Спосіб базування заготовки на верстаті
Номер патенту: 34282
Опубліковано: 15.02.2001
Автори: Безуглий Леонід Іванович, Пестунов Володимир Михайлович

Текст
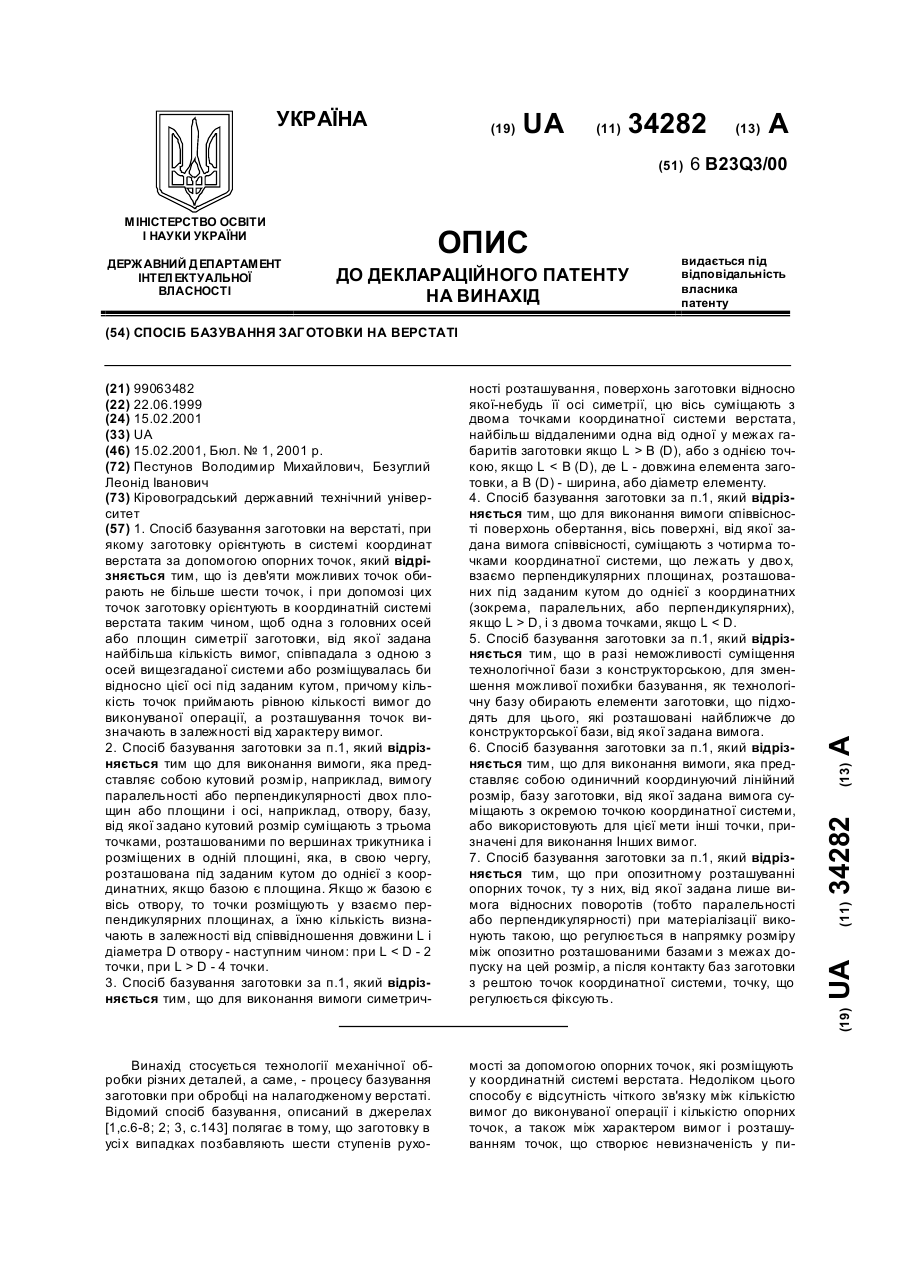
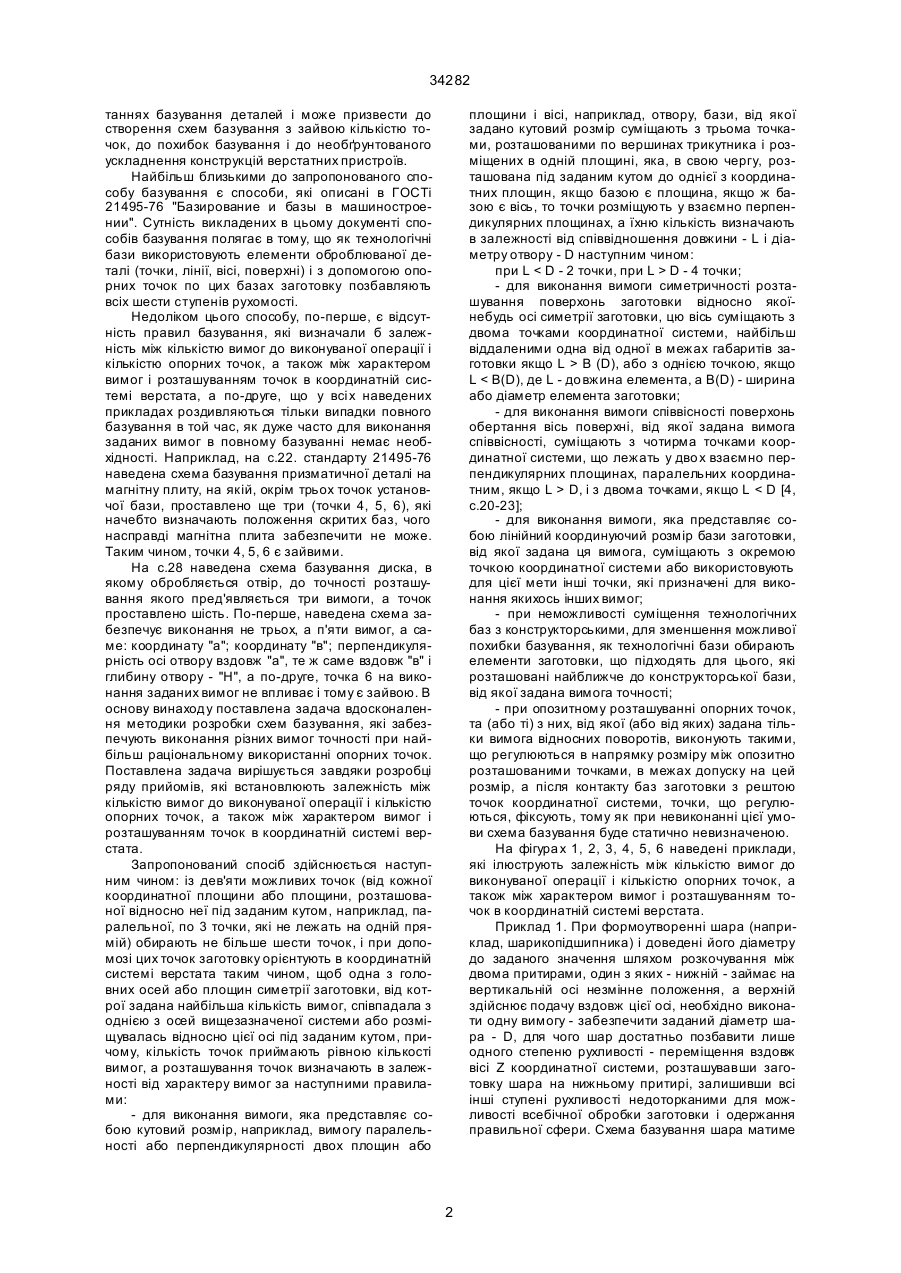
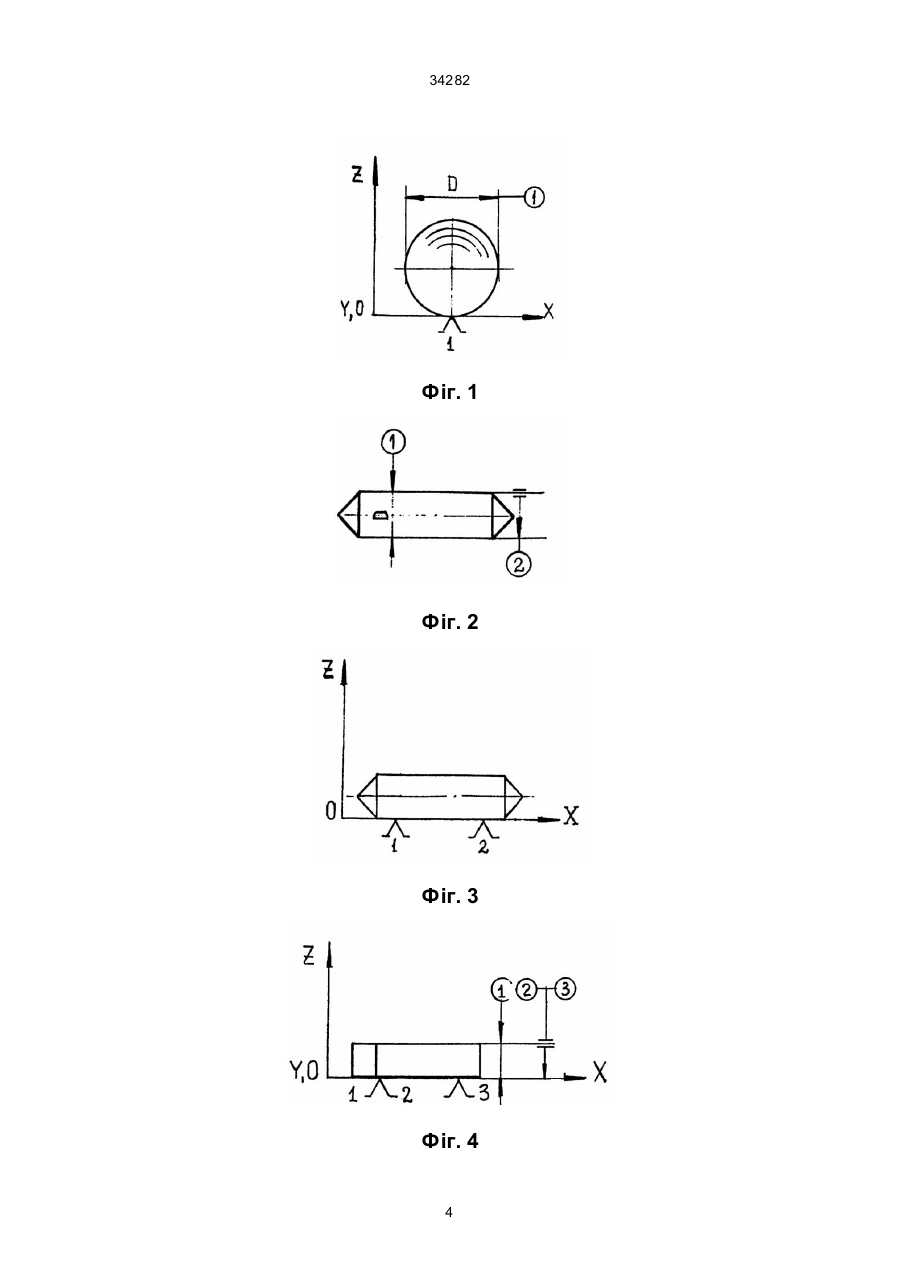
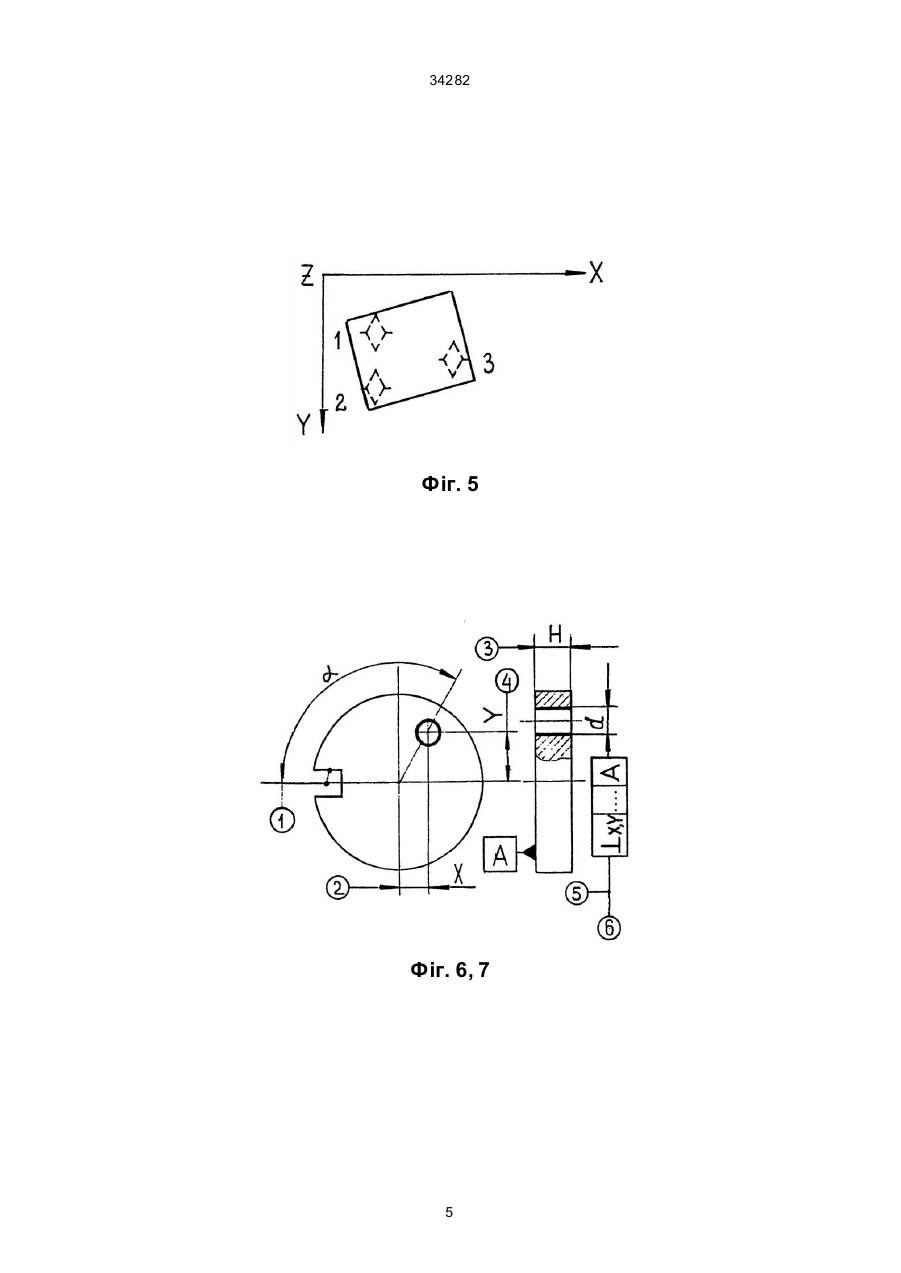
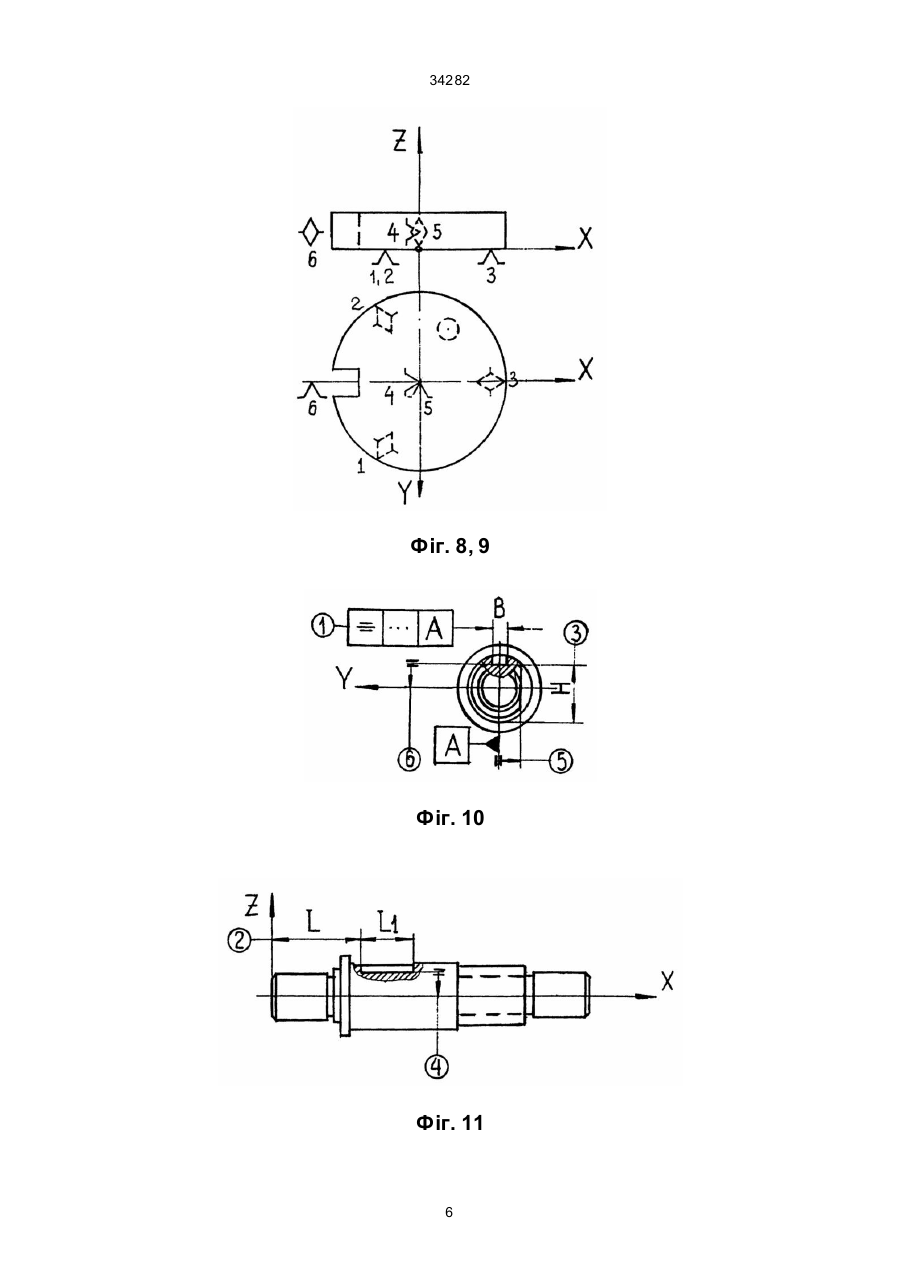
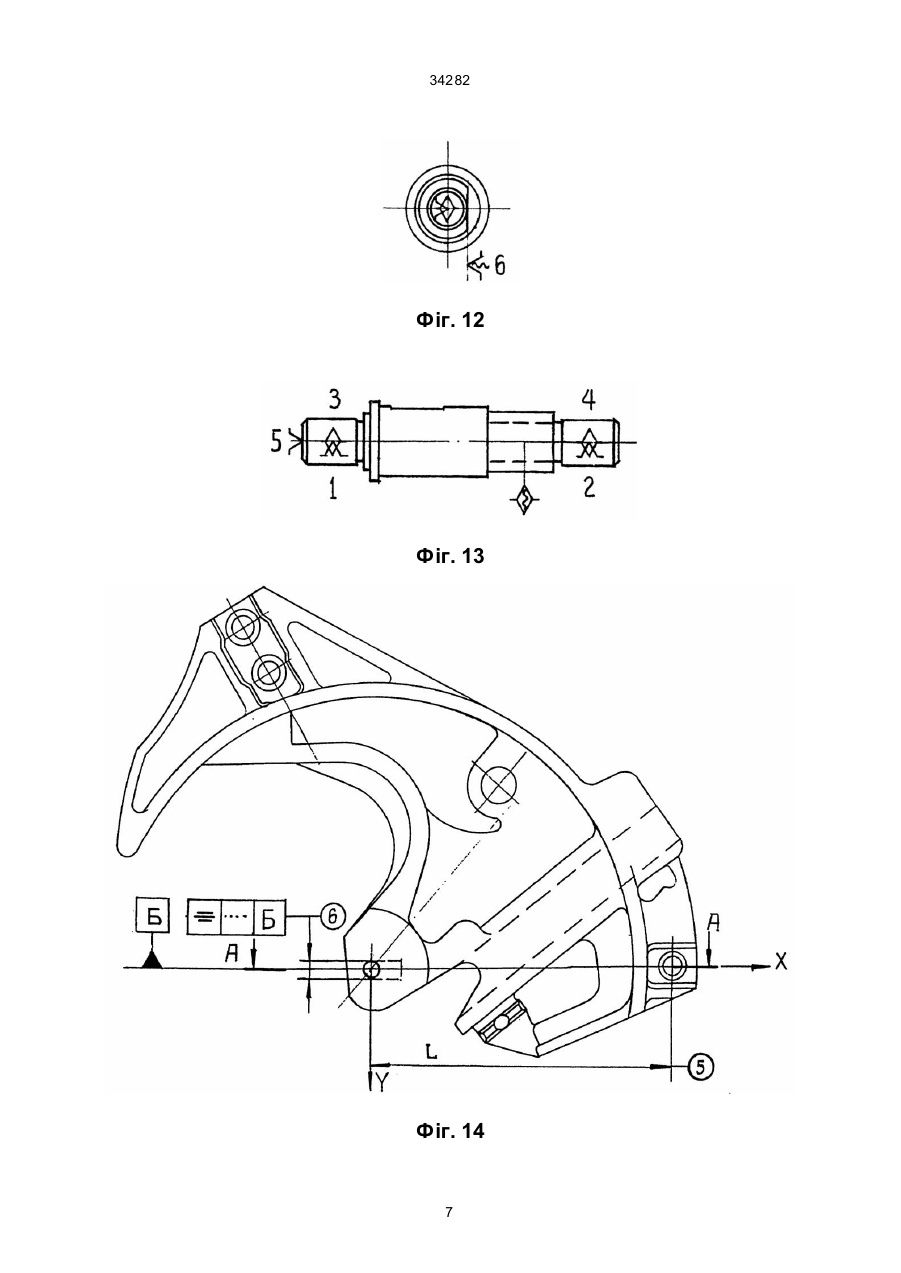
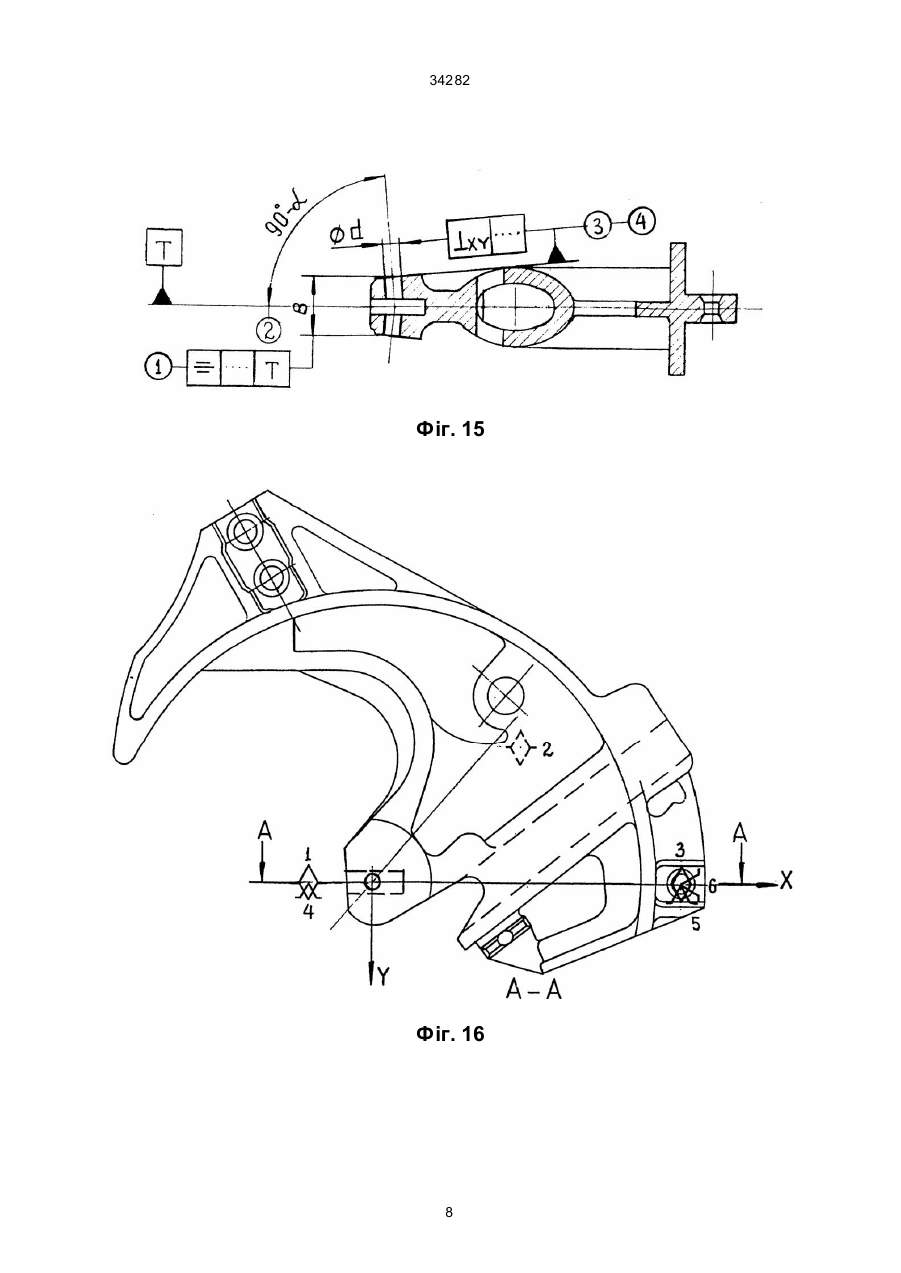
1. Спосіб базування заготовки на верстаті, при якому заготовку орієнтують в системі координат верстата за допомогою опорних точок, який відрізняється тим, що із дев'яти можливих точок обирають не більше шести точок, і при допомозі цих точок заготовку орієнтують в координатній системі верстата таким чином, щоб одна з головних осей або площин симетрії заготовки, від якої задана найбільша кількість вимог, співпадала з одною з осей вищезгаданої системи або розміщувалась би відносно цієї осі під заданим кутом, причому кількість точок приймають рівною кількості вимог до виконуваної операції, а розташування точок визначають в залежності від характеру вимог. 2. Спосіб базування заготовки за п.1, який відрізняється тим що для виконання вимоги, яка представляє собою кутовий розмір, наприклад, вимогу паралельності або перпендикулярності двох площин або площини і осі, наприклад, отвору, базу, від якої задано кутовий розмір суміщають з трьома точками, розташованими по вершинах трикутника і розміщених в одній площині, яка, в свою чергу, розташована під заданим кутом до однієї з координатних, якщо базою є площина. Якщо ж базою є вісь отвору, то точки розміщують у взаємо перпендикулярних площинах, а їхню кількість визначають в залежності від співвідношення довжини L і діаметра D отвору - наступним чином: при L D - 4 точки. 3. Спосіб базування заготовки за п.1, який відрізняється тим, що для виконання вимоги симетрич A (54) СПОСІБ БАЗУВАННЯ ЗАГОТОВКИ НА ВЕРСТАТІ 34282 таннях базування деталей і може призвести до створення схем базування з зайвою кількістю точок, до похибок базування і до необґрунтованого ускладнення конструкцій верстатних пристроїв. Найбільш близькими до запропонованого способу базування є способи, які описані в ГОСТі 21495-76 "Базирование и базы в машиностроении". Сутність викладених в цьому документі способів базування полягає в тому, що як технологічні бази використовують елементи оброблюваної деталі (точки, лінії, вісі, поверхні) і з допомогою опорних точок по цих базах заготовку позбавляють всіх шести ступенів рухомості. Недоліком цього способу, по-перше, є відсутність правил базування, які визначали б залежність між кількістю вимог до виконуваної операції і кількістю опорних точок, а також між характером вимог і розташуванням точок в координатній системі верстата, а по-друге, що у всі х наведених прикладах роздивляються тільки випадки повного базування в той час, як дуже часто для виконання заданих вимог в повному базуванні немає необхідності. Наприклад, на с.22. стандарту 21495-76 наведена схема базування призматичної деталі на магнітну плиту, на якій, окрім трьох точок установчої бази, проставлено ще три (точки 4, 5, 6), які начебто визначають положення скритих баз, чого насправді магнітна плита забезпечити не може. Таким чином, точки 4, 5, 6 є зайвими. На с.28 наведена схема базування диска, в якому обробляється отвір, до точності розташування якого пред'являється три вимоги, а точок проставлено шість. По-перше, наведена схема забезпечує виконання не трьох, а п'яти вимог, а саме: координату "а"; координату "в"; перпендикулярність осі отвору вздовж "а", те ж саме вздовж "в" і глибину отвору - "Н", а по-друге, точка 6 на виконання заданих вимог не впливає і тому є зайвою. В основу винаходу поставлена задача вдосконалення методики розробки схем базування, які забезпечують виконання різних вимог точності при найбільш раціональному використанні опорних точок. Поставлена задача вирішується завдяки розробці ряду прийомів, які встановлюють залежність між кількістю вимог до виконуваної операції і кількістю опорних точок, а також між характером вимог і розташуванням точок в координатній системі верстата. Запропонований спосіб здійснюється наступним чином: із дев'яти можливих точок (від кожної координатної площини або площини, розташованої відносно неї під заданим кутом, наприклад, паралельної, по 3 точки, які не лежать на одній прямій) обирають не більше шести точок, і при допомозі цих точок заготовку орієнтують в координатній системі верстата таким чином, щоб одна з головних осей або площин симетрії заготовки, від котрої задана найбільша кількість вимог, співпадала з однією з осей вищезазначеної системи або розміщувалась відносно цієї осі під заданим кутом, причому, кількість точок приймають рівною кількості вимог, а розташування точок визначають в залежності від характеру вимог за наступними правилами: - для виконання вимоги, яка представляє собою кутовий розмір, наприклад, вимогу паралельності або перпендикулярності двох площин або площини і вісі, наприклад, отвору, бази, від якої задано кутовий розмір суміщають з трьома точками, розташованими по вершинах трикутника і розміщених в одній площині, яка, в свою чергу, розташована під заданим кутом до однієї з координатних площин, якщо базою є площина, якщо ж базою є вісь, то точки розміщують у взаємно перпендикулярних площинах, а їхню кількість визначають в залежності від співвідношення довжини - L і діаметру отвору - D наступним чином: при L D - 4 точки; - для виконання вимоги симетричності розташування поверхонь заготовки відносно якоїнебудь осі симетрії заготовки, цю вісь суміщають з двома точками координатної системи, найбільш віддаленими одна від одної в межах габаритів заготовки якщо L > В (D), або з однією точкою, якщо L D, і з двома точками, якщо L < D [4, c.20-23]; - для виконання вимоги, яка представляє собою лінійний координуючий розмір бази заготовки, від якої задана ця вимога, суміщають з окремою точкою координатної системи або використовують для цієї мети інші точки, які призначені для виконання якихось інших вимог; - при неможливості суміщення технологічних баз з конструкторськими, для зменшення можливої похибки базування, як технологічні бази обирають елементи заготовки, що підходять для цього, які розташовані найближче до конструкторської бази, від якої задана вимога точності; - при опозитному розташуванні опорних точок, та (або ті) з них, від якої (або від яких) задана тільки вимога відносних поворотів, виконують такими, що регулюються в напрямку розміру між опозитно розташованими точками, в межах допуску на цей розмір, а після контакту баз заготовки з рештою точок координатної системи, точки, що регулюються, фіксують, тому як при невиконанні цієї умови схема базування буде статично невизначеною. На фігура х 1, 2, 3, 4, 5, 6 наведені приклади, які ілюструють залежність між кількістю вимог до виконуваної операції і кількістю опорних точок, а також між характером вимог і розташуванням точок в координатній системі верстата. Приклад 1. При формоутворенні шара (наприклад, шарикопідшипника) і доведені його діаметру до заданого значення шляхом розкочування між двома притирами, один з яких - нижній - займає на вертикальній осі незмінне положення, а верхній здійснює подачу вздовж цієї осі, необхідно виконати одну вимогу - забезпечити заданий діаметр шара - D, для чого шар достатньо позбавити лише одного степеню рухливості - переміщення вздовж вісі Z координатної системи, розташувавши заготовку шара на нижньому притирі, залишивши всі інші ступені рухливості недоторканими для можливості всебічної обробки заготовки і одержання правильної сфери. Схема базування шара матиме 2 34282 вигляд представлений на фіг. 1. на всі х фігурах вимоги позначені цифрами в маленьких колах. Приклад 2. При доведенні голки підшипника притиранням необхідно забезпечити: a) заданий діаметр D; b) паралельність її твірних. Для виконання цих двох вимог заготовку достатньо позбавити двох ступенів рухливості, що досягається покладенням голки на площину нижнього притиру, контакт між якими представляє собою пряму лінію, яка визначається двома точками. Таким чином, кількість точок дорівнює кількості вимог. На фіг.4 - схема її базування, яка ці вимоги забезпечує. Приклад 3. При чистовій обробці плити фрезеруванням або шліфуванням необхідно забезпечити: a) задану висоту плити - Н; b) паралельність оброблюваної поверхні відносно підвалини вздовж осі Х-a C; c) те ж саме вздовж осі Y-a U. Для виконання цих трьох вимог заготовку достатньо позбавити трьох ступенів рухливості, встановивши її на магнітну плиту. Ескіз плити з вимогами і схема її базування ілюструються фігурою 4. На фіг.5 показана схема базування плити, вид зверху. З наведених прикладів, в яких використовувались лише явні бази, випливає, що кількість опорних точок схем базування (тобто кількість ступенів руху, яких де таль позбавляється) дорівнює кількості вимог до виконуваної операції. Проаналізуємо більш складні приклади, в яких, поряд з явними, використовуються також приховані бази. На фіг. 6 представлено ескіз диску з вимогами до отвору d, вид зверху; на фіг.7 - ескіз диску з вимогами до отвору d, вид збоку; на фіг.8 -схема базування диску, яка забезпечує згадані вимоги, вид збоку; на фіг.9 – те ж саме, вид зверху. В таблиці 1 наведені номери вимог до отвору d диску і номери "відповідальних" за них опорних точок. Таблиця 2 №№ вимог 1 2 3 4 5 6 Положення шпонкового пазу координується від двох баз: прихованої (загальна вісь вала) - вимоги 2, 3, 4, 6 і явної (площина лиски) - вимога 5. Для виконання цих вимог опорна точка 6 повинна розміщуватись опозитно відносно точок 3, 4, а тому точка 6, від якої задана тільки вимога паралельності на етапі встановлення деталі повинна виконуватись регульованою в напрямку розміру між базами, як мінімум у межах припущення на цей розмір, тому як інакше схема базування буде статично невизначеною. Після контакту деталі з опорними точками 1, 2, 3, 4, 5 точка 6 повинна бути зафіксована. На фіг. 14 представлено ескіз корпусу сошника зернової сівалки з вимогами до отвору d; на фіг. 15 - розріз А-А на фіг. 14 і на фіг. 16 - схема базування корпусу сошника, яка забезпечує вимоги до отвору d; на фіг. 17 - розріз А-А на фіг. 16 зі схемою базування. В таблиці З наведені номери вимог до отвору d корпуса сошника, ескіз якого представлено на фіг. 14 і фі г. 15, і номери точок, "відповідальних" за вищезгадані вимоги. Таблиця 3 №№ вимог 1 2 3 4 5 6 Таблиця 1 №№ вимог 1 2 3 4 5 6 №№ точок 3,4 5 1,2 1,2 6 1,2 №№ точок 6 4 1 або 2 5 2,3 1,2 №№ точок 1,3 1,3 1,3 1,2 6 4,5 Три останні приклади переконують в тому, що при використанні, поряд з явними, також прихованих баз, кількість опорних точок схем базування також повинна відповідати кількості заданих вимог точності, а їхнє розташування в координатній системі верстата - характеру цих вимог. Джерела інформації: На фіг. 10 представлено ескіз валу з вимогами до шпонкового пазу BxL1 вид з торця; на фіг. 11 – те ж саме, вид збоку; на фіг. 12 - схема базування вала, яка забезпечує виконання згаданих вимог, вид з торця; на фіг. 13 – те ж саме, вид збоку. В таблиці 2 наведені номери вимог до шпонкового пазу вала, зображеного на фіг. 10 і фіг. 11, і номери опорних точок, "відповідальних" за згадані вимоги. 1. Обработка металлов резанием. Справочник технолога / Под. ред. к.т.н. Г.А.Монахова. - М.: Машиностроение, 1974. 2. ГОСТ 21495-76 Базирование и базы в машиностроении Госком СССР по стандартизации. - М., 1976. 3. Маталин А.А. Технология машиностроения. - Л.: Машиностроение, 1985. 4. Дунаев П.Ф. Констр уирование узлов и деталей машин. - М.: Машиностроение, 1978. 3 34282 Фіг. 1 Фіг. 2 Фіг. 3 Фіг. 4 4 34282 Фіг. 5 Фіг. 6, 7 5 34282 Фіг. 8, 9 Фіг. 10 Фіг. 11 6 34282 Фіг. 12 Фіг. 13 Фіг. 14 7 34282 Фіг. 15 Фіг. 16 8 34282 Фіг. 17 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 9
ДивитисяДодаткова інформація
Назва патенту англійськоюWorkpiece locating on machine tool
Автори англійськоюPestunov Volodymyr Mykhailovych, Bezuhlyi Leonid Ivanovych
Назва патенту російськоюСпособ базирования заготовки на станке
Автори російськоюПестунов Владимир Михайлович, Безуглый Леонид Иванович
МПК / Мітки
МПК: B23Q 3/00
Мітки: спосіб, заготовки, верстаті, базування
Код посилання
<a href="https://ua.patents.su/9-34282-sposib-bazuvannya-zagotovki-na-verstati.html" target="_blank" rel="follow" title="База патентів України">Спосіб базування заготовки на верстаті</a>
Спосіб прокатки заготовки

Номер патенту: 18944
Опубліковано: 25.12.1997
Автор: Рождественський Юрій Васильович
МПК: B21B 27/02
Мітки: спосіб, прокатки, заготовки
Формула / Реферат:
Способ прокатки заготовки, включающий ее зачистку от дефектов, нагрев заготовки до температуры прокатки, прокатку ее в двух горизонтальных приводных валках, прокатку в двух неприводных вертикальных валках, при этом плоскости осей вращения вертикальных и горизонтальных валков смещены, отличающийся тем, что заготовку прокатывают в вертикальных валках, оси вращения которых расположены в плоскости, смещенной по ходу прокатки относительно...
Спосіб одержання блюмової заготовки
Номер патенту: 26248
Опубліковано: 19.07.1999
Автори: Хорошілов Микола Макарович, Антипенко Валентин Григорович, Чудновець Олександр Миколаєвич, Помазан Костянтин Іванович, Глоба Микола Ільіч, Нагай Володимир Данилович, Міллер Віктор Вікторович, Проценко Юрій Юрьевич
МПК: B21B 1/02
Мітки: одержання, спосіб, заготовки, блюмової
Формула / Реферат:
Способ получения блюмовой заготовки, включающий нагрев слитков, горячую прокатку на обжимном стане, отрезку головной и донной части и порезку раската заданного размера на мерные длины, отличающийся тем, что после удаления донной обрези головную часть раската отрезают в несколько приемов, вначале отрезают крайнюю часть головной обрези при соотношении отрезаемой части к общей длине раската 10 - 12 : 100, а последующую отрезку ее производят с...
Спосіб механічної обробки заготовки прокатного виробу
Номер патенту: 366
Опубліковано: 30.04.1993
Автори: Череднічок Віталій Тимофійович, Дідківський Олександр Володимирович, Бєляєв Данило Іванович, Ротару Іон Теодорович, Бондарук Андрій Всеволодович, Кучук-Яценко Сергій Іванович, Богорський Михайло Володимирович, Ашимов Марат Ашимович, Тільга Степан Сергійович
МПК: B23K 11/04
Мітки: механічної, прокатного, обробки, виробу, спосіб, заготовки
Формула / Реферат:
Формула изобретенияСпособ механической обработки заготовки прокатного изделия, сваренного контактной стыковой сваркой, при котором ножи, охватывающие поперечное сечение заготовки, размещают на заготовке непосредственно после сварки, прижимают к заготовке и перемещают относительно заготовки в продольном направлении, отличающийся тем, что, с целью повышения качества обработки, вследствие более полного удаления грата и предотвращения...
Спосіб очищення поверхні заготовки після нагріву
Номер патенту: 22791
Опубліковано: 21.04.1998
Автори: Дуднік Юрій Васильович, Бойко Анатолій Григорович
МПК: B21B 45/04
Мітки: заготовки, поверхні, спосіб, очищення, нагріву
Формула / Реферат:
Способ очистки поверхности заготовки после нагрева, включающий принудительную подачу очищающего реагента на поверхность заготовки, отличающийся тем, что в качестве реагента используется кислородно-озонная смесь, предварительно разогретая до (0,5 - 0,95)tn, где tn - температура поверхности заготовки, подаваемая под углом к поверхности каждой из сторон заготовки.
Спосіб формування тканини на ткацькому верстаті

Номер патенту: 14761
Опубліковано: 18.02.1997
Автор: Аксюков Віталій Леонідович
МПК: D03D 23/00
Мітки: формування, верстаті, спосіб, тканини, ткацькому
Формула / Реферат:
1. Способ формирования ткани на ткацком станке, заключающийся в том, что нити утка вкладывают в зев основы и прибивают посредством берда к опушке ткани, которую подают навстречу берду, отличающийся тем, что в зев основы впрыскивают в виде аэрозоли смачивающую эмульсию.2. Способ формирования ткани по п.1, отличающийся тем, что избыток аэрозоли эмульсии отсасывают и используют повторно.
Попередній патент: Спосіб прогнозування ризику виникнення рецидивів обструктивного бронхіту у дітей
Наступний патент: Спосіб інтраопераційної рн-метрії
Випадковий патент: Пристрій для утилізації газових грифонів