Установка для різання штаби на прямокутні заготовки
Номер патенту: 83072
Опубліковано: 27.08.2013
Автори: Бортник Валерій Вікторович, Ростовський Костянтин Леонідович
Формула / Реферат
Установка для різання штаби на прямокутні заготовки, що містить послідовно встановлені привідний подавальний рольганг, гільйотинні ножиці, привідний відвідний рольганг, а також роликову проводку, приймальний рольганг із неробочими роликами та упором і пристрій для приймання заготовок, що розташовані з відвідної сторони ножиць, яка відрізняється тим, що вона оснащена додатковою роликовою проводкою, приймальним рольгангом та пристроєм для приймання заготовок, які розташовані з подавальної сторони ножиць, при цьому кожна з роликових проводок у середній своїй частині шарнірно закріплена на нижньому супорті ножиць і з однієї сторони зчленована зі штоком гідроциліндра нахилу, установленого на вищезгаданому супорті, а кожний із приймальних рольгангів виконаний у вигляді двоплечого важеля, шарнірно встановленого на рамі ножиць, одне плече якого виконано у вигляді ряду приймальних балок, установлених із кроком на відстані одна від одної й обладнаних неробочими роликами, а друге плече виконано привідним і зчленоване зі штоком гідроциліндра повороту, шарнірно встановленого на вищезгаданій рамі, крім того упор кожного приймального рольганга встановлений з можливістю переміщення уздовж неробочих роликів за допомогою гідроциліндра, закріпленого на приймальному рольгангу, при цьому кожний пристрій для приймання заготовок виконаний у вигляді привідного візка, який оснащений рядом опорних балок С-подібної форми, установлених між собою із кроком, відповідним кроку розташування приймальних балок двоплечого важеля, й з можливістю розташування між цими балками.
Текст
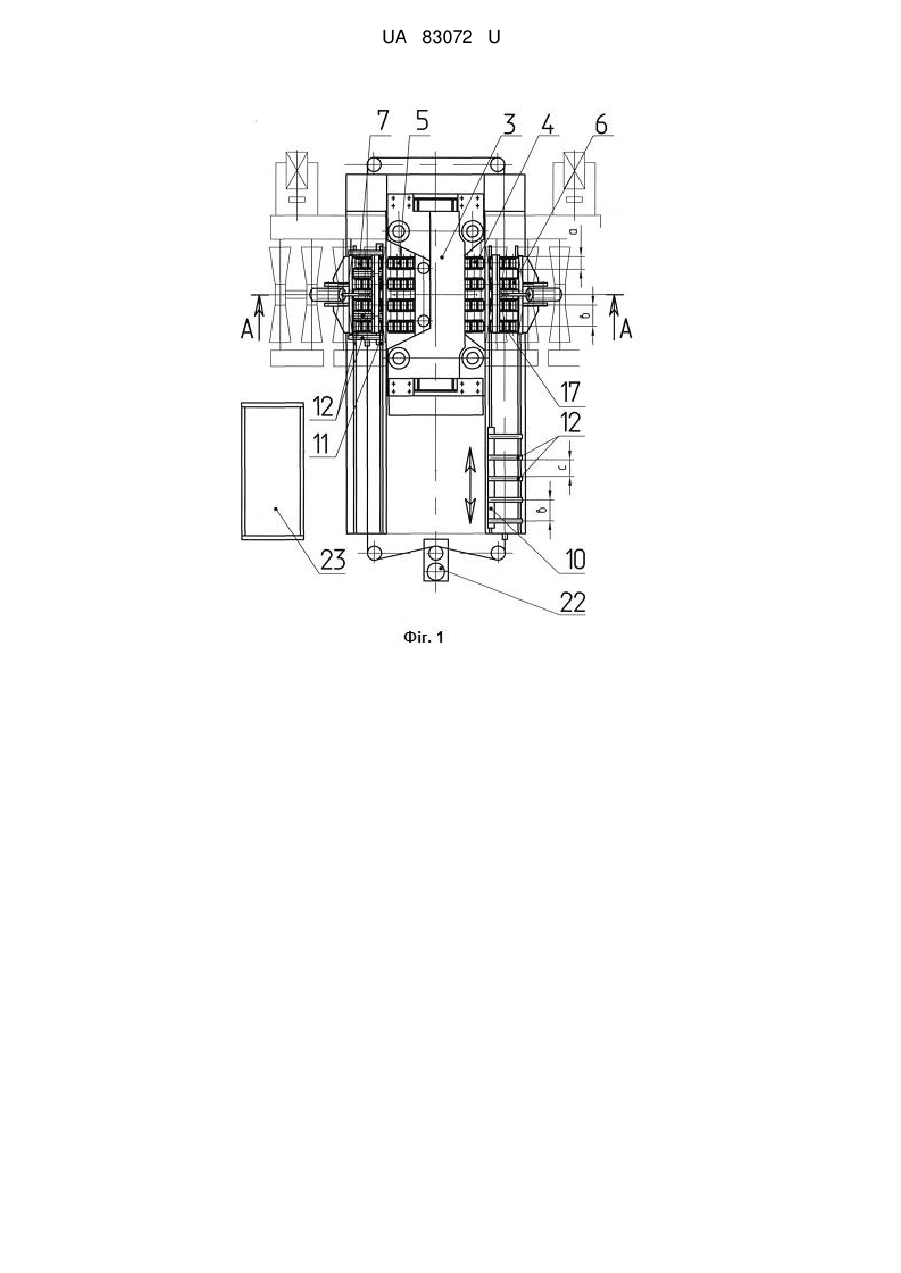
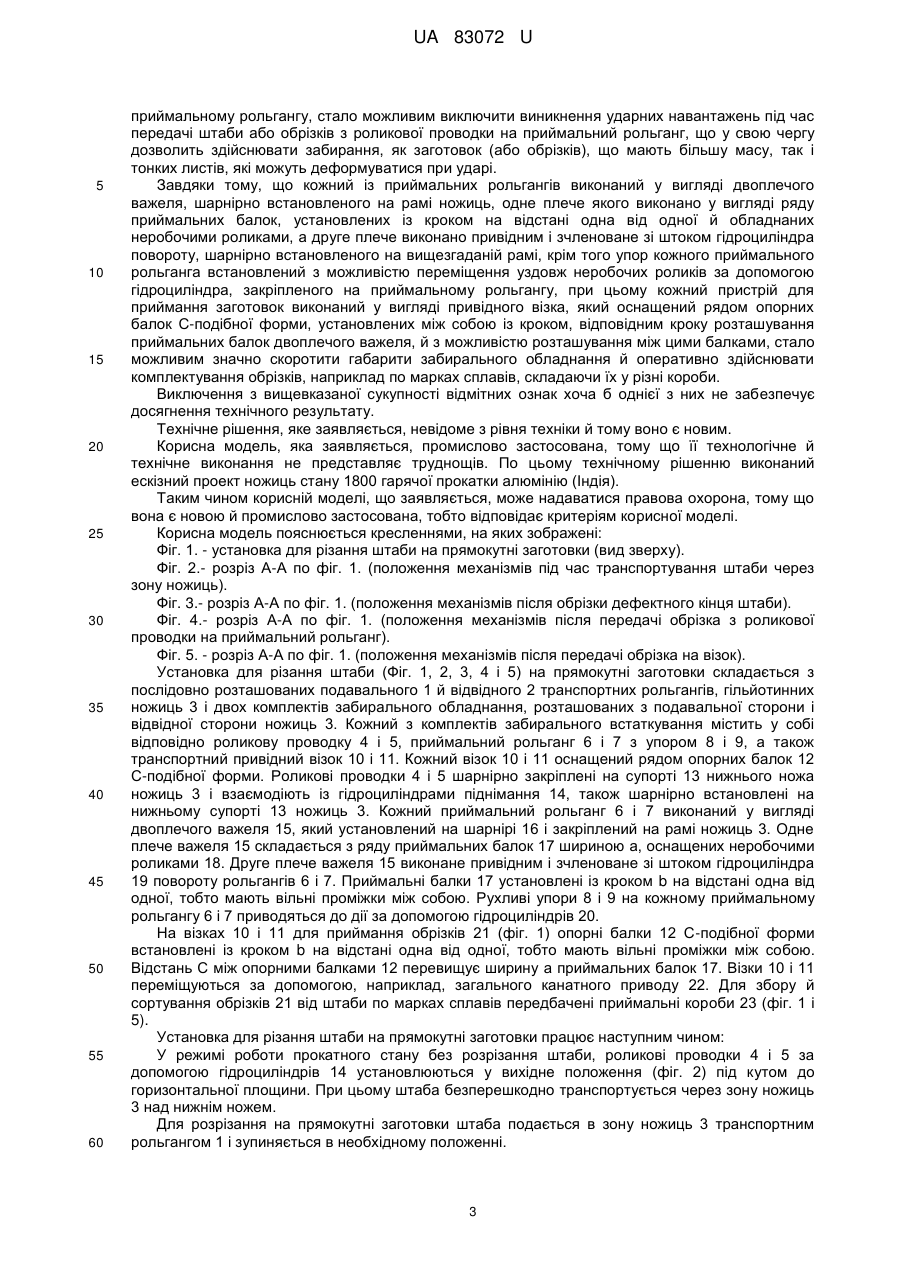
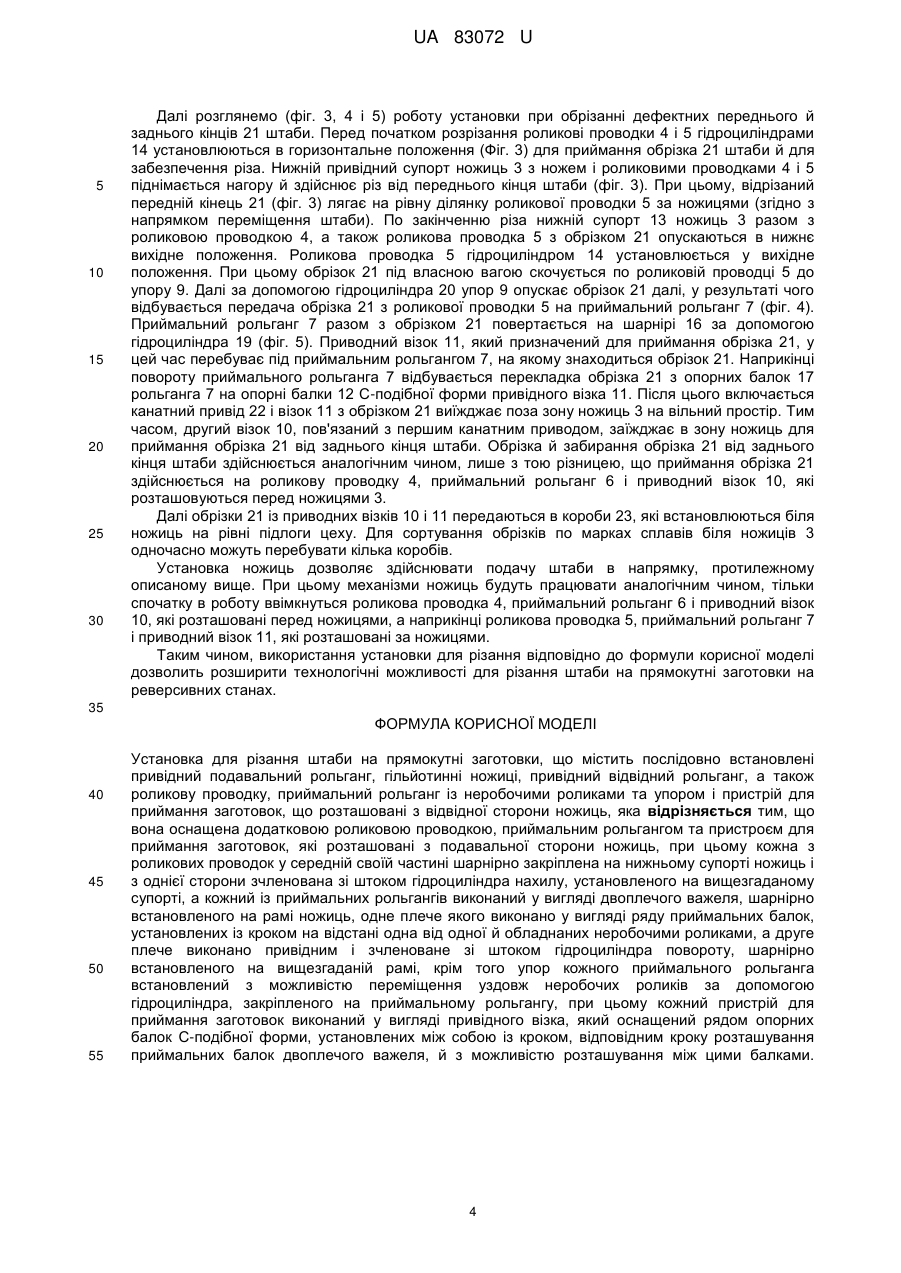
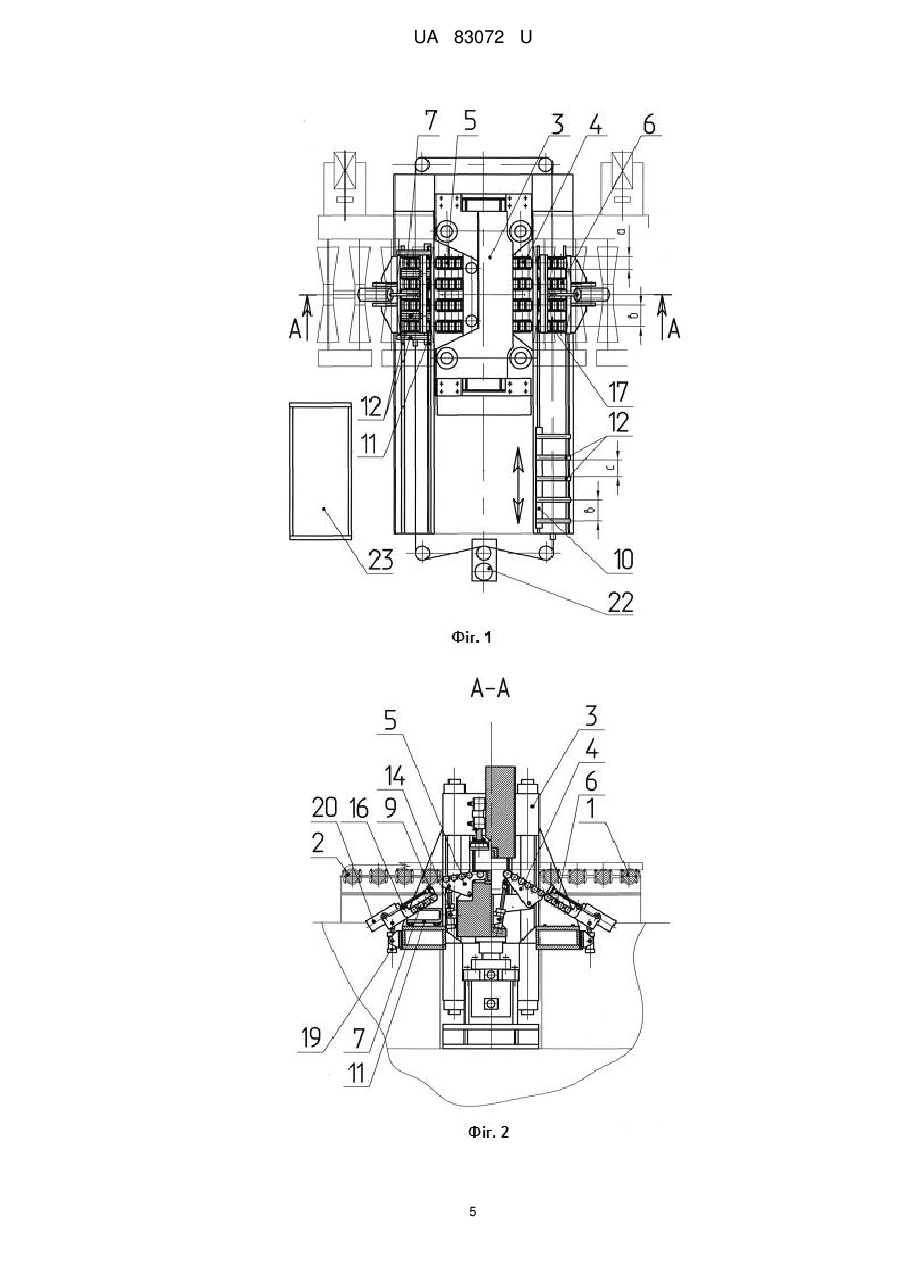
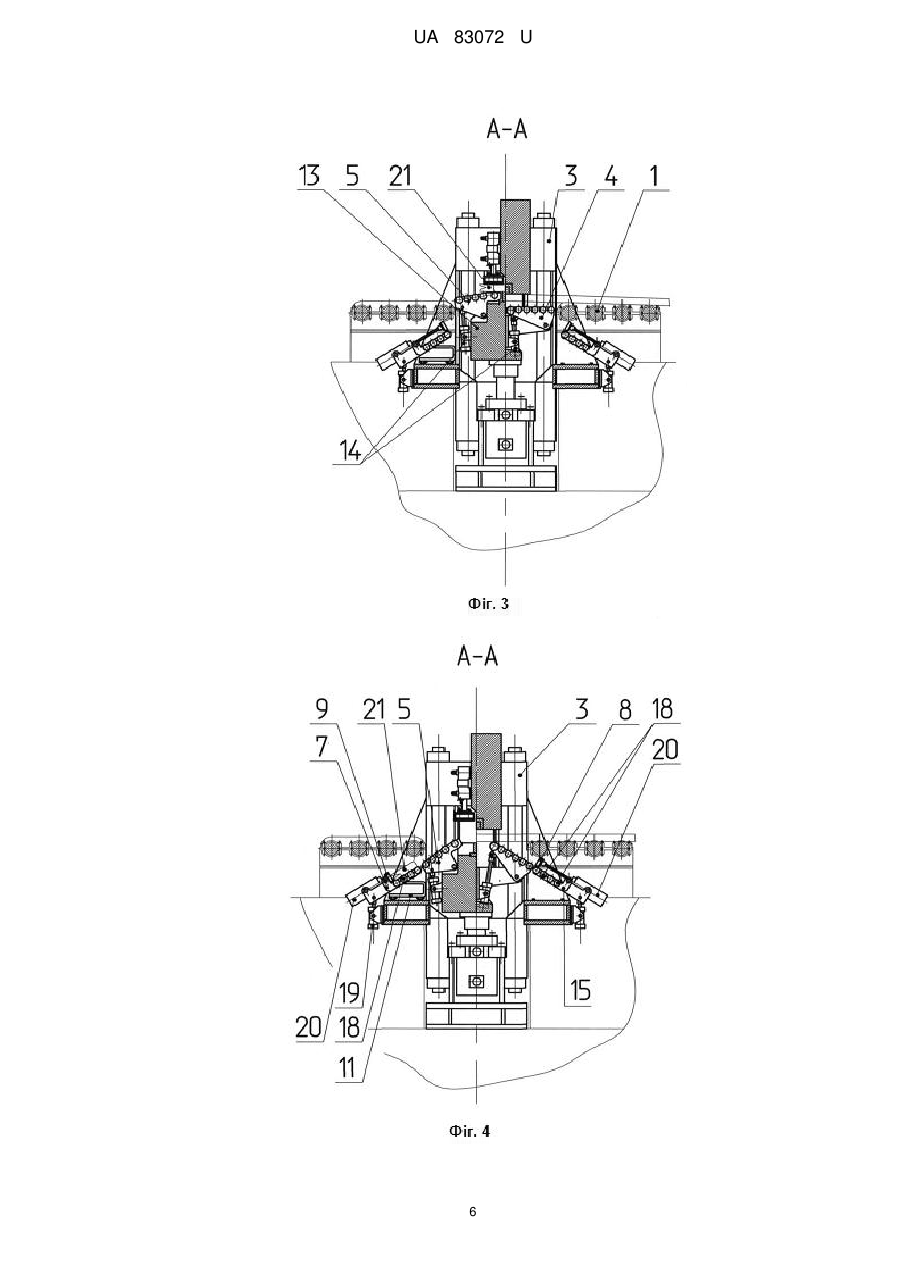
Реферат: UA 83072 U UA 83072 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі металургійного машинобудування, а саме до ріжучих пристроїв, і призначена для обрізання дефектних передніх і задніх кінців штаби, для розрізання прокату на заготовки, а також для відводу листів і відрізаних кінців за межі ножиць. У процесі прокатки металу в клітях прокатних станів на передньому й задньому кінцях розкатів утворюються дефекти штаби. З метою забезпечення безперешкодного потрапляння штаби в кліть для подальшої прокатки, необхідно обрізати ці дефектні кінці й видалити їх із зони різання. Обрізані кінці збирають у приймальні ємності (короба) для подальшої переробки. Також на ножицях кінцевий прокат великої довжини поділяють на заготовки мірної довжини для подальшого укладання в стопи й передачу на наступну технологічну операцію. Зазвичай на ножицях устаткування для збирання відрізаних частин готового прокату, а також дефектних обрізків, розташовується тільки з однієї сторони ножиць. Під час обрізання дефектних кінців один обрізок, наприклад, від переднього кінця, відразу після відрізання під власною вагою попадає на встаткування для його відводу із зони різання. Інший обрізок, наприклад від заднього кінця, після відрізання залишається на нижньому ножі і його необхідно примусово зіштовхнути з ножа на встаткування для відводу обрізків із зони різання. Для таких цілей ножиці оснащуються зіштовхувачами обрізків. Обрізані кінці передаються в короби. Однак, ускладнена оперативна заміна коробів, особливо якщо буде потреба комплектування обрізків по марках сплавів, коли під різні марки передбачаються різні короби. На станах для прокатки кольорових металів обрізки підлягають обов'язковій комплектації по марках сплавів, що вимагає частої зміни коробів. Відомі ножиці з нижнім різом і пристроєм забирання обрізі (патент 56374, МПК В23 D 33/00). Особливістю конструкції ножиць, що містять станину й закріплені в супортах верхній нерухливий і нижній рухливий ножі, прийомний стіл, розміщений у лінії ножиць з боку виходу метала й пристрій для збирання обрізі у вигляді зіштовхувача, жолоба і короба для обрізків є те, що приймальний стіл шарнірно з'єднаний зі станиною та з супортом рухливого нижнього ножа через систему важелів, яка забезпечує його плоскопаралельне переміщення, а зіштовхувач і жолоб розміщені на станині з боку виходу металу перпендикулярно осі ножиць протилежно один одному, при цьому короб для обрізків розміщений під жолобом. Завдяки такому конструктивному виконанню ножиць спрощується конструкція встаткування, за рахунок використання загального привода для переміщення супорта нижнього ножа й для приймального стола, а також виводиться зона складування обрізі в короб убік від лінії переміщення металу. Недоліком аналога є те, що: - конструктивне виконання пристрою забирання обрізків дає можливість використання тільки для обрізання дефектних кінців прокату, а не може бути застосоване для розрізання штаби на мірні заготовки й подальшого забирання готових листів і плит, тому що під час зіштовхування й падіння в короб готової продукції неминуче буде відбуватися її травмування; - не передбачений зіштовхувач обрізка від заднього кінця, який після відрізання залишається на нижньому ножі, тому його зіштовхування може бути здійснене при подачі на розрізання наступної штаби. За прототип вибрана установка для різання штаби на прямокутні планки (патент RU 2 074 058, МПК B23D 33/10). Для механізації операції орієнтованої видачі заготовок із пристроєм для їхнього приймання, установка для різання штаби на прямокутні заготовки складається із установлених послідовно: подавального транспортного засобу, гільйотинних ножиць, відвідного транспортного засобу, виконаного у вигляді рольганга з упором і пристроєм для приймання заготовок. При цьому пристрій для приймання заготовок включає проводку з роликами, двоплечий привідний поворотний важіль, вісь повороту якого шарнірно встановлена на проводці, приймальний стіл з розташованим на ньому шибером зі штовхачем, який має можливість переміщатися в горизонтальній площині уздовж приймального стола. Відвідний рольганг розміщений на одному із плечей двоплечого поворотного важеля. На приймальному столі закріплені напрямні, які взаємодіють із шибером. Шибер взаємодіє із циліндром. Недоліком прототипу є те, що робота ножиць дозволяє подачу металу на розрізання тільки в одному напрямку. В основу корисної моделі поставлена задача розширення технологічних можливостей установки для різання штаби на прямокутні заготовки. Ця задача вирішується за рахунок технічного результату, який полягає в здійсненні подачі металу на обрізання в ножицях у двох напрямках. Для досягнення вищевказаного результату установка для різання штаби на прямокутні заготовки, що містить послідовно встановлені привідний подавальний рольганг, гільйотинні 1 UA 83072 U 5 10 15 20 25 30 35 40 45 50 55 60 ножиці, привідний відвідний рольганг, а також роликову проводку, приймальний рольганг із неробочими роликами та упором, і пристрій для приймання заготовок, що розташовані з відвідної сторони ножиць, згідно з корисною моделлю обладнана додатковими роликовою проводкою, приймальним рольгангом та пристроєм для приймання заготовок, які розташовані з подавальної сторони ножиць, при цьому кожна з роликових проводок у середній своїй частині шарнірно закріплена на нижньому супорті ножиць і з однієї сторони зчленована зі штоком гідроциліндра нахилу, установленого на вищезгаданому супорті, а кожний із приймальних рольгангів виконаний у вигляді двоплечого важеля, шарнірно встановленого на рамі ножиць, одне плече якого виконано у вигляді ряду приймальних балок, установлених із кроком на відстані одна від одної й обладнаних неробочими роликами, а друге плече виконано привідним і зчленоване зі штоком гідроциліндра повороту, шарнірно встановленого на вищезгаданій рамі, крім того упор кожного приймального рольганга встановлений з можливістю переміщення уздовж неробочих роликів за допомогою гідроциліндра, закріпленого на приймальному рольгангу, при цьому кожний пристрій для приймання заготовок виконаний у вигляді привідного візка, який оснащений рядом опорних балок С-подібної форми, установлених між собою із кроком, відповідним кроку розташування приймальних балок двоплечого важеля, й з можливістю розташування між цими балками. У результаті порівняльного аналізу пропонованої установки для різання штаби на прямокутні заготовки із прототипом установлене, що вони мають наступні загальні ознаки: - подавальний привідний рольганг; - гільйотинні ножиці; - відвідний привідний рольганг; - роликова проводка, приймальний рольганг із неробочими роликами та упором, і пристрій для приймання заготовок, що розташовані з відвідної сторони ножиць, а також відмітні ознаки: - постачання додатковими роликовою проводкою, приймальним рольгангом та пристроєм для приймання заготовок, які розташовані з подавальної сторони ножиців; - кожна з роликових проводок у середній своїй частині шарнірно закріплена на нижньому супорті ножиць і з однієї сторони зчленована зі штоком гідроциліндра нахилу, установленого на вищезгаданому супорті; - кожний із приймальних рольгангів виконаний у вигляді двоплечого важеля, шарнірно встановленого на рамі ножиць, одне плече якого виконано у вигляді ряду приймальних балок, установлених із кроком на відстані одна від одної й обладнаних неробочими роликами, а друге плече виконано привідним і зчленоване зі штоком гідроциліндра повороту, шарнірно встановленого на вищезгаданій рамі; - упор кожного приймального рольганга встановлений з можливістю переміщення уздовж неробочих роликів за допомогою гідроциліндра, закріпленого на приймальному рольгангу; - кожний пристрій для приймання заготовок виконаний у вигляді привідного візка, який оснащений рядом опорних балок С-подібної форми, установлених між собою із кроком, відповідним кроку розташування приймальних балок двоплечого важеля, й з можливістю розташування між цими балками. Таким чином, запропонована установка для різання штаби на прямокутні заготовки має нове конструктивне виконання вузлів і деталей, нові зв'язки вузлів і деталей, а також нове розміщення їх відносно один одного. Між відмітними ознаками й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що установка оснащена додатковими роликовою проводкою, приймальним рольгангом та пристроєм для приймання заготовок, які розташовані з подавальної сторони ножиць, при цьому кожна з роликових проводок у середній своїй частині шарнірно закріплена на нижньому супорті ножиць і з однієї сторони зчленована зі штоком гідроциліндра нахилу, установленого на вищезгаданому супорті, стало можливим установлювати на одному рівні перші ролики кожної роликової проводки перед і за нижнім ножем ножиць з роликами транспортних рольгангів під час прокатки, що забезпечить надійне транспортування короткого прокату, довжина якого може відповідати або бути навіть менше відстані між крайніми роликами транспортних рольгангів перед і за ножицями, а також тонкого прокату через зону ножиць. Також виключаються удари прокату об крайку нижнього ножа й не затрачається додатковий час на зіштовхування обрізка з нижнього ножа. Крім того, установку можливо використовувати на реверсивних станах під час розрізання штаби в двух напрямках. Завдяки тому, що упор кожного приймального рольганга встановлений з можливістю переміщення уздовж неробочих роликів за допомогою гідроциліндра, закріпленого на 2 UA 83072 U 5 10 15 20 25 30 35 40 45 50 55 60 приймальному рольгангу, стало можливим виключити виникнення ударних навантажень під час передачі штаби або обрізків з роликової проводки на приймальний рольганг, що у свою чергу дозволить здійснювати забирання, як заготовок (або обрізків), що мають більшу масу, так і тонких листів, які можуть деформуватися при ударі. Завдяки тому, що кожний із приймальних рольгангів виконаний у вигляді двоплечого важеля, шарнірно встановленого на рамі ножиць, одне плече якого виконано у вигляді ряду приймальних балок, установлених із кроком на відстані одна від одної й обладнаних неробочими роликами, а друге плече виконано привідним і зчленоване зі штоком гідроциліндра повороту, шарнірно встановленого на вищезгаданій рамі, крім того упор кожного приймального рольганга встановлений з можливістю переміщення уздовж неробочих роликів за допомогою гідроциліндра, закріпленого на приймальному рольгангу, при цьому кожний пристрій для приймання заготовок виконаний у вигляді привідного візка, який оснащений рядом опорних балок С-подібної форми, установлених між собою із кроком, відповідним кроку розташування приймальних балок двоплечого важеля, й з можливістю розташування між цими балками, стало можливим значно скоротити габарити забирального обладнання й оперативно здійснювати комплектування обрізків, наприклад по марках сплавів, складаючи їх у різні короби. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Технічне рішення, яке заявляється, невідоме з рівня техніки й тому воно є новим. Корисна модель, яка заявляється, промислово застосована, тому що її технологічне й технічне виконання не представляє труднощів. По цьому технічному рішенню виконаний ескізний проект ножиць стану 1800 гарячої прокатки алюмінію (Індія). Таким чином корисній моделі, що заявляється, може надаватися правова охорона, тому що вона є новою й промислово застосована, тобто відповідає критеріям корисної моделі. Корисна модель пояснюється кресленнями, на яких зображені: Фіг. 1. - установка для різання штаби на прямокутні заготовки (вид зверху). Фіг. 2.- розріз А-А по фіг. 1. (положення механізмів під час транспортування штаби через зону ножиць). Фіг. 3.- розріз А-А по фіг. 1. (положення механізмів після обрізки дефектного кінця штаби). Фіг. 4.- розріз А-А по фіг. 1. (положення механізмів після передачі обрізка з роликової проводки на приймальний рольганг). Фіг. 5. - розріз А-А по фіг. 1. (положення механізмів після передачі обрізка на візок). Установка для різання штаби (Фіг. 1, 2, 3, 4 і 5) на прямокутні заготовки складається з послідовно розташованих подавального 1 й відвідного 2 транспортних рольгангів, гільйотинних ножиць 3 і двох комплектів забирального обладнання, розташованих з подавальної сторони і відвідної сторони ножиць 3. Кожний з комплектів забирального встаткування містить у собі відповідно роликову проводку 4 і 5, приймальний рольганг 6 і 7 з упором 8 і 9, а також транспортний привідний візок 10 і 11. Кожний візок 10 і 11 оснащений рядом опорних балок 12 С-подібної форми. Роликові проводки 4 і 5 шарнірно закріплені на супорті 13 нижнього ножа ножиць 3 і взаємодіють із гідроциліндрами піднімання 14, також шарнірно встановлені на нижньому супорті 13 ножиць 3. Кожний приймальний рольганг 6 і 7 виконаний у вигляді двоплечого важеля 15, який установлений на шарнірі 16 і закріплений на рамі ножиць 3. Одне плече важеля 15 складається з ряду приймальних балок 17 шириною а, оснащених неробочими роликами 18. Друге плече важеля 15 виконане привідним і зчленоване зі штоком гідроциліндра 19 повороту рольгангів 6 і 7. Приймальні балки 17 установлені із кроком b на відстані одна від одної, тобто мають вільні проміжки між собою. Рухливі упори 8 і 9 на кожному приймальному рольгангу 6 і 7 приводяться до дії за допомогою гідроциліндрів 20. На візках 10 і 11 для приймання обрізків 21 (фіг. 1) опорні балки 12 С-подібної форми встановлені із кроком b на відстані одна від одної, тобто мають вільні проміжки між собою. Відстань С між опорними балками 12 перевищує ширину а приймальних балок 17. Візки 10 і 11 переміщуються за допомогою, наприклад, загального канатного приводу 22. Для збору й сортування обрізків 21 від штаби по марках сплавів передбачені приймальні короби 23 (фіг. 1 і 5). Установка для різання штаби на прямокутні заготовки працює наступним чином: У режимі роботи прокатного стану без розрізання штаби, роликові проводки 4 і 5 за допомогою гідроциліндрів 14 установлюються у вихідне положення (фіг. 2) під кутом до горизонтальної площини. При цьому штаба безперешкодно транспортується через зону ножиць 3 над нижнім ножем. Для розрізання на прямокутні заготовки штаба подається в зону ножиць 3 транспортним рольгангом 1 і зупиняється в необхідному положенні. 3 UA 83072 U 5 10 15 20 25 30 Далі розглянемо (фіг. 3, 4 і 5) роботу установки при обрізанні дефектних переднього й заднього кінців 21 штаби. Перед початком розрізання роликові проводки 4 і 5 гідроциліндрами 14 установлюються в горизонтальне положення (Фіг. 3) для приймання обрізка 21 штаби й для забезпечення різа. Нижній привідний супорт ножиць 3 з ножем і роликовими проводками 4 і 5 піднімається нагору й здійснює різ від переднього кінця штаби (фіг. 3). При цьому, відрізаний передній кінець 21 (фіг. 3) лягає на рівну ділянку роликової проводки 5 за ножицями (згідно з напрямком переміщення штаби). По закінченню різа нижній супорт 13 ножиць 3 разом з роликовою проводкою 4, а також роликова проводка 5 з обрізком 21 опускаються в нижнє вихідне положення. Роликова проводка 5 гідроциліндром 14 установлюється у вихідне положення. При цьому обрізок 21 під власною вагою скочується по роликовій проводці 5 до упору 9. Далі за допомогою гідроциліндра 20 упор 9 опускає обрізок 21 далі, у результаті чого відбувається передача обрізка 21 з роликової проводки 5 на приймальний рольганг 7 (фіг. 4). Приймальний рольганг 7 разом з обрізком 21 повертається на шарнірі 16 за допомогою гідроциліндра 19 (фіг. 5). Приводний візок 11, який призначений для приймання обрізка 21, у цей час перебуває під приймальним рольгангом 7, на якому знаходиться обрізок 21. Наприкінці повороту приймального рольганга 7 відбувається перекладка обрізка 21 з опорних балок 17 рольганга 7 на опорні балки 12 С-подібної форми привідного візка 11. Після цього включається канатний привід 22 і візок 11 з обрізком 21 виїжджає поза зону ножиць 3 на вільний простір. Тим часом, другий візок 10, пов'язаний з першим канатним приводом, заїжджає в зону ножиць для приймання обрізка 21 від заднього кінця штаби. Обрізка й забирання обрізка 21 від заднього кінця штаби здійснюється аналогічним чином, лише з тою різницею, що приймання обрізка 21 здійснюється на роликову проводку 4, приймальний рольганг 6 і приводний візок 10, які розташовуються перед ножицями 3. Далі обрізки 21 із приводних візків 10 і 11 передаються в короби 23, які встановлюються біля ножиць на рівні підлоги цеху. Для сортування обрізків по марках сплавів біля ножиців 3 одночасно можуть перебувати кілька коробів. Установка ножиць дозволяє здійснювати подачу штаби в напрямку, протилежному описаному вище. При цьому механізми ножиць будуть працювати аналогічним чином, тільки спочатку в роботу ввімкнуться роликова проводка 4, приймальний рольганг 6 і приводний візок 10, які розташовані перед ножицями, а наприкінці роликова проводка 5, приймальний рольганг 7 і приводний візок 11, які розташовані за ножицями. Таким чином, використання установки для різання відповідно до формули корисної моделі дозволить розширити технологічні можливості для різання штаби на прямокутні заготовки на реверсивних станах. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 55 Установка для різання штаби на прямокутні заготовки, що містить послідовно встановлені привідний подавальний рольганг, гільйотинні ножиці, привідний відвідний рольганг, а також роликову проводку, приймальний рольганг із неробочими роликами та упором і пристрій для приймання заготовок, що розташовані з відвідної сторони ножиць, яка відрізняється тим, що вона оснащена додатковою роликовою проводкою, приймальним рольгангом та пристроєм для приймання заготовок, які розташовані з подавальної сторони ножиць, при цьому кожна з роликових проводок у середній своїй частині шарнірно закріплена на нижньому супорті ножиць і з однієї сторони зчленована зі штоком гідроциліндра нахилу, установленого на вищезгаданому супорті, а кожний із приймальних рольгангів виконаний у вигляді двоплечого важеля, шарнірно встановленого на рамі ножиць, одне плече якого виконаноу вигляді ряду приймальних балок, установлених із кроком на відстані одна від одної й обладнаних неробочими роликами, а друге плече виконано привідним і зчленоване зі штоком гідроциліндра повороту, шарнірно встановленого на вищезгаданій рамі, крім того упор кожного приймального рольганга встановлений з можливістю переміщення уздовж неробочих роликів за допомогою гідроциліндра, закріпленого на приймальному рольгангу, при цьому кожний пристрій для приймання заготовок виконаний у вигляді привідного візка, який оснащений рядом опорних балок С-подібної форми, установлених між собою із кроком, відповідним кроку розташування приймальних балок двоплечого важеля, й з можливістю розташування між цими балками. 4 UA 83072 U 5 UA 83072 U 6 UA 83072 U Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюPlant for cutting strip into rectangular billets
Автори англійськоюBortnyk Valerii Viktorovych, Rostovskyi Kostiantyn Leonidovych
Назва патенту російськоюУстановка для резки полосы на прямоугольные заготовки
Автори російськоюБортник Валерий Викторович, Ростовский Константин Леонидович
МПК / Мітки
МПК: B23D 33/00
Мітки: установка, штаби, прямокутні, різання, заготовки
Код посилання
<a href="https://ua.patents.su/9-83072-ustanovka-dlya-rizannya-shtabi-na-pryamokutni-zagotovki.html" target="_blank" rel="follow" title="База патентів України">Установка для різання штаби на прямокутні заготовки</a>
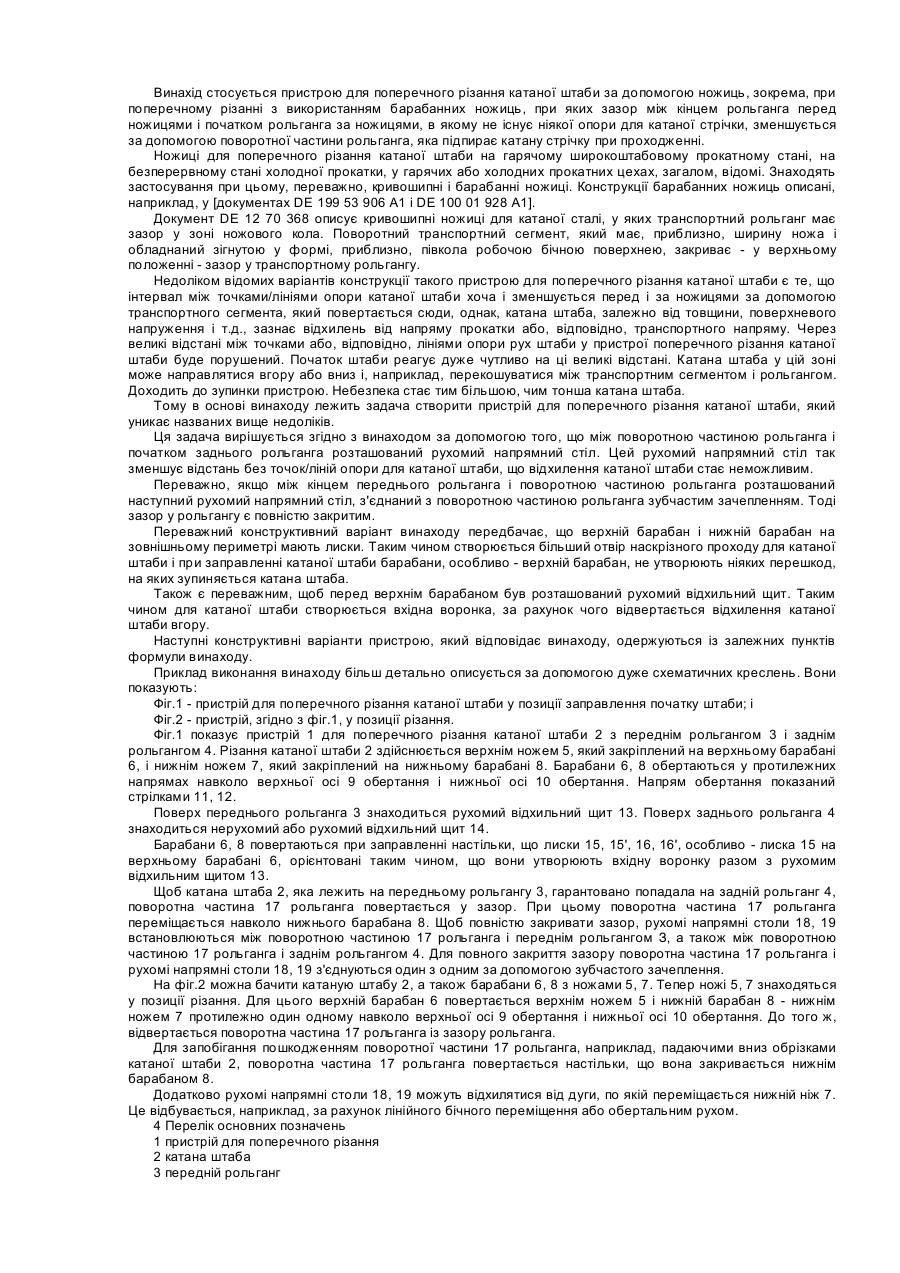
Пристрій для поперечного різання катаної штаби
Номер патенту: 83370
Опубліковано: 10.07.2008
Автори: Боймер Клаус, Мерц Юрген
МПК: B21D 43/28, B23D 25/00, B23D 33/00
Мітки: катаної, різання, штаби, пристрій, поперечного
Формула / Реферат:
1. Пристрій для поперечного різання катаної штаби за допомогою ножиць, зокрема при поперечному різанні з використанням барабанних ножиць, у якому зазор між кінцем рольганга перед ножицями і початком рольганга за ножицями, в якому катана стрічка не має опори, зменшується за допомогою поворотної частини рольганга, яка підпирає катану стрічку при проходженні, який відрізняється тим, що між поворотною частиною (17) рольганга і початком заднього...
Спосіб різання труб на короткі заготовки
Номер патенту: 50653
Опубліковано: 15.10.2002
Автори: Савченко Дмитро Миколайович, Розов Юрій Георгійович
МПК: B23D 21/00
Мітки: спосіб, заготовки, труб, короткі, різання
Формула / Реферат:
Спосіб різання труб на короткі заготовки, який включає подачу труби у втулочний ніж до упора, введення в трубу оправок, надрізання зсувом частини труби для формування заготовки, що відрізається, та остаточне відділення заготовки шляхом її зсуву в напрямку, перпендикулярному напрямку зсуву при надрізанні труби, який відрізняється тим, що при відділенні частини труби одночасно з зсувом скручують трубу.
Кривошипні ножиці з двома ножовими парами для різання катаної штаби
Номер патенту: 84003
Опубліковано: 10.09.2008
Автори: Хайтце Герхард, Боймер Клаус, Гребе Ульріх
МПК: B23D 35/00, B23D 25/00
Мітки: парами, ножиці, різання, двома, ножовими, кривошипні, штаби, катаної
Формула / Реферат:
1. Кривошипні ножиці, зокрема для різання катаної штаби (22), що містять по дві ножові пари (3, 4), що закріплюються на ножетримачах (1, 2), причому ножетримачі (1, 2) встановлені у вертикальній площині (х-х) один навпроти одного в парі ексцентрикових привідних валів (5, 6) з можливістю повороту на моментних опорних важелях (7, 8) у двошарнірних пристроях (9, 10) у взаємодії з двома гідравлічними виконавчими органами (11, 12), що впливають на...
Штамп для сумісного згинання та відрізання заготовки від штаби
Номер патенту: 34273
Опубліковано: 11.08.2008
Автори: Діамантопуло Костянтин Костянтинович, Циміданов Владислав Вікторович, Макєєв Володимир Сергійович
МПК: B23D 23/00
Мітки: заготовки, відрізання, сумісного, штаби, згинання, штамп
Формула / Реферат:
Штамп для одночасного згинання та відрізання заготовки, що містить нижню та верхню плити з розташованими між ними рухомим та нерухомим ножами, який відрізняється тим, що різальні кромки нижнього або обох ножів виконані у вигляді сумісних між собою горизонтальних та нахилених ділянок, причому кут нахилу визначається із співвідношення:α=β+γ,де α - кут нахилу периферійних частин різальних кромок;β -...
Компактна установка для одержання гарячекатаної сталевої штаби
Номер патенту: 88616
Опубліковано: 10.11.2009
Автори: Розенталь Дітер, Кляйн Крістоф, Ріттнер Карл, Мюллер Юрген
МПК: B21B 1/46
Мітки: одержання, компактна, сталевої, штаби, гарячекатаної, установка
Формула / Реферат:
1. Компактна установка для одержання гарячекатаної сталевої штаби, яка включає лінію розливу з щонайменше однією машиною безперервного розливу і щонайменше одними ножицями, а також лінію прокатки з щонайменше однією піччю для вирівнювання температури, одним окалиновідламувачем, чистовим прокатним станом, рольгангом із зоною охолоджування і щонайменше однією намотувальною моталкою для гарячекатаної штаби, яка відрізняється тим, що машина...
Попередній патент: Тверде альтернативне паливо для цементної промисловості
Наступний патент: Спосіб виготовлення просічно-витяжної сітки для армування кладки
Випадковий патент: Спосіб виробництва нетоксичного зв`язуючого вогнетривких жoлобних мас