Дуговий тренажер зварника
Номер патенту: 87395
Опубліковано: 10.07.2009
Автори: Буряк Владислав Юрійович, Коротинський Олександр Євтихієвич, Богдановський Валентин Олександрович, Махлін Наум Мордухович, Гавва Віктор Маркович, Кобрянський Володимир Львович, Лобанов Леонід Михайлович, Чередник Анатолій Дмитрович

Формула / Реферат
1. Дуговий тренажер зварника, який містить давач струму, давач напруги, нормуючі підсилювачі, кількість яких відповідає кількості виходів давачів, багатоканальний аналого-цифровий перетворювач, персональний комп'ютер, під'єднаний до аудіовиходу комп'ютера, пристрій відтворення звукових сигналів зворотного зв'язку зі зварником, що проходить навчання, джерело зварювального струму, маніпулятор зі зварювальним зразком, зварювальний інструмент, при цьому вихід кожного давача з'єднано зі входом відповідного нормуючого підсилювача, виходи нормуючих підсилювачів підключено до входів аналого-цифрового перетворювача, вихід якого підключено до шини даних персонального комп'ютера, який відрізняється тим, що введено додатковий давач струму, двокоординатний давач кутових положень зварювального електрода, блок контролю подавання присадкового матеріалу й чотири додаткові нормуючі підсилювачі, при цьому до входу одного з них підключено вихід додаткового давача струму, до входів другого і третього - виходи двокоординатного давача кутових положень зварювального електрода, до входу четвертого - вихід блока контролю подавання присадкового матеріалу, один полюс джерела зварювального струму під'єднано до струмопідводу електрода зварювального інструмента, а інший полюс - до точки з'єднання двох струмопровідних гілок, кожну з яких іншою точкою підключено до одного з двох струмопідводів маніпулятора, у яких встановлено та закріплено зварювальний зразок протилежними по його довжині торцями, при цьому у одну з гілок включено перший давач струму, а у іншу - додатковий.
2. Тренажер за п. 1, який відрізняється тим, що блок контролю подачі присадкового матеріалу містить сенсор дуги, формувач імпульсів та тримач присадкового матеріалу, який виконано у вигляді ізоляційного корпусу, всередині якого закріплено затискач присадкового матеріалу, при цьому вихід сенсора дуги підключено до входу формувача імпульсів, вихід якого є виходом блока контролю подачі присадкового матеріалу.
3. Тренажер за п. 1, який відрізняється тим, що маніпулятор має опорний корпус з телескопічною трубкою, до якої прикріплено зігнутий кронштейн, С-подібну деку, яка складається з двох струмопровідних гілок однакової довжини і однакового поперечного перерізу, і встановлений у центральній частині деки та прикріплений до кронштейна шарнірний вузол, при цьому до вільних торців кожної із гілок деки прикріплено струмопідвід з затискачем для кріплення зварювального зразка, спільна точка гілок деки з'єднана зі струмопідводом для під'єднання до одного з полюсів джерела зварювального струму, до одної з гілок деки включено перший давач струму, а до іншої - додатковий.
4. Тренажер за п. 1, який відрізняється тим, що зварювальний зразок неповоротного зварного з'єднання тіл обертання виконано у вигляді пластини з постійним по всій її довжині поперечним перерізом, робоча частина якої має форму плаского півкільця, торці якого у діаметральній площині споряджені спрямованими у протилежні боки прямокутними пласкими ділянками для фіксації зварювального зразка у струмопідводах маніпулятора.
Текст
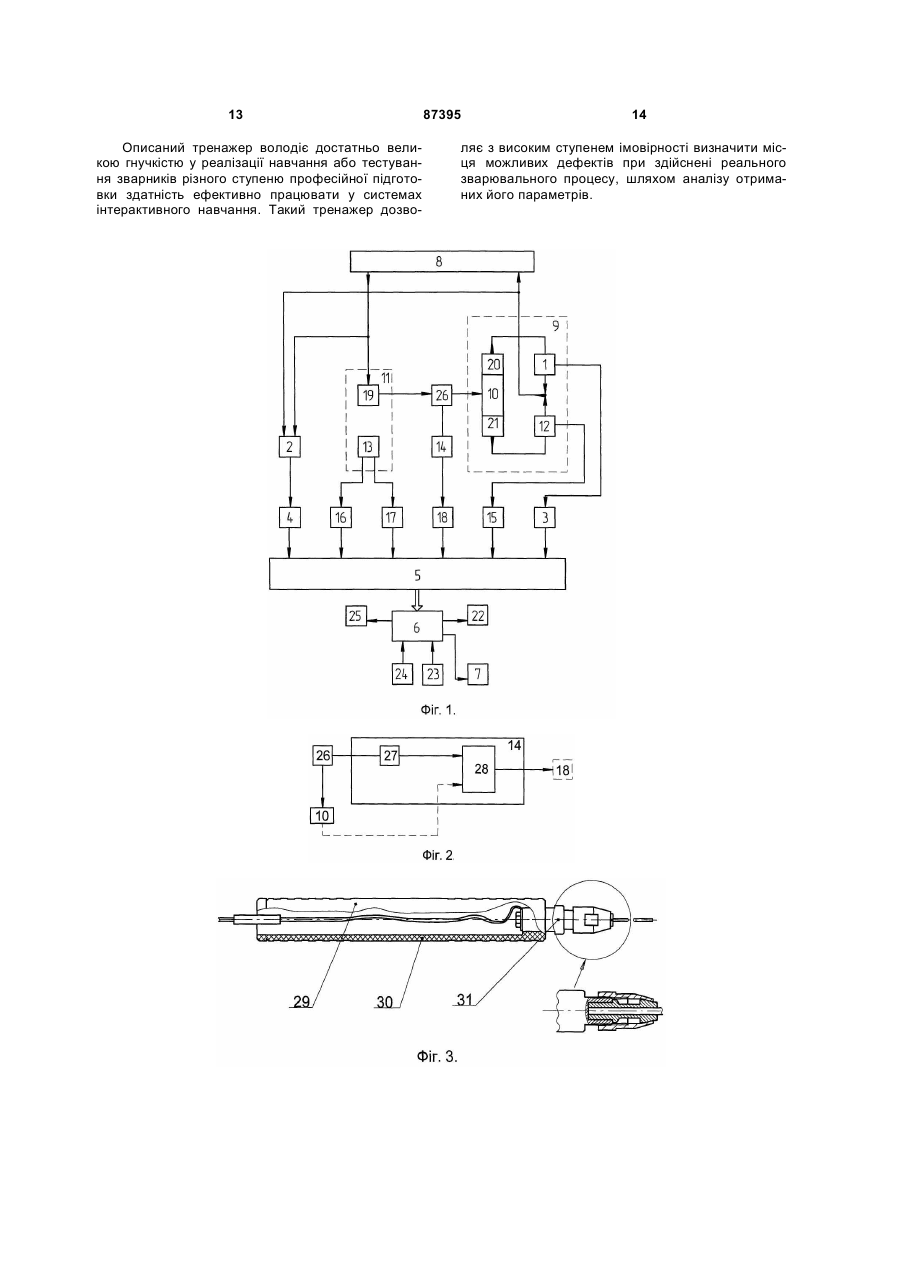
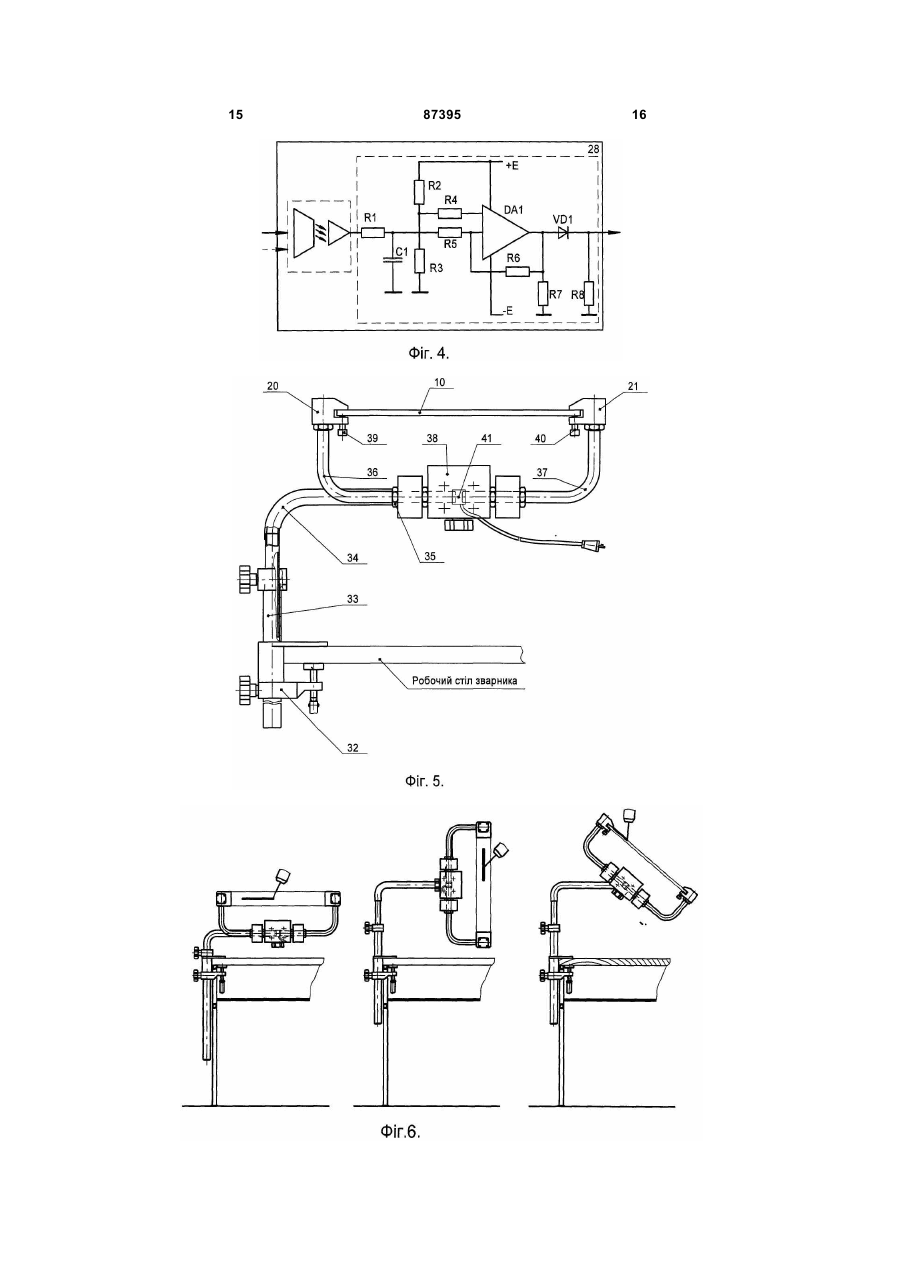
1. Дуговий тренажер зварника, який містить давач струму, давач напруги, нормуючі підсилювачі, кількість яких відповідає кількості виходів давачів, багатоканальний аналого-цифровий перетворювач, персональний комп'ютер, під'єднаний до аудіовиходу комп'ютера, пристрій відтворення звукових сигналів зворотного зв'язку зі зварником, що проходить навчання, джерело зварювального струму, маніпулятор зі зварювальним зразком, зварювальний інструмент, при цьому вихід кожного давача з'єднано зі входом відповідного нормуючого підсилювача, виходи нормуючих підсилювачів підключено до входів аналого-цифрового перетворювача, вихід якого підключено до шини даних персонального комп'ютера, який відрізняється тим, що введено додатковий давач струму, двокоординатний давач кутових положень зварювального електрода, блок контролю подавання присадкового матеріалу й чотири додаткові нормуючі підсилювачі, при цьому до входу одного з них підключено вихід додаткового давача струму, до вхо 2 (19) 1 3 Винахід відноситься до сфери технічних засобів навчання, а саме, до пристроїв для навчання зварників прийомам ручного зварювання плавким електродом, а також зварювання неплавким електродом в середовищі інертних газів, для надбання зварниками правильних психомоторних навичок, спрямованих на підтримування нормативних значень довжини дуги, кутів нахилу зварювального електроду, темпу подавання присадкового матеріалу у зону зварювання, швидкості проведення зварювання і теплового режиму зварювальної ванни при здійсненні реального зварювального процесу. Відомий тренажер зварника, який містить джерело зварювального струму, імітатор зварювального електроду, блок моделювання об'єкту що зварюють, блок надання облікової інформації, блоки контролю швидкості зварювання, кутових параметрів, температурних параметрів та довжини дуги, два порогових елемента, формувач імпульсів, генератор імпульсів синхронізації, перемикач, генератор імпульсів звукової частоти, елемент U та блок лічильників [А.С. СРСР №1302313 МПК G09B19/24, Б.№13, 07.04.1987]. Основним недоліком відомого тренажеру є обмежені дидактичні можливості, що пояснюється: відсутністю у відомому тренажері можливості оперативного отримання комплексної оцінки відповідності дій зварника при навчанні вимогам учбового завдання; необхідністю перед кожним сеансом навчання виконання зварником, який навчається, значного числа підготовчих операцій, у тому числі по попередній установці допустимих меж відхилень параметрів процесу зварювання від нормативних значень; відсутністю можливостей зберігати й документувати інформацію у графічному вигляді або таблиць на паперовому чи іншому носіях (наприклад, магнітному) про протікання процесу зварювання та його параметри на протязі сеансу навчання; неминучістю періоду адаптації зварника, що проходить навчання, до сигналів зворотного зв'язку, які подає тренажер у вигляді тональних звукових сигналів різної частоти при відхиленні параметрів зварювального процесу від заданих значень, а також відпрацювання навичок адекватних реакцій на ці сигнали. До інших недоліків відомого тренажера можна віднести: недостатню точність блоку контролю швидкості зварювання з причин залежності достовірності інформації, що надходить з термодавачів, від геометричної форми та розмірів тіл, які оточують об'єкт зварювання, що моделюється, і відстані до цих тіл, а також в зв'язку з інерційністю термодавачів; складність конструкції об'єкту зварювання, що моделюють, викликає труднощі для його використання у просторових положеннях, відмінних від нижнього, і потребує для свого функціювання охолоджуючої води. 87395 4 Подібні недоліки в тій чи іншій мірі притаманні і іншим відомім тренажерам зварника [А.С. СРСР №1663619 МПК G09B19/24, Б.№26, 15.07.1991; А.С. СРСР №178422 МПК В23К9/10, Б. №48 30.12.1992], які побудовані на базі аналогових або аналого-цифрових структур без використання комп'ютерів. При такій структурній будові дугового тренажера неминучі суттєві апаратні витрати, що є передумовою невисоких показників надійності тренажеру та значного зростання його собівартості. Підвищити надійність дугових тренажерів і в значній мірі уникнути недоліків цих тренажерів, побудованих як аналогові чи аналого-цифрові пристрої, дозволяють тренажери, які представляють собою апаратно-програмні комплекси на базі персонального комп'ютера. За прототип винаходу обрано дуговий тренажер зварника, який містить давач струму, давач напруги, давач швидкості, нормуючі підсилювачі і схеми "вибірка-збереження", кількість яких відповідає кількості виходів давачів, мультіплексор, аналого-цифровий перетворювач, формувач сигналів керування, персональний комп'ютер, під'єднаний до аудіовихіду комп'ютера пристрій відтворення звукових сигналів зворотного зв’язку зі зварником, що проходить навчання, джерело зварювального струму, маніпулятор зі зварювальним зразком, зварювальний інструмент, при цьому вихід кожного давача з'єднано зі входом відповідного нормуючого підсилювача, виходи нормуючих підсилювачів підключено до входів аналогоцифрового перетворювача, вихід якого підключено до шини даних персонального комп'ютеру. [Васильєв В.В., Карпий А.И., Даниляк С.Н. Дуговой тренажёр сварщика. -Электронное моделирование, 1994,16, №5-6, с.94-97]. Вказанний дуговий тренажер зварника забезпечує статистичну обробку результатів тренажу шляхом обчислення математичного очікування й дисперсії кожного контрольованого параметру, можливість оцінки відповідності дій зварника, який навчається, вимогам учбового завдання, а також можливість збереження і документування інформації у вигляді графічних або табличних матеріалів про протікання зварювального процесу та його параметри на протязі сеансу навчання. Недоліком дугового тренажеру зварника є те, що він має обмеження функціональних та дидактичних можливостей, що обумовлено: недостатньою точністю визначення швидкості зварювання і, як наслідок цього, погонної енергії, що пояснюється принципами дії та конструктивними особливостями відомих давачів швидкості при використанні ручних інструментів зварника чи їх імітаторів, при чому, при використанні відомих давачів швидкості неминучі значні конструктивні ускладнення, і як наслідок, суттєве зростання вартості та маси ручних інструментів зварника їх імітаторів, або блоку моделювання об'єкту зварювання, в якому розташовано зварювальний зразок 5 чи імітатор зварного виробу і первинні перетворювачі, що забезпечують контроль траєкторії зварювальної дуги, при цьому, у останньому випадку надто ускладнений, а в більшості випадках й неможливий контроль швидкості зварювання при формі зварювального зразка, відмінного від пласкої пластини, та у просторових положеннях, відмінних від нижнього; відсутністю можливості контролю або імітації процесу зварювання неплавким електродом в середовищі інертних газів з подаванням у зону зварювання присадкового матеріалу; ускладненою структурою трактів "давачаналого-цифровий перетворювач", що в свою чергу ускладнює програмне забезпечення тренажеру. В основу винаходу поставлена задача розширення функціональних і дидактичних можливостей тренажеру для підвищення ефективності навчання зварників. Поставлена задача досягається за рахунок того, що дуговий тренажер зварника, який містить давач струму, давач напруги, нормуючі підсилювачі, кількість яких відповідає кількості виходів давачів, багатоканальний аналого-цифровий перетворювач, персональний комп'ютер, під'єднаний до аудіовихіду комп'ютера пристрій відтворення звукових сигналів зворотного зв’язку зі зварником, що проходить навчання, джерело зварювального струму, маніпулятор зі зварювальним зразком, зварювальний інструмент, при цьому вихід кожного давача з'єднано зі входом відповідного нормуючого підсилювача, виходи нормуючих підсилювачів підключено до входів аналого-цифрового перетворювача, вихід якого підключено до шини даних персонального комп'ютеру, згідно з винаходом містить додатковий давач струму, двокоординатний давач кутових положень зварювального електроду, блок контролю подавання присадкового матеріалу й чотири додаткові нормуючі підсилювачі, при цьому до входу одного з них підключено вихід додаткового давача струму, до входів другого і третього-виходи двокоординатного давача кутових положень зварювального електроду, до входу четвертого - вихід блоку контролю подавання присадкового матеріалу, один полюс джерела зварювального струму під'єднано до струмопідводу електроду зварювального інструменту, а інший полюс - до точки з'єднання двох стумопровідних гілок, кожну із яких іншою точкою підключено до одного з двох струмопідводів маніпулятору, у яких встановлено та закріплено зварювальний зразок протилежними по його довжині торцями, при цьому у одну із гілок включено перший давач струму, а у іншу - додатковий. Блок контролю подавання присадкового матеріалу містить сенсор дуги, формувач імпульсів та тримач присадкового матеріалу, який виконано у вигляді ізоляційного корпусу, всередині якого закріплено затискач присадкового матеріалу, при цьому вихід сенсора дуги під'єднано до входу формувача імпульсів, вихід якого є виходом блоку контролю подавання присадкового матеріалу. Маніпулятор має опорний корпус з телескопічною трубкою, до якої прикріплено зігнутий кронштейн, С-подібну деку, яка складається з двох 87395 6 струмопровідних гілок однакової довжини і однакового поперечного перерізу, і встановлений у центральній частині деки та прикріплений до кронштейну шарнірний вузол, при цьому, до вільних торців кожної із гілок деки прикріплено струмопідвід з затискачем для кріплення зварювального зразка, спільна точка гілок деки з'єднана зі струмопідводом для під'єднання до одного з полюсів джерела зварювального струму, до однієї з гілок деки включено перший давач струму, а до іншої - додатковий. Зварювальний зразок неповоротного зварного з'єднання тіл обертання виконано у вигляді пластини з постійним по всій її довжині поперечним перерізом, робоча частина якої має форму плаского напівкільця, торці якого у діаметральній площині споряджені спрямованими у протилежні боки прямокутними пласкими ділянками для фіксації зварювального зразка у струмопідводах маніпулятору. Запропонований дуговий тренажер зварника пояснюють наведені креслення, де: - на Фіг.1 зображена блок-схема дугового тренажера зварника; - на Фіг.2 зображено блок-схему блоку 14 контролю подавання присадкового матеріалу; - на Фіг.3 зображений загальний вигляд тримача 29 присадкового матеріалу; - на Фіг.4 зображена спрощена принципова схема прикладу виконання формувача імпульсів 28; - на Фіг.5 зображений загальний вигляд маніпулятору 9; - на Фіг.6 зображена схема встановлення зварювального зразка 10 у різні просторові положення; - на Фіг.7 зображено приклад виконання зварювальних зразків для різних типів зварних з’єднань. Згідно винаходу блок-схема Фіг.1 запропонованого дугового тренажеру зварника складається з давачів 1 і 12 струму, датчика 2 напруги, двокоординатного давача 13 кутових положень зварювального електроду, нормуючих підсилювачів 3, 4, 15, 16, 17, 18 кількість яких відповідає кількості виходів давачів, багатоканального аналогоцифрового перетворювача 5, персонального комп'ютеру 6, пристрою 7 відтворення звукових сигналів зворотнього зв'язку зі зварником, що проходить навчання, джерело 8 зварювального струму, маніпулятора 9 із зварювальним зразком 10, зварювальний інструмент 11, блоку 14 контролю подачі присадкового матеріалу. Виходи давачів струму 1 і 12, давача 2 напруги, двокоординатного давача 13 кутових положень електроду, підключені до входів нормуючих підсилювачів 3, 15, 4, 16, 17 відповідно, вихід блоку 14 контролю подачі присадного матеріалу підключено до входу нормуючого підсилювача 18. Виходи нормуючих підсилювачів 3, 4, 15...18, підключені до входів багатоканального аналого-цифрового перетворювача 5, вихід якого підключено до шини персонального комп'ютера 6 стандартної конфігурації, до складу якої входять монітор 22, миша 23, клавіатура 24, принтер 25. До аудіовиходу комп'ютеру 6 7 підключено пристрій 7 відтворення звукових сигналів зворотного зв'язку зі зварником, що проходить навчання. Один з полюсів джерела 8 зварювального струму підключено до точки з'єднання двох струмпровідних гілок маніпулятора 9, кожна з яких іншою точкою підключена до одного з двох струмопідводів 20 та 21, у яких встановлено та закріплено зварювальний зразок 10. У одну з струмопровідних гілок маніпулятора 9 включено давач струму 1, а у іншу гілку - додатковий давач 12. Інший полюс джерела 8 зварювального струму підключено до струмопідводу 19 електроду зварювального інструменту 11. До полюсів джерела 8 зварювального струму також підключено вхід давача 2 напруги, до якого таким чином прикладається напруга, відповідна напрузі дуги 26. На Фіг.2 приведено блок-схему блоку 14 контролю подавання присадкового матеріалу, до складу якого входять: сенсор 27 дуги, формувач 28 імпульсів, тримач 29 присадкового матеріалу. Вихід сенсору 27 дуги підключено до входу формувача 28 імпульсів, вихід якого під'єднано до входу нормуючого підсилювача 18. На Фіг.3 зображений загальний вигляд тримача 29 присадкового матеріалу, який виконано у вигляді ізоляційного корпусу 30, всередині якого закріплено затискач 31 присадкового матеріалу. На Фіг.5 зображений загальний вигляд маніпулятору 9, який складається з опорного корпусу 32, телескопічної трубки 33, до якої прикріплено зігнутий кронштейн 34, С-подібної деки 35, що складається з двох струмопровідних гілок 36 та 37 однакової довжини і однакового поперечного перерізу. У центральній частині С-подібної деки 35 встановлено шарнірний вузол 38, який прикріплено до кронштейну 34. До вільного торця гілки 36 деки 35 прикріплено струмопідвід 20 з затискачем 39 для кріплення зварювального зразка 10, а до вільного торця гілки 37 деки 35 - струмопідвід 21 з затискачем 40 для кріплення зварювального зразка 10. Спільна точка гілок 36 та 37 деки 35 з'єднана зі струмопідводом ,41 для під'єднання до одного із полюсів джерела 8 зварювального струму. До гілки 36 деки 35 включено давач 1 струму, а до гілки 37 деки 35 - давач 12 струму. На Фіг.7 зображено загальний вигляд зварювального зразка 10, що призначений для випадку неповоротного зварного з'єднання тіл обертання і виконаний у вигляді пластини з постійним по всій її довжині поперечним перерізом. Робоча частина цього зварювального зразка має форму плаского на-півкільця 42, торці якого у діаметральній площині споряджені і спрямовані у протилежні боки прямокутними пласкими ділянками 43 і 44 для фіксації зварювального зразка 10 у струмопідводах 20 і 21 маніпулятору 9. Опис роботи дугового тренажеру зварника, що заявляється. Програма, яка введена у комп'ютер, що входить у склад тренажеру, має бібліотеку учбових и тестових завдань. Перед початком сеансу навчання або тестування інструктор або зварник, що навчається або тестується, викликає відповідне учбове або тесто 87395 8 ве завдання. Кожне таке завдання містить вихідні дані: спосіб зварювання-наприклад, ручне дугове зварювання електродами з покриттям або зварювання неплавким електродом у середовищі інертних газів; тип та просторове положення зварного з'єднання; параметри режиму зварюваннязварювальний струм, напруга дуги, швидкість зварювання; погона енергія; вимоги до техніки зварювання - довжина дуги, кути просторового положення електроду, темп подавання присадкового матеріалу; тривалість окремих складових циклу зварювання; дата та тривалість сеансу навчання або тестування. Крім цього, кожне учбове або тестове завдання регламентує припустимі межі відхилень від нормативних значень параметрів, які задаються й контролюються під час сеансу навчання або тестування. Вихідні дані відтворюються на моніторі комп'ютера. Інструктор має змогу змінити значення тих чи інших або всіх параметрів, що заявляються й контролюються, а також припустимі межі відхилень цих параметрів. Після встановлення вихідних даних інструктором вводиться команда на початок сеансу навчання або тестування і з цього моменту починається відлік його тривалості. Зварник, що навчається або тестується, починає процес зварювання зі збудження дуги, наприклад, методом дотику електроду зварювального інструменту 11 до робочої поверхні зварювального зразка 10. З моменту появи у зварювальному колі тренажеру сталого зварювального струму починається циклічне опитування входів аналого-цифрового перетворювача 5, до яких підключені виходи аналогових каналів вимірювання зварювального струму, напруги дуги, кутів просторового положення електроду та(у разі зварювання неплавким електродом у середовищі інертних газів) вихід каналу контролю подавання присадкового матеріалу. Одночасно з цим з виходу аналого-цифрового перетворювача 5 сигнали, перетворені у цифровий код, починають надходити до шини даних комп'ютеру 6 для подальшої обробки, результати якої зображуються на моніторі 22 у вигляді графічної та табличної інформації по кожному параметру, що контролюється, і межам їх припустимих відхилень від заданих номінальних значень. Вихідні сигнали з давачів 1 і 12 струму, які пропорційні струмам, що протікають через кожну з двох струмопровідних гілок маніпулятору 9, його струмопідвіди 20 та 21 і відповідні ділянки зварювального зразка 10, надходять входів нормуючих підсилювачів 3 і 15 відповідно. Нормуючі підсилювачі 3 і 15, як і нормуючі підсилювачі 4, 16, 17 та 18, здійснюють таке масштабування своїх вхідних сигналів, при якому рівні їх вихідних сигналів відповідають нормованому діапазону вхідних рівнів аналого-цифрового перетворювача 5. Цифрові коди, що надходять до шини даних комп'ютеру 6 з виходу аналого-цифрового перетворювача 5 і відповідають аналоговим вихідним сигналам нормуючих підсилювачем 3 і 15, подальшу обробку проходять з урахуванням того, що у будь-який момент існування зварювальної дуги виконується тотожність. 9 Iw=I1+І2, де Iw - зварювальний струм, І1 - струм через одну з двох струмопровідних гілок маніпулятору, І2 - струм через іншу струмопровідну гілку. Виходячи з чого у результаті обробки визначаються миттєві або середні значення струму. Водночас також визначаються прирощення струмів І1 та І2 за періоди циклів опитування виходів нормуючих підсилювачів 3 та 15 і за результатами цього обчислюються усереднені значення миттєвої швидкості зварювання. Пропорційні напрузі дуги аналогові вихідні сигнали давача 2 напруги масштабуються нормуючим підсилювачем 4, вихідні сигнали якого перетворюються у цифрові за допомогою аналого-цифрового перетворювача 5. У результаті обробки цих цифрових сигналів комп'ютером 6 визначаються миттєві або середні значення напруги дуги 26. Оскільки у всьому технологічно вмотивованому діапазоні зварювальних струмів напруга дуги пропорційна її довжині, то одночасно з визначенням значень напруги дуги 26 обчислюються і значення довжини дуги. Разом з визначенням значень зварювального стуму і напруги дуги та обчисленням значень швидкості зварювання і довжини дуги здійснюється обчислення значень таких параметрів теплового режиму зварювання, як ефективне тепловкладення і погона енергія. Ефективне тепловкладення Qеф(t) обчислюється за формулою: Qеф(t)=Iw(t) Ud(t)η, де Iw(t) - поточне значення зварювального струму, Ud(t) - поточне значення напруги дуги, η - ефективний коефіцієнт корисної дії нагрівання металу дугою, який становить 0,6...0,85 для ручного дугового зварювання електродами з покриттям і 0,5...0,6 для зварювання неплавким електродам у середовищі інертних газів, а погона енергія Qn(t) - за формулою Qn(t)=Qеф(t)/Vзв(t)=Iw(t) Ud(t)η/Vзв(t), де Vзв(t) - поточне значення швидкості зварювання. Один із аналогових вихідних сигналів двокоординатного давача 13 кутових положень зварювального електроду, встановленого у зварювальному інструменті 11, пропорційного куту між віссю електроду і нормаллю до точки зварювання у вертикальній площині упоперек зварного шву ("кут α"), інший аналоговий вихідний сигнал двокоординатного давача 13 пропорційний куту між віссю електроду і нормаллю до точки зварювання у вертикальній площині уздовж зварного шва ("кут β"). Сигнали ("кут α") і ("кут β") масштабуються нормуючими пісилювачами 16 і 17, вихідні аналогові сигнали яких перетворюються у цифрові за допомогою аналого-цифрового перетворювача 5 і обробляються комп'ютером 6, у результаті чого визначаються поточні значення кутів просторового положення електроду зварювального інструменту 11. Реєстрація моментів і визначення темпу подавання присадкового матеріалу при зварюванні неплавким електродом у середовищі інертних га 87395 10 зів здійснюється за допомогою блоку 14 контролю подавання присадкового матеріалу, блок-схему якого наведено на Фіг.2, і який працює наступним чином. При подаванні присадкового матеріалу у зону зварювальної дуги 26 сформований сенсором 27 дуги сигнал надходить до входу формувача 28 імпульсів, що викликає стрибкоподібну зміну стану його виходу. Цей змінений стан виходу формувача 28 імпульсів буде існувати протягом інтервалу часу, що відповідає тривалості перебування присадкового матеріалу у зоні зварювальної дуги 26. Вихідні імпульсні сигнали формувача 28 імпульсів масштабуються за рівнем за допомогою нормуючого підсилювача 18, вихідні сигнали якого перетворюються у цифровий код за допомогою аналого-цифрового перетворювача 5 і надходять до шини даних комп'ютеру 6. Обробка сигналів з виходу нормуючого підсилювача 18, що надходять до комп'ютеру 6 у вигляді цифрового коду, забезпечує визначення не тільки кількості і частоти подавань присадкового матеріалу за проміжок часу, казаний у учбовому або тестовому завданні, але й тривалості перебування присадкового матеріалу у зоні дуги при кожному його подаванні. Присадковий матеріал в зону зварювальної дуги 26 подається зварником за допомогою тримача 29 присадкового матеріалу, загальний вигляд якого наведено на Фіг.3. Ізоляційний корпус 30 тримача 29 присадкового матеріалу знижує небезпеку ураження зварника електричним струмом, а також слугує для закріплення у ньому затискача 31 присадкового матеріалу, який може бути виконано у вигляді цангового пристрою. На Фіг.4 наведено спрощену принципову схему прикладу виконання формувача 28 імпульсів. У цьому випадку сенсором 27 дуги є сам присадковий матеріал, який крім основного призначення виконує роль зонда дуги, бо при подаванні присадкового матеріалу в зону дуги на ньому виникає потенціал відносно зварювального зразка 10. Цей потенціал, значення якого близьке до значення напруги дуги 26 або пропорційне йому, є вихідним сигналом сенсору дуги, який надходить від затискача 31 присадкового матеріалу до входу формувача 28 імпульсів. Вхідний каскад формувача 28 імпульсів забезпечує гальванічну розв'язку між ланцюгами блоку 14 контролю подавання присадкового матеріалу і зварювальним колом (наприклад за допомогою лінійної опторозв'язки типу ΣΔ), а також приводить вхідний сигнал до рівня, узгодженого з рівнем сигналів, необхідних для спрацьовування порогового елемента, що є вихідним каскадом формувача 28 імпульсів. Цей пороговий елемент може бути виконано у вигляді компаратора, схему якого наведено на Фіг.4. При вказаних на схемі знаках напруг живлення компаратору за відсутності сигналу з сенсору дуги на виході компаратору, тобто на резисторі R7, встановлюється напруга негативної полярності ("мінус"), а на виході формувача 28 імпульсів, тобто на резисторі R8, - нуль. При подаванні присадкового матеріалу у зону дуги 26 на виході компаратору (на резисторі R7) і на виході формувача 28 імпульсів (на резисторі 11 R8) стрибкоподібно встановиться напруга позитивної полярності ("плюс"). Під час усього сеансу навчання або тестування здійснюється зворотний зв'язок зі зварником, що навчається або тестується, за допомогою підключеного до аудіовиходу комп'ютеру 6 пристрою 7 відтворення звукових сигналів зворотного зв'язку. У якості такого пристрою можуть бути використані навушники, акустична колонка, тощо. Якщо при здійснені зварювального процесу порушуються заздалегідь встановлені учбовим або тестовим завданням межі припустимих відхилень від нормативних значень параметрів, що задаються і контролюються, то комп'ютером 6 формується мовна підказка, яка відтворюється пристроєм 7 у вигляді словосполучення, що відповідає виду порушення, наприклад, "Довжина зависока" (у випадку, коли довжина дуги перевищує верхню межу її припустимого значення), "Довжина занизька"(коли довжина дуги менша, ніж нижня межа її припустимого значення). При порушеннях по швидкості зварювання мовна підказка звучить як "Швидкість зависока" або "Швидкість занизька", при порушеннях по кутам просторового положення електроду - "Кут α (або Кут β) завеликий" або "Кут α (або Кут β) занизький". Крім цього, комп'ютером 6 виробляються, а пристроєм 7 відтворюються мовні підказки щодо стану зварювального кола - "Коротке замикання"(у разі, якщо тривалість короткого замикання перевищує технологічно вмотивований проміжок часу)та "Холостий хід"(при порушеннях процесу зварювання з перериванням зварювального струму). При цьому програмно встановлена ієрархія мовних підказок - навіть якщо одночасно відбулось два або більше порушень, в першу чергу надається підказка по довжині дуги, в другу - по швидкості зварювання, в третю - по кутам просторового положення електроду. Починаючи з моменту збудження зварювальної дуги на початку сеансу навчання або тестування і до моменту його автоматичного завершення, згідно зі заданою трвалістю сеансу, на моніторі 22 відображається інформація у числовому, графічному або табличному вигляді про протікання процесу зварювання та поточні значення його параметрів, що визначаються вимірюванням або обчисленнями. Вся отримана протягом сеансу навчання або тестування інформація зберігається у пам'яті комп'ютеру 6 необмежений час і може у будь-який момент відтворюватись на моніторі 22, копіюватись (а відтак і документуватись) на магнітному або оптичному носіях, при потребі - роздруковуватись на паперовому носії за допомогою принтеру 25 з використанням стандартних периферійних пристроїв комп'ютеру 6-миші 23 і, при необхідності, клавіатури 24. Виконання учбових або тестових завдань, що передбачають використання зварювальних зразків різного типу зварних з'єднань, а також їх різні просторові положення, забезпечується за допомогою маніпулятору 9, загальний вигляд якого наведено на Фіг.5. Маніпулятор працює наступним чином. Маніпулятор встановлюється на робочому столі зварника за допомогою пристрою кріплення 87395 12 (наприклад, типу струбцини), що входить до складу опорного корпусу 32. Зварювальний зразок 10, який відповідає вимогам учбового або тестового завдання, встановлюється у струмопідводах 20 і 21 і фіксується у них за допомогою затискачів 39 і 40 відповідно. В залежності від визначених учбовим або тестовим завданням умов виконання зварювання - робота сидячи або робота стоячи встановлюється і фіксується положення по висоті телескопічної трубки 33 та кронштейну 34. Після цього С-подібна дека 35 зі зварювальним зразком 10 за допомогою шарнірного вузлу 38 встановлюється і фіксується у просторовому положенні зварювання (нижньому, вертикальному, стельовому або нахиленому),яке відповідає вимогам учбового або тестового завдання. Приклади розміщення встановленого у С-подібній деці 35 зварювального зразка 10 наведені на Фіг.6. Шарнірний вузол 38 маніпулятору забезпечує обертання С-подібної деки 35 навколо вісі, що перпендикулярна у горизонтальній площині до горизонтальної вісі кронштейну 34, а також у вертикальній площині, яка паралельна горизонтальній вісі кронштейну 34. Для створення умов протікання зварювального струму у зварювальному колі тренажеру з'єднаний з струмопровідними гілками 36 та 37 С-подібної деки 35 струмопровід 41 підключається до одного з полюсів джерела зварювального струму. Струмопровідні гілки 36 і 37 разом з встановленими на них давачами струму забезпечують не тільки підвід через струмопідводи 39 та 40 зварювального струму до зварювального зразка, а й реалізацію схеми, за якою визначаються миттєві значення струмів в цих гілках за допомогою їх давачів струму, що дає можливість обчислення і реєстрації швидкості зварювання під час сеансу навчання або тестування. На Фіг.7 наведені приклади виконання зварювальних зразків для різних типів зварних з'єднань, а також загальний вигляд зварювального зразка неповоротного зварного з'єднання тіл обертання (наприклад, трубопроводу). Для виконання учбовою або тестового завдання, пов’язаного з відпрацюванням техніки зварювання при наплавленні, а також при зварюванні стикових з'єднань використовується зварювальний зразок у вигляді пласкої пластини, на робочій ділянці якої механічним способом (наприклад, фрезеруванням) виконані повздовжні заглиблення з V- подібним розкриттям кромок. Виконання кутового з'єднання відпрацьовується за допомогою зварювального зразка, робоча ділянка якого сформована з двох перпендикулярно сполучених пластин. Зварювальний зразок неповоротного зварного з'єднання тіл обертання, робоча ділянка 41 якого виконана у формі плаского напівкільця, а пласкі ділянки 42 та 43 слугують для встановлення і фіксації цього зразка у струмопідводах С-подібної деки маніпулятору, дозволяє відпрацьовувати техніку зварювання у всіх можливих просторових положеннях зварювання, при цьому, можливе зварювання як на зовнішній, так і на внутрішній поверхнях робочої ділянки 41 зразка, а також оберт зразка на 180° з наступним його кріпленням у струмопідводах С-подібної деки маніпулятору. 13 Описаний тренажер володіє достатньо великою гнучкістю у реалізації навчання або тестування зварників різного ступеню професійної підготовки здатність ефективно працювати у системах інтерактивного навчання. Такий тренажер дозво 87395 14 ляє з високим ступенем імовірності визначити місця можливих дефектів при здійснені реального зварювального процесу, шляхом аналізу отриманих його параметрів. 15 87395 16 17 Комп’ютерна верстка Т. Чепелева 87395 Підписне 18 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюArc welder's simulator
Автори англійськоюLobanov Leonid Mykhailovych, Bohdanovskyi Valentyn Oleksandrovych, Korotynskyi Oleksandr Yevtykhievych, Havva Viktor Markovych, Makhlin Naum Mordukhovych, Cherednyk Anatolii Dmytrovych, Buriak Vladyslav Yuriiovych, Kobrianskyi Volodymyr Lvovych
Назва патенту російськоюДуговой тренажер сварщика
Автори російськоюЛобанов Леонид Михайлович, Богдановский Валентин Александрович, Коротинский Александр Евтихиевич, Гавва Виктор Маркович, Махлин Наум Мордухович, Чередник Анатолий Дмитриевич, Буряк Владислав Юрьевич, Кобрянский Владимир Львович
МПК / Мітки
МПК: G09B 19/24, B23K 9/10
Мітки: тренажер, дуговій, зварника
Код посилання
<a href="https://ua.patents.su/9-87395-dugovijj-trenazher-zvarnika.html" target="_blank" rel="follow" title="База патентів України">Дуговий тренажер зварника</a>
Тренажер для удосконалення майстерності стрільців у швидкісних стрілецьких вправах
Номер патенту: 40414
Опубліковано: 16.06.2003
Автори: Виноградський Богдан Анатолійович, Козяр Михайло Миколайович, Ковальчук Андрій Миколайович, Пятков Віктор Тимофійович, Соколовський Віктор Миколайович
Мітки: майстерності, удосконалення, швидкісних, стрілецьких, тренажер, стрільців, вправах
Формула / Реферат:
Тренажер для удосконалення майстерності стрільця в швидкісних стрілецьких вправах, який містить мішень з давачем влучень, лічильник числа влучень, задавач числа пострілів, при цьому перший вхід задавача числа пострілів з'єднаний з виходом лічильника числа пострілів, давач старту, давач часу виконання вправи, лічильник часу виконання вправи, блок управління і обробки інформації, при цьому перший вихід давача старту з'єднаний з першим входом...
Вакуумно-дуговий випарювач металу
Номер патенту: 71525
Опубліковано: 15.11.2004
Автори: Лисиченко Володимир Іванович, Гришкевич Олександр Дмитрович
МПК: C23C 14/00
Мітки: металу, випарювач, вакуумно-дуговий
Формула / Реферат:
1. Вакуумно-дуговий випарювач металу, що складається з планарного катода й охоплюючого його стабілізуючого екрана, який знаходиться під плаваючим потенціалом, а катод через джерело живлення дугового розряду сполучений з корпусом вакуумної камери, яка знаходиться під потенціалом землі і є анодом дугового розряду, який відрізняється тим, що має кільцеподібний магніт, розташований суміжно з неробочою поверхнею катода, причому зовнішній контур...
Медичний тренажер

Номер патенту: 44185
Опубліковано: 15.01.2002
Автори: Ляховський Віталій Іванович, Ляховський Вячеслав Іванович, Ляховська Наталія Вячеславівна, Дудченко Максим Андрійович, Сакевич Руслан Петрович
МПК: G09B 23/28
Формула / Реферат:
Медичний тренажер, що містить муляж частини тіла людини, який відрізняється тим, що муляж виконаний у вигляді грудної клітини з еластичного пористого матеріалу, в порожнині якого розміщена ємкість, що імітує серце, виконана з пружного матеріалу і покрита двошаровими мембранами із еластичного матеріалу та систему з еластичних трубок послідовно з'єднаних з манометром і апаратом Боброва, і через розгалуження з гумовою камерою та насосом.
Вакуумно-дуговий випарювач
Номер патенту: 71517
Опубліковано: 15.11.2004
Автори: Гринюк Станіслав Іванович, Лисиченко Володимир Іванович, Погорілий Віталій Антонович, Соколова Наталія Леонідівна
МПК: C23C 14/00
Мітки: випарювач, вакуумно-дуговий
Формула / Реферат:
1. Вакуумно-дуговий випарювач для нанесення покриття на внутрішню поверхню виробів, що складається з вакуумної камери, анода, який може бути часткою вакуумної камери, катода, який коаксіальне розташований в об'ємі анода, джерела живлення дугового розряду, ініціатора дугового розряду, магнітної системи для керування положенням катодної плями на робочій поверхні катода, що складається з магнітної котушки, джерела електричного струму для її...
Вакуумно-дуговий пристрій

Номер патенту: 71886
Опубліковано: 15.12.2004
Автори: Лисиченко Володимир Іванович, Погорілий Віталій Антонович, Кучугурний Юрій Петрович, Гринюк Станіслав Іванович
МПК: C23C 14/00
Мітки: пристрій, вакуумно-дуговий
Формула / Реферат:
1. Вакуумно-дуговий пристрій для нанесення покриття на внутрішню поверхню трубчатих виробів, що складається з вакуумної камери, циліндричного трубчатого катода, розташованого коаксіально в оброблюваному виробі, джерела постійного струму для живлення вакуумно-дугового розряду, ініціатора дугового розряду, який відрізняється тим, що він має джерело уніполярних електричних імпульсів, блок імпульсного дозованого напуску газу, магнітну систему,...
Попередній патент: Спосіб отримання дієтичної домішки з жиру борсука
Наступний патент: Графітовий матеріал
Випадковий патент: Спосіб хонінгування отворів