Спосіб з’єднання кристалічних деталей, зокрема з сапфіру
Номер патенту: 105885
Опубліковано: 25.06.2014
Автори: Андрєєв Євгеній Петрович, Сафронов Роман Ігоревич, Андрєєв Олександр Євгенійович, Литвинов Леонід Аркадійович
Формула / Реферат
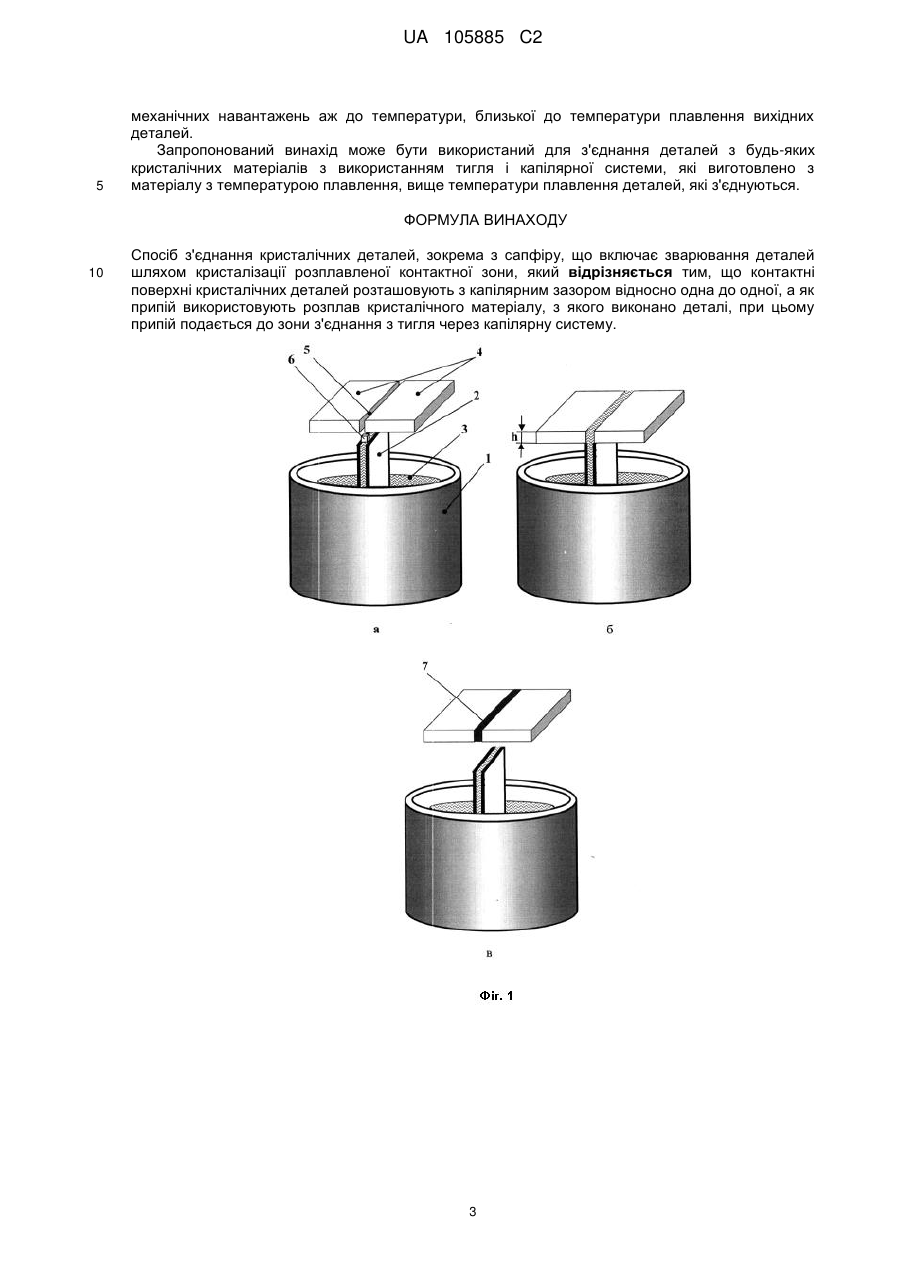
Спосіб з'єднання кристалічних деталей, зокрема з сапфіру, що включає зварювання деталей шляхом кристалізації розплавленої контактної зони, який відрізняється тим, що контактні поверхні кристалічних деталей розташовують з капілярним зазором відносно одна до одної, а як припій використовують розплав кристалічного матеріалу, з якого виконано деталі, при цьому припій подається до зони з'єднання з тигля через капілярну систему.
Текст
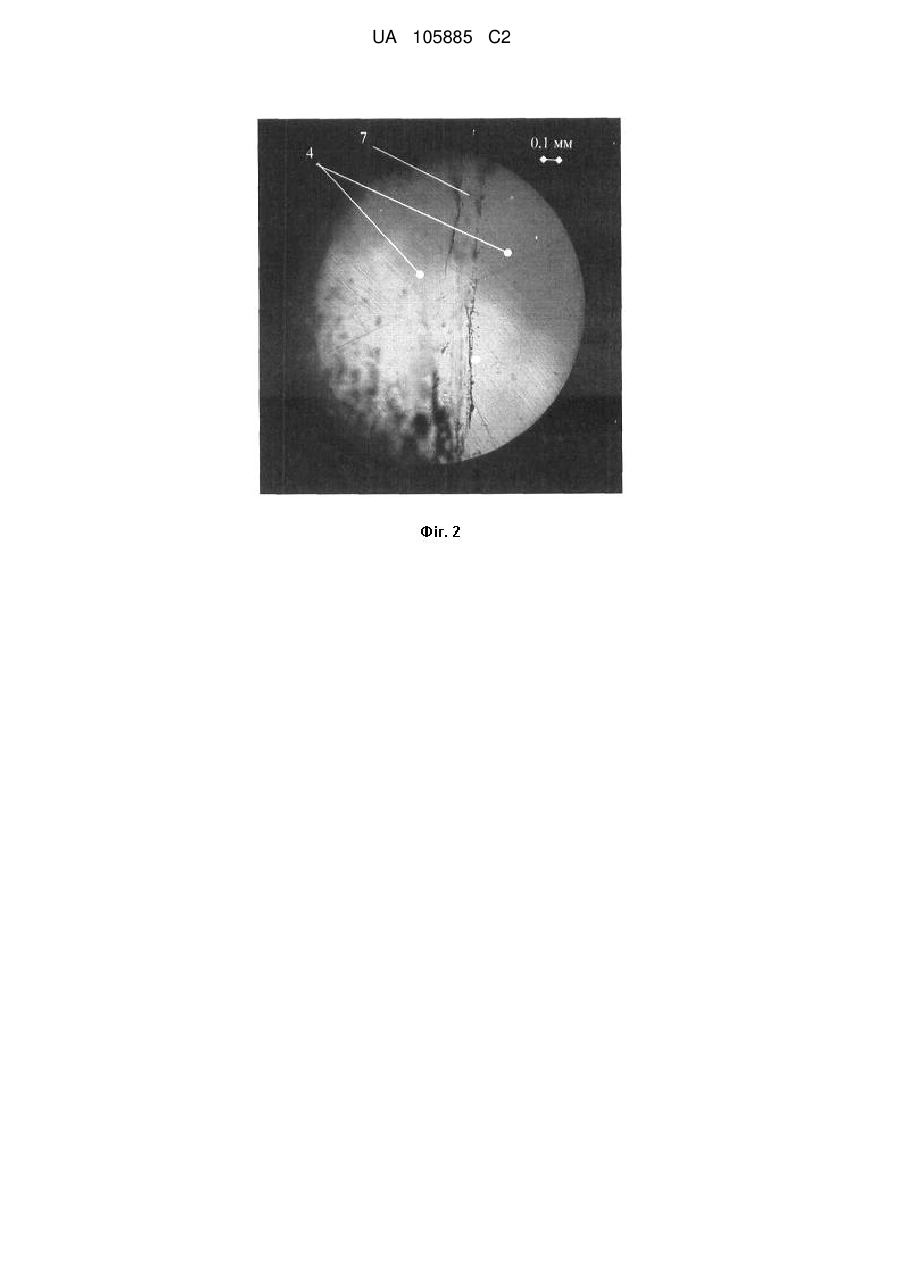
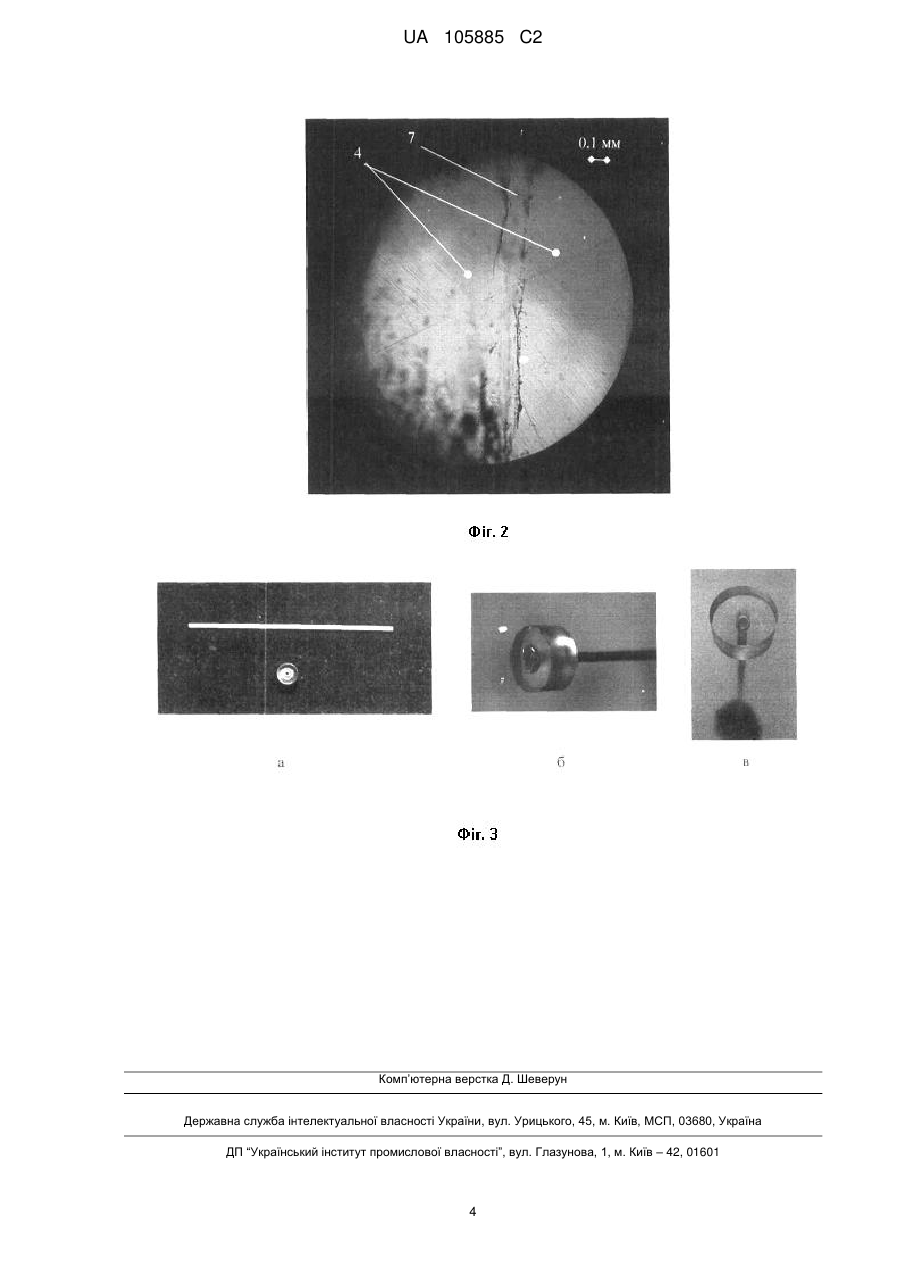
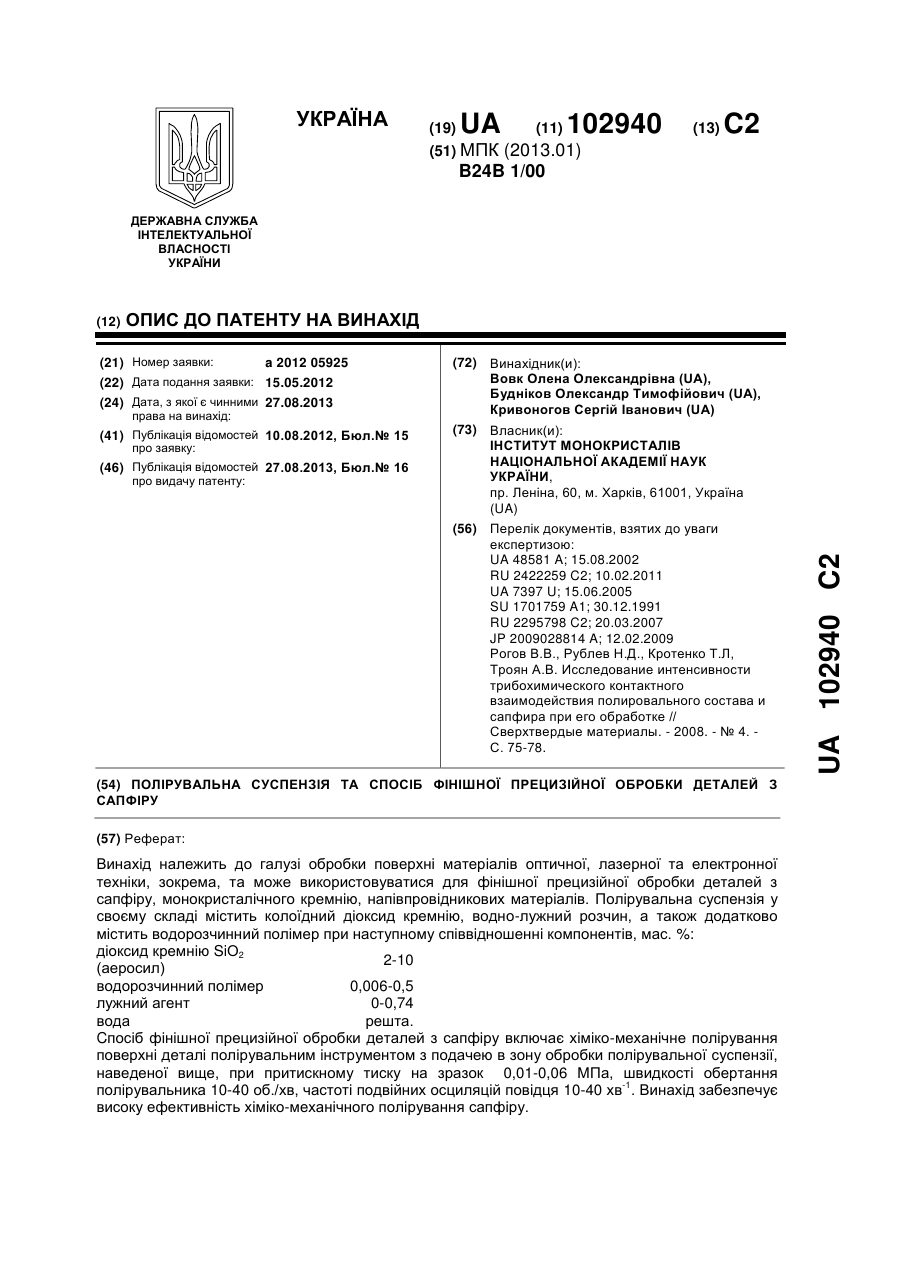
Реферат: Винахід належить до технології виготовлення виробів з кристалічних матеріалів. Спосіб з'єднання кристалічних деталей, зокрема з сапфіру, включає зварювання деталей шляхом кристалізації розплавленої контактної зони, при цьому контактні поверхні кристалічних деталей розташовують з капілярним зазором відносно одна до одної, як припій використовують розплав кристалічного матеріалу, з якого виконано деталі, припій подають до зони з'єднання з тигля через капілярну систему. Спосіб не потребує ретельної обробки і поліровки вихідних деталей і дозволяє отримувати вироби складної конфігурації, які можуть працювати в широкому діапазоні температур та механічних навантажень. UA 105885 C2 (12) UA 105885 C2 UA 105885 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до технології виготовлення виробів з кристалічних матеріалів і може бути використаний для отримання виробів різної форми: труб, стрижнів, пластин, шайб, втулок різної конфігурації і т.д. На даний час проблема з'єднання деталей із високотемпературних кристалічних матеріалів, зокрема сапфіру, дуже актуальна. Це пов'язано з тим, що виготовлення сапфірових деталей складної форми, які використовуються в різних галузях науки і техніки, методами механічної обробки не можливе через велику твердість сапфіру. При цьому, в багатьох випадках місце з'єднання повинне мати високу міцність і термостійкість таку ж, як сапфірові деталі, які з'єднуються. Основними способами з'єднання деталей є різні види зварювання і пайки з використанням металевих припоїв різного складу. Зокрема, відомо багато робіт з методів з'єднання сапфіра: сапфір - скло, сапфір - метал, сапфір - сапфір. Відомий спосіб паяння сапфіра та кераміки з металом [А. с. СССР № 464427, МПК В23K 35/36], який включає нанесення пасти, що являє собою суміш порошків молібдену, двоокису титану, окису магнію, зважених в розчині нітроклітковини в амінацетаті, на поверхню сапфіру чи кераміки, впікання пасти в режимі їх відпалу, з утворенням на їх поверхні щільного покриття, яке має високу адгезію, а потім з'єднання сапфіра чи сапфірової кераміки з металами та між собою металевими припоями з отриманням вакуумщільних і термостійких з'єднань. Відома технологія з'єднань деталей з сапфіру для експлуатації в широкому діапазоні температур від 77 до 1300 K [Венгер Є.Ф., Локшин М.М., Маслов В.П., Родічєв Ю.М., Блецкан Д.І., Пекар Я.М. Розробка комплексної технології з'єднання прецизійних деталей з лейкосапфіру у конструкційні вузли оптико-електронних приладів. Наука та інновації, 2007, Т. 3, № 6, - С. 7786], що включає нанесення шару адгезійно активного металу, зокрема титану, товщиною ~ 50 нм або нікелю ~ 100 нм для забезпечення адгезії до припою методом термічного випаровування у вакуумі на з'єднувальну поверхню деталі, з'єднання шляхом паяння з використанням стандартних промислових припоїв, паяльних паст для поверхневого монтажу друкованих плат та високочистого індію. Недоліками даних методів з'єднання сапфіра є низька механічна і недостатня температурна міцність шва, що значно звужує область застосування отриманих виробів. Відомий спосіб отримання сапфірових вікон шляхом з'єднання декількох сапфірових пластин [Richard L. Gentilman; Patrick T. McGuire; Daniel Fiore; Kim Ostreicher; Joel Askinazi Largearea sapphire windows. Proc. SPIE 5078, Window and Dome Technologies VIII, 54 (September 25, 2003) и John W. Locher; Herbert E. Bates; Steven A. Zanella; Evan С Lundstedt and Charles T. Warner The production of 225 χ 325 mm sapphire windows for IR (1 to 5 μπι) applications, Proc. SPIE 5078, Window and Dome Technologies VIII, 40 (September 25, 2003)], в якому сапфірові пластини з'єднують під навантаженням при температурі 1100 °C і 1500 °C декілька годин в залежності від розмірів деталей. Недоліком цього способу є те, що деталі в місці з'єднання повинні бути ретельно оброблені і відполіровані. При цьому деталі можуть бути з'єднані тільки по прямій лінії. Це обумовлено необхідністю забезпечення рівномірного і високого ступеня стиснення деталей по всій довжині шва. До того ж процес з'єднання займає 5 і більше годин в залежності від габаритів деталей через необхідність тривалого ізотермічного відпалу. Відомий спосіб з'єднання сапфірових деталей [Е.Р. Dobrovinskaya, L.A. Lytvynjv, V.V. Pishchik Sapphire. Material, Manufacturing. Applications. // Springer Science + Business Media, LLC 2009, p. 463-468], що включає протягування між деталями, які з'єднують, вольфрамового дроту, розігрітого до температури плавлення сапфіру, плавлення та подальшу кристалізацію контактної зони. Недоліками цього способу є те, що проплавлення контактної зони створює широку область зварного шва, яка внаслідок перекристалізації має структурні дефекти і високі залишкові напруги. Це може призводити до утворення тріщин в зоні шва. Такождо недоліків слід віднести неможливість зварювання дрібних сапфірових деталей, які мають складну форму поверхні, по котрій вони з'єднуються. Прототипом за сукупністю загальних ознак вибрано останній з наведених аналогів. В основу винаходу поставлено задачу розробки способу з'єднання кристалічних деталей, зокрема сапфірових, з мінімальною шириною зони з'єднання без використання як припою сторонніх матеріалів. Поставлена задача досягається тим, що в способі з'єднання кристалічних деталей, зокрема з сапфіру, що включає зварювання деталей шляхом кристалізації розплавленої контактної зони, згідно винаходу, контактні поверхні кристалічних деталей розташовують з капілярним зазором відносно одна до одної, а як припій використовують розплав кристалічного матеріалу, з якого 1 UA 105885 C2 5 10 15 20 25 30 35 40 45 50 55 виконано деталі, при цьому припій подається до зони з'єднання з тигля через капілярну систему. Використання розплаву кристалічного матеріалу, з якого виконано деталі, як припою при з'єднанні кристалічних деталей, розташованих з капілярним зазором відносно одна до одної, дозволяє отримати монолітний виріб, здатний працювати при такій же високій температурі, як і виріб з цілісного кристалу із збереженням всіх його механічних характеристик. Відведення тепла з контактної зони через деталі, що з'єднуються, забезпечує швидку кристалізацію розплаву в капілярному зазорі і перешкоджає плавленню вказаних деталей. Мала кількість розплаву, що кристалізується, і висока температура деталей, що з'єднуються, не створює значних термічних напруг, які могли б привести до появи тріщин в деталях. А подальше повільне зниження температури нагрівача в камері, де проводився процес з'єднання, призводить до зняття залишкових напружень в області шва. На фіг. 1 показано послідовність операцій при з'єднанні кристалічних деталей. На фіг. 2 наведено фото ділянки шва між двома пластинами, які були з'єднані згідно з винаходом. На фіг. 3 наведено фото сапфірового виробу, який отримано з сапфірових деталей: стрижня 0 1,6 мм та шайби 0 10 мм; а - вихідні деталі, б - вигляд виробу після процесу з'єднання згідно з винаходом, в - вигляд торця шайби після полірування. Спосіб реалізують наступним чином (фіг. 1). В камеру з нагрівачем (на фіг. 1 не наведено) розташовують тигель 1 з капілярною системою 2, який наповнюють сировиною 3 для одержання розплаву. На торець капілярної системи 2 встановлюють один або декілька реперних кристалів 6. Кристалічні деталі 4 (фіг. 1а) в місці з'єднання розташовують з капілярним зазором 5 відносно одна до одної і закріплюють над торцем капілярної системи 2 тигля 1 так, щоб місце з'єднання знаходилось на відстані 5-10 мм від торця капілярної системи 2. Систему кріплення деталей у камері на фіг. 1 не відображено. Далі піднімають температуру в камері і нагрівають тигель 1 до плавлення в ньому сировини 3. Про плавлення сировини у тиглі 3 судять по плавленню реперних кристалів 6, які були встановлені на торці капілярної системи 2. Деталі 4 місцем з'єднання (капілярним зазором 5) приводять у контакт з торцем капілярної системи 2. Під дією капілярних сил розплав з капілярної системи 2 заповнює капілярний зазор 5 між деталями 4, які з'єднуються, по всій їх товщині h (фіг. 1б). Розплав кристалізується в капілярному зазорі 5 за рахунок відводу тепла через деталі, які з'єднуються, утворюючи монокристалічний шов 7 (фіг. 1в). Після цього деталі 4 відривають від торця капілярної системи 2 і повільно знижують температуру на нагрівачі в камері до кімнатної. Після охолодження деталі витягують з камери. Аналогічно, використовуючи капілярні системи різної конфігурації, можуть бути з'єднані сапфірові деталі будь-якої форми, наприклад стрижня і шайби (фіг. 3) і під будь-яким кутом один до одного. Приклад способу з'єднання деталей з сапфіру - стрижня Ø 1,6 мм та шайби Ø 10 мм. В камері з нагрівачем розташовують тигель з капілярною системою у вигляді циліндра Ø 3 мм з капілярним каналом Ø 0,5 мм, який розташовано вздовж його осі. Тигель наповнюють оксидом алюмінію (подрібнені кристали сапфіру) для одержання розплаву. На торець капілярної системи встановлюють один або декілька сапфірових реперних кристалів. Кристалічні деталі стрижень Ø 1,6 мм та шайбу Ø 10 мм - розташовують в місці з'єднання відносно одна до одної з капілярним зазором 0,1-0,5 мм і закріплюють над торцем капілярної системи так, щоб місце з'єднання не торкалося торця капілярної системи і знаходилось на відстані приблизно 10 мм від неї. Далі піднімають температуру в камері до температури плавлення сировини у тиглі. Про плавлення сировини у тиглі судять по плавленню реперних кристалів на торці капілярної системи. Стрижень та шайбу місцем з'єднання (капілярним зазором) приводять у контакт з торцем капілярної системи. Під дією капілярних сил розплав з капілярної системи заповнює капілярний зазор між деталями, які з'єднуються, по всій їх товщині. Розплав кристалізується в капілярному зазорі за рахунок відводу тепла через деталі, які з'єднуються, утворюючи монокристалічний шов. Після цього деталі відривають від торця капілярної системи і повільно, протягом 2-3 годин, знижують температуру на нагрівачі в камері до кімнатної. Час зниження температури вибирають в залежності від розмірів деталей: чим більше розмір деталей, тим повільніше треба знижати температуру. Після охолодження готовий виріб витягують з камери. Таким чином спосіб, що пропонується, не потребує ретельної обробки і поліровки вихідних деталей та плавлення контактної зони і дозволяє отримувати вироби складної конфігурації, місце з'єднання яких не відрізняється за тепловими і механічними властивостями від матеріалу деталей, які було з'єднано. Такі вироби можуть працювати в широкому діапазоні температур та 2 UA 105885 C2 5 механічних навантажень аж до температури, близької до температури плавлення вихідних деталей. Запропонований винахід може бути використаний для з'єднання деталей з будь-яких кристалічних матеріалів з використанням тигля і капілярної системи, які виготовлено з матеріалу з температурою плавлення, вище температури плавлення деталей, які з'єднуються. ФОРМУЛА ВИНАХОДУ 10 Спосіб з'єднання кристалічних деталей, зокрема з сапфіру, що включає зварювання деталей шляхом кристалізації розплавленої контактної зони, який відрізняється тим, що контактні поверхні кристалічних деталей розташовують з капілярним зазором відносно одна до одної, а як припій використовують розплав кристалічного матеріалу, з якого виконано деталі, при цьому припій подається до зони з'єднання з тигля через капілярну систему. 3 UA 105885 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Автори англійськоюAndrieiev Yevhenii Petrovych, Lytvynov Leonid Arkadiovych
Автори російськоюАндреев Евгений Петрович, Литвинов Леонид Аркадьевич
МПК / Мітки
МПК: B23K 28/00, C30B 15/34, C30B 35/00, B23K 20/00
Мітки: кристалічних, спосіб, деталей, з'єднання, сапфіру, зокрема
Код посилання
<a href="https://ua.patents.su/6-105885-sposib-zehdnannya-kristalichnikh-detalejj-zokrema-z-sapfiru.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання кристалічних деталей, зокрема з сапфіру</a>
Полірувальна суспензія та спосіб фінішної прецизійної обробки деталей з сапфіру
Номер патенту: 102940
Опубліковано: 27.08.2013
Автори: Будніков Олександр Тимофійович, Кривоногов Сергій Іванович, Вовк Олена Олександрівна
МПК: B24B 1/00
Мітки: прецизійної, деталей, сапфіру, спосіб, полірувальна, фінішної, суспензія, обробки
Формула / Реферат:
1. Полірувальна суспензія, що у своєму складі містить високодисперсні частинки діоксиду кремнію, водно-лужний розчин, яка відрізняється тим, що суспензія додатково містить водорозчинний полімер, при наступному співвідношенні компонентів, мас. %: діоксид кремнію SiО2 (аеросил) 2-10 водорозчинний полімер 0,006-0,5 лужний агент 0-0,74 ...
Спосіб виготовлення виробів із сапфіру
Номер патенту: 22028
Опубліковано: 10.04.2007
Автори: Венгер Євген Федорович, Маслов Володимир Петрович, Гаврилов Валерій Олександрович, Локшин Михайло Маркович
МПК: C03C 27/00, C03C 27/06
Мітки: виробів, виготовлення, сапфіру, спосіб
Формула / Реферат:
Спосіб виготовлення виробів із сапфіру, що включає їх механічну обробку та закріплення в металевому фланці, який відрізняється тим, що після попереднього шліфування, деталі хімічно обробляють при температурі 900-600°С протягом 3-1 год. в розплаві бури, проводять тонке шліфування та полірування оптичних поверхонь, а після цього деталь закріплюють.
Спосіб одержання кристалів, зокрема кристалічних пластин великої площі
Номер патенту: 90542
Опубліковано: 11.05.2010
Автор: Кисіль Іван Іванович
МПК: C30B 29/00, C01G 25/00, C30B 11/00
Мітки: одержання, кристалічних, пластин, кристалів, спосіб, великої, зокрема, площі
Формула / Реферат:
1. Спосіб одержання кристалів, зокрема кристалічних пластин великої площі, що включає завантаження початкової сировини в контейнер, її плавлення з утворенням розплаву в гарнісажі, подальшу направлену кристалізацію розплаву і охолоджування одержаного кристала, який відрізняється тим, що контейнер з сировиною розташовують у охолоджуваній вакуумній камері, плавлення сировини здійснюють омічним нагрівачем, який розташовують над контейнером...
Спосіб кріплення кристалічних заготовок, зокрема корунду
Номер патенту: 66120
Опубліковано: 26.12.2011
Автори: Каніщев Василь Миколайович, Кривоногов Сергій Іванович, Вовк Олена Олександрівна, Будніков Олександр Тимофійович
МПК: B65H 9/00, B24B 7/00, G01B 1/00
Мітки: зокрема, кристалічних, спосіб, заготовок, кріплення, корунду
Формула / Реферат:
Спосіб кріплення кристалічних заготовок, зокрема корунду, при якому розплавлену смолу заливають у заглиблення пристрою, заготовку занурюють у смолу, з'єднують пристрій та заготовку, пристрій з приклеєною до нього заготовкою охолоджують до температури затвердіння смоли, який відрізняється тим, що поверхні пристрою та заготовки, які склеюються, перед заливанням смоли покривають при кімнатній температурі тонким шаром розчину наклеювальної смоли...
Пристрій та спосіб одержання монокристалів сапфіру, пластина, пластинка та монокристал сапфіру, орієнтований в с-площині
Номер патенту: 96952
Опубліковано: 26.12.2011
Автори: Татартченко Віталі, Занелла Стівен А., Джонс Крістофер Д., Пранаді Фері, Лочер Джон В.
МПК: C30B 15/34, C30B 29/20
Мітки: орієнтований, монокристал, одержання, спосіб, монокристалів, с-площині, сапфіру, пластина, пристрій, пластинка
Формула / Реферат:
1. Пристрій для вирощування монокристалів сапфіру, орієнтованих в С-площині, який містить: джерело розплаву,перший нагрівач, сконструйований і розміщений таким чином, щоб нагрівати джерело розплаву,фільєру, суміжну з джерелом розплаву;першу зону, яка забезпечує перший температурний градієнт і яка розміщена суміжно з отвором фільєри, ідругу зону, яка забезпечує другий температурний градієнт і яка розміщена...
Попередній патент: Пристрій для зневоднення анаеробних культуральних рідин
Наступний патент: Спосіб виготовлення ливарних форм і пристрій для його здійснення
Випадковий патент: Осердя трансформатора