Матриця екструдера
Формула / Реферат
1. Матриця екструдера для виготовлення екструдованого харчового продукту, що містить корпус, в якому розташована розігріваюча шайба із східчастим отвором, філь'єра з наскрізним отвором, і накидну регулюючу гайку, розташовану на корпусі, при цьому розмір перерізу кожного ступеня отвору розігріваючої шайби зменшується в напрямку філь’єри, яка відрізняється тим, що філь’єра містить, не менше двох наскрізних формуючих каналів, розташованих уздовж горизонтальної осі вертикального перерізу філь’єри, при цьому ширина одного каналу визначається за формулою:
b=(0,33÷0,83)d/n, де
b - ширина каналу, d - діаметр філь’єри, n - кількість каналів.
2. Матриця за п. 1, яка відрізняється тим, що наскрізний формуючий канал філь’єри має переріз у вигляді прямокутноподібної фігури, менші сторони якої виконані заокругленими.
3. Матриця по п. 1, яка відрізняється тим, що філь’єра виконана циліндричною і товстостінною.
Текст
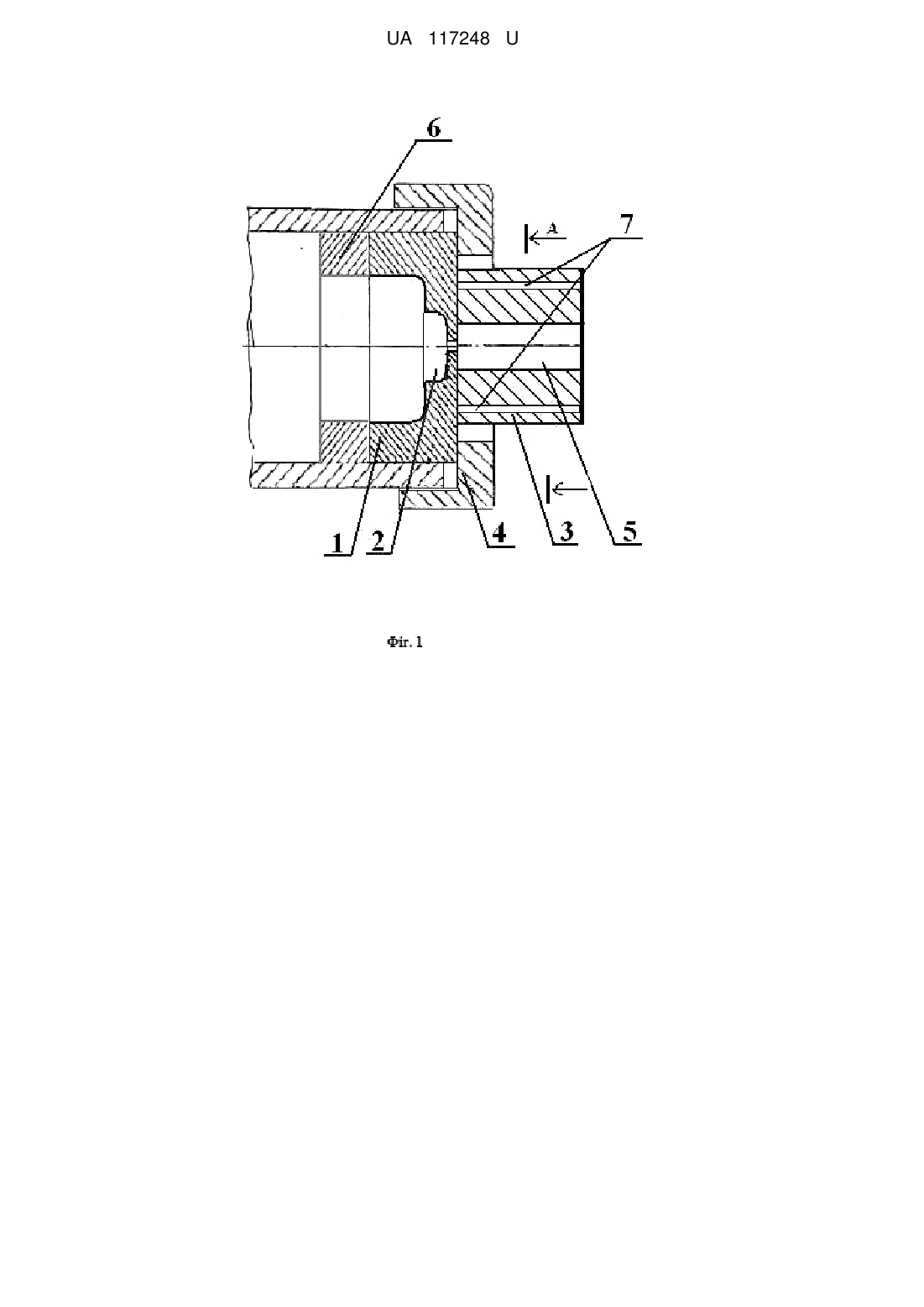
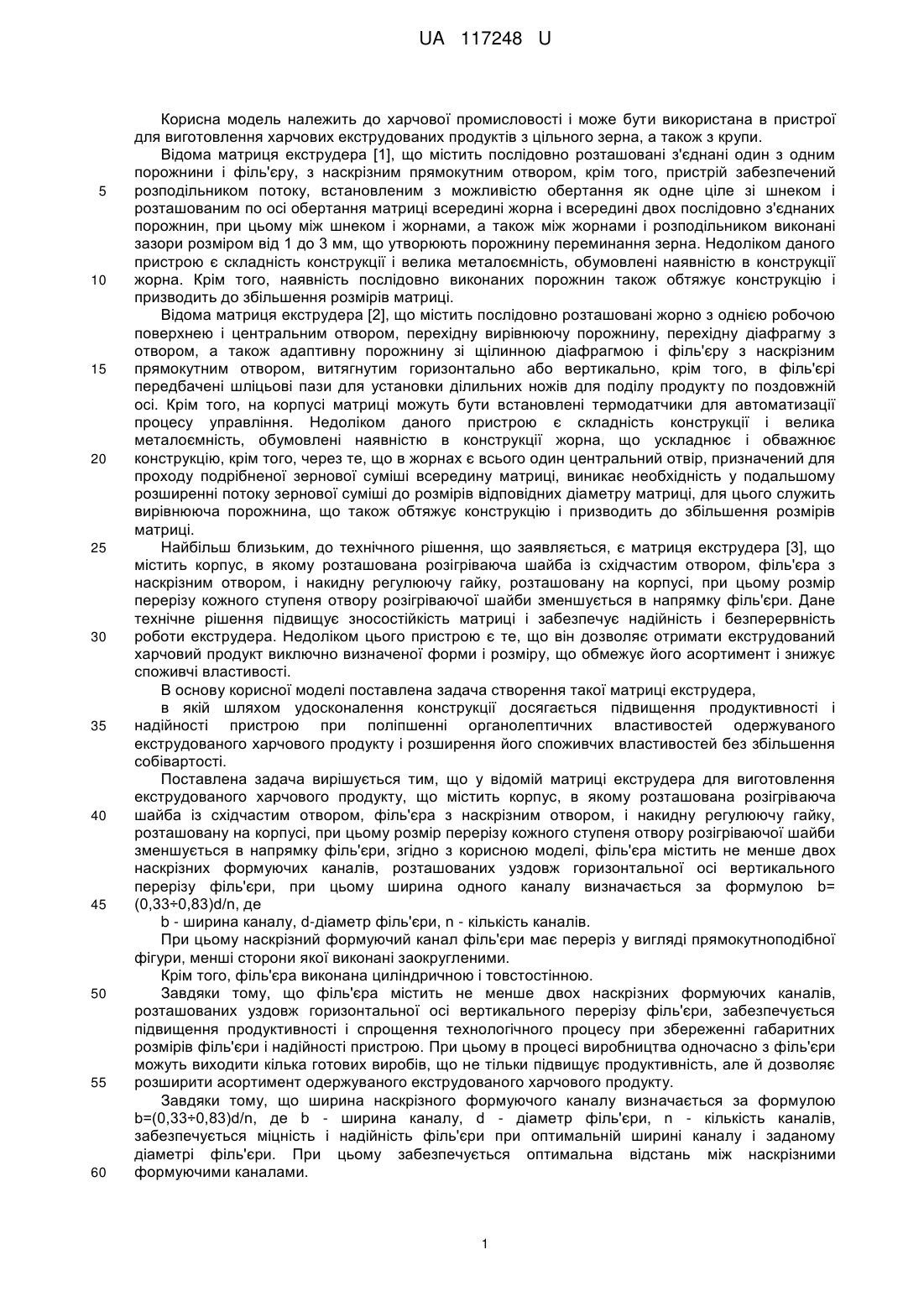
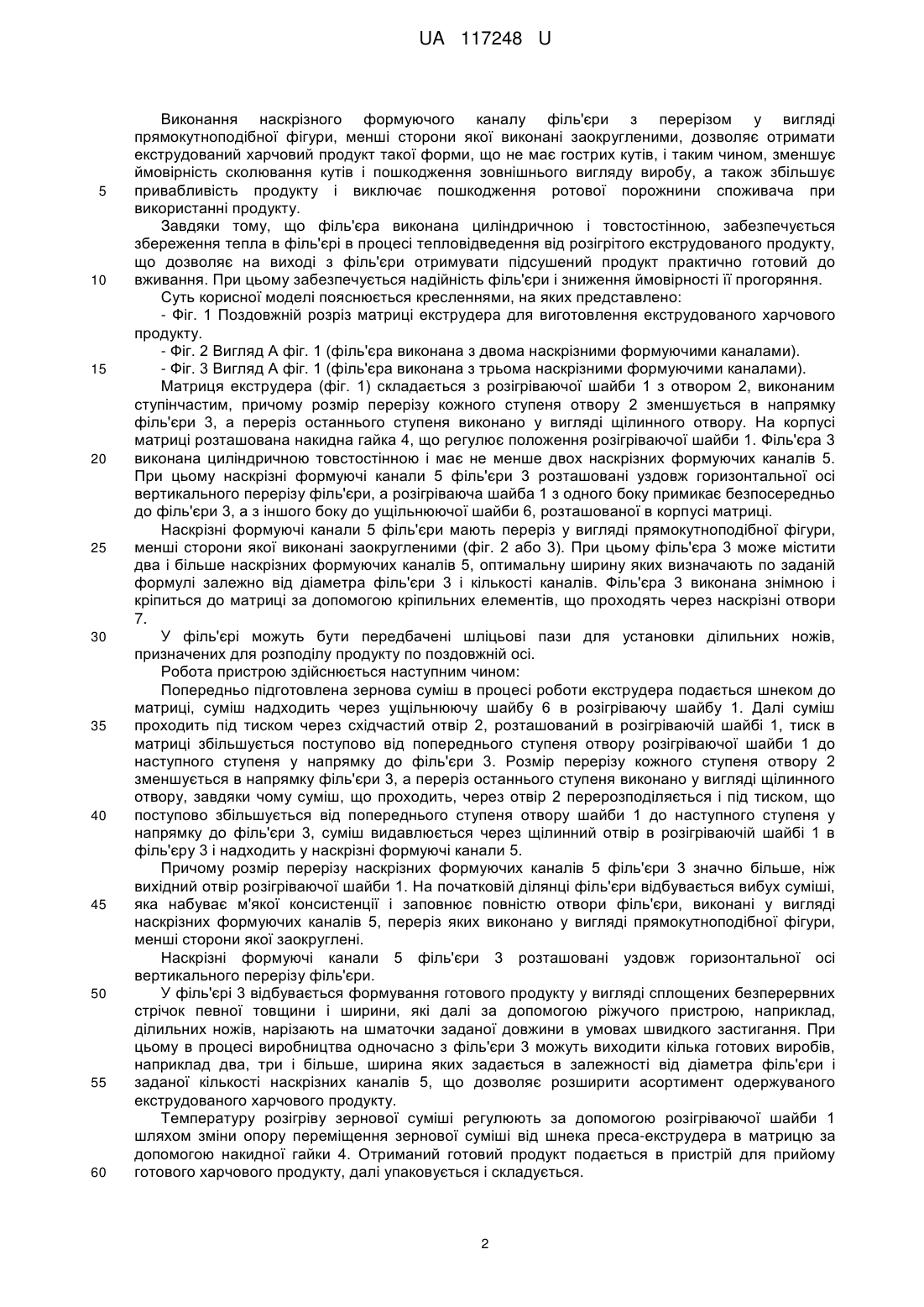
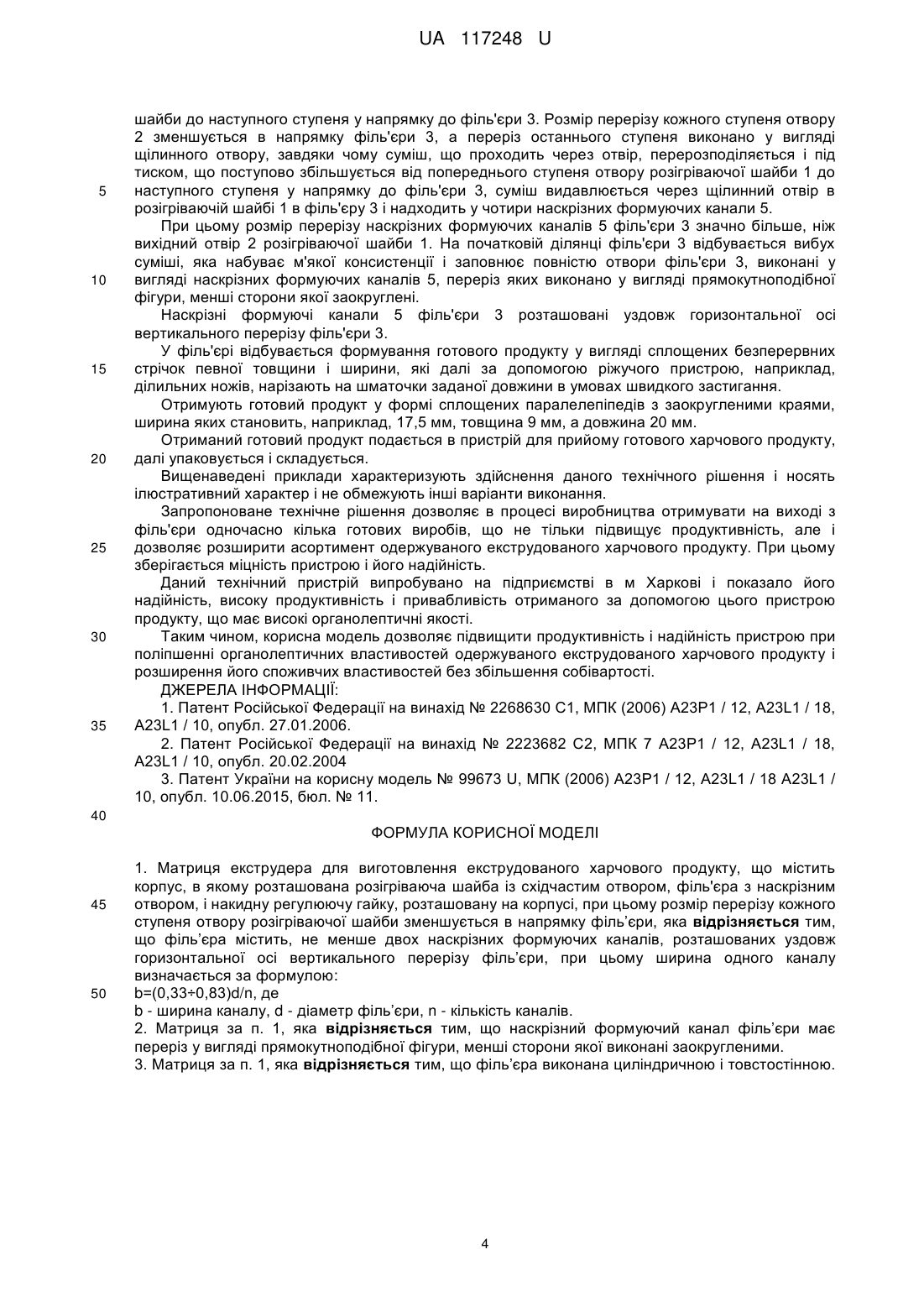
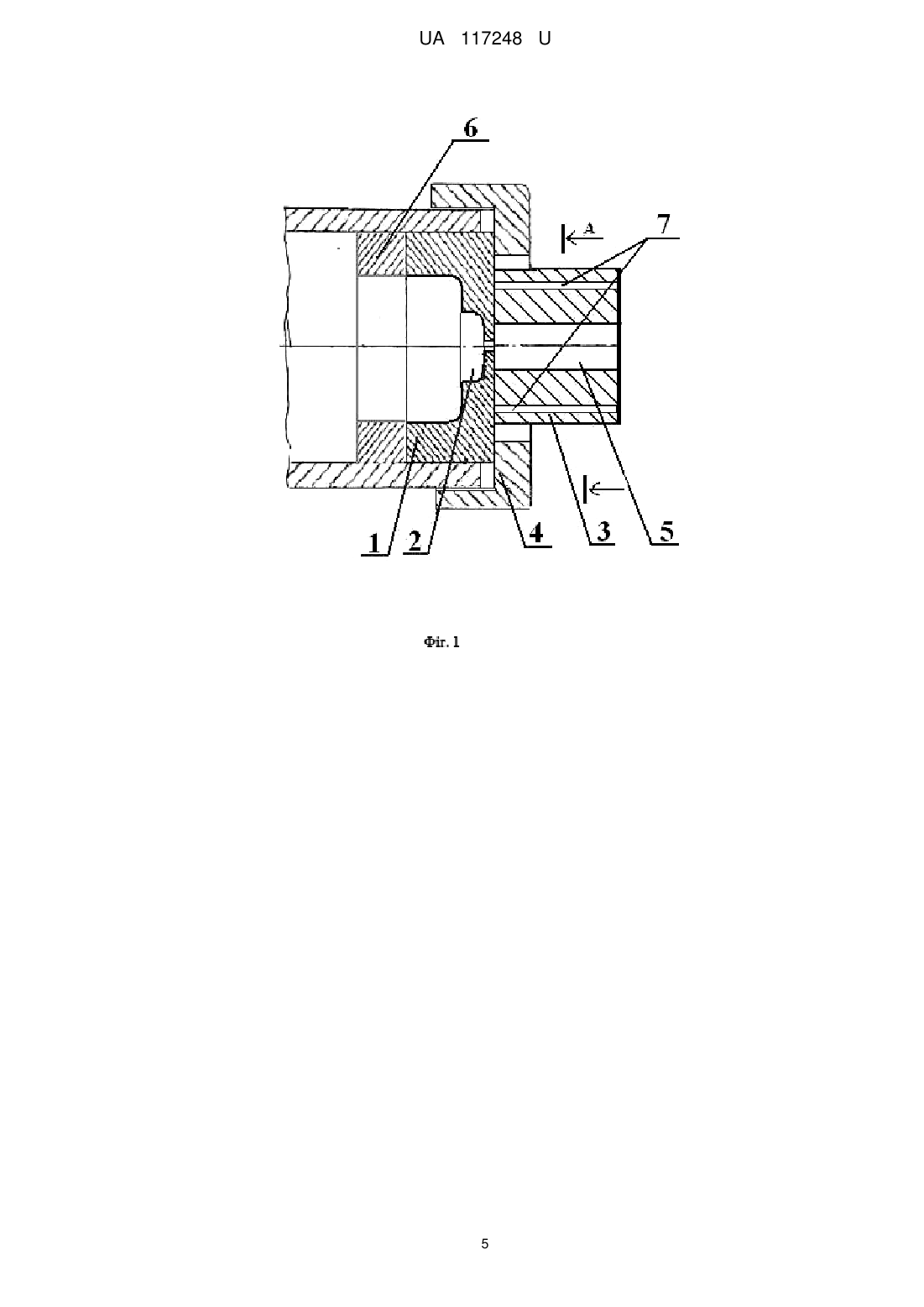
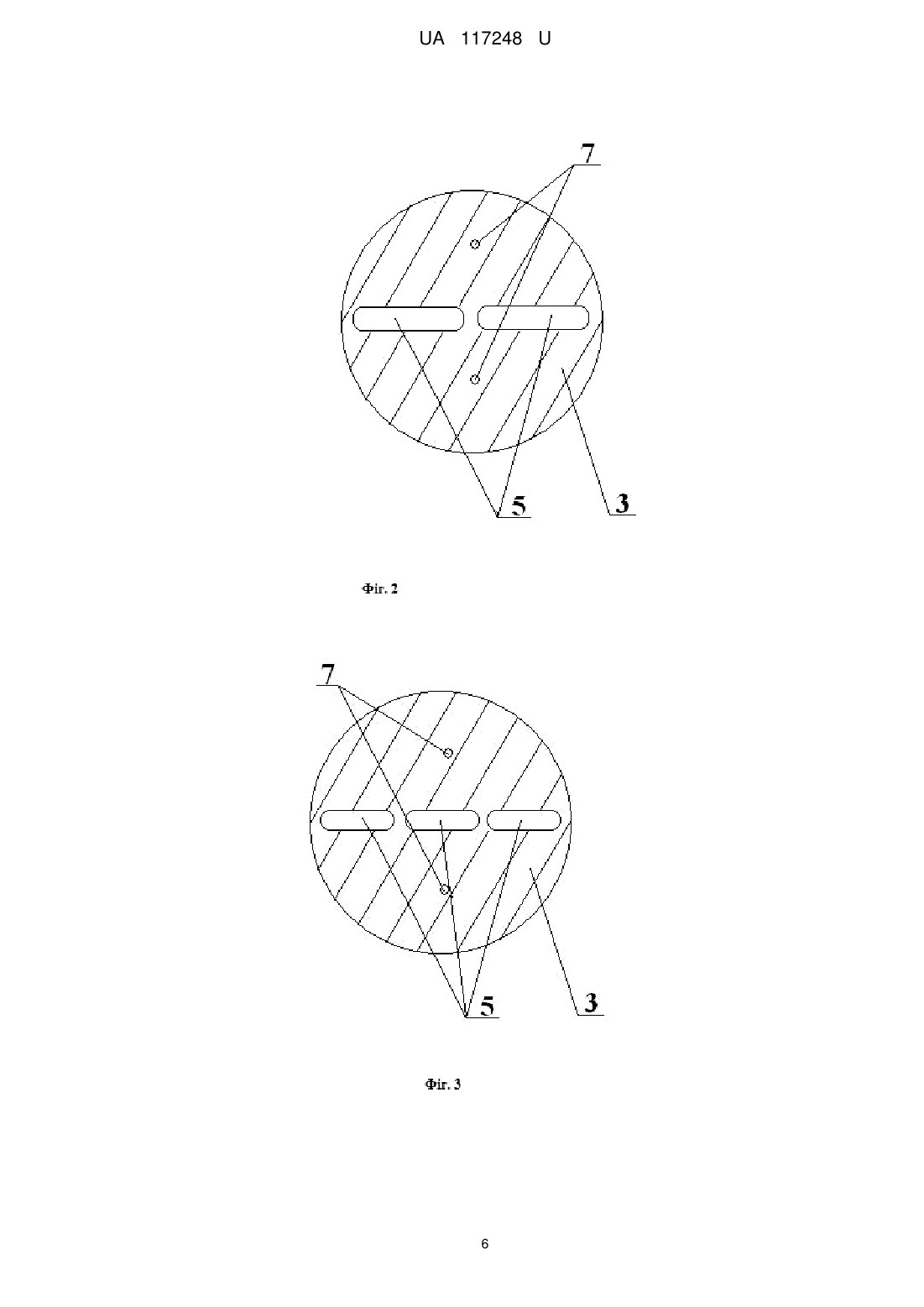
Реферат: UA 117248 U UA 117248 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до харчової промисловості і може бути використана в пристрої для виготовлення харчових екструдованих продуктів з цільного зерна, а також з крупи. Відома матриця екструдера [1], що містить послідовно розташовані з'єднані один з одним порожнини і філь'єру, з наскрізним прямокутним отвором, крім того, пристрій забезпечений розподільником потоку, встановленим з можливістю обертання як одне ціле зі шнеком і розташованим по осі обертання матриці всередині жорна і всередині двох послідовно з'єднаних порожнин, при цьому між шнеком і жорнами, а також між жорнами і розподільником виконані зазори розміром від 1 до 3 мм, що утворюють порожнину переминання зерна. Недоліком даного пристрою є складність конструкції і велика металоємність, обумовлені наявністю в конструкції жорна. Крім того, наявність послідовно виконаних порожнин також обтяжує конструкцію і призводить до збільшення розмірів матриці. Відома матриця екструдера [2], що містить послідовно розташовані жорно з однією робочою поверхнею і центральним отвором, перехідну вирівнюючу порожнину, перехідну діафрагму з отвором, а також адаптивну порожнину зі щілинною діафрагмою і філь'єру з наскрізним прямокутним отвором, витягнутим горизонтально або вертикально, крім того, в філь'єрі передбачені шліцьові пази для установки ділильних ножів для поділу продукту по поздовжній осі. Крім того, на корпусі матриці можуть бути встановлені термодатчики для автоматизації процесу управління. Недоліком даного пристрою є складність конструкції і велика металоємність, обумовлені наявністю в конструкції жорна, що ускладнює і обважнює конструкцію, крім того, через те, що в жорнах є всього один центральний отвір, призначений для проходу подрібненої зернової суміші всередину матриці, виникає необхідність у подальшому розширенні потоку зернової суміші до розмірів відповідних діаметру матриці, для цього служить вирівнююча порожнина, що також обтяжує конструкцію і призводить до збільшення розмірів матриці. Найбільш близьким, до технічного рішення, що заявляється, є матриця екструдера [3], що містить корпус, в якому розташована розігріваюча шайба із східчастим отвором, філь'єра з наскрізним отвором, і накидну регулюючу гайку, розташовану на корпусі, при цьому розмір перерізу кожного ступеня отвору розігріваючої шайби зменшується в напрямку філь'єри. Дане технічне рішення підвищує зносостійкість матриці і забезпечує надійність і безперервність роботи екструдера. Недоліком цього пристрою є те, що він дозволяє отримати екструдований харчовий продукт виключно визначеної форми і розміру, що обмежує його асортимент і знижує споживчі властивості. В основу корисної моделі поставлена задача створення такої матриці екструдера, в якій шляхом удосконалення конструкції досягається підвищення продуктивності і надійності пристрою при поліпшенні органолептичних властивостей одержуваного екструдованого харчового продукту і розширення його споживчих властивостей без збільшення собівартості. Поставлена задача вирішується тим, що у відомій матриці екструдера для виготовлення екструдованого харчового продукту, що містить корпус, в якому розташована розігріваюча шайба із східчастим отвором, філь'єра з наскрізним отвором, і накидну регулюючу гайку, розташовану на корпусі, при цьому розмір перерізу кожного ступеня отвору розігріваючої шайби зменшується в напрямку філь'єри, згідно з корисною моделі, філь'єра містить не менше двох наскрізних формуючих каналів, розташованих уздовж горизонтальної осі вертикального перерізу філь'єри, при цьому ширина одного каналу визначається за формулою b= (0,33÷0,83)d/n, де b - ширина каналу, d-діаметр філь'єри, n - кількість каналів. При цьому наскрізний формуючий канал філь'єри має переріз у вигляді прямокутноподібної фігури, менші сторони якої виконані заокругленими. Крім того, філь'єра виконана циліндричною і товстостінною. Завдяки тому, що філь'єра містить не менше двох наскрізних формуючих каналів, розташованих уздовж горизонтальної осі вертикального перерізу філь'єри, забезпечується підвищення продуктивності і спрощення технологічного процесу при збереженні габаритних розмірів філь'єри і надійності пристрою. При цьому в процесі виробництва одночасно з філь'єри можуть виходити кілька готових виробів, що не тільки підвищує продуктивність, але й дозволяє розширити асортимент одержуваного екструдованого харчового продукту. Завдяки тому, що ширина наскрізного формуючого каналу визначається за формулою b=(0,33÷0,83)d/n, де b - ширина каналу, d - діаметр філь'єри, n - кількість каналів, забезпечується міцність і надійність філь'єри при оптимальній ширині каналу і заданому діаметрі філь'єри. При цьому забезпечується оптимальна відстань між наскрізними формуючими каналами. 1 UA 117248 U 5 10 15 20 25 30 35 40 45 50 55 60 Виконання наскрізного формуючого каналу філь'єри з перерізом у вигляді прямокутноподібної фігури, менші сторони якої виконані заокругленими, дозволяє отримати екструдований харчовий продукт такої форми, що не має гострих кутів, і таким чином, зменшує ймовірність сколювання кутів і пошкодження зовнішнього вигляду виробу, а також збільшує привабливість продукту і виключає пошкодження ротової порожнини споживача при використанні продукту. Завдяки тому, що філь'єра виконана циліндричною і товстостінною, забезпечується збереження тепла в філь'єрі в процесі тепловідведення від розігрітого екструдованого продукту, що дозволяє на виході з філь'єри отримувати підсушений продукт практично готовий до вживання. При цьому забезпечується надійність філь'єри і зниження ймовірності її прогоряння. Суть корисної моделі пояснюється кресленнями, на яких представлено: - Фіг. 1 Поздовжній розріз матриці екструдера для виготовлення екструдованого харчового продукту. - Фіг. 2 Вигляд А фіг. 1 (філь'єра виконана з двома наскрізними формуючими каналами). - Фіг. 3 Вигляд А фіг. 1 (філь'єра виконана з трьома наскрізними формуючими каналами). Матриця екструдера (фіг. 1) складається з розігріваючої шайби 1 з отвором 2, виконаним ступінчастим, причому розмір перерізу кожного ступеня отвору 2 зменшується в напрямку філь'єри 3, а переріз останнього ступеня виконано у вигляді щілинного отвору. На корпусі матриці розташована накидна гайка 4, що регулює положення розігріваючої шайби 1. Філь'єра 3 виконана циліндричною товстостінною і має не менше двох наскрізних формуючих каналів 5. При цьому наскрізні формуючі канали 5 філь'єри 3 розташовані уздовж горизонтальної осі вертикального перерізу філь'єри, а розігріваюча шайба 1 з одного боку примикає безпосередньо до філь'єри 3, а з іншого боку до ущільнюючої шайби 6, розташованої в корпусі матриці. Наскрізні формуючі канали 5 філь'єри мають переріз у вигляді прямокутноподібної фігури, менші сторони якої виконані заокругленими (фіг. 2 або 3). При цьому філь'єра 3 може містити два і більше наскрізних формуючих каналів 5, оптимальну ширину яких визначають по заданій формулі залежно від діаметра філь'єри 3 і кількості каналів. Філь'єра 3 виконана знімною і кріпиться до матриці за допомогою кріпильних елементів, що проходять через наскрізні отвори 7. У філь'єрі можуть бути передбачені шліцьові пази для установки ділильних ножів, призначених для розподілу продукту по поздовжній осі. Робота пристрою здійснюється наступним чином: Попередньо підготовлена зернова суміш в процесі роботи екструдера подається шнеком до матриці, суміш надходить через ущільнюючу шайбу 6 в розігріваючу шайбу 1. Далі cуміш проходить під тиском через східчастий отвір 2, розташований в розігріваючій шайбі 1, тиск в матриці збільшується поступово від попереднього ступеня отвору розігріваючої шайби 1 до наступного ступеня у напрямку до філь'єри 3. Розмір перерізу кожного ступеня отвору 2 зменшується в напрямку філь'єри 3, а переріз останнього ступеня виконано у вигляді щілинного отвору, завдяки чому суміш, що проходить, через отвір 2 перерозподіляється і під тиском, що поступово збільшується від попереднього ступеня отвору шайби 1 до наступного ступеня у напрямку до філь'єри 3, суміш видавлюється через щілинний отвір в розігріваючій шайбі 1 в філь'єру 3 і надходить у наскрізні формуючі канали 5. Причому розмір перерізу наскрізних формуючих каналів 5 філь'єри 3 значно більше, ніж вихідний отвір розігріваючої шайби 1. На початковій ділянці філь'єри відбувається вибух суміші, яка набуває м'якої консистенції і заповнює повністю отвори філь'єри, виконані у вигляді наскрізних формуючих каналів 5, переріз яких виконано у вигляді прямокутноподібної фігури, менші сторони якої заокруглені. Наскрізні формуючі канали 5 філь'єри 3 розташовані уздовж горизонтальної осі вертикального перерізу філь'єри. У філь'єрі 3 відбувається формування готового продукту у вигляді сплощених безперервних стрічок певної товщини і ширини, які далі за допомогою ріжучого пристрою, наприклад, ділильних ножів, нарізають на шматочки заданої довжини в умовах швидкого застигання. При цьому в процесі виробництва одночасно зфіль'єри 3 можуть виходити кілька готових виробів, наприклад два, три і більше, ширина яких задається в залежності від діаметра філь'єри і заданої кількості наскрізних каналів 5, що дозволяє розширити асортимент одержуваного екструдованого харчового продукту. Температуру розігріву зернової суміші регулюють за допомогою розігріваючої шайби 1 шляхом зміни опору переміщення зернової суміші від шнека преса-екструдера в матрицю за допомогою накидної гайки 4. Отриманий готовий продукт подається в пристрій для прийому готового харчового продукту, далі упаковується і складується. 2 UA 117248 U 5 10 15 20 25 30 35 40 45 50 55 60 Отримують готовий продукт у формі сплощених паралелепіпедів з заокругленими краями. При цьому товщина готового продукту може бути від 5 мм до 10 мм, довжина від 20 мм до 100 мм, а ширина в залежності від діаметра філь'єри і заданої кількості наскрізних каналів, може бути, наприклад, 17,5 мм, 25 мм або 40 мм. Отриманий готовий продукт подається в пристрій для прийому готового харчового продукту, далі упаковується і складується. Приклад 1. Попередньо підготовлена зернова суміш для виготовлення екструдованого харчового продукту подається шнеком до матриці і надходить через ущільнюючу шайбу 6 в розігріваючу шайбу 1. Cуміш проходить під тиском через східчастий отвір 2, розташований в розігріваючій шайбі 1, тиск в матриці збільшується поступово від попереднього ступеня отвору 2 розігріваючої шайби до наступного ступеня у напрямку до філь'єри 3. Розмір перерізу кожного ступеня отвору 2 зменшується в напрямку філь'єри 3, а переріз останнього ступеня виконано у вигляді щілинного отвору, завдяки чому суміш, що проходить через отвір, перерозподіляється і під тиском, що поступово збільшується від попереднього ступеня отвору розігріваючої шайби 1 до наступного ступеня у напрямку до філь'єри3, суміш видавлюється через щілинний отвір в розігріваючій шайбі 1 в філь'єру 3 і надходить у два наскрізних формуючих канали 5. При цьому розмір перерізу наскрізних формуючих каналів 5 філь'єри 3 значно більше, ніж вихідний отвір 2 розігріваючої шайби 1. На початковій ділянці філь'єри 3 відбувається вибух суміші, яка набуває м'якої консистенції і заповнює повністю отвори філь'єри 3, виконані у вигляді наскрізних формуючих каналів 5, переріз яких виконано у вигляді прямокутноподібної фігури, менші сторони якої заокруглені. Наскрізні формуючі канали 5 філь'єри 3 розташовані уздовж горизонтальної осі вертикального перерізу філь'єри 3. У філь'єрі відбувається формування готового продукту у вигляді сплощених безперервних стрічок певної товщини і ширини, які далі за допомогою ріжучого пристрою, наприклад, ділильних ножів, нарізають на шматочки заданої довжини в умовах швидкого застигання. Отримують готовий продукт у формі сплощених паралелепіпедів з заокругленими краями, ширина яких становить, наприклад, 40 мм, товщина 5 мм, а довжина 150 мм. Отриманий готовий продукт подається в пристрій для прийому готового харчового продукту, далі упаковується і складується. Приклад 2. Попередньо підготовлена зернова суміш для виготовлення екструдованого харчового продукту подається шнеком до матриці і надходить через ущільнюючу шайбу 6 в розігріваючу шайбу 1. Cуміш проходить під тиском через східчастий отвір 2, розташований в розігріваючій шайбі 1, тиск в матриці збільшується поступово від попереднього ступеня отвору 2 розігріваючої шайби до наступного ступеня у напрямку до філь'єри 3. Розмір перерізу кожного ступеня отвору 2 зменшується в напрямку філь'єри 3, а переріз останнього ступеня виконано у вигляді щілинного отвору, завдяки чому суміш, що проходить через отвір, перерозподіляється і під тиском, що поступово збільшується від попереднього ступеня отвору розігріваючої шайби 1 до наступного ступеня у напрямку до філь'єри 3, суміш видавлюється через щілинний отвір в розігріваючій шайбі 1 в філь'єру 3 і надходить у три наскрізних формуючих канали 5. При цьому розмір перерізу наскрізних формуючих каналів 5 філь'єри 3 значно більше, ніж вихідний отвір 2 розігріваючої шайби 1. На початковій ділянці філь'єри 3 відбувається вибух суміші, яка набуває м'якої консистенції і заповнює повністю отвори філь'єри 3, виконані у вигляді наскрізних формуючих каналів 5, переріз яких виконано у вигляді прямокутноподібної фігури, менші сторони якої заокруглені. Наскрізні формуючі канали 5 філь'єри 3 розташовані уздовж горизонтальної осі вертикального перерізу філь'єри 3. У філь'єрі відбувається формування готового продукту у вигляді сплощених безперервних стрічок певної товщини і ширини, які далі за допомогою ріжучого пристрою, наприклад ділильних ножів, нарізають на шматочки заданої довжини в умовах швидкого застигання. Отримують готовий продукт у формі сплощених паралелепіпедів з заокругленими краями, ширина яких становить, наприклад, 25 мм, товщина 7,5 мм, а довжина 30 мм. Отриманий готовий продукт подається в пристрій для прийому готового харчового продукту, далі упаковується і складується. Приклад 3. Попередньо підготовлена зернова суміш для виготовлення екструдованого харчового продукту подається шнеком до матриці і надходить через ущільнюючу шайбу 6 в розігріваючу шайбу 1. Cуміш проходить під тиском через східчастий отвір 2, розташований в розігріваючій шайбі 1, тиск в матриці збільшується поступово від попереднього ступеня отвору 2 розігріваючої 3 UA 117248 U 5 10 15 20 25 30 35 шайби до наступного ступеня у напрямку до філь'єри 3. Розмір перерізу кожного ступеня отвору 2 зменшується в напрямку філь'єри 3, а переріз останнього ступеня виконано у вигляді щілинного отвору, завдяки чому суміш, що проходить через отвір, перерозподіляється і під тиском, що поступово збільшується від попереднього ступеня отвору розігріваючої шайби 1 до наступного ступеня у напрямку до філь'єри 3, суміш видавлюється через щілинний отвір в розігріваючій шайбі 1 в філь'єру 3 і надходить у чотири наскрізних формуючих канали 5. При цьому розмір перерізу наскрізних формуючих каналів 5 філь'єри 3 значно більше, ніж вихідний отвір 2 розігріваючої шайби 1. На початковій ділянці філь'єри 3 відбувається вибух суміші, яка набуває м'якої консистенції і заповнює повністю отвори філь'єри 3, виконані у вигляді наскрізних формуючих каналів 5, переріз яких виконано у вигляді прямокутноподібної фігури, менші сторони якої заокруглені. Наскрізні формуючі канали 5 філь'єри 3 розташовані уздовж горизонтальної осі вертикального перерізу філь'єри 3. У філь'єрі відбувається формування готового продукту у вигляді сплощених безперервних стрічок певної товщини і ширини, які далі за допомогою ріжучого пристрою, наприклад, ділильних ножів, нарізають на шматочки заданої довжини в умовах швидкого застигання. Отримують готовий продукт у формі сплощених паралелепіпедів з заокругленими краями, ширина яких становить, наприклад, 17,5 мм, товщина 9 мм, а довжина 20 мм. Отриманий готовий продукт подається в пристрій для прийому готового харчового продукту, далі упаковується і складується. Вищенаведені приклади характеризують здійснення даного технічного рішення і носять ілюстративний характер і не обмежують інші варіанти виконання. Запропоноване технічне рішення дозволяє в процесі виробництва отримувати на виході з філь'єри одночасно кілька готових виробів, що не тільки підвищує продуктивність, але і дозволяє розширити асортимент одержуваного екструдованого харчового продукту. При цьому зберігається міцність пристрою і його надійність. Даний технічний пристрій випробувано на підприємстві в м Харкові і показало його надійність, високу продуктивність і привабливість отриманого за допомогою цього пристрою продукту, що має високі органолептичні якості. Таким чином, корисна модель дозволяє підвищити продуктивність і надійність пристрою при поліпшенні органолептичних властивостей одержуваного екструдованого харчового продукту і розширення його споживчих властивостей без збільшення собівартості. ДЖЕРЕЛА ІНФОРМАЦІЇ: 1. Патент Російської Федерації на винахід № 2268630 С1, МПК (2006) A23P1 / 12, A23L1 / 18, A23L1 / 10, опубл. 27.01.2006. 2. Патент Російської Федерації на винахід № 2223682 С2, МПК 7 A23P1 / 12, A23L1 / 18, A23L1 / 10, опубл. 20.02.2004 3. Патент України на корисну модель № 99673 U, МПК (2006) A23P1 / 12, A23L1 / 18 A23L1 / 10, опубл. 10.06.2015, бюл. № 11. 40 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 45 50 1. Матриця екструдера для виготовлення екструдованого харчового продукту, що містить корпус, в якому розташована розігріваюча шайба із східчастим отвором, філь'єра з наскрізним отвором, і накидну регулюючу гайку, розташовану на корпусі, при цьому розмір перерізу кожного ступеня отвору розігріваючої шайби зменшується в напрямку філь’єри, яка відрізняється тим, що філь’єра містить, не менше двох наскрізних формуючих каналів, розташованих уздовж горизонтальної осі вертикального перерізу філь’єри, при цьому ширина одного каналу визначається за формулою: b=(0,33÷0,83)d/n, де b - ширина каналу, d - діаметр філь’єри, n - кількість каналів. 2. Матриця за п. 1, яка відрізняється тим, що наскрізний формуючий канал філь’єри має переріз у вигляді прямокутноподібної фігури, менші сторони якої виконані заокругленими. 3. Матриця за п. 1, яка відрізняється тим, що філь’єра виконана циліндричною і товстостінною. 4 UA 117248 U 5 UA 117248 U 6 UA 117248 U Комп’ютерна верстка О. Рябко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
МПК / Мітки
МПК: A23P 30/20
Мітки: екструдера, матриця
Код посилання
<a href="https://ua.patents.su/9-117248-matricya-ekstrudera.html" target="_blank" rel="follow" title="База патентів України">Матриця екструдера</a>
Матриця пристрою для подрібнення відходів з еластичних матеріалів
Номер патенту: 1101
Опубліковано: 15.11.2001
Автор: Мікульонок Ігор Олегович
МПК: B29B 17/00
Мітки: еластичних, матеріалів, відходів, подрібнення, пристрою, матриця
Формула / Реферат:
1. Матриця пристрою для подрібнення відходів з еластичних матеріалів, яка виконана у вигляді плити з наскрізними каналами, кожний з яких утворено двома конічними отворами, оберненими один до одного вершинами, яка відрізняється тим, що на поверхні наскрізних каналів виконані поздовжні пази.2. Матриця за п.1, яка відрізняється тим, що поздовжні пази виконані трикутної форми.
Вузол екструдера для нагрівання сировини
Номер патенту: 101661
Опубліковано: 25.09.2015
Автори: Некоз Олександр Іванович, Хандюк Микола Васильович, Батраченко Олександр Вікторович, Осипенко Василь Іванович
МПК: A23P 1/12, B29C 49/04, A23N 17/00, B29C 47/08
Мітки: вузол, екструдера, сировини, нагрівання
Формула / Реферат:
Вузол екструдера для нагрівання сировини, що складається із обойми та шайби, яка розмішується в обоймі, шайба має циліндричну та конічну зовнішні поверхні та центральний наскрізний отвір, внутрішня поверхня обойми по напрямку руху сировини в робочому зазорі має ділянку у вигляді конфузора та ділянку у вигляді дифузора, між конічною зовнішньою поверхнею шайби та поверхнею ділянки обойми, яка виконана у вигляді дифузора, утворюється робочий...
Формуюча головка екструдера з регульованим перепадом тиску
Номер патенту: 102027
Опубліковано: 12.10.2015
Автори: Носко Сергій Вікторович, Шевчук Олександр Анатолійович
МПК: B29C 47/16
Мітки: формуюча, екструдера, головка, регульованим, тиску, перепадом
Формула / Реферат:
Формуюча головка екструдера з регульованим перепадом тиску, що містить корпус, закріплену в ньому за допомогою пустотілих утримувачів фільєру, яка має сегментні сектори, що охоплюють пружний елемент, яка відрізняється тим, що пружний елемент фільєри виконаний з можливістю автоматичного регулювання прохідного перерізу дроселюючих каналів фільєри при деформації сегментних секторів, а в корпусі головки закріплена гнучка хвильова оболонка, яка...
Пристрій для виготовлення харчового екструдованого продукту
Номер патенту: 99673
Опубліковано: 10.06.2015
Автор: Панов Володимир Вікторович
Мітки: екструдованого, виготовлення, пристрій, харчового, продукту
Формула / Реферат:
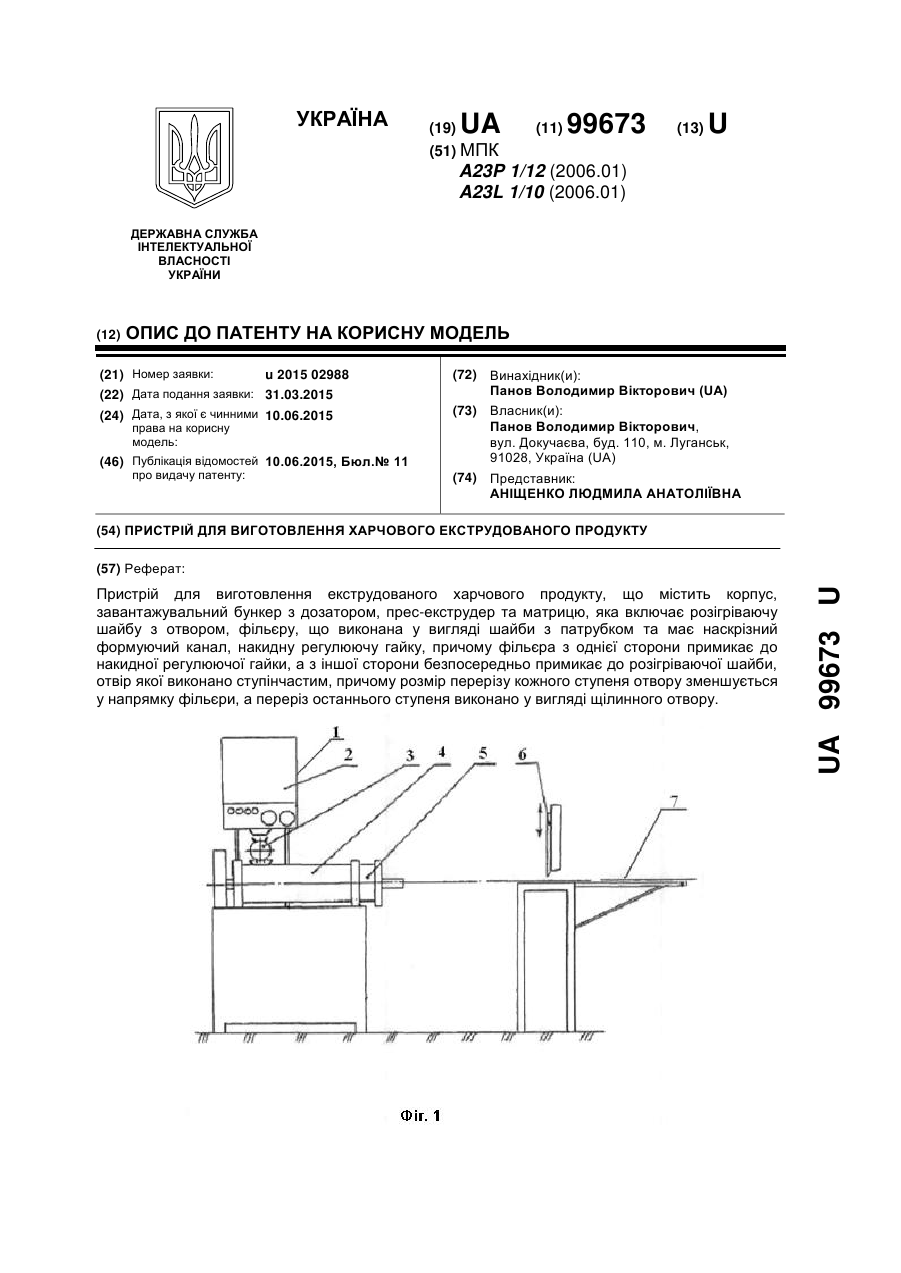
1. Пристрій для виготовлення екструдованого харчового продукту, що містить корпус, завантажувальний бункер з дозатором, прес-екструдер та матрицю, яка включає розігріваючу шайбу з отвором, фільєру, що виконана у вигляді шайби з патрубком та має наскрізний формуючий канал, накидну регулюючу гайку, який відрізняється тим, що фільєра з однієї сторони примикає до накидної регулюючої гайки, а з іншої сторони безпосередньо примикає до...
Матриця для багатоканального пресування профілів

Номер патенту: 60591
Опубліковано: 15.10.2003
Автори: Данченко Валентин Миколайович, Головко Олександр Миколайович, Гридін Олександр Юрійович
МПК: B21C 25/00
Мітки: пресування, багатоканального, профілів, матриця
Формула / Реферат:
Матриця для багатоканального пресування профілів, виконана у вигляді циліндричного корпуса з плоским робочим торцем, калібруючими каналами та виступами на робочому торці, яка відрізняється тим, що на робочому плоскому торці матриці довкола кожного каналу виконують заглиблення, стінки між якими утворюють виступи з прямокутною формою поперечного перерізу, що мають товщину 0,05...0,15 діаметра контейнера й висоту 1...2 товщини виступу, а центри...
Попередній патент: Спосіб автоматичного керування процесом мембранної дистиляції
Наступний патент: Малогабаритний портативний багатофункціональний верстат
Випадковий патент: Спосіб прогнозування ефективності функціональної корекції гемодинамічних параметрів організму