Малогабаритний портативний багатофункціональний верстат
Номер патенту: 117249
Опубліковано: 26.06.2017
Автори: Бабій Максим Станіславович, Артуганов Дмитро Миколайович
Формула / Реферат
1. Малогабаритний портативний багатофункціональний верстат, який містить:
станину, на якій розташований рухомий робочий стіл з можливістю осьових переміщень по направляючих осях X та Y, при цьому на одній із сторін робочого стола розташована бабка крокового обертання з електродвигуном для надання заготовці повороту навколо своєї осі,
вертикальну стійку, яка примикає до станини і містить рухомий робочий модуль переміщення по направляючій осі Z згаданої стійки та містить, тримач робочого органу фрезерно-гравірувальної обробки згаданої заготовки, при цьому згаданий тримач встановлений з можливістю повороту навколо своєї осі,
блок керування, з'єднаний з датчиком нульового положення координат верстата, при цьому згаданий блок керування забезпечує керування переміщенням згаданого робочого столу по направляючих осях X та Y і робочого модуля по направляючій осі Z, а також керування роботою електродвигуна згаданої бабки крокового обертання і згаданого робочого органу фрезерно-гравірувальної обробки заготовки, який відрізняється тим, що верстат додатково містить:
бабку безперервного обертання з електродвигуном, яка розташована на робочому столі опозитно бабці крокового обертання,
засоби фіксації бабки безперервного обертання на робочому столі,
при цьому згаданий блок керування забезпечує керування роботою згаданого електродвигуна бабки безперервного обертання,
супорт для кріплення робочого інструменту для токарної обробки заготовки, який розташований на тримачі робочого органу.
2. Верстат за п. 1, у якому в бабці крокового обертання кріпиться ведений упор для притискання заготовки в процесі токарної обробки заготовки.
3. Верстат за п. 1, у якому в бабці безперервного обертання кріпиться упор для притискання заготовки в процесі фрезерно-гравірувальної обробки заготовки.
4. Верстат за будь-яким з вищевказаних пунктів 1-3, у якому засоби фіксації бабки безперервного обертання на робочому столі, виконані у вигляді направляючих штанг, розташованих уздовж поверхні робочого столу, і затискного кріплення бабки безперервного обертання.
5. Верстат за п. 1, у якому як робочі інструменти для здійснення токарної обробки, які кріпляться на супорт, використовуються: токарні різці, свердла, розгортки, зенкери, зенківки та мітчики.
6. Верстат за п. 1, у якому тримач робочого органа встановлений з можливістю ручного керування повороту навколо своєї осі, при цьому тримач робочого органу забезпечений шкалою з градуюванням для завдань і контролю кута повороту.
7. Верстат за п. 1, у якому тримач робочого органу забезпечений приводом автоматичного керування поворотом навколо своєї осі через блок керування.
8. Верстат за будь-яким з вищевказаних пунктів 1-7, оснащений системою охолодження зони обробки заготовки.
9. Верстат за будь-яким з вищевказаних пунктів 1-8, у якому на робочому столі встановлена ємність для збору стружки і охолоджуючої рідини.
Текст
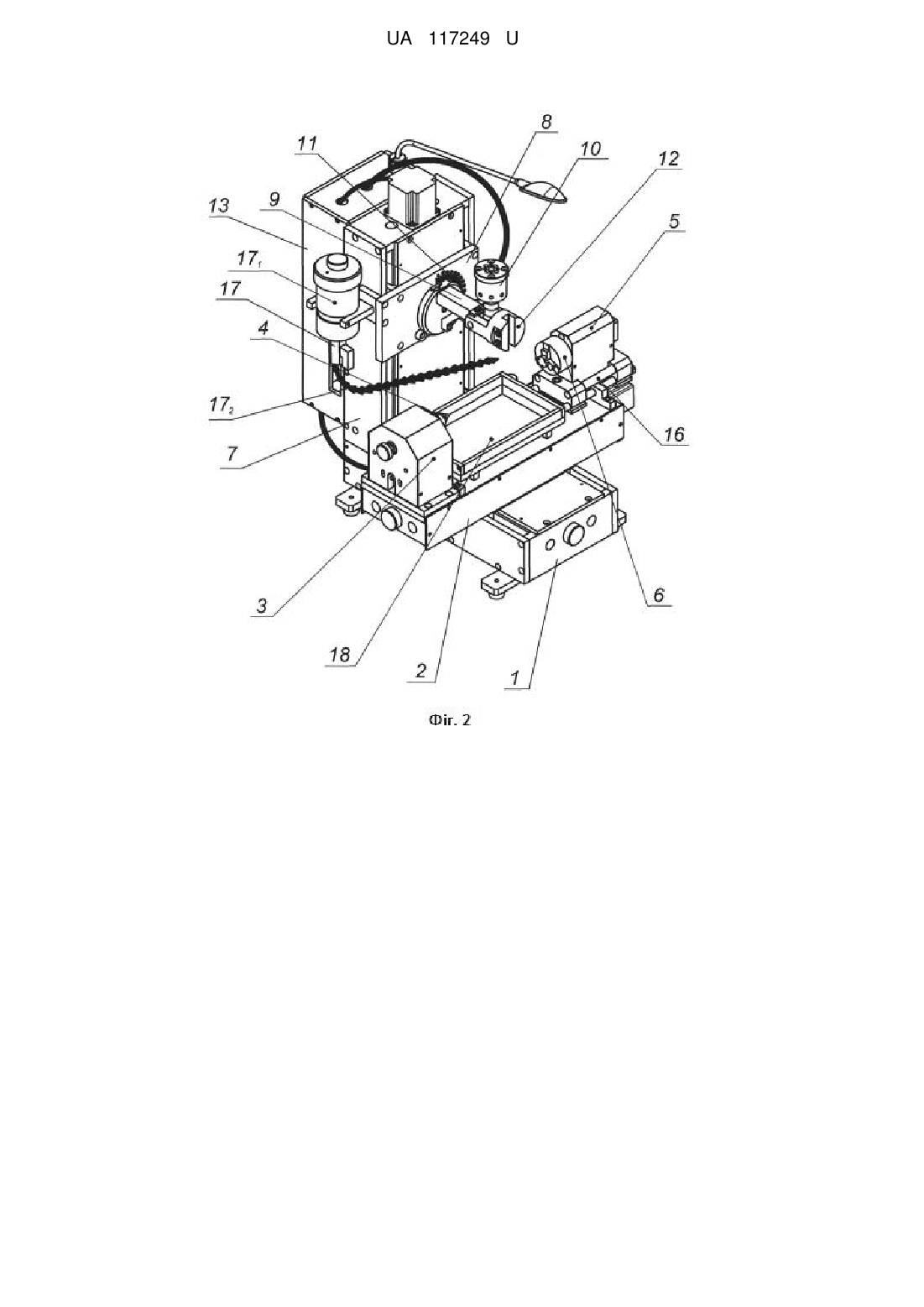
Реферат: Малогабаритний портативний багатофункціональний верстат містить: станину, на якій розташований рухомий робочий стіл з можливістю осьових переміщень по направляючих осях X та Y, при цьому на одній із сторін робочого столу розташована бабка крокового обертання з електродвигуном для надання заготовці повороту навколо своєї осі, вертикальну стійку, яка примикає до станини і містить рухомий робочий модуль переміщення по направляючій осі Z згаданої стійки та містить, тримач робочого органу фрезерно-гравірувальної обробки згаданої заготовки, при цьому згаданий тримач встановлений з можливістю повороту навколо своєї осі, блок керування, з'єднаний з датчиком нульового положення координат верстата, при цьому згаданий блок керування забезпечує керування переміщенням згаданого робочого столу по направляючих осях X та Y і робочого модуля по направляючій осі Z, а також керування роботою електродвигуна згаданої бабки крокового обертання і згаданого робочого органу фрезерногравірувальної обробки заготовки, причому верстат додатково містить бабку безперервного обертання з електродвигуном, яка розташована на робочому столі опозитно бабці крокового обертання, засоби фіксації бабки безперервного обертання на робочому столі, при цьому згаданий блок керування забезпечує керування роботою згаданого електродвигуна бабки безперервного обертання, супорт для кріплення робочого інструменту для токарної обробки заготовки, який розташований на тримачі робочого органу. UA 117249 U (12) UA 117249 U UA 117249 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування, зокрема до малогабаритних портативних багатофункціональних верстатів з блоком керування для забезпечення числового програмного керування (ЧПК) роботи верстата в процесі здійснення різних прийомів обробки заготовки, наприклад гравірування, фрезерування і токарна обробка. Корисна модель може бути ефективно використана в ювелірній промисловості, в тому числі в домашніх майстернях для здійснення обробки заготовок для виготовлення прес форм, обробки різного роду матеріалів, таких як дерево, пластик, метал, каміння тощо. В ювелірній промисловості, при виготовленні ювелірних прикрас (кільця, прикраси, статуетки, предмети декору), або прес-форм для лиття виробів, переважно здійснюється обробка заготовок невеликих розмірів. В ювелірних майстернях використовуються малогабаритні портативні багатофункціональні верстати, які здійснюють різні види робіт, такі як фрезерування, гравірування або токарювання, що б найбільш ефективно використовувати робоче приміщення майстерні, в якій зазвичай працюють кілька майстрів (операторів верстатів), оптимізувати роботу оператора, за рахунок скорочення кількості верстатів, що здійснюють різні окремі види обробки, а також збільшити продуктивність одержання виробу за рахунок усунення непотрібної передачі деталей з одного верстата на інший і зменшити витрати на придбання додаткових верстатів та утримання великого парку верстатів. Відомі малогабаритні портативні багатофункціональні верстати містять блок керування, який забезпечує роботу верстата. Оператор верстата за допомогою комп'ютерної програми блоку керування задає потрібні параметри обробки заготовки, закріплює заготовку на верстаті і після запускає програму обробки заготовки, в результаті чого блок керування на підставі введених даних для обробки заготовки здійснює обробку закріпленої заготовки на верстаті. Сучасні малогабаритні багатофункціональні портативні верстати здійснюють тільки гравірувальні і фрезерувальні види обробки. Недоліками малогабаритних портативних багатофункціональних верстатів є відсутність токарної обробки заготовки, особливо заготовок виготовлених з каменю і металів. Відомий малогабаритний портативний фрезерно-гравірувальний верстат, див. патент № RU 152324, опубл. 20.05.2016 р., який містить: станину, на якій розташований рухомий робочий стіл з можливістю осьового переміщення по направляючій осі Y, вертикальну стійку, яка примикає до станини і містить рухомий робочий модуль переміщення по направляючій осі Z згаданої стійки та містить, тримач робочого органу для фрезерно-гравірувальної обробки заготовки, блок керування, при цьому згаданий блок керування забезпечує керування переміщенням згаданого робочого столу по направляючій осі Y і робочого модуля по направляючій осі Z, і згаданого робочого органу фрезерно-гравірувальної обробки заготовки. Конструктивною особливістю відомого верстата є те, що рухомий робочий модуль встановлений на направляючій осі X, яка в свою чергу розташована над направляючою віссю Y. Таким чином, верстат може обробляти тільки двомірну поверхню заготовки, що обмежує його функціональні можливості при необхідності виготовлення складних об'ємних виробів. Обмежені функціональні можливості верстата призводять до необхідності застосування додаткового обладнання, що збільшує витрати часу для обробки заготовки та внаслідок отримання кінцевого виробу. Також застосування додаткового обладнання вимагає додаткових площ для його встановлення. Також недоліком відомого верстата є те, що його конструкція вимагає великих габаритів станини, що призводить до неефективного використання робочої площі. Відомий малогабаритний портативний багатофункціональний верстат, див. патент № RU2264903, опубл. 27.11.2016 р., що містить станину, на якій розташований рухомий робочий стіл з можливістю осьових переміщень по направляючих осях X та Y, вертикальну стійку, яка примикає до станини і містить рухомий робочий модуль переміщення по направляючій осі Z згаданої стійки і містить, тримач робочого органу для фрезерно-гравірувальної обробки згаданої заготовки, при цьому згаданий тримач встановлений з можливістю повороту. Конструктивною особливістю відомого верстата є те, що переміщення робочого столу по направляючих осях X і Y і переміщення робочого модуля по направляючій осі Z відбувається за допомогою ручного керування, що вимагає великих витрат часу для обробки заготовки, що призводить до тривалого процесу виготовлення кінцевого виробу, а також ускладнює процес роботи оператора, що є недоліком відомого верстата. Також недоліком відомого верстата є складність конструкції рухомого робочого модуля, що ускладнює встановлення робочого інструменту в необхідне положення. 1 UA 117249 U 5 10 15 20 25 30 35 40 45 50 55 60 Також недоліком відомого верстата є обмежені можливості використання верстата для складних робіт, таких як, наприклад, гравірування, оскільки не забезпечується можливість створення різноманітності рельєфу малюнка. Відомий малогабаритний портативний багатофункціональний верстат, вибраний як прототип, розроблений компанією NS CNC, див. за посиланням http://nscnc.com/custommachines/, який містить станину, на якій розташований рухомий робочий стіл з можливістю осьових переміщень по направляючих осях X та У, при цьому на одній із сторін робочого столу розташована бабка крокового обертання з електродвигуном для надання заготовці повороту навколо своєї осі, вертикальну стійку, яка примикає до станини і містить рухомий робочий модуль переміщення по направляючій осі Z згаданої стійки та містить, тримач робочого органу фрезерно-гравірувальної обробки згаданої заготовки, блок керування, з'єднаний з датчиком нульового положення координат верстата, при цьому згаданий блок керування забезпечує керування переміщенням згаданого робочого столу по направляючих осях X та Y і робочого модуля по направляючій осі Z, а також керування роботою електродвигуна згаданої бабки крокового обертання і згаданого робочого органу фрезерно-гравірувальної обробки заготовки. Недоліком відомого верстата є обмежені функціональні можливості, що не дозволяє проводити на ньому токарну обробку виробу, що при виготовленні певних виробів вимагає застосування додаткового обладнання та інструментів, що у свою чергу вимагає додаткових робочих площ і, таким чином, призводе до неефективного використання робочого приміщення. Обмежені функціональні можливості і використання додаткового обладнання також призводить до збільшення витрат часу для обробки заготовки та внаслідок отримання кінцевого виробу. Задачею корисної моделі, що заявляється, є розширення функціональних можливостей малогабаритного портативного багатофункціонального верстата. Також задачею корисної моделі, що заявляється, є оптимізація процесу обробки заготовки за допомогою малогабаритного портативного багатофункціонального верстата. Також задачею корисної моделі, що заявляється, є підвищення зручності користування малогабаритним портативним багатофункціональним верстатом. Також задачею корисної моделі, що заявляється, є усунення вищевказаних недоліків відомих малогабаритних портативних багатофункціональних верстатів. Також задачею корисної моделі, що заявляється, є розширення арсеналу конструкцій малогабаритних портативних багатофункціональних верстатів. Інші задачі та переваги корисної моделі будуть розкриті нижче по мірі викладення дійсного опису та фігур. Для рішення поставленої задачі у відомому малогабаритному портативному верстаті, що містить станину, на якій розташований рухомий робочий стіл з можливістю осьових переміщень по направляючих осях X та Y, при цьому на одній із сторін робочого столу розташована бабка крокового обертання з електродвигуном для надання заготовці повороту навколо своєї осі, вертикальну стійку, яка примикає до станини і містить рухомий робочий модуль переміщення по направляючій осі Z згаданої стійки та містить, тримач робочого органу фрезерно-гравірувальної обробки згаданої заготовки, при цьому згаданий тримач встановлений з можливістю повороту навколо своєї осі, блок керування, з'єднаний з датчиком нульового положення координат верстата, при цьому згаданий блок керування забезпечує керування переміщенням згаданого робочого столу по направляючих осях X та Y і робочого модуля по направляючій осі Z, а також керування роботою електродвигуна згаданої бабки крокового обертання і згаданого робочого органу фрезерно-гравірувальної обробки заготовки, згідно корисної моделі, що заявляється верстат додатково містить бабку безперервного обертання з електродвигуном, яка розташована на робочому столі опозитно бабці крокового обертання, засоби фіксації бабки безперервного обертання на робочому столі, при цьому згаданий блок керування забезпечує керування роботою згаданого електродвигуна бабки безперервного обертання, супорт для кріплення робочого інструменту для токарної обробки заготовки, розташований на тримачі робочого органу. Наявність бабки безперервного обертання з електродвигуном, яка розташована на робочому столі опозитно бабці крокового обертання, дозволяє крім фрезерування і гравірування додатково проводити токарну обробку заготовки, при цьому робочий інструмент для токарної обробки заготовки кріпитися на супорті, розташованому на тримачі робочого органу, що забезпечує компактність верстата разом із встановленим на ньому інструментом. Така конструкція верстата дозволяє проводити фрезерування, гравірування і токарювання заготовки не знімаючи її з робочого столу верстата, що також не вимагає повторного центрування заготовки на іншому обладнанні та проведення додаткових операцій, пов'язаних зі 2 UA 117249 U 5 10 15 20 25 30 35 40 45 50 55 зняттям заготовки з робочого столу і встановлення її на іншому обладнанні, що дозволяє скоротити час обробки заготовки, а це також є перевагою корисної моделі, що заявляється. Також завдяки використанню токарної обробки, можна одержати інший клас оброблюваної поверхні і можливо проводити обробку циліндричних металевих і кам'яних заготовок, а також це дозволяє на них формувати різьблення і здійснювати торцеву і осьову токарну обробку заготовки, що також є перевагою корисної моделі. Також слід зазначити, що токарна обробка дозволяє скоротити час обробки деталі, так як для отримання циліндричної поверхні при використанні крокового двигуна потрібно більше часу, що також є перевагою корисної моделі. При цьому слід окремо звернути увагу на те, що при використанні токарної обробки, є можливість обробляти метали, каміння, у той час як при використанні крокового двигуна можливо обробляти вироби з воску, що також розширює можливості корисної моделі. Слід також звернути увагу на те, що використання токарної обробки дозволяє скоротити час роботи оператора верстата при програмуванні блоку керування для здійснення циліндричної обробки виробу, порівняно з використанням крокового двигуна, що також є перевагою корисної моделі. Блок керування забезпечує керування як переміщенням робочого столу по осях X і Y, так і роботою електродвигуна бабки безперервного обертання, що дозволяє керувати столом, бабками і робочим модулем змінюючи між собою функції фрезерування, гравірування і токарювання. За допомогою засобів фіксації бабки безперервного обертання на робочому столі можна встановити і знімати бабку безперервного обертання з робочого столу. Також згідно корисної моделі, що заявляється, в бабці крокового обертання кріпиться ведений упор для притискання заготовки в процесі токарної обробки заготовки, що дозволяє збільшити стійкість заготовки при її обертанні навколо своєї осі при здійсненні токарної її обробки закріпленим на супорті інструментом для токарної обробки заготовки. Також згідно корисної моделі, що заявляється, в бабці безперервного обертання кріпиться упор для притискання заготовки в процесі фрезерно-гравірувальної обробки заготовки, що дозволяє збільшити стійкість заготовки при її кроковому обертанні навколо своєї осі при здійсненні її фрезерно-гравірувальної обробки. Також згідно корисної моделі, що заявляється, засоби фіксації бабки безперервного обертання на робочому столі виконані у вигляді направляючих штанг, розташованих уздовж поверхні робочого столу, затискного кріплення бабки безперервного обертання. Це дозволяє регулювати місця розташування бабки безперервного обертання в залежності від величини заготовки. При необхідності збільшення або зменшення відстані між бабками, затискне кріплення розслабляється, і бабка безперервного обертання переміщується по направляючих штангах в потрібну позицію, після чого згадане кріплення знову затискається. Таким чином, на робочому столі можна швидко встановити заготовки різних розмірів. Також згідно корисної моделі, що заявляється, як робочі інструменти для здійснення токарної обробки, які кріпляться на супорт, використовуються: токарні різці, свердла, розгортки, зенкери, зенківки та мітчики, що дозволяє розширити використання різних інструментів при використанні корисної моделі, а це також є її перевагою. Також згідно корисної моделі, що заявляється, тримач робочого органа встановлений з можливістю ручного керування повороту навколо своєї осі, при цьому тримач робочого органу забезпечений шкалою з градуюванням для завдань і контролю кута повороту, що дозволяє вручну повернути та встановити тримач під потрібним кутом при необхідності обробки робочим органом складно доступних поверхонь заготовки, або зробити в заготовці заглибини або отвори. Ручне керування повороту тримача дозволяє скоротити витрати на виготовлення верстата. Також згідно корисної моделі, що заявляється, тримач робочого органу забезпечений приводом автоматичного керування поворотом навколо своєї осі через блок керування, що при обробці складно доступних поверхонь заготовки дозволяє змінювати кут нахилу робочого інструменту. Також згідно корисної моделі, що заявляється, верстат оснащений системою охолодження зони обробки заготовки, що дозволяє захистити наконечник робочого органу, інструмент для здійснення токарної обробки та заготовку від перегріву в процесі обробки, і тим самим захищає заготовку, наконечник робочого органу і робочий інструмент від деформацій, а також захищає наконечники і робочі інструменти від швидкого зносу. Також згідно корисної моделі, що заявляється, на робочому столі встановлена ємність для збору стружки і охолоджуючої рідини, що дозволяє швидко видалити стружку з робочого столу і 3 UA 117249 U 5 10 15 20 25 30 35 40 45 50 55 запобігає попаданню рідини за межі верстата. Таким чином, забезпечується чистота процесу обробки заготовки за допомогою верстата. При здійсненні дійсної корисної моделі використовується вузька термінологія. Однак дійсна корисна модель не обмежується прийнятими термінами і слід мати на увазі, що кожен такий термін охоплює всі еквівалентні елементи, які працюють аналогічним чином і використовуються для вирішення тих же самих задач. Фіг. 1 - зображений загальний вигляд малогабаритного портативного багатофункціонального верстата; Фіг. 2 - зображений загальний вигляд малогабаритного портативного багатофункціонального верстата, оснащеного системою охолодження зони обробки заготовки, і з встановленою на робочому столі ємністю для збору стружки і охолоджуючої рідини; Фіг. 3 - блок-схема керування роботою верстата. Приклад 1 реалізації корисної моделі Малогабаритний портативний багатофункціональний верстат містить (див. фіг. 1) станину 1, на якій розташований рухомий робочий стіл 2 з можливістю осьових переміщень по направляючих осях X та Y, при цьому на одній із сторін робочого столу розташована бабка крокового обертання 3 з електродвигуном для надання заготовці (заготовка на фігурах не зображена) повороту навколо своєї осі, при цьому в бабці крокового обертання 3 закріплений ведений упор 4 для притискання заготовки в процесі її токарної обробки. Опозитно бабці крокового обертання 3 на робочому столі 2 розташована бабка безперервного обертання 5 з електродвигуном для здійснення токарної обробки заготовки. При цьому в бабці безперервного обертання 5 встановлений затискний патрон 6. Верстат також містить вертикальну стійку 7, яка примикає до станини 1 і містить рухомий робочий модуль 8 переміщення по направляючій осі Z стійки 7, який містить тримач 9 робочого органу 10 фрезерно-гравірувальної обробки заготовки, при цьому тримач 9 встановлений з можливістю ручного керування повороту навколо своєї осі і забезпечений шкалою з градуюванням 11 для завдання і контролю кута повороту. На тримачі 9 робочого органу розташований супорт 12 для кріплення робочого інструменту для токарної обробки заготовки. При цьому як робочий інструмент для здійснення токарної обробки, що кріпиться на супорт 12, в залежності від необхідної операції, можуть використовуватися токарні різці, свердла, розгортки, зенкери, зенківки та мітчики (на фігурах не зображені). Також верстат забезпечений блоком керування 13, який з'єднаний з датчиком нульового положення 14 координат верстата, при цьому згаданий блок керування 13 забезпечує керування переміщенням згаданого робочого столу 2 по направляючих осях X та Y і робочого модуля 8 по направляючій осі Z, а також керування роботою електродвигуна бабки крокового обертання 3, електродвигуна бабки безперервного обертання 5 і робочого органа 10 фрезерногравірувальної обробки заготовки. Також верстат містить засоби фіксації бабки безперервного обертання на робочому столі, які виконані у вигляді направляючих штанг 15, розташованих уздовж поверхні робочого столу 2, і затискного кріплення 16 бабки безперервного обертання 5. На Фіг. 2 зображений малогабаритний портативний багатофункціональний верстат з системою охолодження 17 зони обробки заготовки, і встановленою на робочому столі ємністю 18 для збору стружки і охолоджуючої рідини. При цьому система охолодження 17 містить ємність 171 для охолоджуючої рідини, яка з'єднана з гнучким патрубком 17 2, через який згадана рідина з ємності 171 подається в зону обробки заготовки. Малогабаритний портативний багатофункціональний верстат за вищезазначеним прикладом 1 працює наступним чином. Верстат готується оператором до роботи: у малогабаритному портативному багатофункціональному верстаті, що заявляється, оператор верстата через програму блоку керування 13 задає параметри обробки заготовки, після чого, в залежності від введених оператором даних, блок керування 13 здійснює керування роботою верстата. Для здійснення токарної обробки заготовки на супорті 12, який розташований на тримачі 9 робочого органу, кріпиться інструмент для токарної обробки заготовки: токарний різець, свердло, розгортка, зенкер, зенківка або мітчик (на кресленнях не зображено), після чого зазначений інструмент вручну оператором верстата підводиться до датчика нуля 14, до дотику інструменту з датчиком нуля 14. У програмі блоку керування 13 загоряється сигнал контакту, в результаті чого блок керування 13 визначає сигнал контакту. Верстат позиціонується відносно датчика нуля 14 і в програмі блоку керування 13 обнуляються координати верстата. 4 UA 117249 U 5 10 15 20 25 30 35 40 45 50 55 60 Заготовка встановлюється оператором верстата на робочому столі 2 наступним чином: заготовка затискається у встановленому в бабці безперервного обертання 5 затискному патроні 6, бабка безперервного обертання 5 переміщується по направляючих штангах 15, розташованих уздовж поверхні робочого столу 2, доки заготовка не упреться в закріплений у бабці крокового обертання 3 ведений упор 4, після чого за допомогою затискного кріплення 16 бабка безперервного обертання 5 фіксується на необхідній відстані від бабки крокового обертання 3. При токарній обробці заготовки електродвигуном бабки безперервного обертання 5 здійснюється обертання затиснутої в затискному патроні 6 заготовки, а ведений упор 4 притримує заготовку з боку бабки крокового обертання 3. При цьому електродвигун бабки крокового обертання 3 не працює. Ведений упор 4 бабки крокового обертання 3 вільно обертається в бабці 3 навколо своєї осі. Також для надання потрібної форми, величини і глибини зрізу в заготовці робочий стіл 2 переміщується по направляючих осях X та Y, а робочий модуль 8 переміщується вгору та вниз по направляючій осі Z стійки 7, яка примикає до станини 1, піднімаючи і опускаючи тримач 9 з розташованим на ньому супортом 12 із закріпленим інструментом для токарної обробки, на необхідну висоту. При цьому для виконання на поверхні заготовки зрізу під кутом тримач 9 повертається оператором верстата на необхідний кут нахилу, який вибирається за допомогою шкали з градуюванням 11. По закінченню токарної обробки інструмент для токарної обробки знімається з супорта 12. У робочий орган 10, в залежності від необхідної операції, оператором верстата встановлюється наконечник для гравірувальної або фрезерної обробки заготовки (наконечник на кресленнях не зображено), знову в блоці керування 13 обнуляються координати верстата. При фрезерно-гравірувальній обробці заготовки електродвигун бабки безперервного обертання 5 не працює. Фрезерно-гравірувальну роботу здійснює робочий орган 10. Для надання потрібної форми, величини і глибини розрізу або рельєфу малюнка на поверхні заготовки робочий стіл 2 переміщується по направляючих осях X та Y, а робочий модуль 8 переміщується вгору і вниз по направляючій осі Z стійки 7, яка примикає до станини 1, піднімаючи і опускаючи тримач 9 з робочим органом 10 на необхідну висоту. Для опрацювання складно доступних поверхонь, які перебувають під нахилом, таких як, наприклад, отвори і поглиблення, тримач 9 робочого органу 10 повертають на необхідний кут нахилу, забезпечуючи доступність для обробки складних поверхонь. Таким чином, блок керування 13 забезпечує керування переміщенням згаданого робочого столу 2 по направляючих осях X та Y і робочого модуля 8 по направляючій осі Z, а також забезпечує керування роботою електродвигуна бабки крокового обертання 3, електродвигуна бабки безперервного обертання 5 і робочого органа 10, забезпечуючи тим самим виготовлення із заготовки кінцевого виробу з необхідними параметрами заданими блоку керування 13. Під час роботи верстата система охолодження 17 зони обробки заготовки через гнучкий патрубок 17г подає охолоджуючу рідину в зону обробки заготовки, яка під час роботи верстата захищає робочий інструмент від перегріву. У процесі обробки заготовки утворюється стружка, а також залишається відпрацьована охолоджуюча рідина, які потрапляють у встановлену на робочому столі ємність 18 для збору стружки і охолоджуючої рідини. Після закінчення обробки заготовки, блок керування 13 зупиняє роботу верстата і виготовлений із заготовки виріб знімається з робочого столу 2. Також з робочого столу 2 знімається ємність 18 зі стружкою і відпрацьованою охолоджувальною рідиною. Приклад 2 реалізації корисної моделі Все як у прикладі 1, тільки ведений упор 4 оператором вилучається з бабки крокового обертання 3 і кріпиться в затискному патроні 6 бабки безперервного обертання 5. У бабку крокового обертання 3 встановлюється затискний патрон (на фігурах не зображений) для фіксації заготовки в процесі її фрезерно-гравірувальної обробки. Малогабаритний портативний багатофункціональний верстат за прикладом 2 працює наступним чином. У робочий орган 10, в залежності від необхідної операції, встановлюють наконечник для гравірувальної або фрезерної обробки заготовки (наконечник на кресленнях не зображено). У блоці керування 13 обнуляються координати верстата, шляхом контакту згаданого наконечника з датчиком нуля 14. Заготовка встановлюється оператором верстата на робочому столі 2 наступним чином: заготовка затискається у встановленому в бабці крокового обертання 3 в затискному патроні, 5 UA 117249 U 5 10 15 20 25 бабка безперервного обертання 5 переміщується по направляючих штангах 15, які розташовані уздовж поверхні робочого столу 2, доки ведений упор 4, закріплений в затискному патроні 6, не упреться в заготовку з боку бабки безперервного обертання 5, після чого за допомогою затискного кріплення 16 бабка безперервного обертання 5 фіксується на необхідній відстані від бабки крокового обертання 3. При фрезерно-гравірувальній обробці заготовки бабка крокового обертання 3 повертає зафіксовану в патроні заготовку на необхідний кут нахилу. При цьому електродвигун бабки безперервного обертання 5 не працює. Ведений упор 4 притримує заготовку з боку бабки безперервного обертання 5 і вільно обертається в бабці 5 навколо осі А. Робочий орган 10 здійснює фрезерно-гравірувальну обробку. Зрозуміло, що вище представлені тільки два з можливих варіантів реалізації та роботи корисної моделі, що заявляється, та корисна модель не обмежується наведеними прикладами реалізації. Тримач 9 робочого органу може бути забезпечений приводом автоматичного керування поворотом навколо своєї осі через блок керування 13. Також на верстаті можна обробляти заготовки невеликих розмірів встановивши їх на бабці крокового 3 або безперервного 5 обертання, без притискання заготовки веденим упором 4. При цьому повернувши тримач 9 на необхідний кут нахилу можна обробити торець такої заготовки. Для фрезерно-гравірувальної обробки заготовки в бабці крокового обертання можуть бути закріплені як затискні патрони, так і різного виду кріплення, затискні рамки та інші пристосування. Також застосувавши відповідні наконечники можна здійснювати шліфування і полірування поверхні заготовки. Технічним результатом корисної моделі є розширення функціональних можливостей малогабаритного портативного багатофункціонального верстата. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 40 45 50 55 1. Малогабаритний портативний багатофункціональний верстат, який містить: станину, на якій розташований рухомий робочий стіл з можливістю осьових переміщень по направляючих осях X та Y, при цьому на одній із сторін робочого стола розташована бабка крокового обертання з електродвигуном для надання заготовці повороту навколо своєї осі, вертикальну стійку, яка примикає до станини і містить рухомий робочий модуль переміщення по направляючій осі Z згаданої стійки та містить, тримач робочого органу фрезерно-гравірувальної обробки згаданої заготовки, при цьому згаданий тримач встановлений з можливістю повороту навколо своєї осі, блок керування, з'єднаний з датчиком нульового положення координат верстата, при цьому згаданий блок керування забезпечує керування переміщенням згаданого робочого столу по направляючих осях X та Y і робочого модуля по направляючій осі Z, а також керування роботою електродвигуна згаданої бабки крокового обертання і згаданого робочого органу фрезерногравірувальної обробки заготовки, який відрізняється тим, що верстат додатково містить: бабку безперервного обертання з електродвигуном, яка розташована на робочому столі опозитно бабці крокового обертання, засоби фіксації бабки безперервного обертання на робочому столі, при цьому згаданий блок керування забезпечує керування роботою згаданого електродвигуна бабки безперервного обертання, супорт для кріплення робочого інструменту для токарної обробки заготовки, який розташований на тримачі робочого органу. 2. Верстат за п. 1, у якому в бабці крокового обертання кріпиться ведений упор для притискання заготовки в процесі токарної обробки заготовки. 3. Верстат за п. 1, у якому в бабці безперервного обертання кріпиться упор для притискання заготовки в процесі фрезерно-гравірувальної обробки заготовки. 4. Верстат за будь-яким з вищевказаних пунктів 1-3, у якому засоби фіксації бабки безперервного обертання на робочому столі, виконані у вигляді направляючих штанг, розташованих уздовж поверхні робочого столу, і затискного кріплення бабки безперервного обертання. 5. Верстат за п. 1, у якому як робочі інструменти для здійснення токарної обробки, які кріпляться на супорт, використовуються: токарні різці, свердла, розгортки, зенкери, зенківки та мітчики. 6 UA 117249 U 5 6. Верстат за п. 1, у якому тримач робочого органа встановлений з можливістю ручного керування повороту навколо своєї осі, при цьому тримач робочого органу забезпечений шкалою з градуюванням для завдань і контролю кута повороту. 7. Верстат за п. 1, у якому тримач робочого органу забезпечений приводом автоматичного керування поворотом навколо своєї осі через блок керування. 8. Верстат за будь-яким з вищевказаних пунктів 1-7, оснащений системою охолодження зони обробки заготовки. 9. Верстат за будь-яким з вищевказаних пунктів 1-8, у якому на робочому столі встановлена ємність для збору стружки і охолоджуючої рідини. 7 UA 117249 U 8 UA 117249 U Комп’ютерна верстка Л. Литвиненко Міністерство економічного розвитку і торгівлі України, вул. М. Грушевського, 12/2, м. Київ, 01008, Україна ДП “Український інститут інтелектуальної власності”, вул. Глазунова, 1, м. Київ – 42, 01601 9
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23P 23/04
Мітки: портативний, багатофункціональний, малогабаритний, верстат
Код посилання
<a href="https://ua.patents.su/11-117249-malogabaritnijj-portativnijj-bagatofunkcionalnijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Малогабаритний портативний багатофункціональний верстат</a>
Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки
Номер патенту: 56165
Опубліковано: 15.05.2003
Автор: Романіка Костянтин Васильович
МПК: B23B 3/00
Мітки: верстат, бабки, малогабаритний, автоматичним, переміщенням, токарний, супорта, задньої
Формула / Реферат:
1. Малогабаритний токарний верстат з автоматичним переміщенням супорта та задньої бабки, до якого входять станина, передня бабка, упорно-напрямні планки, задня бабка та супорт, що складається з основи, виконаної з можливістю лінійного переміщення паралельно до осі шпинделя та перпендикулярного переміщення зміною довжини упорної колонки, повернутої в бік передньої бабки, та різцетримач, на кожній стороні нижньої частини якого встановлено по...
Токарний багатоцільовий верстат
Номер патенту: 65394
Опубліковано: 12.12.2011
Автор: Кузнєцов Юрій Миколайович
МПК: B23B 5/00
Мітки: токарний, верстат, багатоцільовий
Формула / Реферат:
Токарний багатоцільовий верстат, що містить станину з напрямними, передню нерухому і задню рухому бабки з приводами обертання шпиндельних вузлів з затискними патронами, револьверну головку, розташовану на корпусі хрестового супорта, який відрізняється тим, що передня бабка виконана у вигляді мотор-шпинделя з механізованим затискним патроном для заготовки, а задня бабка містить мотор-шпиндель пінольного типу з висувним шпиндельним вузлом,...
Зубофрезерний верстат з чпу
Номер патенту: 30818
Опубліковано: 15.12.2000
Автори: Гліжинський Адольф Дмитрович, Гліжинський Дмитро Адольфович
МПК: B23F 9/00
Мітки: верстат, зубофрезерний, чпу
Текст:
...вертикально му напрямку на величину поздовжньої подачі та здійснює при цьому n обертів, які визначаються залежністю (1). æ S × cos q f ö ÷, n = z k × ç1 ± 0 (1) ç ÷ Pxzw è ø де: n - число обертів інструментального шпинделя з різцевою головкою; z - число зубів конічного колеса; К - число заходів черв'ячної різцевої головки; S0 - поздовжня подача супорта з черв'ячною різцевою головкою на один оберт шпинделя бабки для кріплення заготовки; q¦ -...
Малогабаритний токарний верстат
Номер патенту: 28463
Опубліковано: 16.10.2000
Автори: Романіка Костянтин Васильович, Денбський Георгій Вікторович
МПК: B23B 3/00
Мітки: токарний, малогабаритний, верстат
Формула / Реферат:
1. Малогабаритный токарный станок, содержащий: станину, переднюю бабку, заднюю бабку и устройство для перемещения режущего инструмента, в которое входят основание, установленные на нем поперечные салазки, поворотный, круг, продольные салазки в резцедержатель, отличающиеся тем, что станина станка представляет собой плоская прямоугольник, на котором закреплены передняя бабка в две упорно-направляющие планки, имеющие возможность изменять свой...
Багатоопераційний верстат
Номер патенту: 5095
Опубліковано: 15.02.2005
Автори: Пестунов Володимир Михайлович, Павленко Іван Іванович, Крамар Артем Володимирович
МПК: B23B 11/00, B23Q 15/00, B23Q 3/157
Мітки: верстат, багатоопераційний
Формула / Реферат:
1. Багатоопераційний верстат, що містить передню бабку, задню бабку, які зв'язані з приводом обертового руху, і два супорти, які оснащені механізмом взаємно перпендикулярного руху подачі, який відрізняється тим, що супорти встановлені на траверсі, розташованій паралельно осям шпинделів передньої та задньої бабок і зв'язаній з механізмом вертикальної подачі.2. Верстат за п. 1, який відрізняється тим, що він оснащений попарно...
Попередній патент: Матриця екструдера
Наступний патент: Ортопедична регульована подушка для сну
Випадковий патент: Мініатюрна зубна щітка