Оправка для центрування і затиску деталей по отвору
Номер патенту: 104637
Опубліковано: 25.02.2014
Автори: Пшеничний Ігор Арсентійович, Гриценко Микола Іванович, Ємець Микола Васильович

Формула / Реферат
Оправка для центрування і затиску деталей по отвору, що містить корпус у вигляді тіла обертання з посадковою поверхнею для деталі і клиноплунжерний механізм, розміщений в наскрізному отворі корпуса, яка відрізняється тим, що посадкова поверхня оправки виконана у вигляді виконуючої функцію базування циліндричної ділянки, радіус якої ![]() визначається із співвідношення:
визначається із співвідношення:
![]() ;
;
де ![]() - максимальний радіус базового отвору деталі з урахуванням допуску, мм;
- максимальний радіус базового отвору деталі з урахуванням допуску, мм;
![]() - відстань від ліній контакту поверхні отвору деталі і оправки до горизонтальної осі поперечного перетину деталі, мм;
- відстань від ліній контакту поверхні отвору деталі і оправки до горизонтальної осі поперечного перетину деталі, мм;
![]() - зазор між поверхнею отвору деталі і базовою посадковою поверхнею оправки вздовж вертикальної осі поперечного перетину деталі, мм;
- зазор між поверхнею отвору деталі і базовою посадковою поверхнею оправки вздовж вертикальної осі поперечного перетину деталі, мм;
і двох площинних ділянок, спряжених між собою циліндричною поверхнею, радіус якої менше радіуса отвору деталі.
Текст
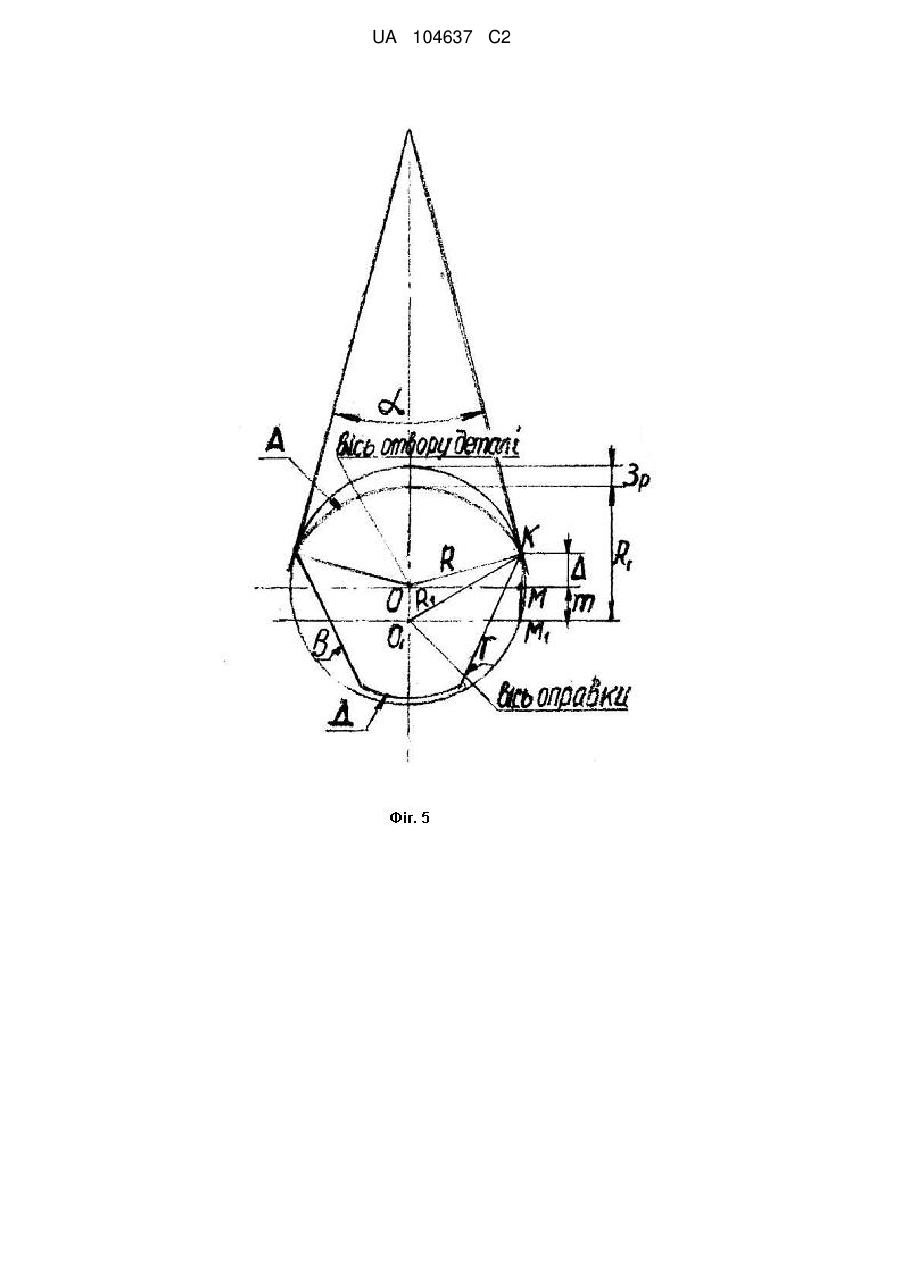
Реферат: Винахід належить до металообробки і може бути використаний при обробці деталей з центральним отвором. На зовнішній поверхні корпусу оправки є посадкова поверхня для деталі і конус, яким оправка з'єднується з шпинделем верстата. Посадкова поверхня корпуса має спеціальну конфігурацію. Вона має циліндричну ділянку, радіус якої розраховується з умови вільного одягання деталі на оправку і контакту деталі з оправкою по двох лініях і точкою плунжера. Використання оправки дозволяє виключити перекіс деталі при затиску і таким чином підвищити точність базування. UA 104637 C2 (12) UA 104637 C2 UA 104637 C2 5 10 15 20 25 30 35 Винахід належить до металообробки і може бути використаний при обробці деталей з центральним отвором. Відома суцільна оправка для установки деталей, що оброблюються, з натягом [див. книгу Технология машиностроения. Под ред. проф. С.А. Картавова, 1965, с. 200, рис. 111.2], яка не дозволяє прокручування деталі під дією сил різання. Для виконання операції обробки деталь напресовується на посадкову поверхню оправки з використанням спеціального обладнання. Для осьової орієнтації деталі використовують упори. Оправки з натягом передають значний крутний момент, забезпечують точне центрування деталі і дозволяють обробляти (при відсутності буртика в деталі) обидва торця. При наявності шліців в отворі оправку роблять шліцами з центруванням по одному з елементів: зовнішньому діаметру, бічних поверхнях шліців, внутрішньому діаметру. Недоліком конструкції даної оправки є: значні витрати часу на установлення і знімання деталі з оправки, необхідність використовувати спеціальне обладнання (прес, наприклад), при напресуванні на поверхні отвору деталі виникають задирки. Найбільш близьким до запропонованого винаходу по технічній суті і отриманому ефекту є консольна клиноплунжерна оправка, яка показана в книзі Справочник технолога – машиностроителя. - в двох томах, вид. 3, перероблене, під ред. професора А.Н. Манова. М., "Машиностроение", 1972, с. 103. Оправка містить корпус з конічною та циліндричною ділянками поверхонь. Конічною поверхнею вона з'єднується з шпинделем верстата, на циліндричній установлюється деталь. Затиск деталі по отвору виконується клиноплунжерним механізмом. Осьовий рух тяги з клиновою ділянкою виконується при обертанні гайки, зв'язаної через палець з тягою. При осьовому русі тяги плунжери одержують радіальне переміщення, при цьому базують і закріплюють деталь. Недоліком відомої конструкції є: - складність в виготовленні; - допускають несумісність (перекіс) осей деталі і оправки внаслідок багатоланкового контакту оправки і отвору; - при відсутності контакту торця з оправкою, що необхідно при обробці двох торців деталі, характеризуються невеликою несучою здатністю. Винахід спрямований на підвищення точності базування деталей при одночасному підвищенні несучої здатності оправки. При здійсненні винаходу може бути одержаний технічний результат, який виявляється в збільшенні опірного контакту базуючої поверхні оправки з отвором заготовки та зменшення кількості деталей в конструкції оправки. Вказаний технічний результат досягається тим, що посадкова поверхня оправки виконана в вигляді виконуючою функцію базування ділянки циліндра, радіус якої R1 визначається із співвідношення: R1 40 45 50 55 R 2 2 R Зр 2 , 2R Зр де R - максимальний радіус базового отвору деталі (з урахуванням допуску), мм; - відстань від ліній контакту поверхні отвору деталі і оправки до горизонтальної осі поперечного перетину деталі, мм; Зp - зазор між поверхнею отвору деталі і базовою посадковою поверхнею оправки вздовж вертикальної осі поперечного перетину деталі, і двох площин, спряжених між собою циліндричною поверхнею, радіус якої менше радіуса отвору деталі, мм. Виконання посадкової поверхні оправки у вигляді циліндричної ділянки радіусом R1 дозволяє забезпечити контакт отвору деталі і оправки по двох лініях повздовж ширини отвору, що разом з наявністю контактної ділянки плунжера і отвору виключає перекіс осі деталі при її закріпленні. Таким чином, точність базування підвищується. Окрім того, вибором величин і Зp можна досягати розміщення вказаних ліній контакту близько до горизонтальної осі отвору, що підвищує несучу здатність кріплення за рахунок збільшення сил тертя. На фіг. 1 показаний осьовий переріз оправки, загальний вигляд; на фіг. 2 - осьовий переріз оправки для закріплення деталі зі шліцами; на фіг. 3 - розріз А-А на фіг. 1; на фіг.4 - розріз по Б-Б на фіг. 2; на фіг. 5 - схема для розрахунку посадкового радіуса оправки; на фіг. 6 - схема сил в місцях контакту деталі і оправки; 1 UA 104637 C2 5 10 15 20 25 30 35 40 45 на фіг. 7 - ділянки контакту оправки з отвором деталі. Оправка містить (фіг. 1) корпус 1, який являє собою тіло обертання з наскрізним отвором. На зовнішніх поверхнях корпусу 1 є: посадкова поверхня для установлення і закріплення на ній деталі 2 (при наявності шліців в отворі вона виконується з шліцами (фіг. 2, фіг. 4), причому шліці затискної зони Е знижуються для вільного одягання деталі), різьбова ділянка для гайки 3, що з'єднує оправку з фланцем шпинделя верстата з допомогою гвинтів 4, конус для базування оправки в зборі в шпинделі верстата. Посадкова поверхня має циліндричну ділянку А (фіг. 3) радіусом R1 який визначається по залежності: R 2 2 R Зр 2 , 2R Зр де R - максимальний радіус базового отвору деталі (з урахуванням допуску); - відстань від ліній контакту поверхні отвору деталі і оправки до горизонтальної осі поперечного перетину деталі; при наближенні ліній контакту (фіг. 6) до горизонтальної осі поперечного перетину деталі (при постійній силі тиску Р плунжера на отвір) зростає нормальна складова N, а значить і сила тертя Fтp. Вказане збільшує несучу здатність оправки. приймаємо в діапазоні 2….3 мм; Зp - зазор між поверхнею отвору деталі і базовою поверхнею оправки вздовж вертикальної осі поперечного перетину деталі; Зp приймається 0,1…0,2 мм з умови забезпечення вільного одягання деталі на оправку. Площинні ділянки В і Г, спряжені між собою циліндричною поверхнею Д. Розміри ділянок В, Г і Д приймаються конструктивно із умови виключення контакту по них оправки з отвором деталі при її одяганні і закріпленні. В наскрізному отворі корпусу 1 розміщена тяга 5, яка має в передній частині похилу ділянку Б, з якою контактує похила ділянка плунжера 6. Сторона плунжера, яка опозитна похилій, оформлена циліндричною поверхнею. Постійний контакт плунжера з тягою забезпечується пружинним кільцем 7. З'єднання тяги з приводом осьового переміщення виконується з допомогою різьбової ділянки тяги 5. Осьова орієнтація деталі виконується знімною установкою 8. Оправка працює наступним чином. Деталь 2, що оброблюється, установлюється на циліндричну ділянку А (фіг. 5) оправки до упора в знімній установі 8. Далі тязі 5 задається осьовий рух. При цьому плунжер 6 рухається в радіальному напрямку і притискує деталь 2 (ефект радіального напресування) до оправки по двох лініях контакту і разом з точкою контакту плунжера вони орієнтують деталь 2. Вказані лінії контакту утворюють зворотну призму з малим кутом α (фіг. 5) між дотиковими, що поліпшує базування в горизонтальній площині. Базування в вертикальній площині покращується наявністю натягу при малих Зp. Положення деталі 2 на оправці допускає обробку торців і зовнішнього діаметра деталі одночасно. Використання оправки з описаною конструкцією посадкової поверхні для установки і закріплення деталей з базовим отвором дозволяє підвищити точність базування за рахунок забезпечення контакту оправки і деталі по двох лініях і точці і водночас з цим створює можливість передавати більші крутні моменти. Окрім того, число елементів в запропонованій оправці менше в порівнянні з прототипом, що спрощує конструкцію оправки. На запропонований винахід на AT "XTЗ" розроблена технічна документація. Оправка впроваджена в виробництві для точіння поверхонь деталей (наприклад 25Ф.37.228; 151Б.37.782-2; 010.37.311; 150М.37.418-1 та інших), де показала добрий результат. R1 ФОРМУЛА ВИНАХОДУ 50 55 Оправка для центрування і затиску деталей по отвору, що містить корпус у вигляді тіла обертання з посадковою поверхнею для деталі і клиноплунжерний механізм, розміщений в наскрізному отворі корпуса, яка відрізняється тим, що посадкова поверхня оправки виконана у вигляді виконуючої функцію базування циліндричної ділянки, радіус якої R 1 визначається із співвідношення: R1 R 2 2 R Зр 2 ; 2R Зр 2 UA 104637 C2 5 де R - максимальний радіус базового отвору деталі з урахуванням допуску, мм; - відстань від ліній контакту поверхні отвору деталі і оправки до горизонтальної осі поперечного перетину деталі, мм; Зp - зазор між поверхнею отвору деталі і базовою посадковою поверхнею оправки вздовж вертикальної осі поперечного перетину деталі, мм; і двох площинних ділянок, спряжених між собою циліндричною поверхнею, радіус якої менше радіуса отвору деталі. 3 UA 104637 C2 4 UA 104637 C2 5 UA 104637 C2 6 UA 104637 C2 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюPshenychnyi Ihor Arsentiiovych, Hrytsenko Mykola Ivanovych, Yemets Mykola Vasyliovych
Автори російськоюПшеничный Игорь Арсентьевич, Гриценко Николай Иванович, Емец Николай Васильевич
МПК / Мітки
МПК: B23Q 3/14, B23B 31/40
Мітки: центрування, деталей, затиску, оправка, отвору
Код посилання
<a href="https://ua.patents.su/9-104637-opravka-dlya-centruvannya-i-zatisku-detalejj-po-otvoru.html" target="_blank" rel="follow" title="База патентів України">Оправка для центрування і затиску деталей по отвору</a>
Оправка для чистової обробки деталей

Номер патенту: 11442
Опубліковано: 15.12.2005
Автори: Бабенко Михайло Антонович, Петрусенко Леонід Олександрович, Дарда Юрій Антонович, Білий Микола Павлович, Ковтуненко Володимир Євгенійович
МПК: B23Q 3/00, B23B 31/00
Мітки: обробки, чистової, оправка, деталей
Формула / Реферат:
Оправка для чистової обробки деталей, що містить корпус із фланцем і розміщений на ньому затискний механізм, виконаний у вигляді розтискної цанги, яка відрізняється тим, що корпус виконаний суцільним у вигляді конуса, розтискна цанга має циліндричну зовнішню поверхню і конічну внутрішню, спряжену із корпусом, при цьому пляма контакту по спряженій поверхні складає не менш ніж 80 %.
Оправка для вимірювання радіального і торцевого биття деталей типу “затискна цанга”
Номер патенту: 11360
Опубліковано: 15.12.2005
Автори: Авер'янова Анастасія Юріївна, Дядя Сергій Іванович
МПК: B23B 31/00
Мітки: затискна, деталей, оправка, радіального, типу, вимірювання, биття, цанга, торцевого
Формула / Реферат:
Оправка для вимірювання радіального і торцевого биття деталей типу "затискна цанга", що складається з валика, який має на кінцях центрувальні отвори та затискного механізму, що містить втулку, гайку, яка відрізняється тим, що валик виконаний циліндричним, а затискний механізм додатково містить півкільце-фіксатор та два рухомі півкільця, втулка якого має зовнішню нарізку, гайка має внутрішню конічну фаску.
Оправка беззазорна
Номер патенту: 35320
Опубліковано: 10.09.2008
Автори: Гевко Ігор Богданович, Гагалюк Андрій Валерійович, Брощак Іван Іванович
МПК: F16C 15/00
Мітки: беззазорна, оправка
Формула / Реферат:
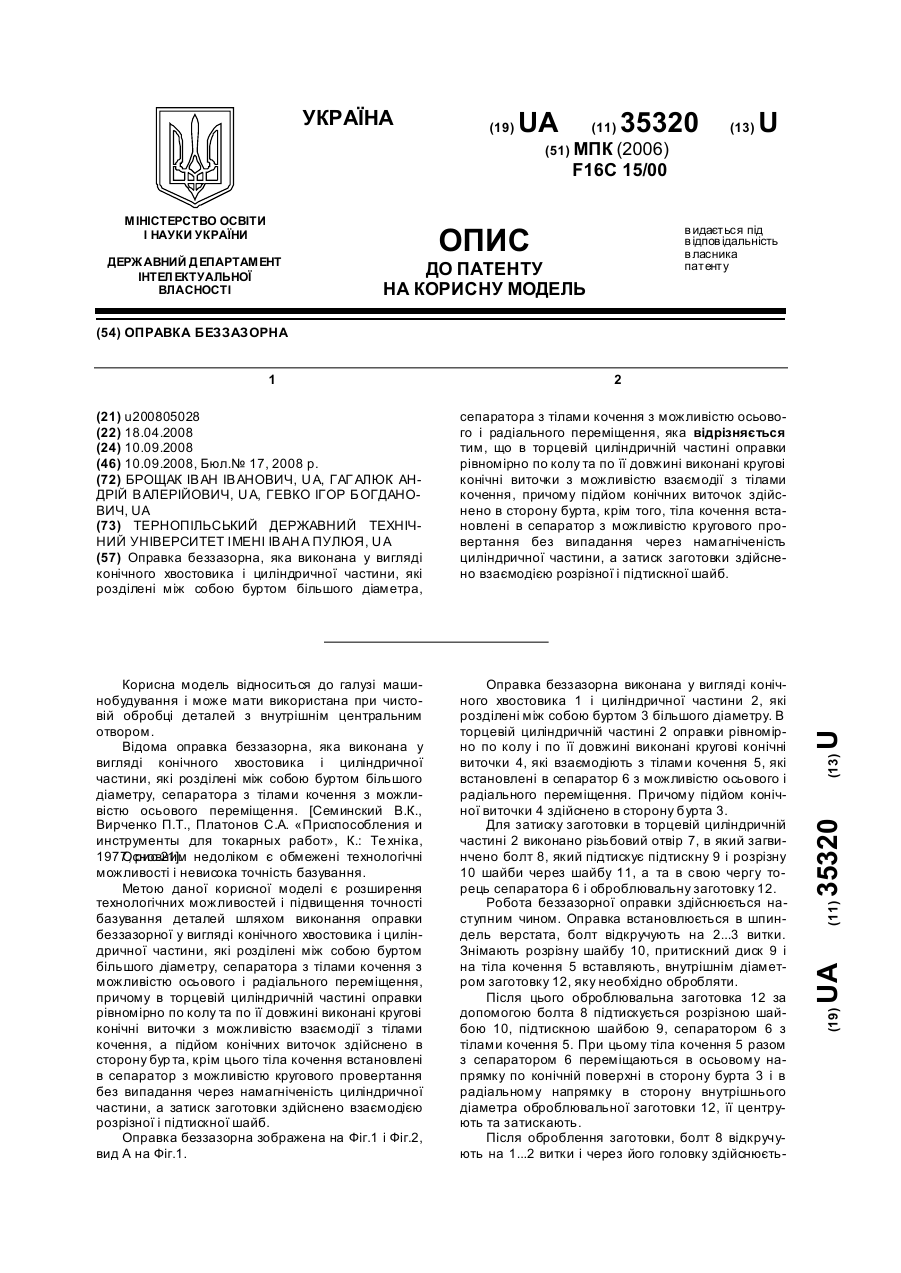
Оправка беззазорна, яка виконана у вигляді конічного хвостовика і циліндричної частини, які розділені між собою буртом більшого діаметра, сепаратора з тілами кочення з можливістю осьового і радіального переміщення, яка відрізняється тим, що в торцевій циліндричній частині оправки рівномірно по колу та по її довжині виконані кругові конічні виточки з можливістю взаємодії з тілами кочення, причому підйом конічних виточок здійснено в сторону...
Оправка для виготовлення пустотілих поковок
Номер патенту: 23765
Опубліковано: 11.06.2007
Автори: Квашнін Валерій Олегович, Шелаєв Іван Пахомович
МПК: B21J 13/00
Мітки: поковок, пустотілих, виготовлення, оправка
Формула / Реферат:
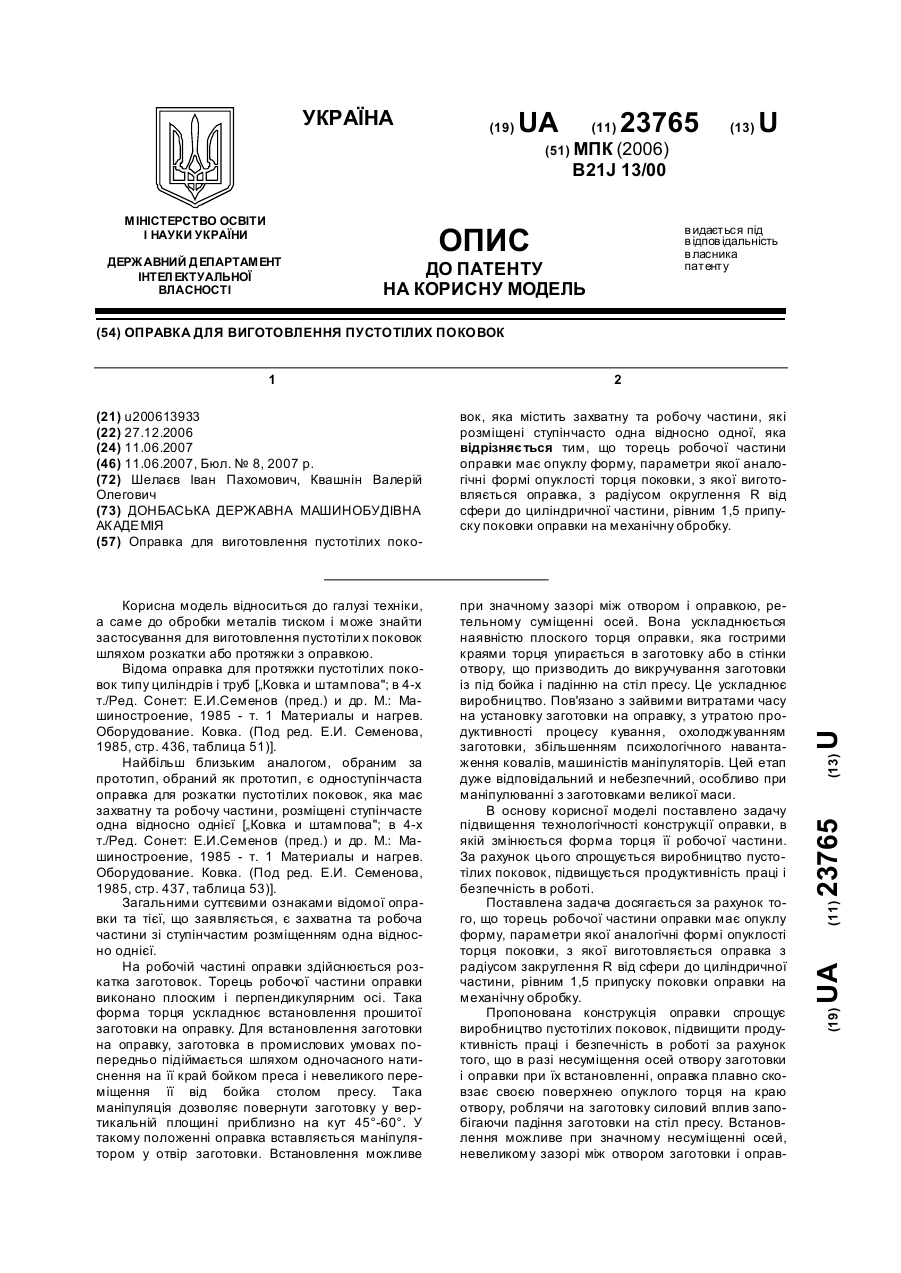
Оправка для виготовлення пустотілих поковок, яка містить захватну та робочу частини, які розміщені ступінчасто одна відносно одної, яка відрізняється тим, що торець робочої частини оправки має опуклу форму, параметри якої аналогічні формі опуклості торця поковки, з якої виготовляється оправка, з радіусом округлення R від сфери до циліндричної частини, рівним 1,5 припуску поковки оправки на механічну обробку.
Беззазорна оправка
Номер патенту: 35060
Опубліковано: 26.08.2008
Автори: Брощак Іван Іванович, Гагалюк Андрій Валерійович, Гевко Іван Богданович
МПК: F16C 15/00
Мітки: беззазорна, оправка
Формула / Реферат:
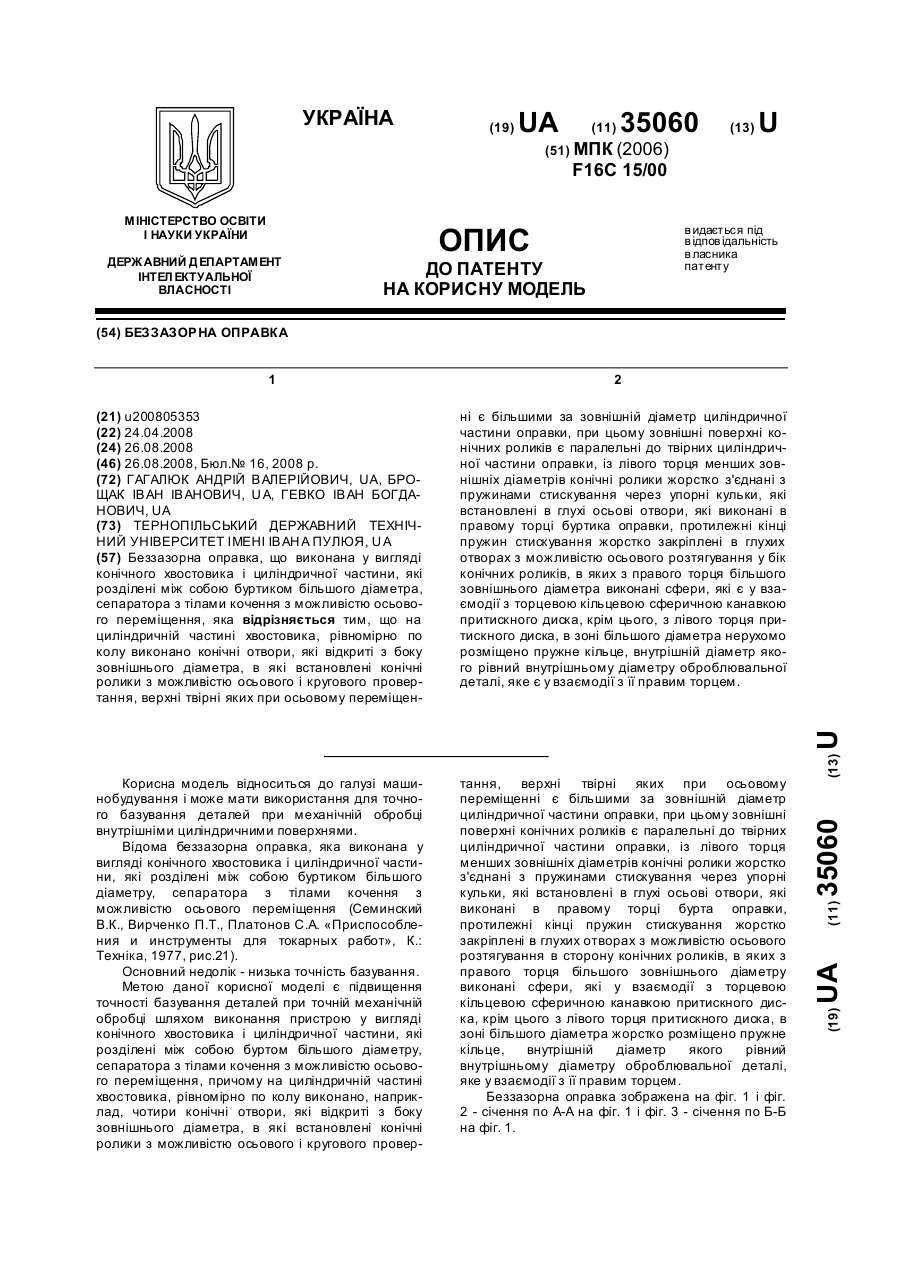
Беззазорна оправка, що виконана у вигляді конічного хвостовика і циліндричної частини, які розділені між собою буртиком більшого діаметра, сепаратора з тілами кочення з можливістю осьового переміщення, яка відрізняється тим, що на циліндричній частині хвостовика, рівномірно по колу виконано конічні отвори, які відкриті з боку зовнішнього діаметра, в які встановлені конічні ролики з можливістю осьового і кругового провертання, верхні твірні...