Прес для виготовлення пустотілої цегли
Номер патенту: 87667
Опубліковано: 10.02.2014
Формула / Реферат
1. Прес для виготовлення пустотілої цегли, який складається з станини, завантажувального бункера з дозатором, пульта керування роботою преса, гідростанції, яка приводить в дію верхній та нижній зустрічно спрямовані силові гідроциліндри, які розташовані поміж вертикальних стійок, та на штоках яких закріплені пуансони, проміж якими розташована матриця з приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих суцільних циліндрів, переважно круглого перерізу, що встановлені у два ряди, який відрізняється тим, що під верхнім пуансоном розташована газорозподільна камера, до якої герметично приєднана змінна плита з вертикальними отворами для проходження пустотоутворювачів, причому газорозподільна камера охоплює всі вертикальні отвори у змінній плиті та підключена до мережі стислого повітря.
2. Прес для виготовлення пустотілої цегли за п. 1, який відрізняється тим, що газорозподільна камера має декілька порожнин, вкритих декількома знімними плитами з вертикальними отворами для одночасного пресування декількох цеглин.
Текст
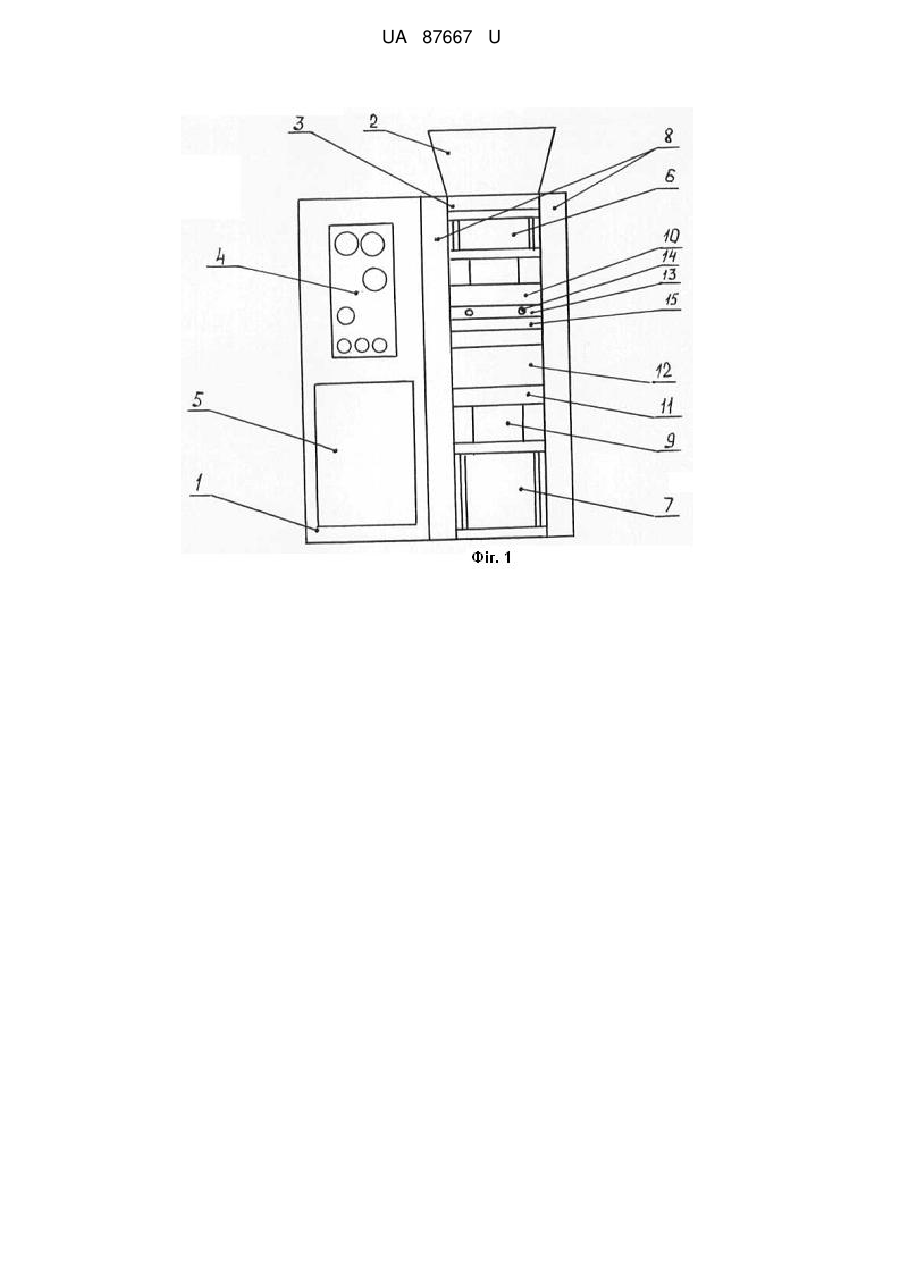
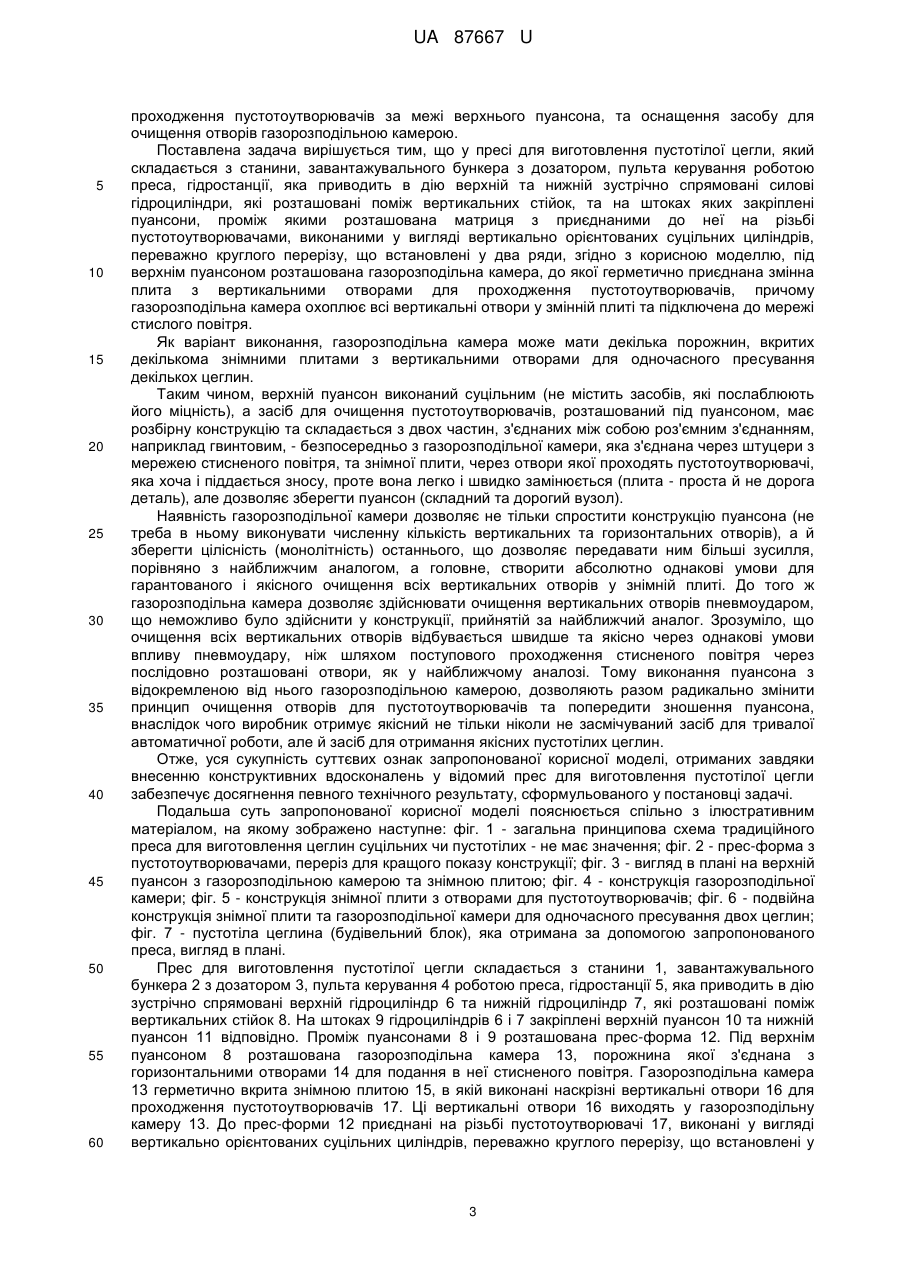
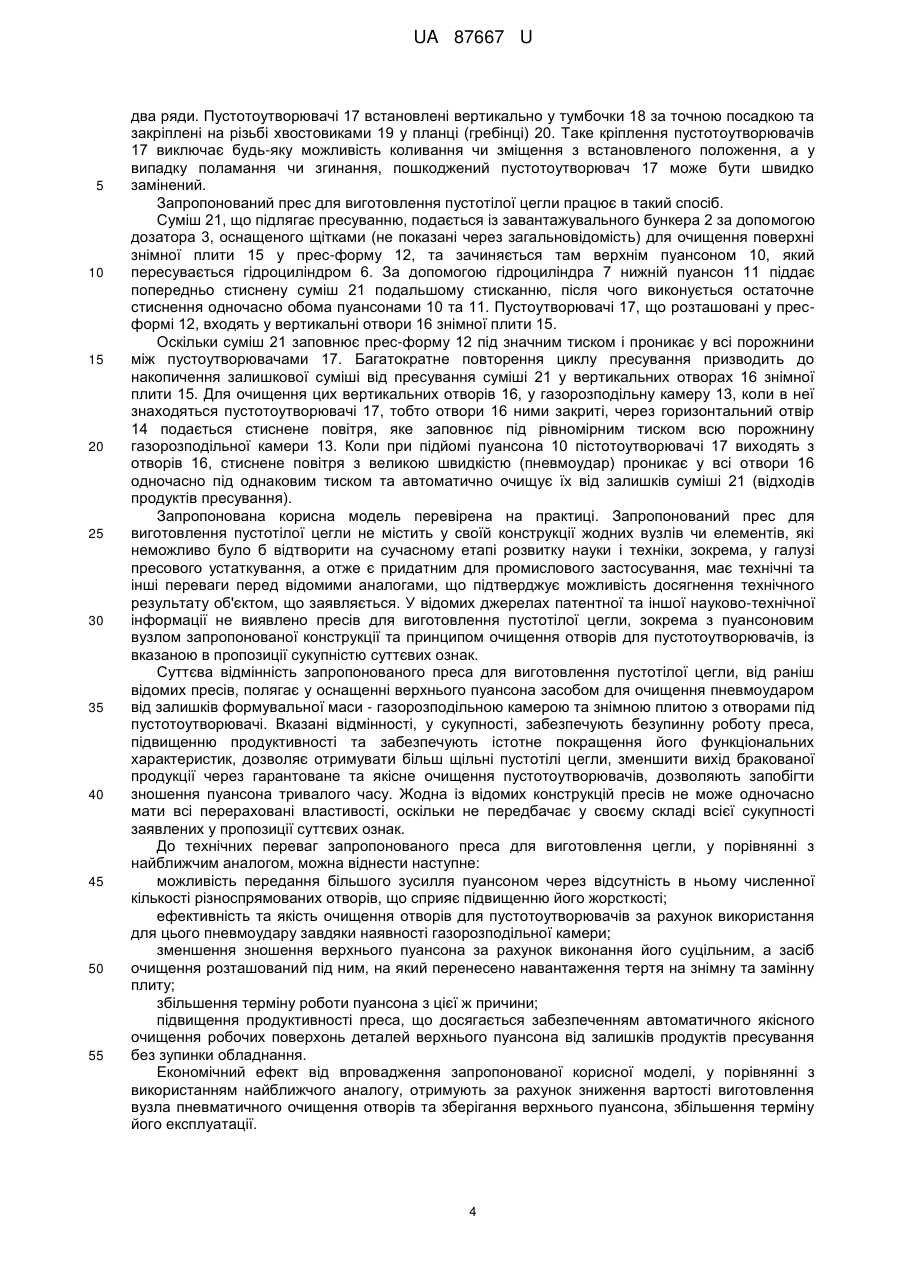
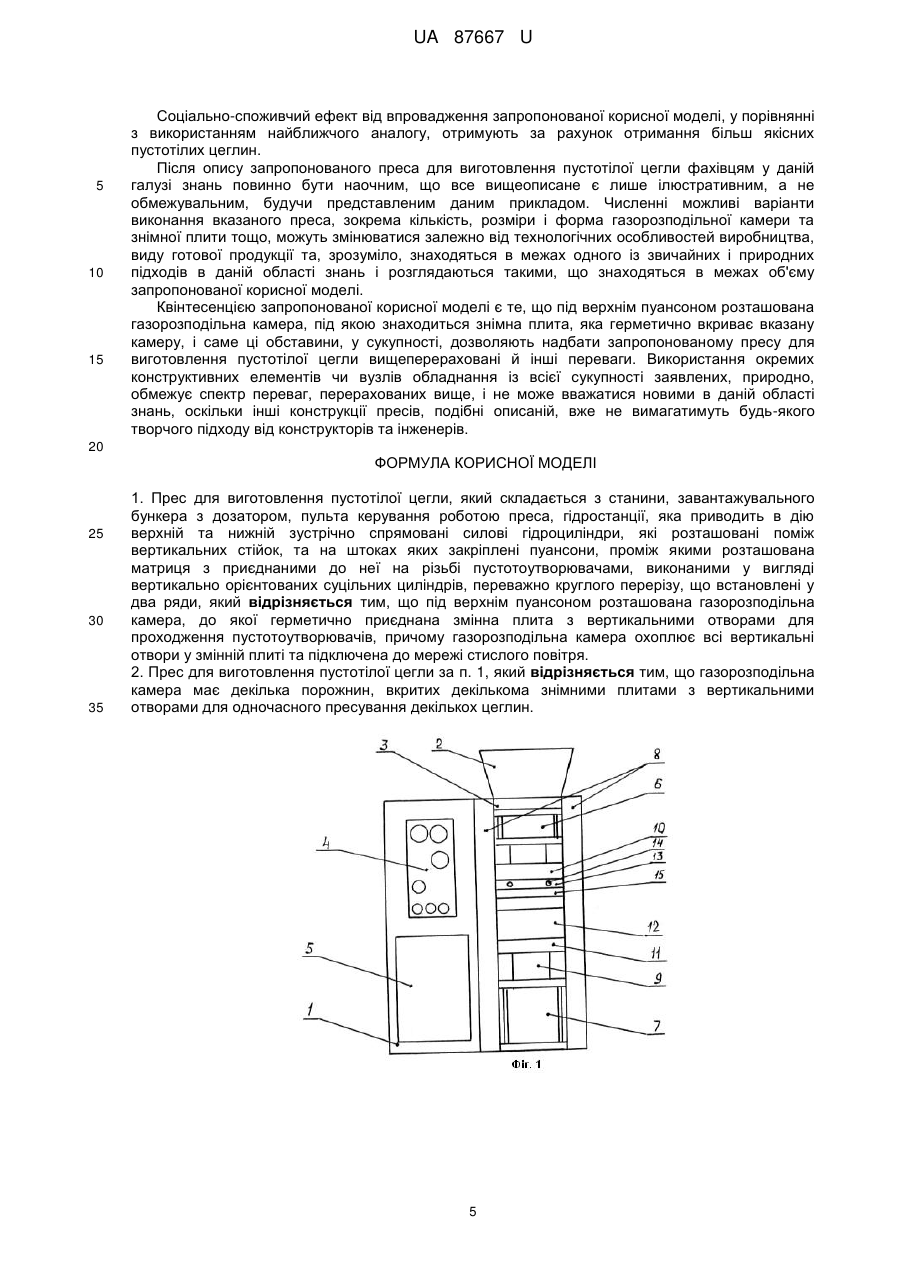
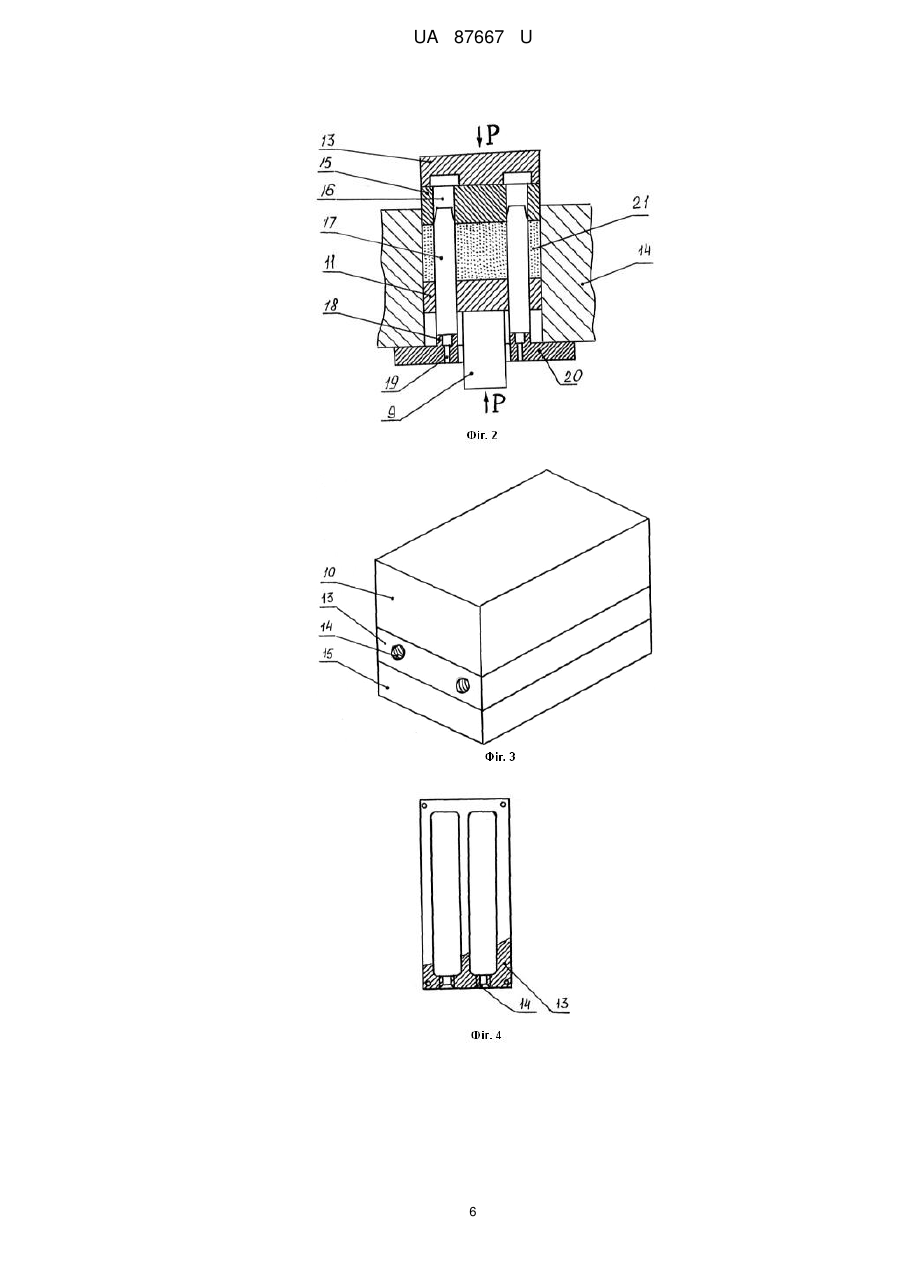
Реферат: Прес для виготовлення пустотілої цегли складається з станини, завантажувального бункера з дозатором, пульта керування роботою преса, гідростанції, яка приводить в дію верхній та нижній зустрічно спрямовані силові гідроциліндри, які розташовані поміж вертикальних стійок, та на штоках яких закріплені пуансони, проміж якими розташована матриця з приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих суцільних циліндрів, переважно круглого перерізу, що встановлені у два ряди. Під верхнім пуансоном розташована газорозподільна камера, до якої герметично приєднана змінна плита з вертикальними отворами для проходження пустотоутворювачів, причому газорозподільна камера охоплює всі вертикальні отвори у змінній плиті та підключена до мережі стислого повітря. UA 87667 U (12) UA 87667 U UA 87667 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі виготовлення фасонних виробів за допомогою пресування, а саме: стосується конструкції окремих робочих вузлів преса для виготовлення будівельних матеріалів, та може бути використана у галузі промислового будівництва для виготовлення пустотілих цеглин або будівельних блоків способом двостороннього гіперпресування. Відомо, що виробництво пустотілої цегли або будівельних блоків є перспективним, оскільки порожнисті будівельні матеріали на 20-30 % легші за повнотілі і при цьому мають порівняно меншу собівартість (завдяки меншій матеріалоємності і зниження вартості транспортування) та відмінні теплоізоляційні властивості, і при цьому не втрачають міцнісних властивостей. Для виготовлення пустотілої цегли або будівельних блоків застосовують різні преси, прес-форми яких мають пустотоутворювачі. Так, наприклад, відомий прес для виготовлення пустотілої цегли або будівельних блоків, який складається традиційно з станини, завантажувального бункера з дозатором, пульта керування роботою преса, гідростанції, що приводить в дію верхній та нижній зустрічно спрямовані силові гідроциліндри, які розташовані поміж вертикальних стійок, та на штоках яких закріплені пуансони, проміж якими розташована матриця з пустотоутворювачами прямокутного перерізу, що встановлені у два ряди та нероз'ємно прикріплені, наприклад зварюванням до матриці, а у верхньому пуансоні виконані наскрізні вертикальні отвори відповідної прямокутної форми та розмірів для проходження через них пустотоутворювачів, а також рухомий живильник, сполучений з товкачем повернено-поступової дії [див. патент України № 16812 А1 з класу 6 МПК В28В 3/08, опублікований 29.08.1997 р. у Бюл. № 4]. Основним недоліком відомого преса є те, що його роботу треба періодично зупиняти для очищення отворів у верхньому пуансоні від залишків матеріалу, що пресується, я це знижує загальну продуктивність роботи преса. Цей недолік усунений у відомому пресі для виготовлення пустотілої цегли або будівельних блоків, який традиційно складається, як і попередній аналог, з добре відомих вузлів, а саме: станини, завантажувального бункера з дозатором, пульта керування роботою преса, гідростанції, що приводить в дію верхній та нижній зустрічно спрямовані силові гідроциліндри, які розташовані поміж вертикальних стійок, та на штоках яких закріплені пуансони, проміж якими розташована матриця з пустотоутворювачами прямокутного перерізу, що встановлені у два ряди та нероз'ємно прикріплені, наприклад зварюванням до матриці, а у верхньому пуансоні виконані наскрізні вертикальні отвори відповідної прямокутної форми та розмірів для проходження через них пустотоутворювачів, а також у верхній площині верхнього пуансона виконані горизонтальні пази для видаляння залишків продуктів пресування, які накопичуються у прямокутних отворах верхнього пуансона. Пази перетинають всі прямокутні отвори для проходження пустотоутворювачів і мають обмежену ширину не більше ніж дві ширини прямокутних отворів і невелику глибину - до 2/3 (двох третин) товщини верхнього пуансона. Пази можуть мати різну форму у перерізі та невеличкий ухил до поверхні пуансона. Матриця має два ряди пустотоутворювачів для виготовлення одної пустотілої цеглини [див. патент 6 України № 17464 U з класу МПК В28В 3/02, опублікований 15.09.2006 року у Бюл. №9]. Даному аналогу притаманна низка суттєвих недоліків, які викликають великого сумніву у ефективності очищення отворів для проходження пустотоутворювачів, а також отримані з під нього пустотілі цеглини мають знижені міцнісні характеристики, що дозволяє вважати його конструкцію недосконалою. Так, по-перше, виконання двох поздовжніх, досить широких, пазів по всій довжині верхнього пуансона, та ще й на 2/3 його товщини, зрозуміло, послабляє пуансон, роблячи його нездатним для передачі високих зусиль, які потрібні для гіперпресування вологої суміші. До того ж, такий пуансон має обмежений ресурс експлуатації через поступове руйнування (сплющення) відносно тонких ребер, що утворилися поміж пазами. Саме через ці ребра передається зусилля на матрицю від верхнього гідроциліндра. По-друге, абсолютна не ремонтопридатність пустотоутворювачів, оскільки вони приєднані до матриці нероз'ємно. У випадку згинання хоча б одного пустотоутворювача, його украй важко замінити через обмеженість простору у матриці з двома рядами пустотоутворювачів. До того ж, зварювання, через нерівномірний нагрів, як загальновідомо, формує поле знакозмінних напружень у матриці та пустотоутворювачах, що скорочує ресурс експлуатації цього, майже головного вузла преса, через розвиток з часом мікротріщин, а вона досить дорога. По-третє, наявність горизонтальних пазів у верхньому пуансоні все однак не вирішило питання безперервної роботи преса: його треба також зупиняти, хоча й рідше, для видалення накопичених залишків продуктів пресування з пазів. По-четверте, прямокутні отвори у цеглинах утворюють концентратори напружень у своїх кутах, а отже, такі 1 UA 87667 U 5 10 15 20 25 30 35 40 45 50 55 60 цеглини мають знижені міцнісні властивості порівняно з суцільними цеглинами, через що не здатні витримувати великі навантаження. Цих всіх перелічених недоліків позбавлений прес для виготовлення пустотілих цеглин, який є найбільш близьким аналогом, як і всі преси, складається з традиційних й добре відомих вузлів, а саме: станини, завантажувального бункера з дозатором, пульта керування роботою преса, гідростанції, яка приводить в дію верхній та нижній зустрічно спрямовані силові гідроциліндри, що розташовані поміж вертикальних стійок, та на штоках яких закріплені пуансони, проміж якими розташована матриця з приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих суцільних циліндрів, переважно круглого перерізу, що встановлені у два ряди з можливістю проходження крізь верхній пуансон через відповідні вертикальні отвори у ньому, при цьому у тілі пуансона, перпендикулярно напрямку вертикальних отворів, в які входять пустотоутворювачі, виконані горизонтальні наскрізні отвори меншого діаметра за діаметр вертикальних отворів з різьбою на краях для установки штуцерів, приєднаних за допомогою гнучкого рукава до магістралі стисненого повітря, які перетинають вертикальні отвори. Для очищення отворів, в які входять пустотоутворювачі, стиснене повітря подають у горизонтальні отвори, яке виходить під тиском у вертикальні отвори для пустотоутворювачів, та очищають їх автоматично від залишків продуктів пресування. Матриця має два ряди пустотоутворювачів для виготовлення однієї пустотілої цеглини, які з круглими отворами виявляються більш міцними, ніж з прямокутними. Круглі знімні пустотоутворювачі роблять конструкцію матриці повністю ремонтопридатною [див. пат. України 6 № 67264 U з класу МПК В28В 3/02, опублікований 10.02.2012 р. у Бюл. № 9]. Проте й цей прес не позбавлений недоліків, основним з яких є нерівномірне очищення отворів у пуансоні стисненим повітрям. Суть цього недоліку пояснюється наступним. Стиснене повітря, виходячи з горизонтального отвору меншого діаметра у перший вертикальний отвір у пуансоні для проходження пустотоутворювача, який має більший діаметр, природно розширюється та переходить у режим розвинутої турбулентності, через що частина повітряного потоку далі йде не у черговий горизонтальний отвір меншого діаметра, який, через меншу площу, чинить опір, а спрямовується у отвір для пустотоутворювача, який більший за діаметром, а тому менш перешкоджає руху повітря. Отже, на першому вертикальному отворі у пуансоні частина потужності повітряного потоку втрачається. Те ж саме відбувається при досягненні стисненим повітрям другого вертикального отвору у пуансоні, де ще частина потужності повітряного потоку втрачається. Коли повітряний потік доходить до останнього вертикального отвору у пуансоні, він вже не має достатньої потужності, щоб очистити цей отвір. Таким чином, очищення отворів у пуансоні відбувається нерівномірно, а останній, взагалі, майже не очищується, що неминуче відбивається у гірший бік на якість цеглин та роботу преса. Тому, незважаючи на певні переваги запропонованого повітряного очищення отворів у пуансоні, він все ж таки потребує вдосконалення. Другим, проте не менш суттєвим недоліком відомого аналогу слід зазначити, що пуансон з отворами безпосередньо виступає робочим органом, який контактує з пустотоутворювачами. Враховуючи, що суміш, яка піддається пресуванню, являє собою досить абразивний матеріал, отвори у пуансоні відносно швидко зношуються (збільшуються у діаметрі), що, в свою чергу, неминуче призводить до поступового зниження якості цеглин, з одного боку, а, з другого, засмічення отворів з часом збільшується через наявність зазорів між пустотоутворювачами та внутрішньою поверхнею отворів у пуансоні. Це вимушує працівника періодично замінювати зношений пуансон на новий, що економічно невиправдано, оскільки пуансон є досить дорогим вузлом преса. До того ж, пуансон з численними отворами у двох напрямах не здатний передавати великі зусилля, яке потрібне для пресування цеглин, через послаблення його жорсткості, а отже, з цієї причини, зростає ймовірність його руйнування. Крім того, пуансон виготовлюється з міцної загартованої сталі, що ускладнює виконання в ньому численних отворів, а також виникає можливість сколювання металу при перетинанні отворів. Все це говорить про те, що виконання отворів у самому пуансоні - не кращий варіант розташування в ньому засобу для очищення отворів від продуктів пресування. В основу корисної моделі поставлена задача забезпечення високої і рівномірної якості очищення будь-якої кількості отворів, в які входять пустотоутворювачі, з одночасним запобіганням зношення та руйнування верхнього пуансона, що разом дозволяє покращити функціонально-технічні характеристики преса для виготовлення пустотілих цеглин з одночасним зменшенням виходу бракованих цеглин за рахунок виключення контакту пуансона з пустотоутворювачами та перерозподілу потоку стисненого повітря для підтримання однакових умов аеродинамічного впливу на всі отвори для пустотоутворючвачів незалежно від віддалення їх від місця подання повітря шляхом перенесення засобу для очищення отворів для 2 UA 87667 U 5 10 15 20 25 30 35 40 45 50 55 60 проходження пустотоутворювачів за межі верхнього пуансона, та оснащення засобу для очищення отворів газорозподільною камерою. Поставлена задача вирішується тим, що у пресі для виготовлення пустотілої цегли, який складається з станини, завантажувального бункера з дозатором, пульта керування роботою преса, гідростанції, яка приводить в дію верхній та нижній зустрічно спрямовані силові гідроциліндри, які розташовані поміж вертикальних стійок, та на штоках яких закріплені пуансони, проміж якими розташована матриця з приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих суцільних циліндрів, переважно круглого перерізу, що встановлені у два ряди, згідно з корисною моделлю, під верхнім пуансоном розташована газорозподільна камера, до якої герметично приєднана змінна плита з вертикальними отворами для проходження пустотоутворювачів, причому газорозподільна камера охоплює всі вертикальні отвори у змінній плиті та підключена до мережі стислого повітря. Як варіант виконання, газорозподільна камера може мати декілька порожнин, вкритих декількома знімними плитами з вертикальними отворами для одночасного пресування декількох цеглин. Таким чином, верхній пуансон виконаний суцільним (не містить засобів, які послаблюють його міцність), а засіб для очищення пустотоутворювачів, розташований під пуансоном, має розбірну конструкцію та складається з двох частин, з'єднаних між собою роз'ємним з'єднанням, наприклад гвинтовим, - безпосередньо з газорозподільної камери, яка з'єднана через штуцери з мережею стисненого повітря, та знімної плити, через отвори якої проходять пустотоутворювачі, яка хоча і піддається зносу, проте вона легко і швидко замінюється (плита - проста й не дорога деталь), але дозволяє зберегти пуансон (складний та дорогий вузол). Наявність газорозподільної камери дозволяє не тільки спростити конструкцію пуансона (не треба в ньому виконувати численну кількість вертикальних та горизонтальних отворів), а й зберегти цілісність (монолітність) останнього, що дозволяє передавати ним більші зусилля, порівняно з найближчим аналогом, а головне, створити абсолютно однакові умови для гарантованого і якісного очищення всіх вертикальних отворів у знімній плиті. До того ж газорозподільна камера дозволяє здійснювати очищення вертикальних отворів пневмоударом, що неможливо було здійснити у конструкції, прийнятій за найближчий аналог. Зрозуміло, що очищення всіх вертикальних отворів відбувається швидше та якісно через однакові умови впливу пневмоудару, ніж шляхом поступового проходження стисненого повітря через послідовно розташовані отвори, як у найближчому аналозі. Тому виконання пуансона з відокремленою від нього газорозподільною камерою, дозволяють разом радикально змінити принцип очищення отворів для пустотоутворювачів та попередити зношення пуансона, внаслідок чого виробник отримує якісний не тільки ніколи не засмічуваний засіб для тривалої автоматичної роботи, але й засіб для отримання якісних пустотілих цеглин. Отже, уся сукупність суттєвих ознак запропонованої корисної моделі, отриманих завдяки внесенню конструктивних вдосконалень у відомий прес для виготовлення пустотілої цегли забезпечує досягнення певного технічного результату, сформульованого у постановці задачі. Подальша суть запропонованої корисної моделі пояснюється спільно з ілюстративним матеріалом, на якому зображено наступне: фіг. 1 - загальна принципова схема традиційного преса для виготовлення цеглин суцільних чи пустотілих - не має значення; фіг. 2 - прес-форма з пустотоутворювачами, переріз для кращого показу конструкції; фіг. 3 - вигляд в плані на верхній пуансон з газорозподільною камерою та знімною плитою; фіг. 4 - конструкція газорозподільної камери; фіг. 5 - конструкція знімної плити з отворами для пустотоутворювачів; фіг. 6 - подвійна конструкція знімної плити та газорозподільної камери для одночасного пресування двох цеглин; фіг. 7 - пустотіла цеглина (будівельний блок), яка отримана за допомогою запропонованого преса, вигляд в плані. Прес для виготовлення пустотілої цегли складається з станини 1, завантажувального бункера 2 з дозатором 3, пульта керування 4 роботою преса, гідростанції 5, яка приводить в дію зустрічно спрямовані верхній гідроциліндр 6 та нижній гідроциліндр 7, які розташовані поміж вертикальних стійок 8. На штоках 9 гідроциліндрів 6 і 7 закріплені верхній пуансон 10 та нижній пуансон 11 відповідно. Проміж пуансонами 8 і 9 розташована прес-форма 12. Під верхнім пуансоном 8 розташована газорозподільна камера 13, порожнина якої з'єднана з горизонтальними отворами 14 для подання в неї стисненого повітря. Газорозподільна камера 13 герметично вкрита знімною плитою 15, в якій виконані наскрізні вертикальні отвори 16 для проходження пустотоутворювачів 17. Ці вертикальні отвори 16 виходять у газорозподільну камеру 13. До прес-форми 12 приєднані на різьбі пустотоутворювачі 17, виконані у вигляді вертикально орієнтованих суцільних циліндрів, переважно круглого перерізу, що встановлені у 3 UA 87667 U 5 10 15 20 25 30 35 40 45 50 55 два ряди. Пустотоутворювачі 17 встановлені вертикально у тумбочки 18 за точною посадкою та закріплені на різьбі хвостовиками 19 у планці (гребінці) 20. Таке кріплення пустотоутворювачів 17 виключає будь-яку можливість коливання чи зміщення з встановленого положення, а у випадку поламання чи згинання, пошкоджений пустотоутворювач 17 може бути швидко замінений. Запропонований прес для виготовлення пустотілої цегли працює в такий спосіб. Суміш 21, що підлягає пресуванню, подається із завантажувального бункера 2 за допомогою дозатора 3, оснащеного щітками (не показані через загальновідомість) для очищення поверхні знімної плити 15 у прес-форму 12, та зачиняється там верхнім пуансоном 10, який пересувається гідроциліндром 6. За допомогою гідроциліндра 7 нижній пуансон 11 піддає попередньо стиснену суміш 21 подальшому стисканню, після чого виконується остаточне стиснення одночасно обома пуансонами 10 та 11. Пустоутворювачі 17, що розташовані у пресформі 12, входять у вертикальні отвори 16 знімної плити 15. Оскільки суміш 21 заповнює прес-форму 12 під значним тиском і проникає у всі порожнини між пустоутворювачами 17. Багатократне повторення циклу пресування призводить до накопичення залишкової суміші від пресування суміші 21 у вертикальних отворах 16 знімної плити 15. Для очищення цих вертикальних отворів 16, у газорозподільну камеру 13, коли в неї знаходяться пустотоутворювачі 17, тобто отвори 16 ними закриті, через горизонтальний отвір 14 подається стиснене повітря, яке заповнює під рівномірним тиском всю порожнину газорозподільної камери 13. Коли при підйомі пуансона 10 пістотоутворювачі 17 виходять з отворів 16, стиснене повітря з великою швидкістю (пневмоудар) проникає у всі отвори 16 одночасно під однаковим тиском та автоматично очищує їх від залишків суміші 21 (відходів продуктів пресування). Запропонована корисна модель перевірена на практиці. Запропонований прес для виготовлення пустотілої цегли не містить у своїй конструкції жодних вузлів чи елементів, які неможливо було б відтворити на сучасному етапі розвитку науки і техніки, зокрема, у галузі пресового устаткування, а отже є придатним для промислового застосування, має технічні та інші переваги перед відомими аналогами, що підтверджує можливість досягнення технічного результату об'єктом, що заявляється. У відомих джерелах патентної та іншої науково-технічної інформації не виявлено пресів для виготовлення пустотілої цегли, зокрема з пуансоновим вузлом запропонованої конструкції та принципом очищення отворів для пустотоутворювачів, із вказаною в пропозиції сукупністю суттєвих ознак. Суттєва відмінність запропонованого преса для виготовлення пустотілої цегли, від раніш відомих пресів, полягає у оснащенні верхнього пуансона засобом для очищення пневмоударом від залишків формувальної маси - газорозподільною камерою та знімною плитою з отворами під пустотоутворювачі. Вказані відмінності, у сукупності, забезпечують безупинну роботу преса, підвищенню продуктивності та забезпечують істотне покращення його функціональних характеристик, дозволяє отримувати більш щільні пустотілі цегли, зменшити вихід бракованої продукції через гарантоване та якісне очищення пустотоутворювачів, дозволяють запобігти зношення пуансона тривалого часу. Жодна із відомих конструкцій пресів не може одночасно мати всі перераховані властивості, оскільки не передбачає у своєму складі всієї сукупності заявлених у пропозиції суттєвих ознак. До технічних переваг запропонованого преса для виготовлення цегли, у порівнянні з найближчим аналогом, можна віднести наступне: можливість передання більшого зусилля пуансоном через відсутність в ньому численної кількості різноспрямованих отворів, що сприяє підвищенню його жорсткості; ефективність та якість очищення отворів для пустотоутворювачів за рахунок використання для цього пневмоудару завдяки наявності газорозподільної камери; зменшення зношення верхнього пуансона за рахунок виконання його суцільним, а засіб очищення розташований під ним, на який перенесено навантаження тертя на знімну та замінну плиту; збільшення терміну роботи пуансона з цієї ж причини; підвищення продуктивності преса, що досягається забезпеченням автоматичного якісного очищення робочих поверхонь деталей верхнього пуансона від залишків продуктів пресування без зупинки обладнання. Економічний ефект від впровадження запропонованої корисної моделі, у порівнянні з використанням найближчого аналогу, отримують за рахунок зниження вартості виготовлення вузла пневматичного очищення отворів та зберігання верхнього пуансона, збільшення терміну його експлуатації. 4 UA 87667 U 5 10 15 Соціально-споживчий ефект від впровадження запропонованої корисної моделі, у порівнянні з використанням найближчого аналогу, отримують за рахунок отримання більш якісних пустотілих цеглин. Після опису запропонованого преса для виготовлення пустотілої цегли фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі варіанти виконання вказаного преса, зокрема кількість, розміри і форма газорозподільної камери та знімної плити тощо, можуть змінюватися залежно від технологічних особливостей виробництва, виду готової продукції та, зрозуміло, знаходяться в межах одного із звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованої корисної моделі. Квінтесенцією запропонованої корисної моделі є те, що під верхнім пуансоном розташована газорозподільна камера, під якою знаходиться знімна плита, яка герметично вкриває вказану камеру, і саме ці обставини, у сукупності, дозволяють надбати запропонованому пресу для виготовлення пустотілої цегли вищеперераховані й інші переваги. Використання окремих конструктивних елементів чи вузлів обладнання із всієї сукупності заявлених, природно, обмежує спектр переваг, перерахованих вище, і не може вважатися новими в даній області знань, оскільки інші конструкції пресів, подібні описаній, вже не вимагатимуть будь-якого творчого підходу від конструкторів та інженерів. 20 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 35 1. Прес для виготовлення пустотілої цегли, який складається з станини, завантажувального бункера з дозатором, пульта керування роботою преса, гідростанції, яка приводить в дію верхній та нижній зустрічно спрямовані силові гідроциліндри, які розташовані поміж вертикальних стійок, та на штоках яких закріплені пуансони, проміж якими розташована матриця з приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих суцільних циліндрів, переважно круглого перерізу, що встановлені у два ряди, який відрізняється тим, що під верхнім пуансоном розташована газорозподільна камера, до якої герметично приєднана змінна плита з вертикальними отворами для проходження пустотоутворювачів, причому газорозподільна камера охоплює всі вертикальні отвори у змінній плиті та підключена до мережі стислого повітря. 2. Прес для виготовлення пустотілої цегли за п. 1, який відрізняється тим, що газорозподільна камера має декілька порожнин, вкритих декількома знімними плитами з вертикальними отворами для одночасного пресування декількох цеглин. 5 UA 87667 U 6 UA 87667 U Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Автори англійськоюChakov Ihor Oleksandrovych, Tachko Viktor Viktorovych
Автори російськоюЧаков Игорь Александрович, Тачко Виктор Викторович
МПК / Мітки
Мітки: прес, пустотілої, виготовлення, цегли
Код посилання
<a href="https://ua.patents.su/9-87667-pres-dlya-vigotovlennya-pustotilo-cegli.html" target="_blank" rel="follow" title="База патентів України">Прес для виготовлення пустотілої цегли</a>
Прес для виготовлення цегли

Номер патенту: 67264
Опубліковано: 10.02.2012
Автори: Тачко Віктор Вікторович, Чаков Ігор Олександрович
МПК: B28B 3/08
Мітки: прес, виготовлення, цегли
Формула / Реферат:
Прес для виготовлення цегли, який містить станину з розташованими на ній прес-формою, гідроциліндрами, пуансонами, дозатором, бункером, гідростанцією і пультом управління роботою преса, який відрізняється тим, що прес-форма оснащена приєднаними до неї на різьбі пустотоутворювачами, виконаними у вигляді вертикально орієнтованих прутів, переважно круглого перерізу, з можливістю проходу крізь верхній пуансон через відповідні вертикальні отвори...
Прес для виготовлення цегли

Номер патенту: 17464
Опубліковано: 15.09.2006
Автор: Юсубов Сарахад Гаджимамудович
МПК: B28B 3/02
Мітки: цегли, прес, виготовлення
Формула / Реферат:
Прес для виготовлення цегли, що містить станину, на якій розташовані прес-форма, гідроциліндри, дозатор, бункер, гідростанція і пульт керування, який відрізняється тим, що у верхній площині верхнього пуансона прес-форми виконані пази, що розташовані вище і напроти отворів пуансона.
Револьверний прес для формування цегли
Номер патенту: 96026
Опубліковано: 26.09.2011
Автори: Федоров Георгій Дмитрович, Савченко Олександр Григорович, Болотських Микола Степанович, Крот Олександр Юлійович
МПК: B28B 3/10, B28B 5/00, B30B 11/08
Мітки: прес, револьверний, формування, цегли
Формула / Реферат:
1. Револьверний прес для формування цегли, який містить поворотний стіл з розміщеними у ньому прес-формами і штампами, опорні поверхні яких на позиції пресування контактують із опорними поверхнями двох пластин регулювання висоти цегли, прикріплених болтами до поршня механізму пресування, та пристрій очищення пластин, який відрізняється тим, що пристрій очищення пластин виконаний у вигляді обдувачів, зв'язаних із системою подачі стисненого...
Револьверний прес для формування цегли
Номер патенту: 79292
Опубліковано: 11.06.2007
Автори: Буцький В'ячеслав Олександрович, Савченко Олександр Григорович, Болотських Микола Степанович, Тимощенко Андрій Миколайович, Федоров Георгій Дмитрович, Крот Олександр Юлійович
МПК: B28B 3/10
Мітки: прес, формування, цегли, револьверний
Формула / Реферат:
Револьверний прес для формування цегли, який містить поворотний стіл із прес-формами, ємкість живлення і камеру пневмопідпресування, обладнану двома ущільнювачами, що складаються з пневмоциліндрів й закріплених на їх штоках пластин з отворами, який відрізняється тим, що переріз ємкості живлення окреслений по контуру принаймні двох сусідніх прес-форм, пластини ущільнювачів виконані у вигляді об'ємних елементів із товщиною, не меншою ніж хід...
Спосіб виготовлення керамічної цегли-сирцю
Номер патенту: 58698
Опубліковано: 15.08.2003
Автори: Щербаков Олександр Володимирович, Губарь Віктор Миколайович, Зайченко Микола Михайлович
МПК: B28C 1/00, C04B 33/02
Мітки: виготовлення, керамічної, цегли-сирцю, спосіб
Формула / Реферат:
Спосіб виготовлення керамічної цегли-сирцю, що включає приготування прес-порошку, активацію в електростатичному високовольтному полі і формування способом напівсухого пресування, який відрізняється тим, що перед формуванням виробів прес-порошок оброблюється в електричному полі протягом 2,5...3 хвилин з наступними параметрами: напруженість електричного поля 5...7,5 кВ/см сила струму ...
Попередній патент: Самоусмоктувальна мішалка
Наступний патент: Установка для формування жорстких полімербетонних виробів
Випадковий патент: Система та спосіб для надання доступу до інтернету обчислювальному пристрою