Склоливарна форма та спосіб її охолодження


Формула / Реферат
1. Склоливарна форма для машини формування скляних виробів, яка має пару важелів (12, 14) форми, змонтованих на шарнірній стійці (16 або 104, або 130) з забезпеченням можливості їх переміщення назустріч один одному й у різні боки один відносно одного, принаймні одну, деталь (18) форми, що несе на собі кожний з важелів і виконана з можливістю зістиковуватися з іншою такою ж деталлю для утворенням форми для формування скляного виробу, причому в кожній з деталей (18) форми виконаний, принаймні один, канал для охолодної рідини, що має впускний і випускний отвори, які розташовані на одному з торців деталі форми, а кожний з важелів (12, 14) форми має впускний (44, 52) і випускний (48, 56) канали для потоку охолодної рідини, що приєднуються в процесі роботи до впускного і випускного отворів принаймні однієї деталі форми, а також джерело (72, 76) охолодної рідини, що подається, і магістраль повернення (74, 78) охолодної рідини, підключені до шарнірної стійки, яка відрізняється тим, що додатково має перший канал (32, 34, 35) для охолодної рідини, що проходить наскрізь через шарнірну стійку і розташований між джерелом охолодної рідини і впускними каналами для потоку охолодної рідини, які є у важелях форми, і другий канал (36, 38, 39) для охолодної рідини, що проходить наскрізь через шарнірну стійку і розташований між випускними каналами для потоку охолодної рідини в зворотному напрямку, які є у важелях форми, і магістраллю повернення охолодної рідини, з'єднуючи їх між собою і створюючи замкнутий контур.
2. Форма за п. 1, яка відрізняється тим, що шарнірна стійка (16 або 104, або 130) має подовжену циліндричну частину, на якій змонтовані з забезпеченням можливості їх обертання важелі форми, при цьому обидва канали для охолодної рідини мають першу частину (32, 36), яка проходить в осьовому напрямку наскрізь через шарнірну стійку, і другу частину (34 або 35, 38 або 39), яка проходить в радіальному напрямку до окружної поверхні її циліндричної частини, впускний і випускний канали для потоку охолодної рідини, які присутні в кожному важелі форми, мають ділянки (44, 52 і 48, 56), які суміщені в радіальному напрямку з другими частинами першого і другого каналів для охолодної рідини.
3. Форма за п. 2, яка відрізняється тим, що важелі (12, 14) форми містять колектор (64, 70) для охолодної рідини, який несе на собі кожний з важелів форми, причому впускний і випускний канали для охолодної рідини проходять наскрізь через важіль форми від шарнірної стійки до колекторів і далі в зворотному напрямку наскрізь через колектори (60, 66 і 62, 68) до деталей форми.
4. Форма за п. 2, яка відрізняється тим, що додатково має ущільнення (88), які несуть на собі важелі форми для забезпечення їх герметичного прилягання до периферійної поверхні циліндричної частини шарнірної стійки (16, або 104, або 130), забезпечуючи при цьому надійне роз'єднання других частин першого і другого каналів.
5. Форма за п. 4, яка відрізняється тим, що додатково включає підшипники (80), які несуть на собі важелі форми, які виконані з можливістю контакту з периферійною поверхнею зазначеної циліндричної частини шарнірної стійки.
6. Форма за пп. 1-5, яка відрізняється тим, що шарнірна стійка (16 або 104, або 130) має кінцеву частину, яка закріплена в опорному кронштейні (28 або 106, або 132) форми.
7. Форма за п. 6, яка відрізняється тим, що кінцева частина (26 або 108) шарнірної стійки виконана конічною та має можливість самоцентрування.
8. Форма за п. 6, яка відрізняється тим, що шарнірна стійка (16 або 104) закріплена в опорному кронштейні (28 або 106) форми, а важелі (12, 14) форми змонтовані на ній з забезпеченням можливості зняття з опорної стійки.
9. Форма за п. 8, яка відрізняється тим, що додатково включає тимчасову стійку (100) для знімного кріплення до верхнього кінця шарнірної стійки (16 або 104) для забезпечення можливості зняття важелів форми (12, 14) з шарнірної стійки шляхом їх пересування на тимчасову стійку.
10. Форма за п. 6, яка відрізняється тим, що шарнірна стійка (130) разом з важелями (12, 14) форми виконані з можливістю забезпечення їх видалення з опорного кронштейна форми при зніманні.
11. Форма за п. 6, яка відрізняється тим, що джерело охолодної рідини і магістраль повернення охолодної рідини мають деталі (76, 78) з'єднувальної арматури для приєднання до осьового кінця шарнірної стійки (16), що знаходиться всередині опорного кронштейна (28).
12. Форма за п. 6, яка відрізняється тим, що перший і другий канали для охолодної рідини, виконані в шарнірній стійці, мають ділянки, які проходять у поперечному напрямку відносно опорного кронштейна (106 або 132), і ділянки (112, 118), виконані в опорному кронштейні форми, для приєднання їх, відповідно, до джерела охолодної рідини і магістралі повернення охолодної рідини.
13. Спосіб охолодження склоливарних форм для машин формування скляних виробів, який полягає в тому, що встановлюють пару відповідних деталей (18) форми на відповідному важелі (12, 14) форми з забезпеченням можливості суміщення і стикування останніх і утворення форми для формування скляного виробу, встановлюють важелі (12, 14) форми на шарнірній стійці (15 або 104, або 130) із забезпеченням можливості їх повертання і переміщень назустріч один одному й у різні боки один відносно одного, який відрізняється тим, що в кожній з деталей форми виконано, принаймні один канал для охолодної рідини, що має впускний і випускний отвори, а в кожному з важелів форми виконані впускний (44, 52) і випускний (48, 56) канали для потоку охолодної рідини, що приєднують в процесі роботи до впускного і випускного отворів деталей форми, а шарнірна стійка має перший (32, 34, 35) і другий (36, 38, 39) канали для охолодної рідини, що приєднують, відповідно, до впускного і випускного каналів для потоку охолодної рідини, які виконані в важелях форми, при цьому забезпечують циркуляцію охолодної рідини з надходженням її через шарнірну стійку і важелі форми в деталі форми і наступним поверненням охолодної рідини в зворотному напрямку.
Текст
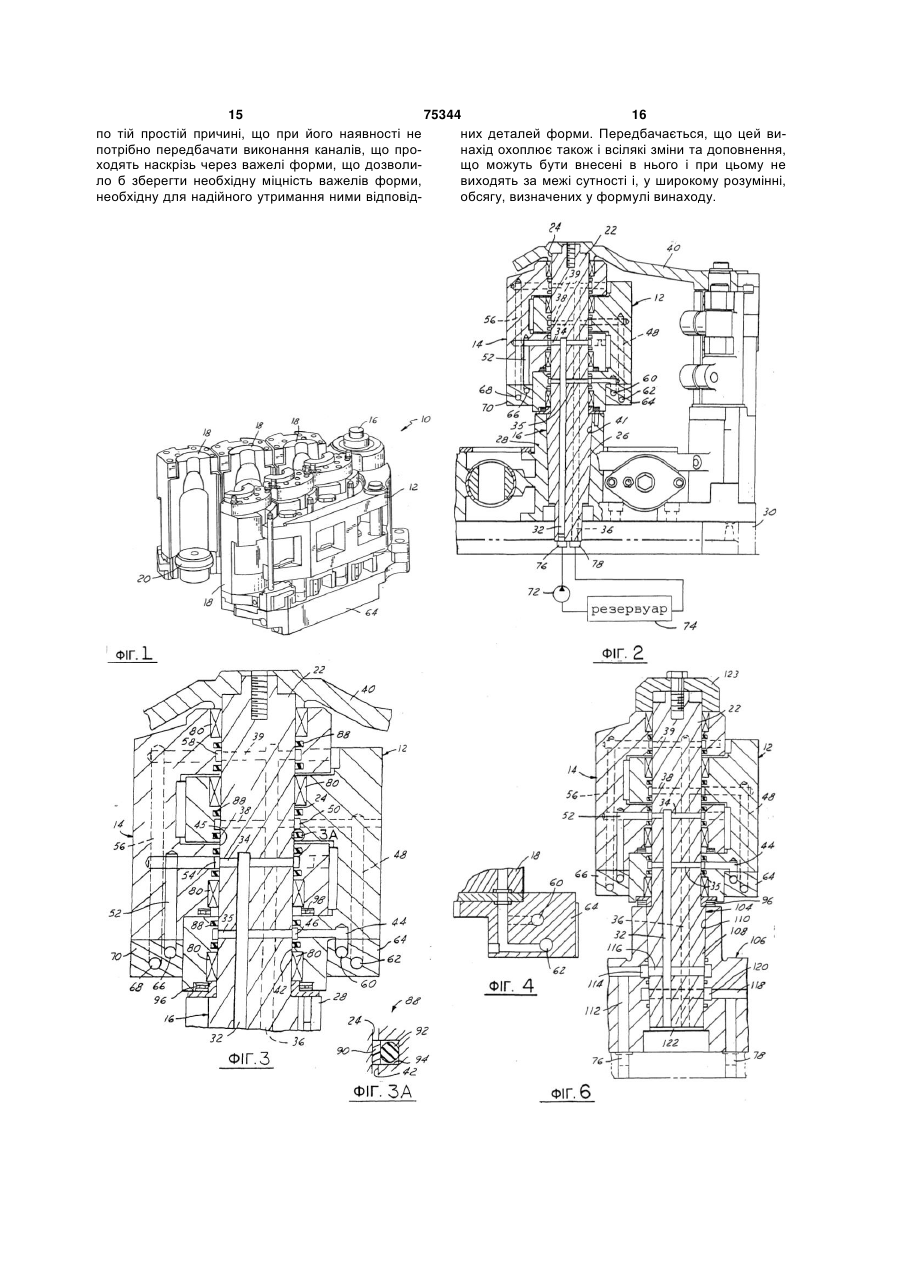
1. Склоливарна форма для машини формування скляних виробів, яка має пару важелів (12, 14) форми, змонтованих на шарнірній стійці (16 або 104, або 130) з забезпеченням можливості їх переміщення назустріч один одному й у різні боки один відносно одного, принаймні одну, деталь (18) форми, що несе на собі кожний з важелів і виконана з можливістю зістиковуватися з іншою такою ж деталлю для утворенням форми для формування скляного виробу, причому в кожній з деталей (18) форми виконаний, принаймні один, канал для охолодної рідини, що має впускний і випускний отвори, які розташовані на одному з торців деталі форми, а кожний з важелів (12, 14) форми має впускний (44, 52) і випускний (48, 56) канали для потоку охолодної рідини, що приєднуються в процесі роботи до впускного і випускного отворів принаймні однієї деталі форми, а також джерело (72, 76) охолодної рідини, що подається, і магістраль повернення (74, 78) охолодної рідини, підключені до шарнірної стійки, яка відрізняється тим, що додатково має перший канал (32, 34, 35) для охолодної рідини, що проходить наскрізь через шарнірну стійку і розташований між джерелом охолодної рідини і впускними каналами для потоку охолодної рідини, які є у важелях форми, і другий канал (36, 38, 39) для охолодної рідини, що проходить наскрізь через шарнірну стійку і розташова 2 (19) 1 3 75344 4 8. Форма за п. 6, яка відрізняється тим, що шарднання їх, відповідно, до джерела охолодної рідинірна стійка (16 або 104) закріплена в опорному ни і магістралі повернення охолодної рідини. кронштейні (28 або 106) форми, а важелі (12, 14) 13. Спосіб охолодження склоливарних форм для форми змонтовані на ній з забезпеченням можлимашин формування скляних виробів, який полягає вості зняття з опорної стійки. в тому, що встановлюють пару відповідних дета9. Форма за п. 8, яка відрізняється тим, що додалей (18) форми на відповідному важелі (12, 14) тково включає тимчасову стійку (100) для знімного форми з забезпеченням можливості суміщення і кріплення до верхнього кінця шарнірної стійки (16 стикування останніх і утворення форми для форабо 104) для забезпечення можливості зняття вамування скляного виробу, встановлюють важелі желів форми (12, 14) з шарнірної стійки шляхом їх (12, 14) форми на шарнірній стійці (15 або 104, або пересування на тимчасову стійку. 130) із забезпеченням можливості їх повертання і 10. Форма за п. 6, яка відрізняється тим, що шапереміщень назустріч один одному й у різні боки один відносно одного, який відрізняється тим, що рнірна стійка (130) разом з важелями (12, 14) форми виконані з можливістю забезпечення їх видав кожній з деталей форми виконано, принаймні лення з опорного кронштейна форми при зніманні. один канал для охолодної рідини, що має впускний 11. Форма за п. 6, яка відрізняється тим, що джеі випускний отвори, а в кожному з важелів форми рело охолодної рідини і магістраль повернення виконані впускний (44, 52) і випускний (48, 56) каохолодної рідини мають деталі (76, 78) з'єднуванали для потоку охолодної рідини, що приєднують льної арматури для приєднання до осьового кінця в процесі роботи до впускного і випускного отворів шарнірної стійки (16), що знаходиться всередині деталей форми, а шарнірна стійка має перший опорного кронштейна (28). (32, 34, 35) і другий (36, 38, 39) канали для охоло12. Форма за п. 6, яка відрізняється тим, що пердної рідини, що приєднують, відповідно, до впускший і другий канали для охолодної рідини, виконого і випускного каналів для потоку охолодної нані в шарнірній стійці, мають ділянки, які прохорідини, які виконані в важелях форми, при цьому дять у поперечному напрямку відносно опорного забезпечують циркуляцію охолодної рідини з надкронштейна (106 або 132), і ділянки (112, 118), ходженням її через шарнірну стійку і важелі форми виконані в опорному кронштейні форми, для приєв деталі форми і наступним поверненням охолодної рідини в зворотному напрямку. Даний винахід стосується охолодження форм в машині для формування скляних виробів, а більш конкретно - стосується рідинного охолодження заготовочних форм і/або склодувних форм в машині з окремими секціями. Галузь переробної промисловості, що пов'язана з виробництвом скляної тари, в даний час обслуговується за допомогою так званої машини з окремими секціями. Такі машини містять в собі деяку множину відособлених або окремих виробничих секцій, кожна з яких має різноманітні робочі механізми для перетворення однієї чи декількох порцій або грудок розплавленого скла в пустотілу скляну тару і для послідовного переміщення скляної тари, що виготовляється, в даній секції машини від одного робочого місця до наступного, іншого робочого місця. Кожна секція такої машини містить в собі одну або декілька заготовочних форм, в яких грудки скла піддаються первинному формуванню шляхом виконання відповідної склодувної чи штампувальної операції, кантувальний важіль для переміщення заготовок у склодувні форми, в яких відбувається видування скляної тари, яка набуває тут своєї остаточної форми, кліщі для виймання відформованої скляної тари й укладання її на нерухому плиту, а також згрібаючий механізм, що переміщує відформовану скляну тару з нерухомої плити на конвеєр. В описі винаходу до патенту США №4362544 є розділ, присвячений передумовам до створення винаходу, де розглядаються як процес формування скляних виробів з послідовним виконанням попередньої та остаточної склодувних операцій, так і процес формування скляних виробів з послідовним виконанням штампувальної і склодувної операцій, і в цьому ж описі розкривається електропневматична машина з окремими секціями, яка призначена для застосування при реалізація будь-якого з цих двох процесів. Раніше охолодження і заготовочних, і склодувних форм машини для формування скляних виробів здійснювалося в більшості випадків подачею повітря, яке направлялося на деталі відповідної форми, або яке продувалося крізь ці деталі. Застосування таких технічних засобів приводить до підвищення температури і до зростання рівня шуму в безпосередній близькості від такої машини в навколишньому середовищі, а також до споживання електроенергії в значній кількості. Крім того, продуктивність машини в цьому випадку обмежується в зв'язку з деякими труднощами у додержанні заданих температури повітря і швидкості потоку повітря в регульованому режимі та з певною здатністю повітря відводити тепло від відповідних частин форми, що також чинить несприятливий вплив на стабільність здійснюваного технологічного процесу і на якість одержуваної скляної тари. Пропонувалося, наприклад, в описах винаходів до патентів США № 3887350 і 4142884, для поліпшення відводу тепла застосовувати відповідну рідину, таку як, наприклад, вода, направляючи її крізь канали, які виконані в окремих деталях форм. Однак відвід тепла при рідинному охолодженні може відбуватися дуже швидко і безконтрольно, принаймні, в деяких окремих зонах форми, і тому повинні бути вжиті відповідні заходи для 5 75344 6 того, щоб сповільнити теплопередачу від внутрішчерез закриту центральну поворотну конструкцію, ньої, чи формотвірної поверхні охолоджуваної виконану у вигляді патрубка. Кожний поворотний деталі форми до зовнішньої, периферійної поверважіль форми має охолодний колектор, що сполухні цієї деталі, всередині якої розташовані канали чається з впускним та випускним отворами для рідинного охолодження. В даній галузі техніки буохолодної рідини, розташованими на нижньому ли запропоновані різноманітні технічні засоби для кінці кожної з відповідних частин форми. Колектор регулювання процесу відводу тепла охолодною з'єднано за допомогою ущільнення з плаваючим рідиною відповідним чином, але жодне з них не валом, вузла поворотного штуцера і колінчатого принесло цілком і повністю задовільних результаважеля до джерела охолодної рідини і до магісттів. ралі повернення охолодної рідини в секційну каВ описі винаходу до європейського патенту меру відповідної секції машини. Кожне поворотне №1084994 А2, переуступленому правонаступнику з'єднання, а саме: між секційною камерою і колінданої заявки, розкриваються система і спосіб охочатим важелем, між колінчатим важелем і вузлом лодження формотвірних форм, що застосовуються поворотного штуцера, а також між вузлом повороу машині для формування скляних виробів, в якій тного штуцера і ущільненням з плаваючим валом кожна така форма містить корпус, конструкція якомає поворотний патрубок двосторонньої дії, призго теплопровідна, і який має центральну частину з начений для забезпечення подачі охолодної рідиформотвірною поверхнею для надання відповідної ни колекторам і відповідним деталям форми, а форми розплавленому склу і периферійну частитакож для забезпечення повернення охолодної ну, розташовану на деякій відстані в радіальному рідини від колекторів і відповідних деталей форми. напрямку ззовні щодо зазначеної центральної часДинамічні ущільнення плаваючого типу між колектини. По всій периферійній частині корпуса форми торами для охолодної рідини і відповідними детавиконана деяка множина каналів для охолодної лями форми, а також між колекторами для охолорідини, які розташовані на деякій відстані один від дної рідини і механізмами поворотних патрубків одного і розміщені за певною схемою, і по зазнапризначені для того, щоб забезпечити можливість ченим каналам з метою відводу тепла від корпуса, відносного руху між зазначеними вузлами при відяке надходить за рахунок теплопровідності від криванні і закриванні відповідних частин форми в його формотвірної поверхні, направляється охопроцесі її використання. лодна рідина. Для уповільнення процесу теплопеНезважаючи на те, що розкриті у вищезгадаредачі від формотвірної поверхні до каналів для них заявках системи і способи охолодження форм, охолодної рідини передбачається наявність деякої що застосовувались у машині для формування множини отворів, які проходять в осьовому напряскляних виробів, і призначалися для вирішення мку всередину корпуса, займаючи по радіусу пропроблем, які до того часу продовжували існувати в міжне положення між, принаймні, деякими з зазнаданій галузі техніки, проте усе ще бажаними зачених каналів для охолодної рідини і лишаються подальші вдосконалення в цьому наформотвірною поверхнею. Ці отвори проникають прямку. Зокрема, бажано було б усунути всі шланна певну глибину всередину корпуса форми при ги для охолодної рідини, а також інші з'єднувальні цьому вони або не виходять з корпуса назовні, або пристрої, що знаходяться ззовні важелів форми і проходять наскрізь через усю товщу корпуса форпо яких проходить охолодна рідина. Крім того, цими, у повній відповідності з контуром формотвірної ркулююча охолодна рідина має підвищену темпеповерхні та узгоджено з іншими параметрами техратуру, і тому дуже бажано було б зменшити ймонологічного процесу для того, щоб забезпечити вірність як пошкодження контуру, по якому відповідне регулювання процесу теплопередачі проходить потік охолодної рідини, так і виникнення від формотвірної поверхні до каналів для охолодвитоків, з огляду на тяжкі умови, характерні для ної рідини. Зазначені отвори можуть бути повністю режимів роботи, в яких доводиться експлуатувати або частково заповнені відповідним матеріалом з систему для формування скляних виробів. Розпметою додаткового впорядкування процесу теплолавлене скло, абразивні частинки, що містяться в передачі від формотвірної поверхні до каналів з склі, а також використання мастильних матеріалів, охолодною рідиною. Корпус форми виготовляєтьщо відслужили свій термін - усе це може викликати ся з аустенітного жаростійкого та корозійностійкого ушкодження шлангів, трубопроводів і поворотної нірезист-чавуну з кулястим графітом, що має підз'єднувальної арматури. В зв'язку з важкими умовищений вміст кремнію і молібдену. Корпус форми вами експлуатації і впливом дуже великих вібрамає торцеві кришки, що призначені для регулюційних зусиль, що виникають при роботі машини вання потоку охолодної рідини, яка надходить ченавіть в нормальному її режимі, може відбуватися рез множину проходів в зазначені канали для охоослаблення кріплення шлангів, трубопроводів і лодної рідини. Така форма може іншої з'єднувальної арматури, а також в них мовикористовуватися як заготовочна форма, або як жуть виникати різні явища "втоми" матеріалу, і, склодувна форма. крім того, вони також перешкоджають швидкому В описі винаходу до європейського патенту виконанню відповідних операцій при проведенні №1127856 А2, переуступленому правонаступнику робіт з технічного обслуговування, ремонту і заміні даної заявки, розкриваються система та спосіб окремих деталей форми і повністю різних робочих охолодження форм для одержання скляних виромеханізмів машини. Таким чином, загальною мебів за допомогою потоку охолодної рідини, що натою цього винаходу є створення такої системи і правляється на відповідні половини заготовочної такого способу охолодження або заготовочних або склодувної форми, яка знаходиться в машині форм, або склодувних форм, які застосовуються в для формування скляних виробів, і яка надходить машині для формування скляних виробів, при ре 7 75344 8 алізації яких передбачається розміщення цілком і рми до відповідних деталей форми, а потім поверповністю всіх каналів, по яким проходить потік тається назад від цих деталей форми, проходячи охолодної рідини, всередині складових частин при цьому наскрізь через важелі форми і шарнірну машини, завдяки чому забезпечується надійний стійку до магістралі повернення охолодної рідини. захист цих каналів від абразивного стирання і від Шарнірна стійка в найкращому варіанті свого втівиникнення в них явищ "втоми" матеріалу при екслення містить в собі подовжену циліндричну часплуатації їх у тяжких умовах, характерних для ретину, на якій шарнірно змонтовані важелі форми. жимів роботи, в яких доводиться експлуатувати Як перший, так і другий канали для охолодної рісистему для формування скляних виробів. дини, кожний з яких містять у собі першу частину, Запропоновані відповідно до цього винаходу яка проходить в осьовому напрямку всередині кращі варіанти виконання системи і втілення спошарнірної стійки, і другу частину, яка проходить у собу за цим винаходом забезпечують подачу охорадіальному напрямку до зовнішньої поверхні цилодної рідини до відповідних деталей або половин ліндричної частини шарнірної стійки. Впускний і заготовочних чи склодувних форм, що застосовувипускний канали для потоку охолодної рідини, які ються в машині для формування скляних виробів, є в кожному з двох важелів форми, містять у собі а також відвід охолодної рідини від цих деталей за такі ділянки, що збігаються в осьовому напрямку і допомогою підвідних та зворотних каналів для суміщені в радіальному напрямку із зазначеними охолодної рідини, що проходять крізь шарнірну другими частинами першого і другого каналів для стійку, на якій монтуються важелі форми, і далі охолодної рідини, призначених для подачі охолодкрізь ці важелі форми до кожної із зазначених деної рідини із шарнірної стійки і повернення охолоталей форми, а вже звідти назад. В кращих варіадної рідини в цю стійку, незалежно від положення, нтах втілення цього винаходу передбачається розщо займають важелі форми при їх повертанні на ташовувати колектор знизу кожного важеля шарнірній стійці. Важелі форми мають ущільнення форми, а канали для охолодної рідини, які викощо забезпечують їх герметичне прилягання до нуються у важелях форми проходять наскрізь чезазначеної периферійної поверхні циліндричної рез колектор до відповідних деталей форми, а частини шарнірної стійки, забезпечуючи при цьому звідти проходять у зворотному напрямку. Система в найкращому варіанті втілення винаходу ущільохолодження форми, що міститься в машині для нення зазначених других частин першого і другого формування скляних виробів, виконана у відповідканалів відносно один одного. Важелі форми маності з цим винаходом, таким чином, містить пару ють підшипники, що входять у контакт з перифеважелів форми, змонтованих на шарнірній стійці з рійною поверхнею циліндричної частини шарнірної забезпеченням при цьому можливості переміщенстійки, причому в найкращому варіанті втілення ня їх на ній назустріч один одному і в різні сторони винаходу цю поверхню піддають зміцненню і викоодин від одного, а також, принаймні, по одній деристовують як внутрішню бігову доріжку підшипниталі форми, яка переміщується за допомогою кожків кочення. Таким чином, внутрішній об'єм зазнаного з зазначених двох важелів форми, які утвоченої шарнірної стійки в найкращих варіантах рюють пару, причому ці деталі форми виконані втілення цього винаходу цілком і повністю надатаким чином, щоб вони суміщалися одна з одною з ється для формування в ньому відповідних каналів утворенням з них при цьому відповідної заготоводля потоку охолодної рідини, що проходять начної форми, або склодувної форми, що застосовускрізь через шарнірну стійку. ється у виробництві скляних виробів. У кожній із Шарнірна стійка має нижню кінцеву частину, зазначених деталей форми виконаний, принаймні що закріплюється в опорному кронштейні форми, один, канал для охолодної рідини, що має впускабо в будь-якій інший придатній для використання ний і випускний отвори, розташовані на одному з з цією метою нерухомій конструкції, що розташоторців цієї деталі форми, причому кожний з важевана на секційній камері кожної окремої секції малів форми має впускний і випускний канали для шини. Зазначена нижня кінцева частина шарнірної потоку охолодної рідини, що приєднуються в простійки в найкращому варіанті втілення цього винацесі роботи до відповідних впускних і випускних ходу має конічну конструкцію, що звужується, яка отворів тієї деталі форми, що змонтована на дазабезпечує самоцентрування цієї частини в опорному важелі. Джерело охолодної рідини, яка поданому кронштейні. Шарнірна стійка може бути або ється, і магістраль повернення охолодної рідини закріплена в опорному кронштейні, а важелі форрозташовані в безпосередній близькості від шарми змонтовані на ній із забезпеченням при цьому нірної стійки і знаходяться у фіксованому поломожливості їх зняття з опорної стійки, або шарнірженні. Перший канал для охолодної рідини прохона стійка разом з важелями форми можуть бути дить наскрізь через зазначену шарнірну стійку і виконані таким чином, щоб була забезпечена морозташовується між джерелом охолодної рідини і жливість виймання їх усіх разом у вигляді єдиного впускними каналами для потоку охолодної рідини, вузла з опорного кронштейна форми. Джерело які містяться у важелях форми, а другий канал для охолодної рідини і магістраль повернення охолодохолодної рідини проходить наскрізь через ту ж ної рідини можуть бути закріплені на нижньому в шарнірну стійку і розташовується між випускними осьовому напрямку кінці шарнірної стійки, або моканалами для потоку охолодної рідини, які місжуть бути приєднані до шарнірної стійки за допотяться у важелях форми, і магістраллю поверненмогою відповідних каналів для охолодної рідини, ня охолодної рідини, з'єднуючи їх між собою. Тавиконаних в опорному кронштейні форми. ким чином, потік охолодної рідини проходить по Даний винахід, поряд з додатковими цілями, замкнутому контуру від джерела охолодної рідини ознаками і перевагами, що він має, очевидний з наскрізь через шарнірну стійку і через важелі фонаступного його опису, формули винаходу та кре 9 75344 10 слень, що додаються, на яких: машині з окремими секціями, яка може бути втілеФіг.1 являє собою зображений у перспективі на або у вигляді лінійної машини, або у вигляді місцевий вигляд робочої позиції зі склодувною ротаційної машини. Крім того, варто також розуміформою в машині з окремими секціями, що облати, що хоча робоча позиція 10, яка показана на днана системою охолодження деталей склодувної Фіг.1, і являє собою робочу позицію для так званої форми відповідно до найкращого в даний час вапотрійної машини з окремими секціями для форріанта втілення винаходу. мування скляних виробів з грудок розплавленого Фіг.2 являє собою зображений у розрізі місцескла, що містить по три пари деталей 18 форми, вий вигляд робочої позиції зі склодувною формою, проте цей винахід може бути в однаковій мірі випоказаної на Фіг.1, причому розріз проведений по користаний стосовно також і до так званих одинашарнірній стійці, на якій змонтовані важелі склодурних, здвоєних, зчетверених машин і інших типів вної форми. машин для формування скляних виробів. Фіг.3 являє собою зображений у розрізі і в збіЯк показано на Фіг.2 і 3, шарнірна стійка 16 мільшеному масштабі місцевий вигляд частини ростить циліндричну верхню частину 22 з циліндричбочої позиції зі склодувною формою, показаної на ною зовнішньою поверхнею 24, на якій шарнірно Фіг.2. змонтовано важелі 12, 14 форми, та конічну нижню Фіг.3А являє собою зображений у збільшеному частину 26, що звужується, і яка монтується всемасштабі вигляд частини, показаної на Фіг.3 у відредині опорного кронштейна 28, закріпленого на повідному кружечку. секційній камері 30 відповідної відособленої секції Фіг.4 являє собою зображений у розрізі місцемашини з окремими секціями. Перший канал 32 вий вигляд, на якому показана сполучна муфта, для охолодної рідини проходить в осьовому нащо з'єднує колектор для охолодної рідини з відпопрямку наскрізь через нижню частину 26 шарнірної відними деталями склодувної форми, яка міститьстійки 16 у її верхню частину 22, а потім у попереся на робочій позиції зі склодувною формою, покачному напрямку на ділянках 34 і 35 до поверхні 24 заною на Фіг.1. верхньої частини 22 шарнірної стійки. Аналогічним Фіг.5 являє собою зображений у розрізі виобразом, другий канал 36 для охолодної рідини гляд, аналогічний показаному на Фіг.2, але на якопроходить в осьовому напрямку наскрізь через му демонструється спосіб розбирання важелів нижню частину 26 шарнірної стійки 16 у її верхню форми. частину 22, а потім у поперечному напрямку на Фіг.6 являє собою зображений у розрізі й у ділянках 38 і 39 до поверхні 24 верхньої частини збільшеному масштабі місцевий вигляд частини 22. Випускні кінці поперечних або бічних ділянок робочої позиції зі склодувною формою, що показує 34, 35, 38 і 39 каналів для охолодної рідини розвидозмінений варіант втілення даного винаходу. ташовані з певними проміжками один від одного в Фіг.7 являє собою зображений у розрізі місцепоздовжньому напрямку по шарнірній стійці 16. вий вигляд ще одного варіанта втілення даного Бічні ділянки 34 і 35 зазначених каналів, як покавинаходу. зано на Фіг.2 і 3, лежать в одній і тій самій площиНа Фіг.1 і 2 показано частину робочої позиції ні, хоча це і не є обов'язковою умовою. Те ж саме 10 зі склодувною формою, що знаходиться в одній зауваження справедливе також і для бічних діляіз секції машини з окремими секціями для формунок 38 і 39 зазначених каналів. Нижня частина 26 вання скляних виробів, яка обладнана системою шарнірної стійки, виконана так, що звужується до подачі охолодної рідини до форми, відповідно до нижнього свого кінця, що забезпечує самоцентруодного із найкращих у даний час варіантів втіленвання і самовирівнювання шарнірної стійки у відня цього винаходу. Передбачається наявність паповідному отворі 41, передбаченому в опорному ри важелів 12, 14 форми, які із забезпеченням кронштейні 28 форми. Передбачається наявність можливості їх обертання змонтовані на нерухомій кронштейна 40, що має здатність протистояти прошарнірній стійці 16. Кожний з цих важелів форми гинам, який змонтовано на несучому опорному несе на собі деяку множину половин або відповідкронштейні 28 форми із забезпеченням можливосних деталей 18 кожної форми. Кожна з таких детаті його провертання і призначено для введення лей 18 відповідної форми виконана таким чином, його в зачеплення з верхньою кінцевою частиною щоб мати можливість зістиковуватися з розташо22 шарнірної стійки 16 та утримання шарнірної ваною напроти неї відповідною деталлю тієї ж фостійки у певному положенні по відношенню до рми, що несе на собі протилежний важіль форми, опорного кронштейна 28. з утворенням при цьому порожнини форми, у якій і Важіль 12 форми має циліндричний розточевідбувається формування скляного виробу. Найний отвір 42, в осьовому напрямку якого цей вакращі в цей час варіанти втілення винаходу покажіль насаджується на циліндричну верхню частину зані стосовно до робочої позиції 10 із заготовоч22 шарнірної стійки 16. Впускний канал 44 для поною формою, в якій кожна пара відповідних току охолодної рідини, виконаний у важелі 12 фодеталей 18 форми зістиковується з нижнім елемерми, проходить до окружного каналу 4 6, розташонтом 20 форми і, крім того, ці деталі зістиковуютьваного навколо розточеного отвору 42, і ся одна з другою, утворюючи при цьому порожнизнаходиться при складанні даного вузла в строго ну повітродувної форми. Однак варто розуміти, що вивіреному положенні в радіальному й осьовому система подачі охолодної рідини, яка виконана напрямках по відношенню до зовнішніх кінців бічвідповідно до цього винаходу, в однаковій мірі моної ділянки 35 каналу для охолодної рідини, викоже бути використана стосовно також умов охолонаного в шарнірній стійці 16. Випускний канал 48 дження заготовочних форм, що знаходяться на для потоку охолодної рідини, виконаний у важелі робочій позиції з заготовочними формами, що є в 12 форми, проходить до окружного каналу 50, роз 11 75344 12 ташованого навколо розточеного отвору 42 важерідина, що проходить крізь ці колектори, подається ля 12 форми, збігаючись в осьовому напрямку з до відповідних деталей форми, а охолодна рідина, кінцями бічної ділянки 38 каналу для охолодної що повертається назад, надходить від відповідних рідини, виконаного в шарнірній стійці 16, і суміщадеталей форми до каналів 62 і 68, які виконані у ючись із зазначеними кінцями цієї бічної ділянки в зазначених колекторах. Через ці колектори охолорадіальному напрямку. Аналогічним чином, важіль дна рідина, що повертається назад, надходить по 14 форми має впускний канал 52 для потоку охоканалах 48 і 56, які виконано, відповідно, у важелодної рідини, приєднаний до окружного каналу лях 12 і 14 форми, а також по ділянках 38 і 39 ка54, розташованого навколо циліндричного розтоналів для охолодної рідини, які виконано у шарнірченого отвору 45, і знаходиться в строго вивіреноній стійці 16, у канал 36 повернення охолодної му положенні в осьовому та радіальному напрямрідини, що знаходиться всередині зазначеної шаках по відношенню до кінців бічної ділянки 34 рнірної стійки, і уже звідти зливається до піддону каналу для охолодної рідини, виконаного в шарнірезервуара 74 (див. Фіг.2) збору охолодної рідини. рній стійці 16, а випускний канал 56 приєднаний до Безумовно, при цьому варто розуміти, що і насос окружного каналу 58 і знаходиться в строго виві72, і резервуар 74 звичайно розташовуються на реному положенні в осьовому та радіальному надеякій відстані від відповідної секції машини і припрямках по відношенню до бічної ділянки 39 канаєднуються до відповідних деталей 76 і 78 з'єднулу для охолодної рідини, виконаного в шарнірній вальної арматури всіх окремих секцій машини за стійці 16. Зазначені окружні канали 46, 50, 54 і 58 допомогою відповідної мережі трубопроводів, що проходять цілком і повністю навколо внутрішніх проходять через секційні камери цих секцій і зв'ярозточених отворів 42 і 45, виконаних, відповідно, зують ці камери як із джерелом охолодної рідини, у важелях 12 і 14 форми, і забезпечують наявність що подається, так і з магістраллю повернення гідравлічного зв'язку між зазначеними каналами охолодної рідини. для охолодної рідини, незалежно від положення, Важіль 12 форми спирається, з забезпеченням що займають важелі 12 і 14 форми при проверпри цьому можливості його повертання, на шарнітанні їх навколо шарнірної стійки 16. рну стійку 16, на якій він утримується за допомоУ найкращих варіантах втілення винаходу, погою пари розташованих у поздовжньому напрямку казаних на кресленнях, впускні канали 44 і випусквідносно зазначеної шарнірної стійки на певній ні канали 48, які виконані у важелі 12 форми, яввідстані друг від друга роликових підшипників 80, ляють собою канали, що мають Г-образну форму, що прилягають по колу до зовнішньої поверхні 24 які з'єднуються з відповідними каналами 60 і 62, верхньої частини 22 шарнірної стійки. Аналогічним виконаними в колекторі 64 (див. Фіг.1-3), що розчином, важіль 14 форми також спирається з заташований уздовж нижнього ребра важеля 12 фобезпеченням при цьому можливості його поверрми. Аналогічним чином, впускні канали 52 і випустання на шарнірну стійку 16, на якій він, відповідкні канали 56, виконані у важелі 14 форми, також но, утримується за допомогою пари розташованих являють собою канали, що мають Г-подібну фору поздовжньому напрямку відносно зазначеної му, що з'єднуються з відповідними каналами 66 і шарнірної стійки на певній відстані друг від друга 68, виконаними в колекторі 70, що розташований роликових підшипників 80. Ці підшипники 80 також уздовж нижнього ребра важеля 14 форми. Канали прилягають по колу до зовнішньої поверхні 24 60 і 62, виконані в колекторі 64, а також канали 66 і верхньої частини 22 шарнірної стійки. Поверхню 68, виконані в колекторі 70, проходять у поздовж24 у найкращому варіанті втілення цього винаходу ньому напрямку наскрізь через відповідні колектопіддають відповідній обробці з метою її зміцнення, ри і приєднуються до відповідних впускного і випувикористовуючи цю поверхню як внутрішню бігову скного отворів каналів для охолодної рідини, доріжку відразу для декількох відповідних підшипвиконаних у деталях 18 форми, як це найкраще ників кочення. Важелі форми мають пару змонтовидно на Фіг.4. Спосіб приєднання зазначених кованих на них ущільнень 88, що розташовані з пролекторів до відповідних деталей форми найбільш тилежних в осьовому напрямку один відносно повно розглянутий в описі винаходу до європейсьодного сторін кожного з розташованих збоку окрукого патенту №1127856 А2, посилання на який жних каналів 46, 54, 50 і 58 з виходом в них бічних наведено вище. У конкретному варіанті втілення ділянок каналів для охолодної рідини. Кожне таке цього винаходу, показаному на Фіг.2-3, перший і ущільнення 88 містить у собі кільцевий ущільнюдругий канали 32 і 36, виконані в шарнірній стійці вальний елемент 90 (див. Фіг.3А), виконаний з ан16, закінчуються у нижнього в осьовому напрямку тифрикційного підшипникового матеріалу, наприторця шарнірної стійки. Передбачається наявність клад, такого, як тефлон, і пружне ущільнювальне насоса 72 для перекачування охолодної рідини, кільце 92 круглого поперечного перерізу, розташоякий приєднано до резервуара 74 і призначається ване у виїмці 94, виконаній всередині відповідного для подачі охолодної рідини під тиском до деталі 7 розточеного отвору 42, 45, який є в кожнім з важе6 з'єднувальної арматури, вставленої з нижнього лів форми. Може передбачатися наявність додаткінця в канал 32, а в резервуар 74 повертається кового каналу, виконаного в шарнірній стійці 16, назад охолодна рідина, що зливається через деякий призначається для зливу охолодної рідини, таль 78 з'єднувальної арматури, вставленої з нижщо просочується через відповідні ущільнення, якнього кінця в канал 36. Таким чином, охолодна що виникне така необхідність. Важіль 12 форми рідина, що подається під тиском через канал 32 до підтримується в осьовому напрямку з забезпеченбічних ділянок 34 і 35 каналів для охолодної рідиням при цьому можливості його повертання за ни, звідти надходить далі до каналів 60 і 66, викодопомогою відповідного буртику, виконаного на наним, відповідно, у колекторах 64 і 70. Охолодна шарнірній стійці 16, а також за допомогою опорно 13 75344 14 го кронштейна 28 форми і, крім того, за допомогою отвору 110, збігаючись при цьому в осьовому і комплекту 96 голчастих підшипників і упорних радіальному напрямках з поперечним каналом шайб. Аналогічним чином, важіль 14 форми також 122, виконаним у нижній частині 108 зазначеної підтримується в осьовому напрямку з забезпеченшарнірної стійки і сполученим із другим каналом ням при цьому можливості його повертання, спи36, виконаним у цій шарнірній стійці. Таким чином, раючись на важіль 12 форми, за допомогою відпоу даному варіанті втілення цього винаходу канали відного комплекту 98 голчастих підшипників і 112 і 116, виконані в опорному кронштейні 106 упорних шайб. У варіанті втілення цього винаходу, форми, приєднуються через деталі 76 і 78 з'єднупоказаному на Фіг.3, важелі 12 і 14 форми виконані вальної арматури, відповідно, до джерела охолодз забезпеченням можливості зняття їх із шарнірної ної рідини і до магістралі її повернення, сполучаюстійки 16, тоді як шарнірна стійка 16 продовжує чи тим самим зазначені джерело охолодної рідини залишатися на своєму місці, оскільки вона закріпі магістраль її повернення, відповідно, з каналами лена в опорному кронштейні 28 форми. Спосіб 32 і 36, виконаними в шарнірній стійці 104. (Такий зняття важелів форми показано на Фіг.5. Кронспосіб з'єднання джерела охолодної рідини і магісштейн 40, що має здатність протистояти прогинам, тралі повернення охолодної рідини може бути тавиводять із стикання з верхнім кінцем шарнірної кож використаний і стосовно до варіанта втілення стійки 16 (див. Фіг.2 і 3) , до якого цей кронштейн цього винаходу, що показаний на Фіг.2-5). Вузол притискається під впливом на нього відповідного важелів форми в зборі із шарнірною стійкою може притискного зусилля, а замість нього до верхнього бути видалений з опорного кронштейна 106 за кінця шарнірної стійки 16 за допомогою болта 102 допомогою спеціального затискного інструмента кріпиться тимчасова стійка 100. При цьому зазна123, за допомогою якого піднімають шарнірну стійчена стійка 100 має точно такий же зовнішній діаку разом із змонтованими на ній важелями форми метр, як і верхня частина 22 шарнірної стійки 16. на гнізда опорного кронштейна цієї форми. Після Як тільки тимчасова стійка 100 буде поставлена на цього в отвір 110 може бути вставлена нова шарсвоє місце, можна буде вже знімати важелі 12 і 14 нірна стійка в зборі із змонтованими на ній важеіз шарнірної стійки 16, зсуваючи їх по ній в осьолями форми, а гідравлічний зв'язок відповідних вому напрямку разом як єдиний вузол, що складаканалів, виконаних у цій шарнірній стійці, з канається з цих двох важелів форми, нагору доти, поки лами 112 і 118, виконаними в опорному кронштейвони не опиняться на тимчасовій стійці 100, де ні 106, буде при цьому встановлений автоматично. важелі форми закріплюють після цього по місцю за На Фіг.7 показано трохи видозмінений варіант допомогою відповідного затискача, а потім знімавтілення цього винаходу в порівнянні з представють тимчасову стійку 100 разом з ними, від'єднуюленим на Фіг.6, від якого він відрізняється тим, що чи її від верхнього кінця шарнірної стійки 16. Після шарнірна стійка 130 у цьому випадку кріпиться в цього можна буде встановити новий комплект ваопорному кронштейні 132 форми на різьбі 134. желів форми разом з тимчасовою стійкою, на якій При цьому канали 114 і 120 роз'єднані між собою вони закріплені, поверх шарнірної стійки 16, а поза допомогою ущільнень 136, що несе на собі ця тім ці важелі форми, перемістити з ковзанням униз шарнірна стійка. із зазначеної тимчасової стійки на шарнірну стійку Таким чином, у приведеному вище описі розк16 і закріпити там по місцю в своєму робочому риваються спосіб і система охолодження форм, положенні за допомогою кронштейна 40. що застосовуються у машині для формування На Фіг.6 показано інший можливий варіант втіскляних виробів, які цілком відповідають усім вилення цього винаходу, у якому важелі 12 і 14 форкладеним тут раніше цілям і задачам цього винами, а також шарнірна стійка 104 виконані таким ходу. Винахід, що розкривається в даному описі, чином, щоб була забезпечена можливість вийманрозглядається стосовно до двох найбільш кращих ня одночасно всіх цих деталей разом у вигляді на даний період варіантів втілення цього винаходу єдиного вузла з опорного кронштейна 106 важелів і, крім того, тут же описується цілий ряд різних змін форми. Важелі 12 і 14 форми, а також колектори і доповнень, які можуть бути внесені в даний вина64 і 66, що застосовуються в цьому випадку, повхід. Крім описуваних тут, в цей винахід можуть ністю такі ж, як і в розглянутому перед цим варіанті бути внесені також і інші доповнення і зміни, які втілення винаходу. Шарнірна стійка 104 має циліпри ознайомленні з приведеним вище описом мондричну верхню частину 22, як і в розглянутому жуть бути без великих зусиль запропоновані рядоперед цим варіанті втілення цього винаходу, і конівими фахівцями в даній галузі техніки. Наприклад, чну нижню частину 108, що вставляється у відпохоча в розглянутих тут кращих варіантах втілення відний конічний отвір 110, передбачений в опорцього винаходу і передбачається наявність відпоному кронштейні 106. У даному варіанті втілення відних колекторів, що кріпляться під важелями цього винаходу, опорний кронштейн 106 виконаформи і призначених для підведення охолодної ний з впускним каналом 112 для охолодної рідини, рідини до відповідних деталей форми і відводу що виходить в окружний канал 114, що охоплює охолодної рідини назад від цих деталей, проте отвір 100, збігаючись в осьовому і радіальному можна було би також передбачити наявність кананапрямках при складанні даного вузла з поперечлів для підведення і відводу охолодної рідини, ним каналом 116, що сполучається з першим кавиконаних безпосередньо в самих важелях форналом 32 для охолодної рідини, виконаним у шарми, які проходять наскрізь через них, із забезпенірній стійці 104. Аналогічним чином, опорний ченням при цьому прямого гідравлічного зв'язку з кронштейн 106 виконаний також і з другим канавідповідними деталями форми, при наявності якої лом 118 для охолодної рідини, що виходить в відпадає необхідність у застосуванні такого колекокружний канал 120, також розташований навколо тора. Однак, застосування колектора було б краще 15 75344 16 по тій простій причині, що при його наявності не них деталей форми. Передбачається, що цей випотрібно передбачати виконання каналів, що пронахід охоплює також і всілякі зміни та доповнення, ходять наскрізь через важелі форми, що дозволищо можуть бути внесені в нього і при цьому не ло б зберегти необхідну міцність важелів форми, виходять за межі сутності і, у широкому розумінні, необхідну для надійного утримання ними відповідобсягу, визначених у формулі винаходу. 17 Комп’ютерна верстка О. Гапоненко 75344 Підписне 18 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюA casting mold and a method for cooling thereof
Назва патенту російськоюСтеклолитейная форма и способ ее охлаждения
МПК / Мітки
МПК: C03B 9/00
Мітки: охолодження, спосіб, склоливарна, форма
Код посилання
<a href="https://ua.patents.su/9-75344-sklolivarna-forma-ta-sposib-okholodzhennya.html" target="_blank" rel="follow" title="База патентів України">Склоливарна форма та спосіб її охолодження</a>
Ливарна форма для скляного посуду і спосіб її охолодження
Номер патенту: 71910
Опубліковано: 17.01.2005
Автори: Хемблі Дейвід Л., Льюіс Дейвід Л.
МПК: C03B 11/12, C03B 11/06, C03B 9/00
Мітки: спосіб, скляного, форма, посуду, ливарна, охолодження
Формула / Реферат:
1. Ливарна форма для формування скляного посуду, яка містить в собі: принаймні один корпус (6 або 42) з двома протилежними торцями (6а, 6b) та виконаною за одне ціле з ним теплопровідною системою, який має центральну ділянку з поверхнею (7 або 7а) формування для надання форми розплавленому склу і з поздовжньою віссю, яка проходить по поздовжній осі ливарної форми, та периферійну ділянку, що знаходиться в радіальному напрямку назовні відносно...
Кристалічна поліморфна (+)-(s)-форма гідросульфату клопідогрелю (форма 2) (варіанти), спосіб її отримання (варіанти) та фармацевтична композиція
Номер патенту: 70323
Опубліковано: 15.10.2004
Автори: Кастро Бертран, Буске Андре, Сен-Жермен Жан
МПК: A61P 7/02, A61K 31/4365, C07D 495/04
Мітки: спосіб, +)-(s)-форма, клопідогрелю, варіанти, гідросульфату, поліморфна, форма, фармацевтична, отримання, композиція, кристалічна
Формула / Реферат:
1. Кристалічна поліморфна (+)-(S)-форма гідросульфату клопідогрелю (Форма 2), порошок якої має рентгенівську дифрактограму з характеристичними піками, що відповідають міжплощинним відстаням приблизно 4,11, 6,86, 3,60, 5,01, 3,74, 6,49, 5,66 .2. Кристалічна поліморфна (+)-(S)-форма гідросульфату клопідогрелю (Форма 2), яка має інфрачервоний спектр з характеристичними...
Термостат системи рідинного охолодження двигуна внутрішнього згоряння
Номер патенту: 53255
Опубліковано: 15.01.2003
Автори: Докуніхін Валерій Зосимович, Бурдейний Володимир Степанович
МПК: F01P 7/14
Мітки: згоряння, двигуна, рідинного, охолодження, системі, термостат, внутрішнього
Формула / Реферат:
Термостат системи рідинного охолодження двигунів внутрішнього згоряння, що містить корпус із дренажним отвором, розміщений усередині корпуса термочутливий елемент із двома клапанами - основним і пропускним, для регулювання прохідних перетинів каналів підведення охолодної рідини в систему охолодження, який відрізняється тим, що до основного клапана жорстко прикріплена конусна голка, що проходить через дренажний отвір у корпусі і очищує...
Система охолодження двигуна внутрішнього згоряння
Номер патенту: 60870
Опубліковано: 15.10.2003
Автор: Швець Олександр Михайлович
МПК: F01P 3/00
Мітки: внутрішнього, згоряння, охолодження, двигуна, система
Формула / Реферат:
1. Система охолодження двигуна внутрішнього згоряння, що має у своєму складі контур циркуляції охолодної рідини через водяну сорочку блока циліндрів двигуна внутрішнього згоряння, охолодник масла, радіатор, яка відрізняється тим, що охолодник масла розміщений усередині нижнього бачка радіатора системи охолодження.2. Система за п.1, яка відрізняється тим, що теплообмінна поверхня охолодника масла утворена з двох концентрично...
Спосіб охолодження повітря в лаві глибоких шахт та система для охолодження повітря
Номер патенту: 10098
Опубліковано: 30.09.1996
Автори: Денисов Юрий Павлович, Єгоров Сергій Іванович, Смірнов Леонард Федорович, Пудак Валентин Васильович
МПК: E21F 3/00
Мітки: охолодження, лави, спосіб, система, повітря, шахт, глибоких
Формула / Реферат:
1. Способ охлаждения воздуха в лаве глубоких шахт, заключающийся в вентилировании лавы приточным воздухом и местном охлаждении этого воздуха на входе в лаву с отводом тепла из лавы вытяжным вентиляционным потоком, отличающийся тем, что для местного охлаждения воздуха лаву герметизируют со стороны приточного и вытяжного потоков воздуха, например, с помощью перегородки и шлюза, при этом отсасывают из лавы вытяжной поток отработанного...