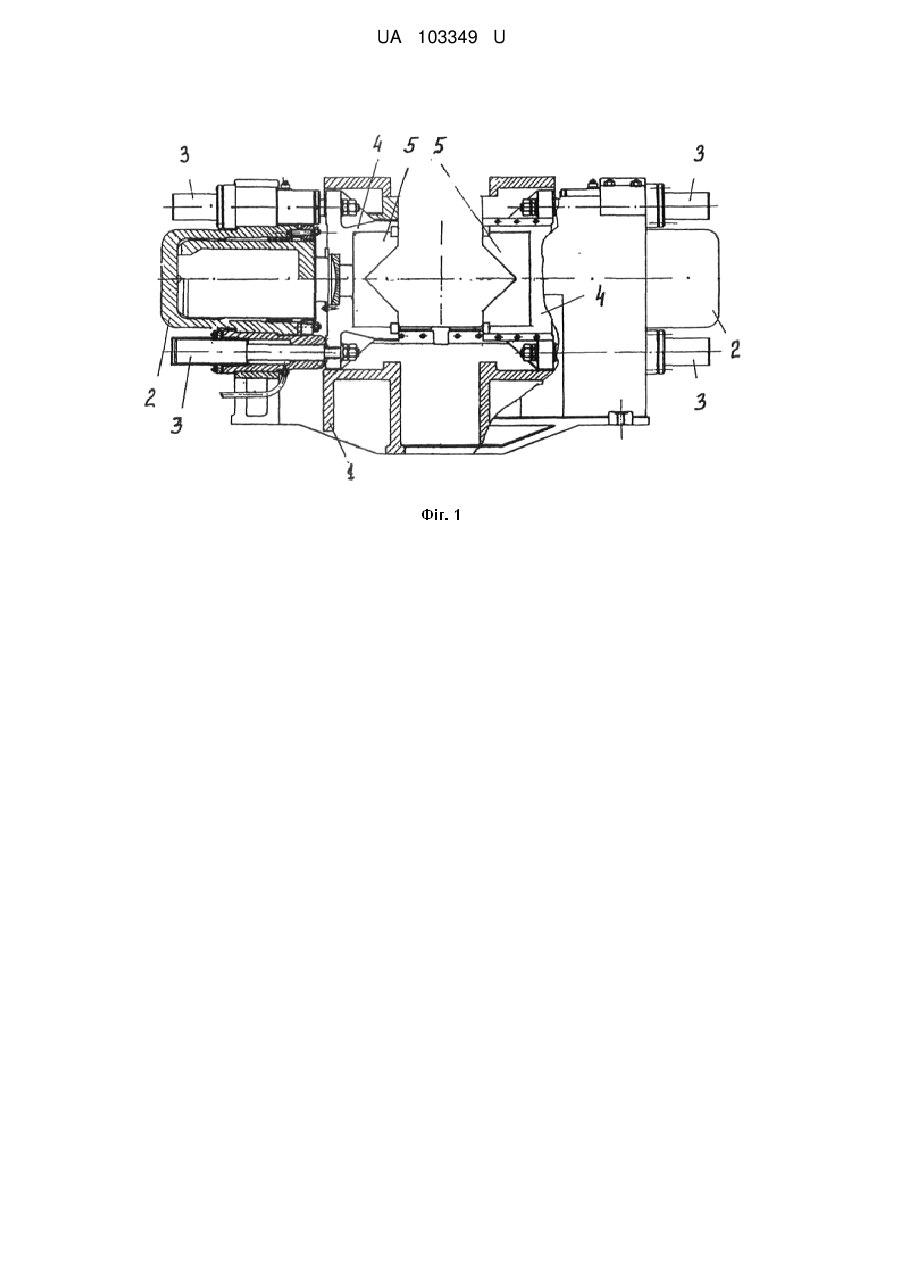
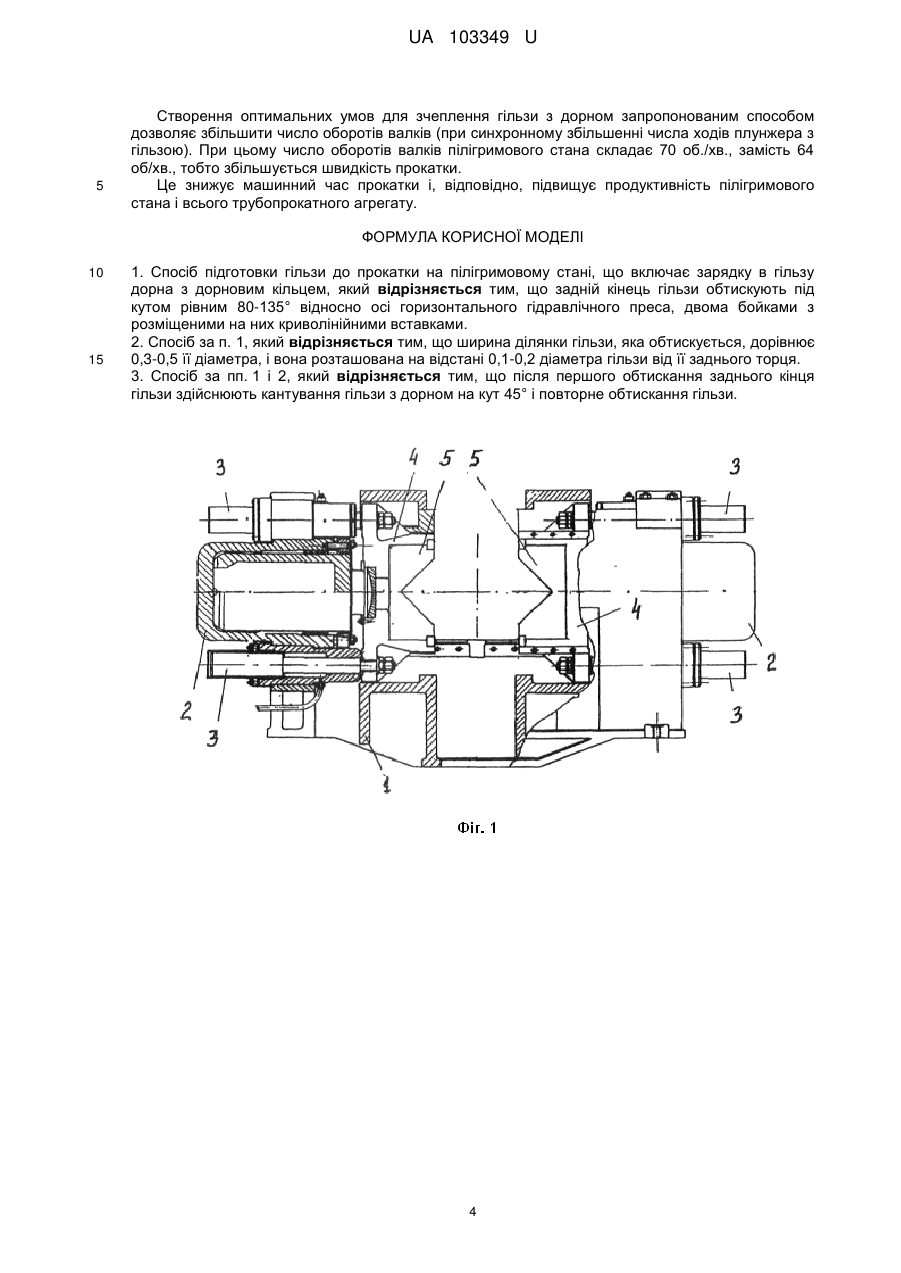
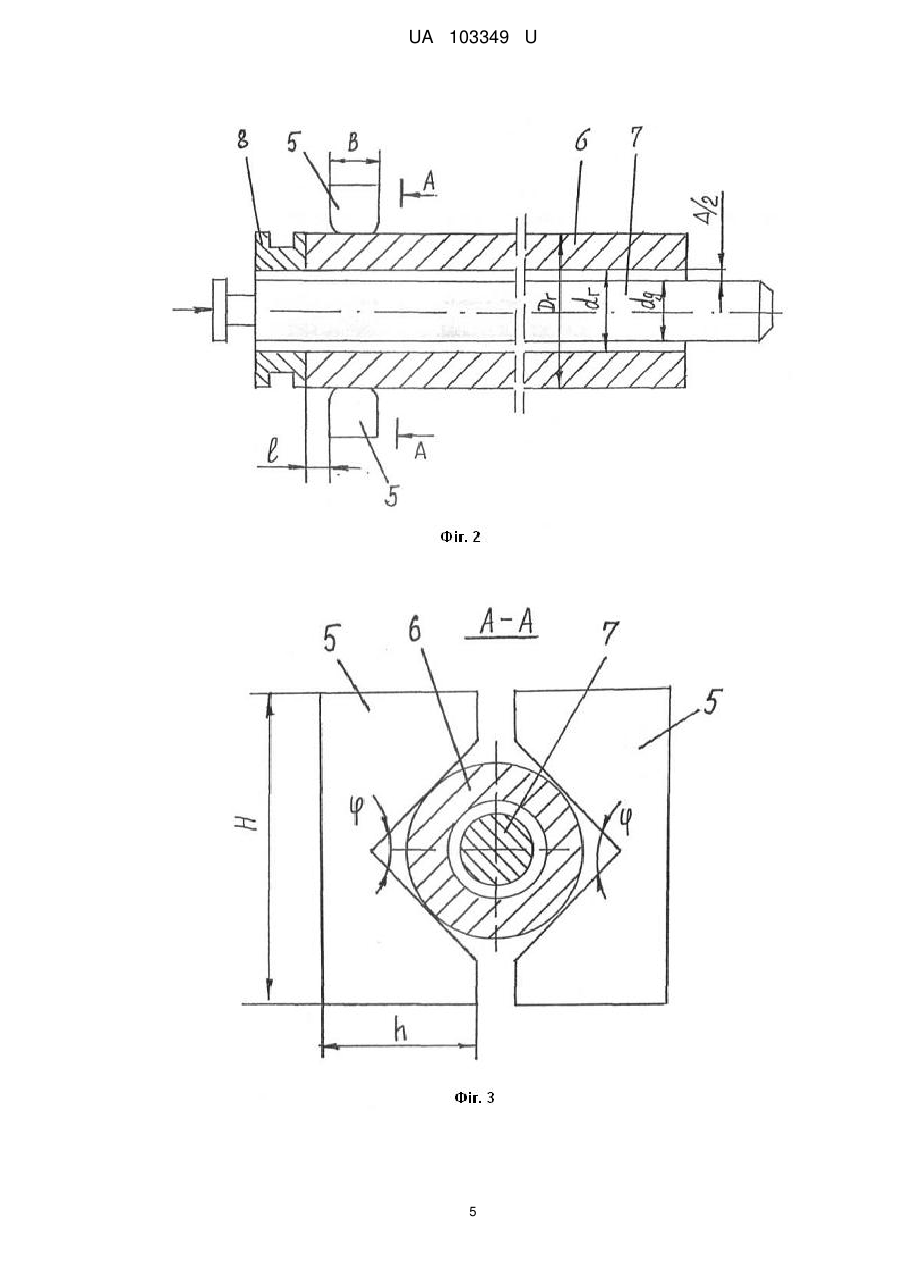
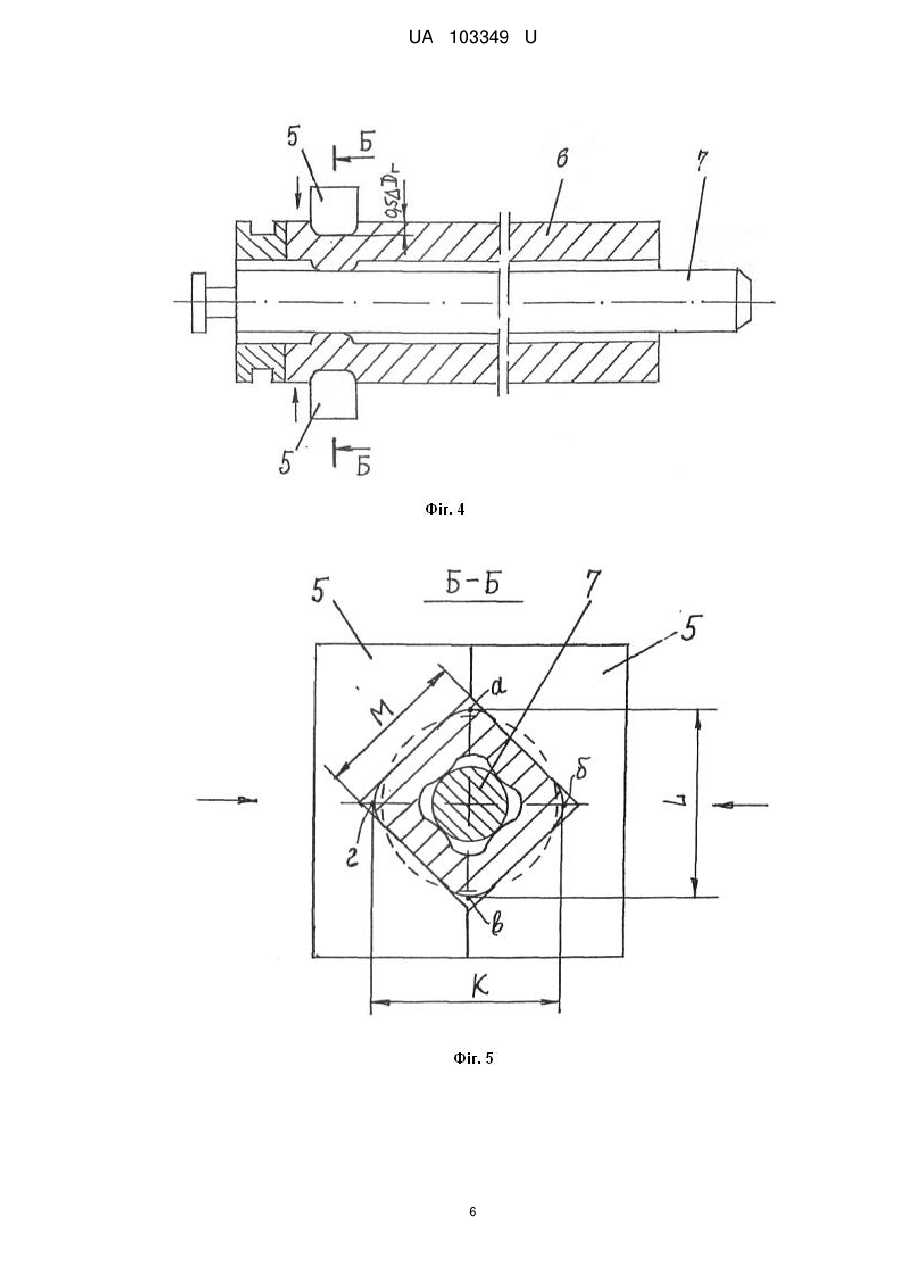
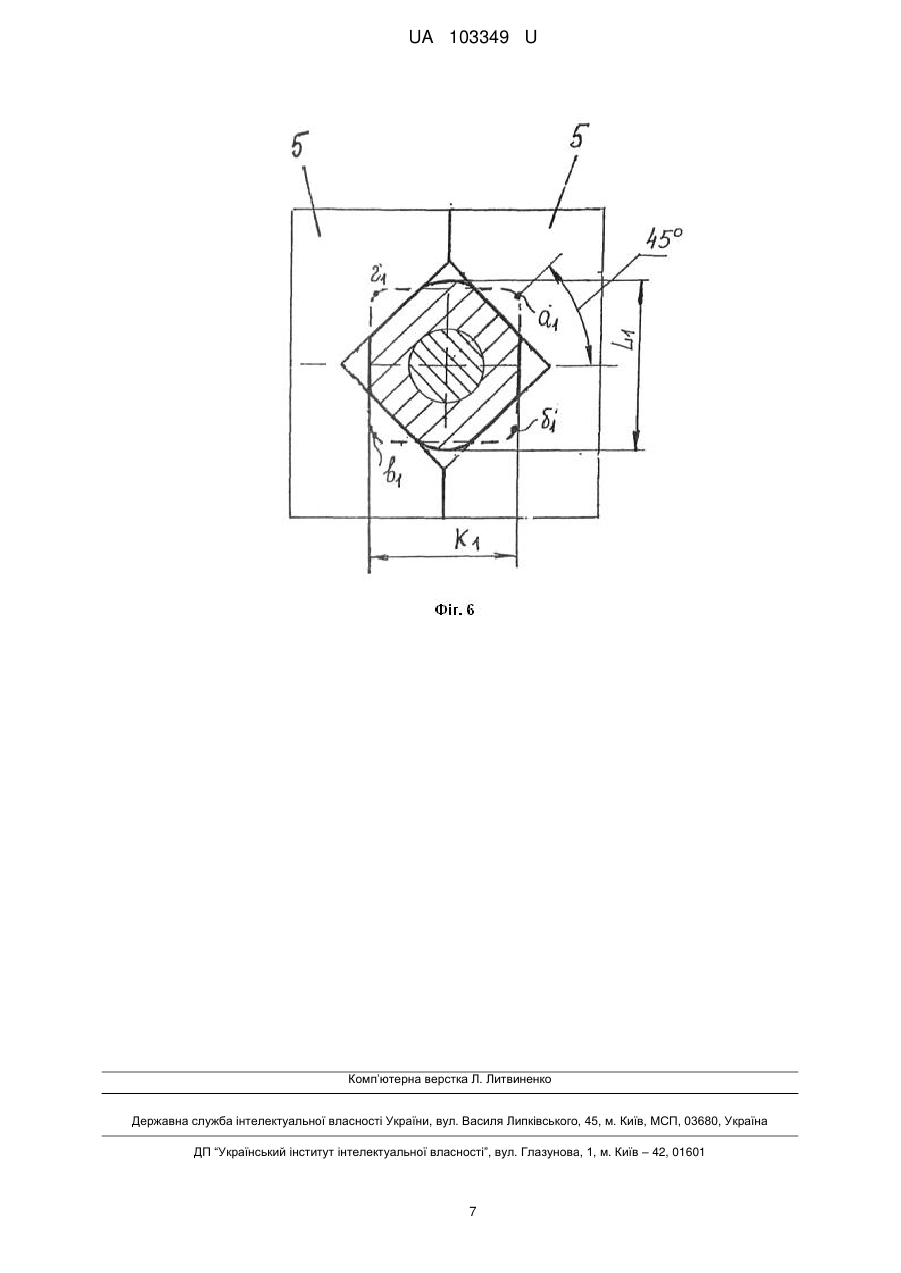
Реферат: Спосіб підготовки гільзи до прокатки на пілігримовому стані включає зарядку в гільзу дорна з дорновим кільцем. Задній кінець гільзи обтискують під кутом рівним 80-135° відносно осі горизонтального гідравлічного преса, двома бойками з розміщеними на них криволінійними вставками. Ширина ділянки гільзи, яка обтискується, дорівнює 0,3-0,5 її діаметра, і вона розташована на відстані 0,1-0,2 діаметра гільзи від її заднього торця. Після першого обтискання заднього кінця гільзи здійснюють кантування гільзи з дорном на кут 45° і повторне обтискання гільзи. UA 103349 U (12) UA 103349 U UA 103349 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способів обробки металів тиском, а саме виробництва труб на агрегатах з пілігримовими станами. Відомий спосіб підготовки гільзи до прокатки на пілігримовому стані шляхом обкатки переднього кінця гільзи холостими роликами, встановленими на столі прошивного стану, під час прошивки (див. А.С.СРСР № 169049, МПК В21В21/00 "Спосіб виробництва труб на трубопрокатній установці з пільгерстанами", 1965, Бюл. № 6). Особливістю відомого способу є підготовка переднього кінця гільзи безпосередньо на прошивному стані, в процесі прошивки. Недоліками відомого способу є наступне: 1. Відомий спосіб застосовний для підготовки тільки передніх кінців гільз. 2. Підготовка переднього кінця гільзи в процесі прошивки на косовалковому стані в другому осередку деформації, утвореному холостими роликами, призводить до суттєвої міжосередкової деформації гільзи унаслідок дії сил осьового підпору і моменту опору вільному обертанню кінця гільзи з боку другого осередку деформації. Міжосередкова деформація гільзи погіршує її якість і утруднює подальший процес пілігримової прокатки унаслідок збільшення діаметра міжосередкової ділянки гільзи. Найбільш близьким до способу, що заявляється, по технічній суті і результату, що досягається, є спосіб підготовки гільзи до прокатки на пілігримовому стані, який полягає в зарядці в гільзу дорна з дорновим кільцем (див. "Гаряча прокатка і пресування труб" /Ф.А. Данілов, А.З. Глейберг, В.Г. Балакин. М.: Металургія, - 1972, с. 300-302 - Прототип). Операція зарядки в гільзу дорна з дорновим кільцем є необхідною для здійснення розкочування гільзи на дорні профільними валками пілігримового стана за допомогою подавального апарата, з дорновим замком якого з'єднується хвостовик дорна. Наявність дорнового кільця забезпечує зняття труби з дорна після прокатки за допомогою шиберного пристрою. Наявність зазору між гільзою і дорном забезпечує стабільну зарядку його в гільзу. Суттєвими ознаками прототипу, які збігаються з суттєвими ознаками корисної моделі, є: зарядка в гільзу дорна з дорновим кільцем. Недоліком відомого технічного рішення є відсутність зчеплення гільзи з дорном в початковий період пілігримової прокатки. Це обмежує швидкісний режим пілігримової прокатки гільзи в трубу для недопущення сповзання гільзи з дорна в період фази гальмування рухомих мас при заданні гільзи у валки пілігримового стана. Для запобігання сповзанню гільзи з дорна зменшують число оборотів валків пілігримового стана, що знижує відповідно синхронне число подвійних ходів плунжера подавального апарата. Це збільшує машинний час пілігримової прокатки заданої довжини труби, що знижує продуктивність пілігримового стана і всього трубопрокатного агрегату. У основу корисної моделі поставлена задача удосконалення способу підготовки гільзи до прокатки на пілігримовому стані за рахунок створення оптимальних умов для зчеплення гільзи з дорном в початковий період пілігримової прокатки, що дозволить збільшити швидкість прокатки і підвищити тим самим продуктивність пілігримового стана. Поставлена задача вирішується тим, що в способі підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку в гільзу дорна з дорновим кільцем, згідно з корисною моделлю, задній кінець гільзи обтискують під кутом рівним 80-135° відносно осі горизонтального гідравлічного преса, двома бойками з розміщеними на них криволінійними вставками. Довжина ділянки гільзи, що обтискується, дорівнює 0,3-0,5 її діаметра і вона розташована на відстані 0,10,2 діаметра гільзи від її заднього торця. Після першого обтискання заднього кінця гільзи здійснюють кантування гільзи з дорном на кут 45° і повторне обтискання гільзи. Причинно-наслідковий зв'язок між суттєвими ознаками корисної моделі, яка заявляється, і технічним результатом, який досягається, полягає в наступному. Створення умов для зчеплення між гільзою і дорном забезпечується за рахунок обтискання заднього кінця гільзи двома бойками з розміщеними на них криволінійними вставками під кутом рівним 80-135° відносно осі горизонтального гідравлічного преса, що забезпечує необхідне зчеплення між гільзою і дорном і дозволяє запобігти сповзанню гільзи з дорна в період гальмування рухомих мас при заданні гільзи на дорні у валки пілігримового стана. Це дозволяє збільшити швидкість прокатки в самому її початку, що підвищує продуктивність стану. Пропонована схема обтискання гільзи інструментами під кутом 80-135° забезпечує більш рівномірне обтискання гільзи по периметру завдяки чотиристоронньому впливу деформуючих зусиль. Вибір кутів 80-135° обумовлений наступним. Зменшення цього кута менше 80° при заданому сортаменті гільз на пілігримовому агрегаті нераціональне внаслідок зменшення рівномірності деформації по периметру гільзи. Збільшення 1 UA 103349 U 5 10 15 20 25 30 35 40 45 50 55 60 кута понад 135° неефективне, бо знижує рівномірність деформації гільзи при обтисканні і збільшує макропотоки металу в зазори між вставками. У раціональних межах 80-135° збільшення цього кута перерозподіляє при обтисканні макрозсуви металу у напрямі роз'єму деформуючих інструментів, що дозволяє забезпечити обтискання декількох типорозмірів гільз по зовнішньому діаметру і скорочує парк інструмента. Вибір ширини задньої ділянки гільзи, що обтискається, в межах 0,3-0,5 її діаметра обумовлений наступним. Ширина менша за 0,3 Dr не ефективна з погляду створення необхідних сил тертя на контакті дорна з обтискною ділянкою гільзи. Збільшення ширини цієї ділянки понад 0,5 Dr нераціонально, оскільки призведе до нераціонального збільшення потужності і габаритів обтискного преса. Вибір відстані ділянки гільзи, що обтискується, від її заднього торця (дорнового кільця) обумовлений наступним. Зменшення цієї відстані менше за 0,1 Dr неефективно з погляду створення жорсткого кінця для зменшення овалізації торця гільзи. Збільшення цієї відстані понад 0,5 Dr не раціонально з погляду розташування обтискного преса. Наявність другого обтискання заднього кінця гільзи після її кантування разом з дорном на кут 45° забезпечує деформацію ділянки гільзи, що розширилася, в районі роз'єму інструментів, що приводить до зменшення габаритних розмірів обтискної ділянки гільзи до величини, меншої за Dr, а також забезпечує усунення зазору між гільзою і дорном і створення необхідних сил нормального тиску металу на дорн. Корисна модель пояснюється кресленнями, де на фіг. 1 приведений загальний вигляд горизонтального гідравлічного преса, на фіг. 2 - загальний вигляд гільзи з дорном і дорновим кільцем перед обтисканням заднього кінця гільзи, на фіг. 3 - розріз А-А на фіг. 2, на фіг. 4 - загальний вигляд гільзи з обтискним заднім кінцем на дорні, фіг. 5 - переріз Б-Б на фіг. 4, на фіг. 6 - поперечний переріз заднього кінця гільзи після кантування на кут 45° і повторного обтискання. Для обтискання заднього кінця гільзи по зовнішньому діаметру використовується горизонтальний прес, що складається із станини 1, головних циліндрів 2, допоміжних циліндрів 3 і двох бойків 4, з розміщеними на них криволінійними вставками 5 (фіг. 1). Два головні гідравлічні циліндри 2 призначені для здійснення робочого ходу бойків 4 до осі преса, суміщеної з віссю гільзи 6. Чотири допоміжних гідравлічних циліндри 3 призначені для відведення бойків 4 від гільзи після її обтискання. Після прошивного косовалкового стану гільза 6 при температурі 1100 °C надходить на ділянку позастанової зарядки одного з двох пілігримових станів, що входять до складу пілігримового агрегату. Після видувки окалини з внутрішньої поверхні гільзи 6 в неї за допомогою заправного преса вводиться дорн 7 з дорновим кільцем 8. Розміри гільзи: Dr - зовнішній діаметр, dr - внутрішній діаметр, і товщина стінки Sr=0,5 (Drdr), і дорна, dg - середній діаметр дорна визначаються таблицею прокатки конкретного розміру труб. При цьому величина зазору Δ між гільзою і дорном визначається залежністю Δ=dr-dg. Наявність зазору забезпечує вільну зарядку дорна в гільзу з урахуванням її кривизни, зміни внутрішнього діаметра dr і овальності (фіг. 2). Величина зазору Δ може коливатися в межах 1525 мм з урахуванням точності геометричних параметрів гільзи. Потім задній кінець гільзи обтискується бойками 4 гідравлічного преса з розміщеними в них криволінійними вставками 5 під кутом рівним 80-135°. Ширина ділянки гільзи 6, що обтискується визначається розміром В вставки 5. Відстань від заднього торця гільзи 6 до ділянки, що обтискується, складає І. При цьому довжина ділянки, що обтискується, відповідає ширині В вставки 5 і складає: В=(0,3-0,5) Dr, а ℓ=(0,1-0,2) Dr. З урахуванням прийнятої геометрії поперечного профілю вставок 5, осередок обтискання гільзи 6 на дорні 7 в початковій стадії зіткнення вставок 5 з гільзою 6, приведений на фіг. 3. В цьому випадку геометричні параметри Η і h деформуючої вставки 5 визначаються діаметрами гільзи Dr і dr, діаметром дорна dg і кутом φ=80-135°. При включенні головних циліндрів 2 гідравлічного преса відбувається обтискання заднього кінця гільзи шириною β. При цьому деформація, що почалася, по зовнішньому діаметру на величину ΔDr приводить до перебігу металу у напрямі дорна. Для цього 0,5ΔDr≥0,5Δ або ΔDr≥Δ. (фіг. 4). В результаті обтискання заднього кінця гільзи унаслідок прийнятої геометрії криволінійних вставок 5 бойків відбувається перерозподіл макропотоків металу, що деформується, з більш рівномірною схемою чотиристороннього обтискання гільзи (фіг. 5). Як показано на фіг. 5, зовнішній контур обтискного перерізу гільзи має форму чотирикутника з криволінійними переходами від однієї сторони до іншої, що визначається формою вставок 5 і 2 UA 103349 U 5 10 15 20 25 30 35 40 45 50 55 розширенням металу у звідні зони. Це приводить до збільшення розмірів L і K, при цьому До>Dr і L>Dr. В результаті обтискання гільзи по зовнішньому діаметру криволінійними вставками зменшується внутрішній діаметр гільзи і в окремих точках контакту металу з дорном величина зазору Δ=0 (фіг. 5). Із зменшенням первинного зазору між гільзою і дорном в результаті обтискання гільзи запропонованим способом зазор Δ=0 на більшій частині периметра дорна. Величина кута φ між ділянками криволінійних вставок впливає на перерозподіл макропотоків металу гільзи, що обтискується. При цьому із збільшенням кута φ ці потоки збільшуються у бік роз'єму вставок. При великому початковому зазорі Δ це перерозподіл потоків металу у бік роз'ємів збільшує розмір L перерізу металу за рахунок зростання розширення. В цьому випадку потрібне додаткове обтискання заднього кінця гільзи після його кантівки на кут 45°, що дозволить обтиснути максимальний розмір L і забезпечити його величину менше Dr. Це необхідно, щоб в процесі подальшого пілігримового прокатування не було утруднень при заданні гільзи у валки із заданим таблицею прокатки розміром калібру. Після першого обтискання заднього кінця гільзи збільшується зчеплення гільзи з дорном, що дозволяє здійснити кантування гільзи обертаючи дорн на кут 45° за допомогою дорноорієнтувального механізму (на кресленнях не показаний). Після кантування гільзи на кут 45°, коли точка α перерізу гільзи (фіг. 5) переміститься в точку α1 (фіг. 6) при робочому ході преса, вставки 5 бойків 4 обтискують гільзу на дорні таким чином, що отриманий в результаті повторного обтискання переріз має форму шестигранника з двома округленими по роз'єму вставок 5 вершинами, що обумовлене переважним перебігом металу в цьому напрямі. В результаті повторного обтискання після кантівки на кут 45° розмір перерізу гільзи по роз'єму вставок складає L1, що менше L, а розмір K1
ДивитисяДодаткова інформація
Назва патенту англійськоюThe method of preparation of sleeves for rolling on piligrim will
Автори англійськоюStasevskyi Stanislav Leonidovych, Ugriumov Iurii Dmytrovych, Dobriak Vladimir Dmytrovych, Balakin Valerii Fedorovych
Назва патенту російськоюСпособ подготовки гильзы к прокатке на пилигримовом станке
Автори російськоюСтасевский Станислав Леонидович, Угрюмов Юрий Дмитриевич, Добряк Владимир Дмитриевич, Балакин Валеерий Федорович
МПК / Мітки
МПК: B21B 21/00
Мітки: підготовки, прокатки, стані, спосіб, гільзи, пілігримовому
Код посилання
<a href="https://ua.patents.su/9-103349-sposib-pidgotovki-gilzi-do-prokatki-na-piligrimovomu-stani.html" target="_blank" rel="follow" title="База патентів України">Спосіб підготовки гільзи до прокатки на пілігримовому стані</a>
Спосіб підготовки гільзи до прокатки на пілігримовому стані
Номер патенту: 102601
Опубліковано: 10.11.2015
Автори: Стасевський Станіслав Леонідович, Добряк Володимир Дмитрович, Угрюмов Юрій Дмитрович, Балакін Валерій Федорович
МПК: B21B 21/00
Мітки: стані, спосіб, прокатки, гільзи, підготовки, пілігримовому
Формула / Реферат:
1. Спосіб підготовки гільзи до прокатки на пілігримовому стані, що включає зарядку дорну з дорновим кільцем в гільзу, який відрізняється тим, що задній кінець гільзи діаметром Dr обтискають двома бойками з розміщеними на них під кутом 90° криволінійними вставками, на яких виконані опуклості, висота яких складає (0,13-0,18) Dr, а радіус - (0,18-0,25) Dr.2. Спосіб за п. 1, який відрізняється тим, що ширина ділянки гільзи, яка...
Спосіб прокатки труб на пілігримовому стані

Номер патенту: 96889
Опубліковано: 25.02.2015
Автори: Угрюмов Юрій Дмитрович, Стасевський Станіслав Леонідович
МПК: B21B 21/00
Мітки: стані, труб, пілігримовому, прокатки, спосіб
Формула / Реферат:
Спосіб прокатки труб на пілігримовому стані, який включає деформацію переднього кінця гільзи при розхилі валків у 1,02-1,15 рази більшому, ніж розхил валків при прокатці середньої частини гільзи, відведення назад гільзи з деформованим переднім кінцем, установку розхилу валків відповідним режиму прокатки середньої частини гільзи, деформацію гільзи від початку до кінця і регулювання величини подачі гільзи залежно від величини витягання, який...
Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 103190
Опубліковано: 10.12.2015
Автори: Угрюмова Анна Юріївна, Стасевсьский Станіслав Леонідович, Добряк Владимир Дмитрович, Угрюмов Юрій Дмитрович, Балакін Валерій Федорович
МПК: B21B 21/00
Мітки: гільзи, прокаткою, спосіб, кінця, підготовки, переднього
Формула / Реферат:
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію кінця гільзи на оправці, який відрізняється тим, що з боку переднього торця гільзи вводять коротку циліндричну оправку, обтискають профільними бойками передній кінець гільзи, при цьому між обтисками гільзу повертають на кут, який визначається з виразу , де
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки

Номер патенту: 40893
Опубліковано: 27.04.2009
Автори: Матюшенко Дмитро Олександрович, Ніколаєв Віктор Олександрович
МПК: B21B 1/22
Мітки: стані, спосіб, гарячої, штаб, прокатки, широкоштабовому
Формула / Реферат:
Спосіб прокатки штаб на широкоштабовому стані гарячої прокатки (ШСГП), що включає деформування розкату в клітях чорнової та чистової груп ШСГП з натяганням штаби на міжклітьових ділянках стана, транспортування валками допоміжної кліті, змотування штаби моталкою, який відрізняється тим, що при захваті переднього кінця штаби валками допоміжної кліті швидкість валків кліті збільшують на 1-3 % відносно швидкості штаби, що виходить з чистової...
Спосіб підготовки переднього кінця гільзи перед прокаткою
Номер патенту: 88438
Опубліковано: 11.03.2014
Автори: Угрюмов Юрій Дмитрович, Угрюмов Дмитро Юрійович, Тартаковскій Боріс Ігорєвіч, Балакін Валерій Федорович, Стасевський Станіслав Леонідович
МПК: B21B 21/00
Мітки: підготовки, переднього, спосіб, кінця, гільзи, прокаткою
Формула / Реферат:
Спосіб підготовки переднього кінця гільзи перед прокаткою, що включає деформацію заготівки привідними робочими валками на короткій профільній оправці косовалкового стана та обкатку переднього кінця гільзи холостими валками на вихідній стороні кліті стана, який відрізняється тим, що деформацію переднього кінця гільзи здійснюють з його стоншуванням з боку внутрішнього діаметра на довжині 0,7-1,0 зовнішнього діаметра гільзи шляхом переміщення...
Попередній патент: Газовий балон
Наступний патент: Спосіб гарячої пілігримової прокатки труб
Випадковий патент: Мармелад "журавлинка"