Спосіб гравітаційного зварювання та пристрій для його реалізації
Номер патенту: 112410
Опубліковано: 12.09.2016
Автори: Трунін Константин Константинович, Кушнір Володимир Олександрович, Татаренко Максим Анатолійович, Петренко В'ячеслав Анатолійович, Кондратенко Юрій Пантелійович


Формула / Реферат
1. Спосіб гравітаційного зварювання, згідно з яким на металічний штатив встановлюють електродоутримувач з електродом, розміщеним під відповідним кутом до зварювального виробу, на який спирається електрод, і збуджують електричну дугу замиканням кінця електрода на зварювальний виріб, при цьому електрод рухається по поверхні зварювального виробу під впливом власної ваги або пружини, який відрізняється тим, що зварювання здійснюють електродами будь-якого типу, а підпалення електрода і підтримання на постійному рівні довжини зварювальної дуги в процесі його переміщення здійснюють в автоматичному режимі за допомогою електронної системи стеження.
2. Спосіб за п. 1, який відрізняється тим, що для підтримання довжини електричної дуги застосовують дискретний повторно-короткочасний режим вільного руху електродоутримувача з електродом.
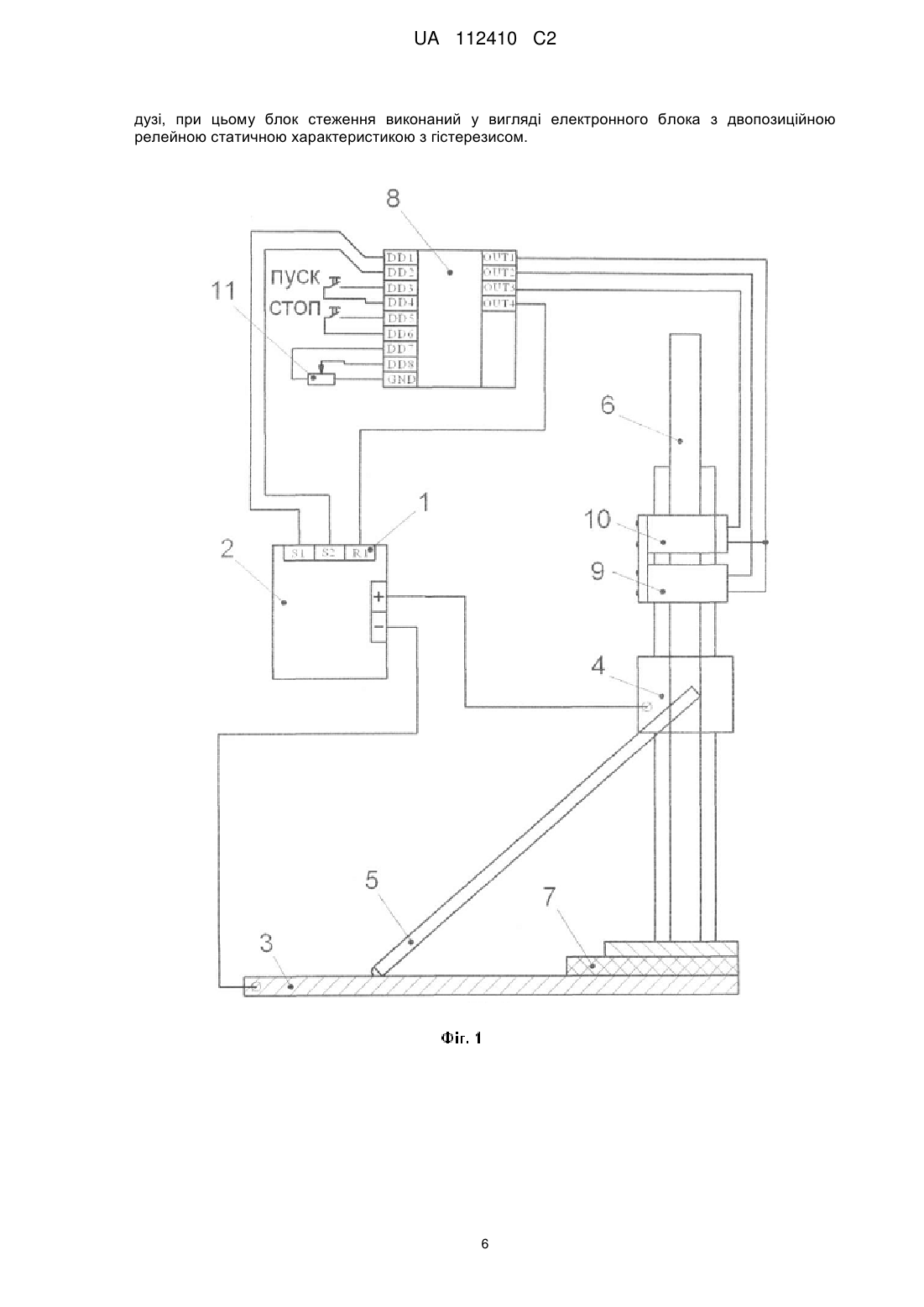
3. Пристрій для гравітаційного зварювання, що містить вбудований шунт, мінус якого підключений до зварювального виробу, а плюс - до обойми електродоутримувача, нахиленого електрода і металічного штатива, що встановлений на ізоляційну прокладку, який відрізняється тим, що пристрій додатково містить блок стеження за довжиною зварювальної дуги та виконавчі механізми у вигляді двох електромагнітів, входи яких з'єднані з відповідними командними виходами системи стеження, керувальний вихід якої підключений до керувального входу джерела живлення, при цьому шунт джерела живлення підключений до першого входу блока стеження, другий вхід якого з'єднаний з інформаційним виходом джерела живлення, третій, четвертий, п'ятий і шостий входи - з задавальним пристроєм, а сьомий, восьмий і дев'ятий входи - з регулювальним резистором для задання значення напруги на зварювальній дузі, при цьому блок стеження виконаний у вигляді електронного блока з двопозиційною релейною статичною характеристикою з гістерезисом.
Текст
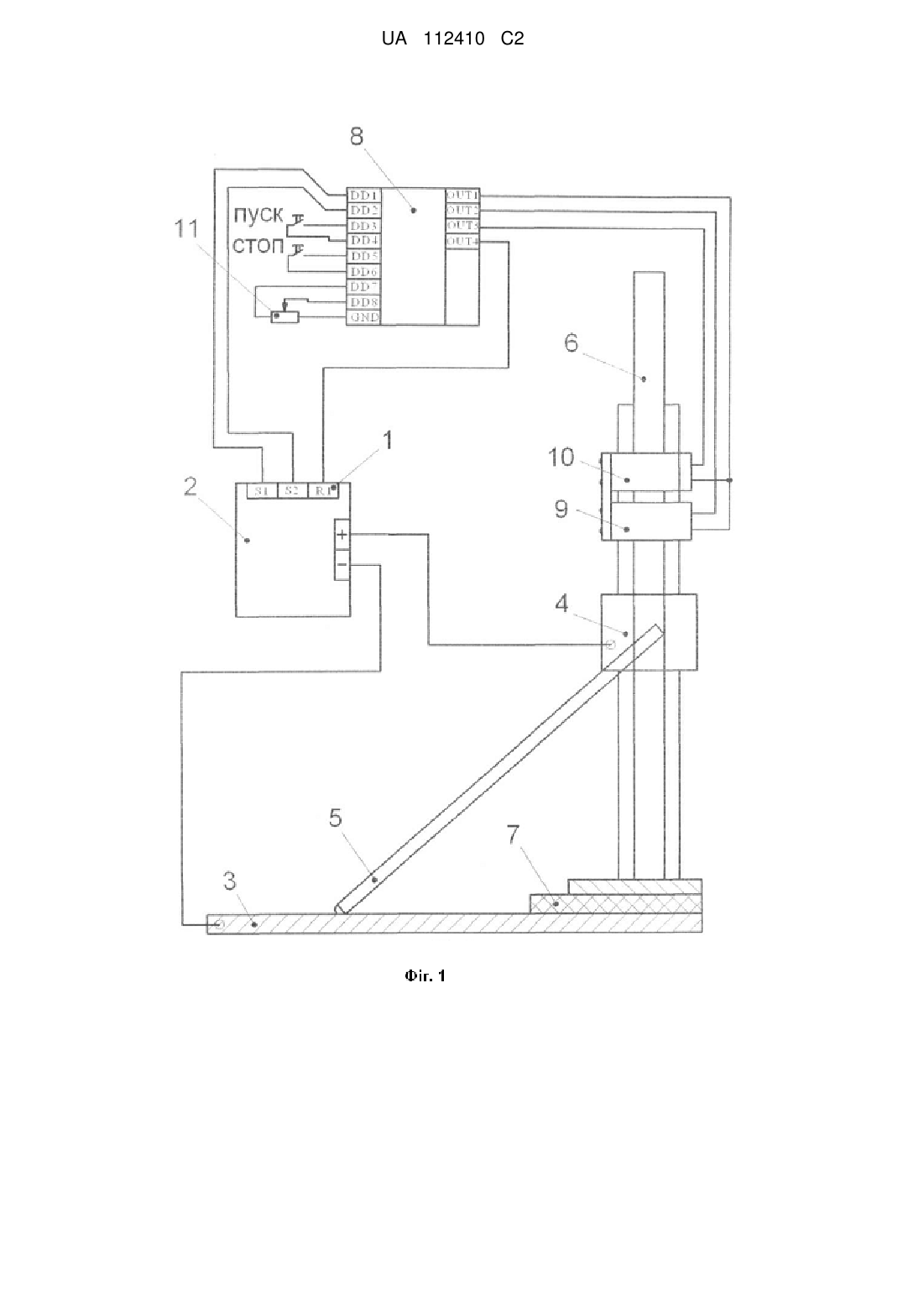
Реферат: Винахід належить до зварювального виробництва, зокрема до технології зварювання і наплавлення покритим електродом. Згідно зі способом гравітаційного зварювання на металічний штатив встановлюють електродоутримувач з електродом, розміщеним під відповідним кутом до зварювального виробу, на який спирається електрод, і збуджують електричну дугу замиканням кінця електрода на зварювальний виріб, при цьому електрод рухається по поверхні зварювального виробу під впливом власної ваги або пружини. Зварювання здійснюють електродами будь-якого типу, а підпалення електрода і підтримання на постійному рівні довжини зварювальної дуги в процесі його переміщення здійснюють в автоматичному режимі за допомогою електронної системи стеження. Також заявлений пристрій для реалізації способу. Винахід дозволяє підвищити рівень автоматизації, що забезпечує зварювання з більш високою швидкістю та отримання більш якісного шва. UA 112410 C2 (12) UA 112410 C2 UA 112410 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до зварювального виробництва, зокрема до технології зварювання і наплавлення покритим електродом. Відомо про способи підвищення продуктивності зварювання покритим електродом, яка залежить від вибору відповідного електрода і вибору технології зварювання. Прикладом такого способу є спосіб зварювання нахиленим електродом (з глибоким проваром), коли електрод спирається на зварювальний виріб, що також відомий як спосіб зварювання ультракороткою дугою [Николаев ГА. Сварка в машиностроении. - Μ.: Машиностроение, 1978. - с. 161, рис. 16]. При реалізації даного способу використовують електроди з покриттям, що забезпечують збільшення глибини провару, і спеціальні режими зварювання. Зокрема, для цього способу зварювання використовують електроди з підвищеним коефіцієнтом маси покриття (80-100 %), що відповідає відношенню маси покриття до маси покритої частини стрижня. Спосіб зварювання реалізується методом спирання електрода на зварювальний виріб, при цьому для кращого витіснення рідкого металу з кратера електрод спирають на металевий виріб козирком, що утворюється в процесі плавлення, під кутом 70-85° до горизонту. Зварювання здійснюють при максимально допустимих струмах, з підвищеною швидкістю. Підвищення продуктивності при цьому способі зварювання забезпечується за рахунок зменшення кількості наплавленого металу (на одиницю довжини шва) шляхом збільшення частки розплавленого металу виробу у шві. Недоліком даного способу, і відповідного пристрою, є необхідність зварювальнику підтримувати відповідний кут нахилу електрода, що вимагає великого професійного досвіду і при довготривалій роботі втомлює зварювальника. Найбільш близьким до запропонованого технічного рішення є спосіб зварювання нахиленим електродом [Николаев Г.А. Сварка в машиностроении. Μ.: Машиностроение, 1978. - с. 163, рис. 20], що прийнятий як прототип. Суть даного способу полягає в тому, що на металічний штатив встановлюють електродоутримувач з електродом, розміщеним під відповідним кутом до зварювального виробу, на який спирається електрод. При цьому електрод рухається по поверхні зварювального виробу під впливом власної ваги або пружини. Зварювання здійснюють нахиленим електродом (під кутом 30-45° до зварювальної поверхні виробу) з товстим покриттям. Нижній кінець електрода з виступаючим краєм товстого покриття спирається на зварювальний виріб, а його верхній кінець закріплюється в електродоутримувачі, що ковзає по напрямній обоймі. Дуга збуджується замиканням кінця електрода на зварювальний виріб. При плавленні електрода на його кінці утворюється козирок з обмазки, що перешкоджає виникненню короткого замикання між електродом і виробом. Кінець електрода і дуга переміщуються вздовж заданої зварювальної лінії. В процесі розплавлення і опускання електрода утворюється валик. Переріз шва регулюється кутом нахилу електрода. Такий спосіб має наступні проблеми: - необхідність використання спеціальних електродів з товстим покриттям (обмазкою), що суттєво обмежує область застосування методу; - відсутня можливість стабілізації напруги зварювальної дуги, яка забезпечується тільки товщиною покриття електрода і є чутливою до будь-яких збурювальних впливів і факторів (зокрема, наявність іржи, перевищення величини зазору в порівнянні з 10 %-м значенням товщини металу виробу тощо). В основу винаходу поставлено задачу удосконалення способу зварювання шляхом автоматичного контролювання параметрів зварювальної дуги (напруги дуги) і керованого дискретного переміщення в напрямній обоймі електродоутримувача з нахиленим електродом за рахунок підвищення рівня автоматизації. Це дозволить застосовувати для зварювання електроди будь-якого типу що суттєво розширить область застосування запропонованого способу. Крім того, в порівнянні з застосуванням спеціальних електродів з товстим покриттям суттєво (в 2-2,5 разу) підвищиться швидкість зварювальних процесів. Поставлена задача вирішується тим, що при реалізації способу гравітаційного зварювання, згідно з яким на металічний штатив встановлюють електродоутримувач з електродом, розміщеним під відповідним кутом до зварювального виробу, на який спирається електрод, при цьому електрод рухається по поверхні зварювального виробу під впливом власної ваги або пружини, згідно з пропозицією зварювання здійснюють електродами будь-якого типу, а збудження зварювальної дуги і підтримання її довжини в процесі зварювання здійснюють в автоматичному режимі за допомогою електронної системи стеження. В запропонованому способі, як і в прототипі, електрод утримують за допомогою рухомого електродоутримувача, що має здатність при згоранні електрода опускатись, переміщуючи при цьому вподовж зварювального шва зварювальну дугу. Необхідну довжину зварювальної дуги в прототипі підтримують тільки за рахунок товщини покриття спеціального електрода, який саме покриттям спирається на зварювальну поверхню. Тому спосіб-прототип вимагає застосування тільки спеціальних електродів з наперед визначеною товщиною покриття. В запропонованому 1 UA 112410 C2 5 10 15 20 25 30 35 40 45 50 55 60 способі зварювання здійснюють не спеціальними електродами, а електродами будь-якого типу, які спираються на зварювальну поверхню. Для збудження зварювальної дуги електродом його піднімають за допомогою першого виконавчого механізму системи стеження, забезпечуючи при цьому фіксацію електродоутримувача в положенні, при якому здійснюють збудження зварювальної дуги електродом. В подальшому за допомогою другого виконавчого механізму системи стеження реалізують автоматичний режим стеження за параметрами зварювальної дуги для підтримки на постійному рівні довжини зварювальної дуги. При цьому за допомогою системи стеження почергово: а) фіксують (блокують) положення електродоутримувача (з електродом), якщо довжина зварювальної дуги знаходиться в допустимому інтервалі. При згоранні електрода в цьому режимі буде збільшуватись відстань між електродом і зварювальною поверхнею, а відповідно збільшуватись довжина зварювальної дуги; б) розфіксовують (розблоковують) електродоутримувач (з електродом), якщо довжина зварювальної дуги виходить за межі допустимого інтервалу. При цьому електродоутримувач рухається вниз під впливом власної ваги або пружини, між електродом і зварювальною поверхнею зменшується відстань і, відповідно, електрод рухається по поверхні зварювального виробу. При зменшенні відстані між електродом і зварювальною поверхнею скорочується довжина зварювальної дуги і як тільки вона досягає наперед заданого значення, то система стеження фіксує положення електродоутримувача (з електродом). Таким чином за допомогою системи стеження почергово фіксують та відпускають (розфіксовують) електродоутримувач (з електродом) для здійснення вільного руху, забезпечуючи в режимі стеження підтримання на постійному рівні довжини зварювальної дуги до повного згорання електрода. Саме дискретний повторно-короткочасний режим вільного руху електродоутримувача (з електродом) дозволяє при реалізації запропонованого способу застосовувати електроди будь-якого типу, без дотримання спеціальних вимог щодо їх покриття. Крім того, запропонований спосіб є робастним щодо будь-яких збурювальних впливів і факторів, оскільки режим стеження забезпечує більш точне підтримання на постійному рівні довжини зварювальної дуги в порівнянні з прототипом. Реалізація запропонованого способу гравітаційного зварювання дозволить в порівнянні з прототипом підвищити швидкість процесів автоматичного зварювання нахиленим електродом орієнтовно на 100-125 %. Відомо про пристрої дугового зварювання, що реалізують різні способи дугового зварювання, зокрема спосіб дугового зварювання з короткими замиканнями дугового проміжку, при якому плавлення електрода і зварювальної ванни здійснюють за допомогою електричної енергії основного джерела постійного струму. Ряд відомих пристроїв забезпечують реалізацію способів дугового зварювання на основі використання спеціальних технологічних засобів для зварювання деталей складної форми. Прикладом такого пристрою є пристрій для зварювання стрижня торцем з пластиною [патент України № 60812, МПК В23К 9/00, опубл. Бюл. № 10, 2003], який має стіл з настилом, джерело зварювального струму, дві електричні гілки зварювального струму - з'єднану з пластиною за допомогою затискача, який має можливість вмикання та вимикання ланцюга зварювального струму, при цьому друга гілка крізь ручний тримач підводить струм до зварювального електрода. Робочу частину столу накривають мідним листом, на якому укріплюють затискач проводу гілки зварювального струму та розміщують пластину для зварювання з нею стрижня. До бокової сторони пристрою приєднано трубчасту стійку і до неї - шарнірний кронштейн, зв'язаний з вертикальним підпружиненим стрижнем, важелем управління зварювальним струмом, обладнаним рукояткою, штангою, контактами зварювального струму з реле часу та противагою. Вертикальний стрижень нижньою частиною крізь ізоляційну прокладку з'єднано з нерухомою губкою, на якій встановлені: затискач для проводу зварювального струму і рукоятка з ексцентриковим затискачем, призначеним для повороту рухомої губки з метою захоплення стрижня, приварюваного до пластини. На пластині встановлюють металевий стакан без дна, вносять у стакан флюс, опускають кінець стрижня, подають на стрижень зварювальний струм та виконують зварювальне з'єднання. Такий пристрій має наступні проблеми: - обмежені функціональні можливості, оскільки при функціонуванні пристрою забезпечується зварювання деталей тільки одного типу "стрижень-пластина"; - складність конструкції та низький рівень автоматизації зварювального процесу. Відомо також про пристрій для гравітаційного зварювання [Николаев Г.А. Сварка в машиностроении. Μ.: Машиностроение, 1978. - С. 163, рис. 20], що прийнятий за прототип. Пристрій містить задавальний пристрій, джерело живлення постійного струму з вбудованим шунтом, мінус якого підключений до зварювального виробу, а плюс - до обойми електродоутримувача, нахиленого електрода і медалевого штатива, що встановлений на 2 UA 112410 C2 5 10 15 20 25 30 35 40 ізоляційну прокладку. Задавальний пристрій призначений для включення в роботу джерела живлення та виключення його при завершенні процесу зварювання. Електродоутримувач закріплений на металевому штативі з можливістю здійснювати вільний рух під дією власної ваги або пружини, тобто з можливістю ковзання по напрямній обоймі. Нижній кінець електрода з виступним краєм товстого покриття спирається на зварювальний виріб, а його верхній кінець закріплюється в електродоутримувачі. Електрод закріплений під кутом 30-45° до зварювальної поверхні виробу і рухається по поверхні зварювального виробу під впливом вертикального переміщення електродоутримувача. При включенні за допомогою задавального елемента джерела живлення дуга збуджується замиканням кінця електрода на зварювальний виріб, кінець електрода і дуга переміщуються вздовж заданої зварювальної лінії. Принцип дії даного пристрою полягає в тому, що при плавленні електрода на його кінці утворюється козирок з обмазки, що перешкоджає виникненню короткого замикання між електродом і виробом, а в процесі розплавлення і опускання електрода утворюється шов-валик, переріз якого регулюється кутом нахилу електрода. Такий пристрій має наступні проблеми: - обмежені функціональні можливості, оскільки для функціонування пристрою необхідне використання спеціальних електродів з товстим покриттям; - низькі показники якості через чутливість до будь-яких збурювальних впливів і факторів (іржа, зазор тощо), які впливають на коливання напруги зварювальної дуги. В основу винаходу поставлено задачу удосконалення пристрою для гравітаційного зварювання, в якому введення системи стеження з двома виконавчими механізмами забезпечує в автоматичному режимі дискретне повторно-короткочасне переміщення (ковзання) електродоутримувача для автоматичного підтримання на заданому рівні напруги на зварювальній дузі, що підвищує швидкодію процесів зварювання на 100-125 % і підвищує якість шва на 30-35 %. Поставлена задача вирішується тим, що пристрій для реалізації способу гравітаційного зварювання містить задавальний елемент, джерело живлення постійного струму з вбудованим шунтом, мінус якого підключений до зварювального виробу, а плюс - до обойми електродоутримувача, нахиленого електрода і металічного штатива, що встановлений на ізоляційну прокладку, в який згідно з винаходом, додатково введено блок стеження за довжиною зварювальної дуги і два електромагніти, входи яких з'єднані з відповідними командними виходами системи стеження, керувальний вихід якої підключений до керувального входу джерела живлення, шунт джерела живлення підключений до першого входу блока стеження, другий вхід якого з'єднаний з інформаційним виходом джерела живлення, третій, четвертий, п'ятий і шостий входи - з задавальним пристроєм, а сьомий, восьмий і дев'ятий входи - з регулювальним резистором для задання значення напруги на зварювальній дузі, при цьому блок стеження виконаний у вигляді електронного блока з двопозиційною релейною статичною характеристикою з гістерезисом. Ефект підвищення рівня автоматизації при здійсненні способу гравітаційного зварювання (з більш високою швидкістю і якістю шва в порівнянні з прототипом) досягається за рахунок забезпечення в автоматичному режимі почергового руху і призупинення напрямної обойми з електродоутримувачем і нахиленим електродом в процесі зварювання при відхиленнях напруги зварювальної дуги UD від заданого значення U0 згідно із релейною статичною характеристикою U10in=f(UD) з гістерезисом, яка для ширини гістерезису 2ΔU має вигляд: при0 UD U0 U dUD / dt 0 U10 in . при1 UD U0 U dUD / dt 0 45 50 55 Саме релейний закон управління забезпечує реалізацію автоматичного режиму стеження за величиною напруги зварювальної дуги UD за допомогою системи стеження з формуванням необхідного сигналу і U10in на вході другого електромагніта, що працює при цьому в повторнокороткочасному режимі. На фіг. 1 наведена схема пристрою; на фіг. 2 - релейна статична характеристика U10in=f(UD) з гістерезисом; на фіг. 3 представлені епюра напруги зварювальної дуги UD(t) та часові діаграми роботи системи стеження. Пристрій, що реалізує спосіб гравітаційного зварювання в автоматичному режимі, містить (фіг. 1) задавальний елемент 1, джерело живлення постійного струму 2 з вбудованим шунтом, мінус якого підключений до зварювального виробу 3, а плюс - до обойми електродоутримувача 4, нахиленого електрода 5 і металічного штатива 6, що встановлений на ізоляційну прокладку 7. До складу пристрою входить також блок стеження за довжиною зварювальної дуги 8 і перший 9 та другий 10 електромагніти, що відіграють роль виконавчих механізмів пристрою. Обойма електродоутримувача 4 виконана з можливістю гравітаційного переміщення по напрямним металічного штативу під дією власної ваги, з можливістю переміщення в крайнє верхнє 3 UA 112410 C2 5 10 15 20 25 30 35 40 45 50 55 60 положення при включенні в роботу першого електромагніта 9 та оснащена підпружиненим фіксатором (фіксатор на фіг.1 не показано), що має можливість утримувати її (фіксувати) у відповідному положенні при знеструмленні другого електромагніта 10. Другий електромагніт 10 є керованим елементом підпружиненого фіксатора, який відключається, тобто розфіксовує обойму електродоутримувача 4, тільки при появі електричної напруги на обмотці другого електромагніта 10, тобто тільки при включенні другого електромагніта 10 в роботу. Входи першого електромагніта 9 з'єднані з відповідними командними виходами (OUT1, OUT3) системи стеження 8. Входи другого електромагніта 10 з'єднані з відповідними командними виходами (OUT1, OUT2) системи стеження 8. Керувальний вихід (OUT4) системи стеження 8 підключений до керувального входу (R1) джерела живлення 2, а шунт джерела живлення (S1) підключений до першого входу (DD1) блока стеження 8. Другий вхід (DD2) блока стеження 8 з'єднаний з інформаційним виходом (S2) джерела живлення 2. Третій (DD3), четвертий (DD4), п'ятий (DD5) та шостий (DD6) входи блока стеження 8 з'єднані з відповідними виходами задавального пристрою 1, а сьомий (DD7), восьмий (DD8) та дев'ятий (GND) входи блока стеження 8 з'єднані з регулювальним резистором 11 для задавання опорного (робочого) значення напруги U0 на зварювальній дузі. Блок стеження 8 може бути виконаний на основі електронного блока з двопозиційною релейною статичною характеристикою з гістерезисом (фіг. 2), що є типовим релейним елементом релейних систем автоматичного керування. Блок стеження 8 може бути реалізований за типовою схемою, наприклад за схемою слідкуючих електроприводів релейної дії, де сигнал похибки (сигнал відхилення) подається на релейний елемент, що здійснює квантування сигналу похибки за рівнем, перетворюючи його в дискретний (релейний) сигнал керування. Як типовий релейний елемент можуть використовуватись точні двополяризовані або електромагнітні реле, а також безконтактні ключові елементи (Справочник по автоматизированному электроприводу. Под ред. В.А. Елисеева, А.В. Шинянского. - М.: Энергоатомиздат, 1983, стор. 352-357). Безконтактні ключові елементи можуть бути виконані у вигляді типових тригерів, зокрема у вигляді тригерів з зоною повернення, тобто- з гістерезисом (Справочник по средствам автоматики. Под ред. В.Э. Низэ, И.В. Антика. - Μ.: Энергоатомиздат, 1983, стор. 175). Крім того, електронні блоки і компоненти пристрою, що реалізує запропонований спосіб гравітаційного зварювання, можуть бути реалізовані на базі цифрової та аналогової електроніки або на програмно-апаратному рівні за допомогою мікроконтролерів (наприклад, фірм Motorola, Microchip, Toshiba та ін.). Пристрій, що реалізує спосіб гравітаційного зварювання, працює наступним чином. Попередньо встановлюють металевий штатив 6 у початкове положення, що відповідає необхідним геометричним співвідношенням відносно розташування зварювального виробу 3 з забезпеченням можливості переміщення електрода в процесі зварювання. В обоймі електродоутримувача 4 закріплюють під відповідним кутом нахилу електрод 5, який спирають на зварювальний виріб 3 в точці початку зварювального шва (фіг. 1). Електромагніти 9 та 10 знеструмлені. При цьому обойма електродоутримувача 4 зафіксована в початковому положенні за допомогою підпружиненого фіксатора. Наведені часові діаграми (фіг. 3) пояснюють роботу пристрою в повторно-короткочасному режимі, зокрема, при формуванні системою слідкування 8 сигналу U10in(t), при роботі першого електромагніта (ЕМ1) 9 та при роботі другого електромагніта (ЕМ2) 10 в процесі гравітаційного зварювання (в автоматичному режимі), де позначено: UD поточне значення напруги зварювальної дуги, що змінюється у часі t; UDnim - мінімальне значення напруги зварювальної дуги для робочого режиму пристрою; UDmax - максимальне значення напруги зварювальної дуги для робочого режиму пристрою; t0, t1, t2, t3, t4, t5 - моменти часу, що характеризують роботу пристрою при реалізації способу автоматичного гравітаційного зварювання; 0 - електромагніт знеструмлений; 1 - живлення підключено до відповідного електромагніта. Для здійснення зварювального процесу за допомогою задавального елемента 1 подають команду (сигнал пуску) на пуск пристрою. При цьому з керувального виходу (OUT4) системи стеження 8 надходить до керувального входу джерела живлення 2 відповідний сигнал, що забезпечує включення в роботу джерела живлення 2 і появі струму у електричному колі "джерело струму - обойма електродоутримувача - нахилений електрод - зварювальний виріб джерело струму". Одночасно система стеження 8 забезпечує подання електричного струму на перший 9 та другий 10 електромагніти (момент часу t0 на фіг. 3). При цьому обойма електродоутримувача 4 розфіксовується і отримує можливість рухатись в будь-якому напрямку по напрямних металічного штатива 6, а перший електромагніт 9 піднімає її разом з нахиленим електродом на наперед задану відстань, що забезпечує (при відриві кінця електрода 5 від поверхні зварювального виробу 3) збудження електричної зварювальної дуги. При цьому 4 UA 112410 C2 5 10 15 20 25 30 35 сигнал, що відповідає величині напруги зварювальної дуги UD, постійно надходить з інформаційного виходу джерела живлення 2 на другий вхід (DD2) блока стеження 8. В момент часу t1 (фіг. 3) після запалювання електричної зварювальної дуги блок стеження 8 відключає живлення від першого 9 та другого 10 електромагнітів. Обойма електродоутримувача 4 знову фіксується за допомогою підпружиненого фіксатора. В подальшому наступним здійснюється в автоматичному режимі процес гравітаційного зварювання. При згоранні електрода 5 збільшується довжина зварювальної дуги, а отже зростає величина напруги UD зварювальної дуги (інтервал часу [t1, t2] на фіг. 3). В момент часу t2, коли величина напруги UD зварювальної дуги досягає значення U0+ΔU, блок стеження 8 (згідно з релейним законом, фіг. 2) підключає живлення до другого електромагніта 10. За рахунок інерційних властивостей другого електромагніта 10 розфіксовування обойми електродоутримувача 4 відбувається тільки в момент часу t3 (фіг. 3), а на часовому інтервалі [t2, t3] величина напруги Uп зварювальної дуги продовжує зростати, залишаючись при цьому в межах UD≤UDmax. В момент часу t3 обойма електродоутримувача 4 разом з нахиленим електродом 5 отримує можливість гравітаційного переміщення по напрямних металічного штатива під дією власної ваги. При цьому на часовому інтервалі [t3, t4] нахилений електрод 5 переміщується вниз, довжина зварювальної дуги починає зменшуватись і, відповідно, зменшується величина напруги UD зварювальної дуги. В момент часу t4, коли величина напруги UD зварювальної дуги досягає значення U0-ΔU, блок стеження 8 (згідно з релейним законом, фіг. 2) відключає живлення від другого електромагніта 10. За рахунок інерційних властивостей другого електромагніта 10 фіксування обойми електродоутримувача 4 відбувається тільки в момент часу t5 (фіг. 3), а на часовому інтервалі [t4, t5] величина напруги UD зварювальної дуги продовжує зменшуватись, залишаючись при цьому в межах UD≥UDnim. В момент часу t5 зафіксована обойма електродоутримувача 4 разом з нахиленим електродом 5 втрачає можливість гравітаційного переміщення по напрямних металічного штатива під дією власної ваги. При цьому при згоранні електрода 5 знову збільшується довжина зварювальної дуги, а отже зростає величина напруги UD зварювальної дуги (на фіг. 3) і процедура роботи другого електромагніта 10 в повторно-короткочасному режимі продовжується до повного згорання електрода, після чого за допомогою задавального елемента 1 подають команду (сигнал "стоп") на виключення пристрою. Позитивний ефект проявляється в тому, що в порівнянні з прототипом згідно з [Николаев Г.А. Сварка в машиностроении. М.: Машиностроение, 1978. - С. 163, рис. 20], запропоноване схемотехнічне рішення забезпечує високу якість зварювальних процесів за технологією застосування гравітаційного зварювання нахиленим електродом при використанні не спеціальних електродів, а електродів будь-якого типу. Це суттєво розширює область застосування запропонованого способу і пристрою. Якість зварювання підвищується на 3035 %, а швидкість зварювання на 100-125 %, в порівнянні з прототипом. ФОРМУЛА ВИНАХОДУ 40 45 50 55 60 1. Спосіб гравітаційного зварювання, згідно з яким на металічний штатив встановлюють електродоутримувач з електродом, розміщеним під відповідним кутом до зварювального виробу, на який спирається електрод, і збуджують електричну дугу замиканням кінця електрода на зварювальний виріб, при цьому електрод рухається по поверхні зварювального виробу під впливом власної ваги або пружини, який відрізняється тим, що зварювання здійснюють електродами будь-якого типу, а підпалення електрода і підтримання на постійному рівні довжини зварювальної дуги в процесі його переміщення здійснюють в автоматичному режимі за допомогою електронної системи стеження. 2. Спосіб за п. 1, який відрізняється тим, що для підтримання довжини електричної дуги застосовують дискретний повторно-короткочасний режим вільного руху електродоутримувача з електродом. 3. Пристрій для гравітаційного зварювання, що містить вбудований шунт, мінус якого підключений до зварювального виробу, а плюс - до обойми електродоутримувача, нахиленого електрода і металічного штатива, що встановлений на ізоляційну прокладку, який відрізняється тим, що пристрій додатково містить блок стеження за довжиною зварювальної дуги та виконавчі механізми у вигляді двох електромагнітів, входи яких з'єднані з відповідними командними виходами системи стеження, керувальний вихід якої підключений до керувального входу джерела живлення, при цьому шунт джерела живлення підключений до першого входу блока стеження, другий вхід якого з'єднаний з інформаційним виходом джерела живлення, третій, четвертий, п'ятий і шостий входи - з задавальним пристроєм, а сьомий, восьмий і дев'ятий входи - з регулювальним резистором для задання значення напруги на зварювальній 5 UA 112410 C2 дузі, при цьому блок стеження виконаний у вигляді електронного блока з двопозиційною релейною статичною характеристикою з гістерезисом. 6 UA 112410 C2 Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Василя Липківського, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюKondratenko Yurii Panteliiovych
Автори російськоюКондратенко Юрий Пантелеевич
МПК / Мітки
МПК: B23K 9/133, B23K 9/067, B23K 9/095, B23K 9/04, B23K 9/14, B23K 9/24
Мітки: зварювання, пристрій, спосіб, реалізації, гравітаційного
Код посилання
<a href="https://ua.patents.su/9-112410-sposib-gravitacijjnogo-zvaryuvannya-ta-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб гравітаційного зварювання та пристрій для його реалізації</a>
Спосіб зварювання і пристрій для його реалізації
Номер патенту: 99238
Опубліковано: 25.07.2012
Автор: Кушнір Володимир Олександрович
МПК: B23K 9/24
Мітки: реалізації, спосіб, пристрій, зварювання
Формула / Реферат:
1. Спосіб зварювання двома електродами, що включає створення дуги між електродами і подачу розплаву в зону зварювання, який відрізняється тим, що створюють дугу, що обертається навколо центрального електрода, яка має протилежний потенціал щодо металу, що зварюється, при цьому потенціал електрода дуги, що обертається, і виробу, який зварюється, збігаються.2. Пристрій для зварювання двома електродами, який включає джерело живлення...
Спосіб зварювання трубчастих деталей та пристрій для його реалізації
Номер патенту: 63795
Опубліковано: 15.01.2004
Автори: Янковський Володимир Михайлович, Гутников Вадим Борисович, Козлов Ігор Костянтинович, Чубар Ала Георгієвна, Авер'янов Павло Борисович
МПК: B23K 31/00, B23K 37/04
Мітки: деталей, трубчастих, реалізації, зварювання, спосіб, пристрій
Формула / Реферат:
1. Спосіб зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонодуговим зварюванням неплавким електродом, який відрізняється тим, що зварювання здійснюють етапами, спочатку - внутрішній шов, а потім - зовнішній з переплавленням металу на глибину до 75%, причому хімічний склад кінцевої деталі з середньовуглецевої сталі вибирають таким чином, щоб співвідношення вуглецевих еквівалентів металу труби і кінцевої деталі...
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Малишев Олександр Віталійович, Рижов Роман Миколайович, Тітов Артем Олександрович
МПК: B23K 9/08
Мітки: пристрій, електродом, дугового, зовнішніх, неплавким, комбінованих, магнітних, керуючих, полів, спосіб, зварювання, реалізації, використанням
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту та пристрій для його реалізації
Номер патенту: 108508
Опубліковано: 12.05.2015
Автори: Водолазський Валерій Євгенович, Лобанов Леонід Михайлович, Скопюк Михайло Іванович, Махлін Наум Мордухович, Буряк Владислав Юр'євич, Коротинський Олександр Євтихієвич, Сипаренко Олександр Григорович, Полосков Сєргєй Іосіфовіч, Шолохов Міхаіл Алєксандровіч
МПК: B23K 9/10
Мітки: багатопрохідного, подаванням, зварювання, пристрій, дроту, неплавким, автоматичного, реалізації, присадкового, електродом, спосіб
Формула / Реферат:
1. Спосіб багатопрохідного автоматичного зварювання неплавким електродом з подаванням присадкового дроту, за яким виконання "гарячого" проходу та зварювання заповнюючих і лицювальних швів стиків з розкриттям крайок здійснюють з коливаннями неплавкого електрода впоперек шва за допомогою електромеханічного коливача, до складу якого входить виконавчий двигун з енкодером, що генерує незмінну кількість імпульсів, які припадають на один...
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Володимир Григорович, Кузьменко Георгій Володимирович
МПК: B23K 9/02
Мітки: зварювання, електродугового, спосіб, електрод, плавким, електродом, здійснення
Формула / Реферат:
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
Попередній патент: Трансгенна рослина, яка містить днк, що кодує білок cry1da, і днк, що кодує білок cry1ca, для керування стійкими комахами spodoptera frugiperda
Наступний патент: Пригнічення подразнення рецепторів при споживанні бездимних тютюнових виробів
Випадковий патент: Спосіб виготовлення базисів стоматологічних протезів