Спосіб зварювання і пристрій для його реалізації
Формула / Реферат
1. Спосіб зварювання двома електродами, що включає створення дуги між електродами і подачу розплаву в зону зварювання, який відрізняється тим, що створюють дугу, що обертається навколо центрального електрода, яка має протилежний потенціал щодо металу, що зварюється, при цьому потенціал електрода дуги, що обертається, і виробу, який зварюється, збігаються.
2. Пристрій для зварювання двома електродами, який включає джерело живлення зварювального струму, мінус якого підключений через регулятор струму до одного електрода, а плюс - до іншого електрода, який відрізняється тим, що один з електродів виконаний у вигляді спіралі, всередині якої розміщений інший, покритий електрод, при цьому спіралевидний електрод підключений до джерела живлення зварювального струму через регулятор зварювального струму і силовий контакт, а метал, що зварюється, підключений через дугове реле до того ж потенціалу, що і спіралевидний електрод.
Текст
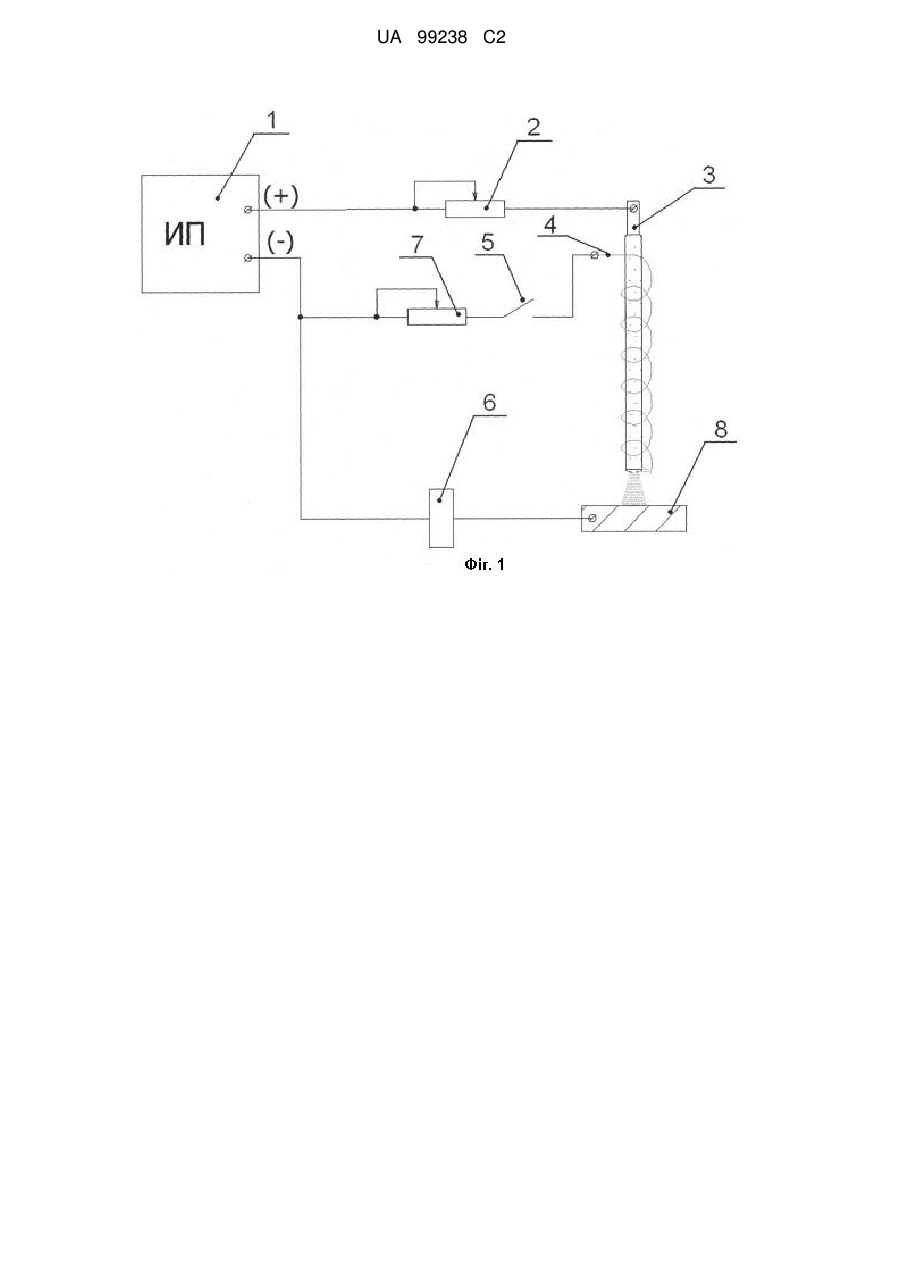
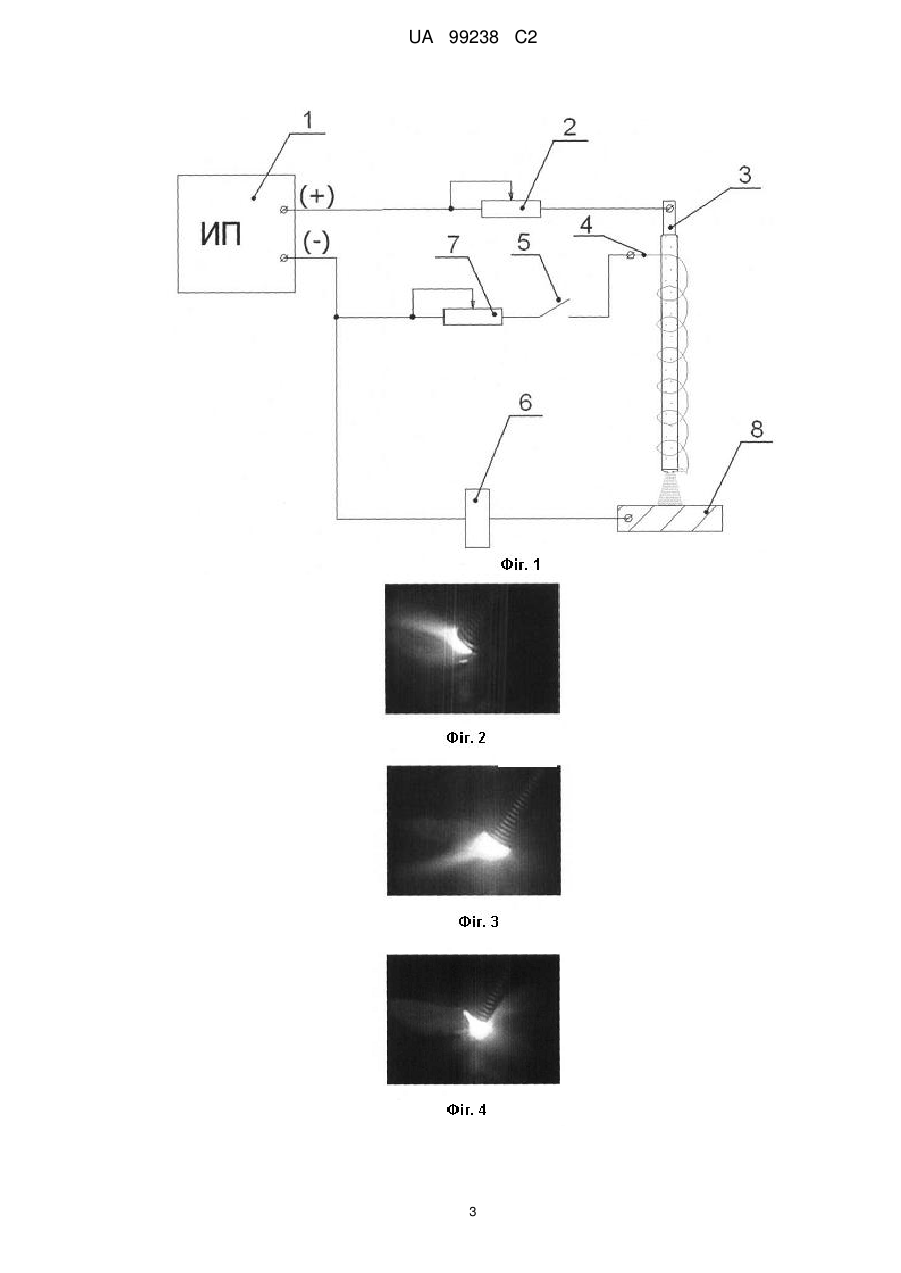
Реферат: Винахід належить до галузі зварювального виробництва, технології зварювання та наплавлення покритим електродом. Спосіб зварювання двома електродами, включає створення дуги між електродами і подачу розплаву в зону зварювання і відрізняється тим, що створюють дугу, що обертається навколо центрального електрода, яка має протилежний потенціал щодо металу, що зварюється, при цьому потенціал електрода дуги, що обертається, і виробу, який зварюється, збігаються. Пристрій для зварювання двома електродами, що включає джерело живлення зварювального струму, мінус якого підключений через регулятор струму до одного електрода, а плюс - до іншого електрода, і відрізняється тим, що один з електродів виконаний у вигляді спіралі, всередині якої розміщений інший, покритий електрод, при цьому спіралевидний електрод підключений до джерела живлення зварювального струму через регулятор зварювального струму і силовий контакт, а метал, що зварюється, підключений через дугове реле до того ж потенціалу, що і спіралевидний електрод. Досягається підвищення продуктивності зварювання, зменшення зони термічного впливу і розбризкування електродного металу. UA 99238 C2 (12) UA 99238 C2 UA 99238 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до галузі зварювального виробництва, технології зварювання та наплавлення покритим електродом. Відомо про ряд способів підвищення продуктивності зварювання, збільшення коефіцієнта наплавлення шляхом вибору відповідних електродів. Продуктивність можна підвищити за рахунок збільшення діаметра електрода, який дозволяє збільшити зварювальний струм. Проте їх застосування обмежується великою вагою електрода і електротримача, що швидко стомлює зварювальника, а також великими магнітними полями, які ускладнюють керування дугою. Вводять до складу покриття залізний порошок, також для збільшення зварювального струму, чим обмежується його застосування [Акулов А.И., Бельчук Г.А., Демянцевич В.П. «Технология и оборудование сварки плавлением» - Москва «Машиностроение», 1977 г., стр. 27]. Для збільшення продуктивності застосовують зварювання трифазною дугою. Суть способу полягає в наступному: у тримач, що має два струмопроводи, закріплюють електрод, що являє собою два електродних стрижні в загальному шарі покриття або два звичайних електродних стрижні з якісним покриттям. Через струмопідводи в тримачі до електродних стрижнів підводять дві фази зварювального кола. Третю фазу підводять безпосередньо до деталі. Під час зварювання дуга горить між двома електродами і між кожним електродом і виробом. Обмежене застосування даного способу зварювання полягає в тому що необхідна наявність трифазної напруги мережі, наявність регулюючих елементів в кожній фазі. Прототипом запропонованого способу зварювання є високопродуктивний спосіб ручного дугового зварювання пучком електродів [«Технология электрической свари металлов и сплавов под редакцией Б.Е. Патона» - Москва «Машиностроение», 1974 г., стр. 106]. Спосіб полягає в тому, що два чи кілька електродів з'єднані пучком, яким за допомогою звичайного електротримача ведуть зварювання. При зварюванні пучком електродів дуга виникає між зварюваним виробом і одним з його стрижнів і в міру оплавлення останнього переходять на сусідній електрод, тобто дуга горить поперемінно між кожним з електродів пучка і виробом. У результаті цього нагрів стрижнів електродів внутрішнім теплом буде менше, ніж при зварюванні однострижневим електродом при тій же величині струму. Тому при зварюванні пучком можна встановлювати більшу величину струму, ніж при зварюванні одинарним електродом такого ж діаметру. А це в свою чергу дозволяє збільшити продуктивність зварювання. У даного способу порівняно низька продуктивність зварювання, значне розбризкування, нестабільність величини дуги, залежність наплавленого валика від положення електрода. В основу винаходу поставлено задачу удосконалення способу зварювання, в якому застосована дуга, що обертається, при ручному дуговому зварюванні покритим електродом, при цьому забезпечується підвищення продуктивності зварювання, а також зменшуються зони термічного впливу, зменшується розбризкування електродного металу, підвищується якість зварного з'єднання. Пропонований спосіб полягає в тому, що на один з електродів подається потенціал, однаковий зі зварюваним виробом, і дуга горить між двома електродами й виробом, при цьому зберігається мінімальна стабільна величина дуги між двома електродами, що значно підвищує продуктивність зварювання завдяки тому, що дуга горить між двома електродами і доводить до температури плавлення центральний і допоміжний електрод. А дуга від центрального електрода розігріває виріб, що зварюється, до температури плавлення, і вже розплавлений метал тече в зварювальну ванну. Тим самим підвищується коефіцієнт використання зварювальної дуги та, відповідно при наявності регулюючих елементів струму, в центральному та додатковому електродах. На кресленнях показано: фіг. 1 - електрична схема пристрою для зварювання і наплавлення металу; фіг. 2-7 - фотопроцес наплавлення заявленим способом. Реалізується даний спосіб за допомогою пристрою, електрична схема якого представлена на кресленні 1 і складається: з джерела зварювального струму 1, перший полюс якого підключений до регулятора струму (баластний реостат 2) і до центрального електрода 3. На центральний електрод 3, на його покриття, намотується у вигляді присадного матеріалу додатковий електрод 4 і через силовий контакт 5 дугового реле 6 і регулятор струму 7 підключено до другого полюса джерела зварювального струму 1. До цього ж полюса джерела зварювального струму через дугове реле 7 підключено виріб, що зварюється, 8. Схема працює в такий спосіб: при торканні електрода 3 до зварюваного виробу 8 збуджується зварювальна дуга і виникає зварювальний струм, при якому спрацьовує дугове реле 7. Силовий контакт дугового реле 7 через певний час, достатній для утворення зварювальної дуги, спрацьовує. Його силовий контакт 5, замикає електричне коло другого електрода 4. У результаті виникає дуга між центральним електродом 3 та допоміжним електродом 4. При цьому дуга обертається (див. фіг. 2-7) і нагріває до температури плавлення 1 UA 99238 C2 5 10 15 основний електрод. Тоді основна дуга, яка горить між основним електродом і виробом, нагріває його до температури плавлення. При цьому в основному енергія витрачається на розплавлення центрального і допоміжного електрода. Відстань між центральним електродом і допоміжним залишається постійною і мінімальною, що спричиняє меншу втрату енергії на розплавлення електрода, тому даний спосіб дозволяє збільшити при тій же витраченій потужності на розплавлення електродного металу при наплавленні і зварюванні в шві у 2,4 разу порівняно зі способом прототипу. Наприклад: були зроблені експерименти при струмі 120 (А) і напрузі на дузі 24 (В), кількість наплавленого метала на зразок при способі прототипу було 9 (г), а при запропонованому - 22,5 (г). В експерименті були використані: джерело живлення ВДУ-506, зварювальний дріт СВ-08Г2С (dпp = 1,2 мм), покритий електрод УОНИ 13/55 (dпp = 3 мм). При цьому була встановлена залежність швидкості плавлення центрального електрода від кроку намотування допоміжного електрода. У результаті швидкість плавлення допоміжного та центрального електрода більше ніж плавлення звичайного електрода при тих же режимах. Визначення максимальної кількості розплавленого металу для одного витка описується наступною формулою: 2 2 D э h D эn Dэ1 D эn , Gmэ 4 , де: Gmэ - кількість наплавленного метала за один виток (кг); Dэ - діаметр електрода без покриття (м); h - крок намотування присадного матеріалу другого електрода (м); 3 ρ - густина сталі (кг/м ); Dэn - діаметр присадного дроту (м); Dэ1 - діаметр присадного електрода (м); Була виведена формула ефективності пропонованого способу (в порівнянні з прототипом) покритим електродом: 4 Gmэ eф 2 Dэ h , 20 25 30 де Кеф - коефіцієнт ефективності. При визначенні коефіцієнта ефективності запропонованого способу з звичайним (покритий електрод) при тих же параметрах зварювання або наплавлення, без урахування розбризкування, експериментальні та розрахункові дані відрізняються на 10 % (розрахункові дані більші на 10 %) ФОРМУЛА ВИНАХОДУ 35 40 45 1. Спосіб зварювання двома електродами, що включає створення дуги між електродами і подачу розплаву в зону зварювання, який відрізняється тим, що створюють дугу, що обертається навколо центрального електрода, яка має протилежний потенціал щодо металу, що зварюється, при цьому потенціал електрода дуги, що обертається, і виробу, який зварюється, збігаються. 2. Пристрій для зварювання двома електродами, який включає джерело живлення зварювального струму, мінус якого підключений через регулятор струму до одного електрода, а плюс - до іншого електрода, який відрізняється тим, що один з електродів виконаний у вигляді спіралі, всередині якої розміщений інший, покритий електрод, при цьому спіралевидний електрод підключений до джерела живлення зварювального струму через регулятор зварювального струму і силовий контакт, а метал, що зварюється, підключений через дугове реле до того ж потенціалу, що і спіралевидний електрод. 2 UA 99238 C2 3 UA 99238 C2 Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for welding
Автори англійськоюKushnir Volodymyr Oleksandrovych
Назва патенту російськоюСпособ сварки и устройство для его реализации
Автори російськоюКушнир Владимир Александрович
МПК / Мітки
МПК: B23K 9/24
Мітки: реалізації, зварювання, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/6-99238-sposib-zvaryuvannya-i-pristrijj-dlya-jjogo-realizaci.html" target="_blank" rel="follow" title="База патентів України">Спосіб зварювання і пристрій для його реалізації</a>
Спосіб електродугового зварювання плавким електродом та електрод для його здійснення
Номер патенту: 68361
Опубліковано: 16.08.2004
Автори: Кузьменко Георгій Володимирович, Кузьменко Володимир Григорович
МПК: B23K 9/02
Мітки: плавким, здійснення, електродугового, спосіб, зварювання, електрод, електродом
Формула / Реферат:
1. Спосіб електродугового зварювання плавким електродом, що складається з електропровідної частини та ізолюючого покриття, який включає розміщення електрода між деталями, що зварюються, зведення останніх на близьку відстань до зіткнення з електродом, подачу напруги до електрода й обох деталей, що зварюються, збудження дуги між ними з утворенням надлишкового тиску парів у зоні зварювання, який відрізняється тим, що для ізолюючого покриття...
Спосіб зварювання трубчастих деталей та пристрій для його реалізації
Номер патенту: 63795
Опубліковано: 15.01.2004
Автори: Авер'янов Павло Борисович, Гутников Вадим Борисович, Янковський Володимир Михайлович, Чубар Ала Георгієвна, Козлов Ігор Костянтинович
МПК: B23K 37/04, B23K 31/00
Мітки: трубчастих, реалізації, спосіб, деталей, пристрій, зварювання
Формула / Реферат:
1. Спосіб зварювання трубчастих деталей, при якому зварюють трубу з кінцевою деталлю аргонодуговим зварюванням неплавким електродом, який відрізняється тим, що зварювання здійснюють етапами, спочатку - внутрішній шов, а потім - зовнішній з переплавленням металу на глибину до 75%, причому хімічний склад кінцевої деталі з середньовуглецевої сталі вибирають таким чином, щоб співвідношення вуглецевих еквівалентів металу труби і кінцевої деталі...
Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів і пристрій для його реалізації
Номер патенту: 50430
Опубліковано: 15.10.2002
Автори: Тітов Артем Олександрович, Рижов Роман Миколайович, Малишев Олександр Віталійович
МПК: B23K 9/08
Мітки: пристрій, зовнішніх, реалізації, зварювання, дугового, магнітних, спосіб, неплавким, полів, керуючих, електродом, комбінованих, використанням
Формула / Реферат:
1. Спосіб дугового зварювання неплавким електродом із використанням зовнішніх комбінованих керуючих магнітних полів, що включає створення в зоні зварювання аксіальних та радіальних магнітних полів, які взаємодіють зі струмом в розплаві зварювальної ванни, який відрізняється тим, що час зварювання шва розділяють на періоди, які чергуються, протягом одного із них за допомогою електромагнітної системи, в зоні зварювання створюють реверсивне...
Спосіб зварювання плівок із полімерних матеріалів та пристрій для його здійснення
Номер патенту: 72386
Опубліковано: 15.02.2005
Автори: Фесенко Олександр Михайлович, Крамаренко Лариса Миколаївна
МПК: B29C 65/02
Мітки: здійснення, зварювання, пристрій, матеріалів, плівок, полімерних, спосіб
Формула / Реферат:
1. Спосіб зварювання плівок із полімерних матеріалів, який включає контакт з'єднуваних поверхонь, їх стискання та нагрів за допомогою зварювального електрода, який відрізняється тим, що нагрів з'єднуваних поверхонь проводять за допомогою постійно нагрітого до температури 156-158 °С зварювального електрода, а стискання - з силою 5-6 МПа протягом 3,7-4 сек.2. Пристрій для зварювання плівок із полімерних матеріалів, який включає раму з...
Спосіб багатоелектродного зварювання
Номер патенту: 37616
Опубліковано: 15.05.2001
Автори: Тараричкін Ігор Олександрович, Калюжний Валерій Вілінович
МПК: B23K 9/00
Мітки: спосіб, зварювання, багатоелектродного
Формула / Реферат:
(21) 2000021021(54) (57)Дата прийняття рішення 21 березня 2001р.Спосіб багатоелектродного зварювання, при якому два електроди установлюють послідовно і підключають до окремих джерел живлення, який відрізняється тим, що при виконанні кореневого шару багатошарового шва зварювання здійснюють одним електродом, а...
Попередній патент: Спосіб виробництва сирокопчених ковбас мазкої консистенції
Наступний патент: Спосіб виробництва м’якого сиру
Випадковий патент: Термозварювальна багатошарова плівка, її застосування та спосіб виготовлення пакувального матеріалу (варіанти), пакувальний матеріал (варіанти) та його застосування