Порошкова композиція на основі заліза, добавка до порошкової композиції і спечений виріб, який виробляють з цієї композиції
Формула / Реферат
1. Порошкова композиція на основі заліза, яка містить додатково до порошку на основі заліза від 0,02 % до 1,0 % по масі добавки, що поліпшує механічну оброблюваність у пресованому і спеченому стані, причому згадана добавка містить фторид кальцію і гексагональний нітрид бору.
2. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що містить поліпшуючу механічну оброблюваність добавку в кількості між 0,02 % і 0,6 % по масі.
3. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що кількість гексагонального нітриду бору, який містить зазначена добавка, знаходиться в інтервалі від 0,01 % до 0,5 % по масі.
4. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що кількість гексагонального нітриду бору, який містить зазначена добавка, знаходиться в інтервалі від 0,01 % до 0,2 % по масі.
5. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що кількість фториду кальцію, який містить зазначена добавка, знаходиться в інтервалі від 0,01 % до 0,5 % по масі.
6. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що кількість фториду кальцію, який містить зазначена добавка, знаходиться в інтервалі від 0,1 % до 0,4 % по масі.
7. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що середній розмір частинок гексагонального нітриду бору, який містить зазначена добавка, складає від 1 до 50 мкм.
8. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що середній розмір частинок гексагонального нітриду бору, який містить зазначена добавка, складає від 1 до 30 мкм.
9. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що середній розмір частинок фториду кальцію, який містить зазначена добавка, складає менше 100 мкм.
10. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що середній розмір частинок фториду кальцію, який містить зазначена добавка, складає від 20 до 70 мкм.
11. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що згадана композиція додатково містить необов'язкові добавки, щонайменше одну добавку, вибрану з групи, що складається з графіту, зв'язуючої речовини або мастила.
12. Добавка до порошкової композиції на основі заліза, яка поліпшує механічну оброблюваність в пресованому і спеченому стані, що містить порошкоподібний фторид кальцію і порошкоподібний гексагональний нітрид бору, в якій кількісне співвідношення між гексагональним нітридом бору і фторидом кальцію знаходиться між 1:1 і 1:40.
13. Добавка за п. 12, яка відрізняється тим, що кількісне співвідношення між гексагональним нітридом бору і фторидом кальцію знаходиться між 1:1 і 1:10.
14. Добавка за п. 12, яка відрізняється тим, що середній розмір її частинок складає менше 100 мкм.
15. Спечений виріб, що має поліпшену механічну оброблюваність, який виготовлений з порошкової композиції на основі заліза за п. 1.
Текст
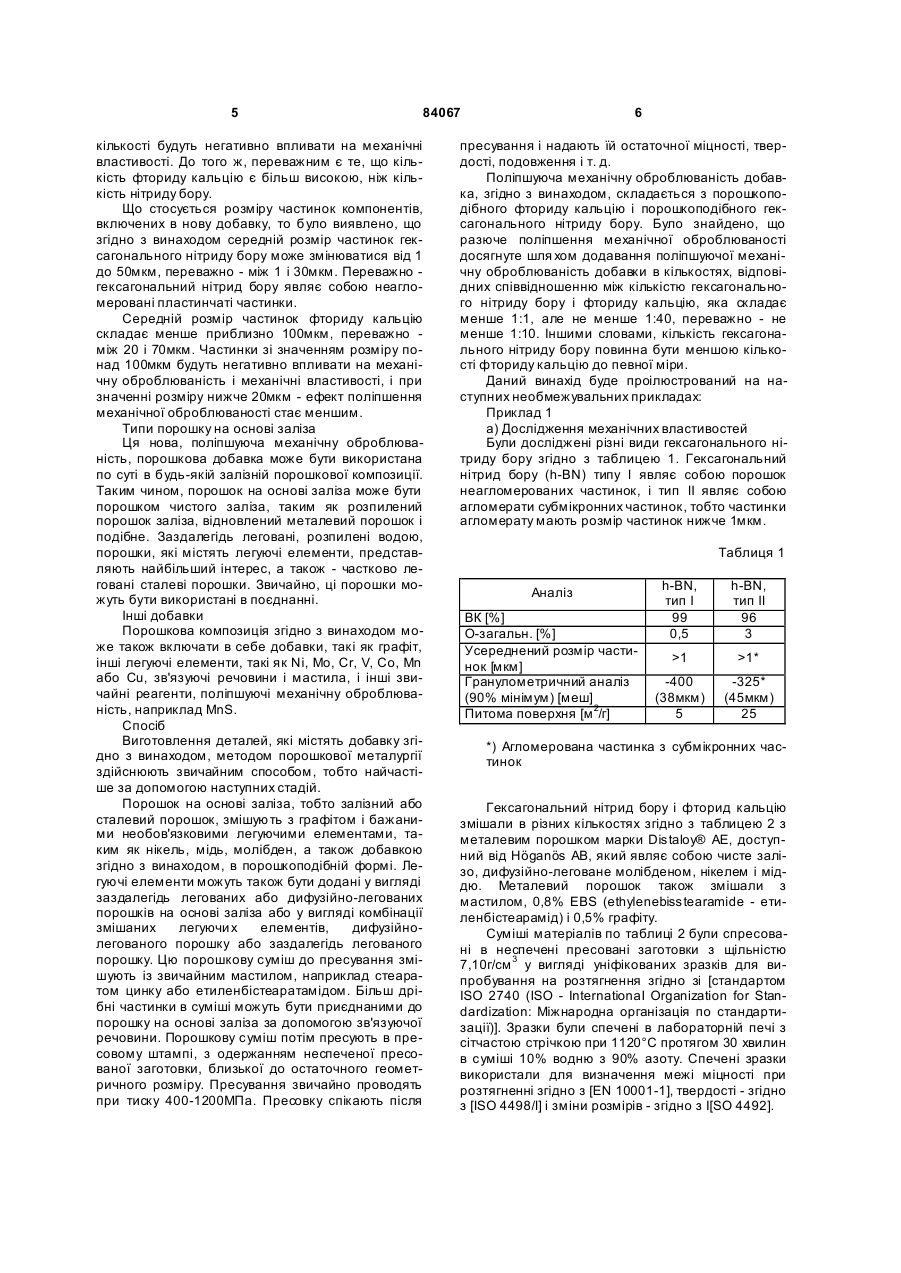
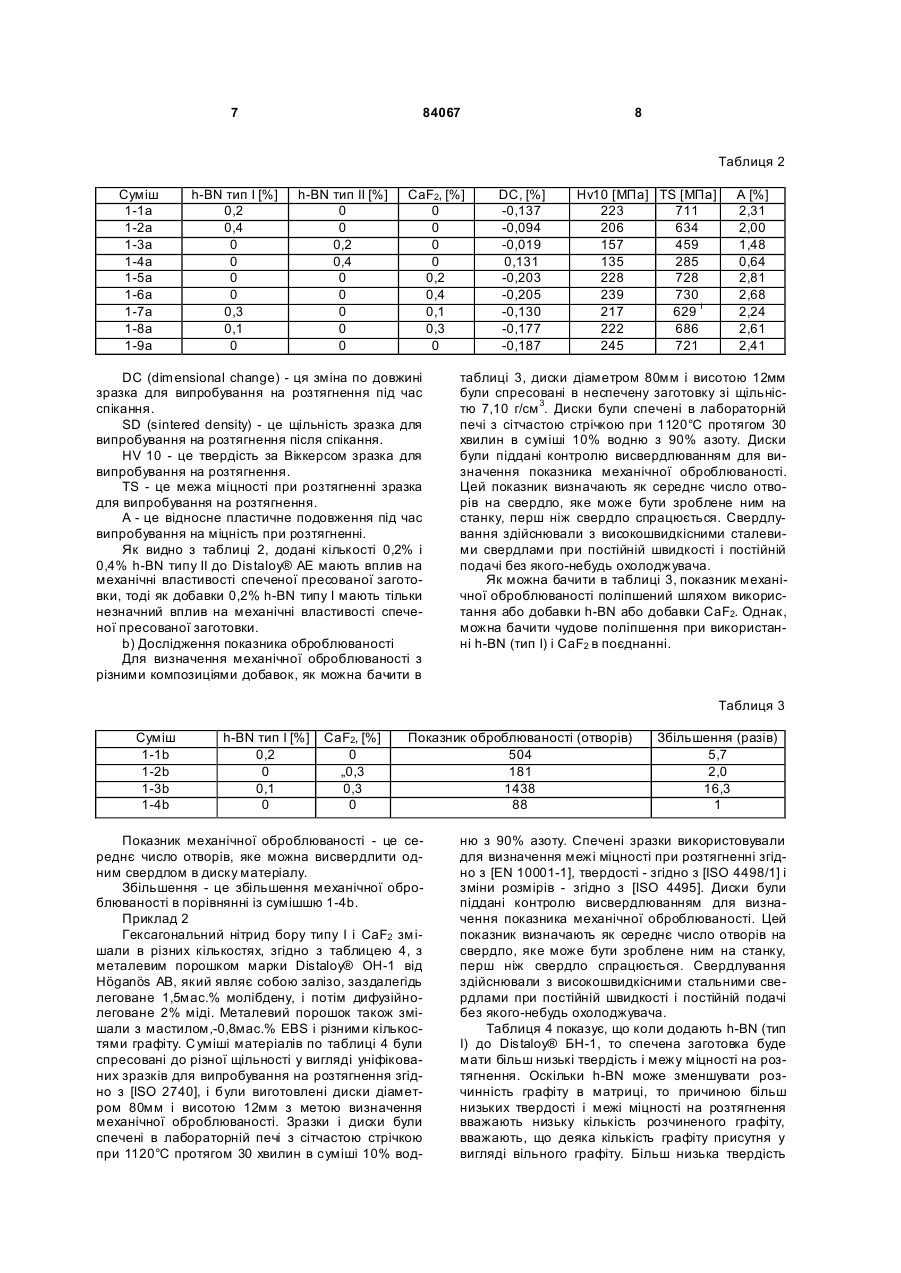
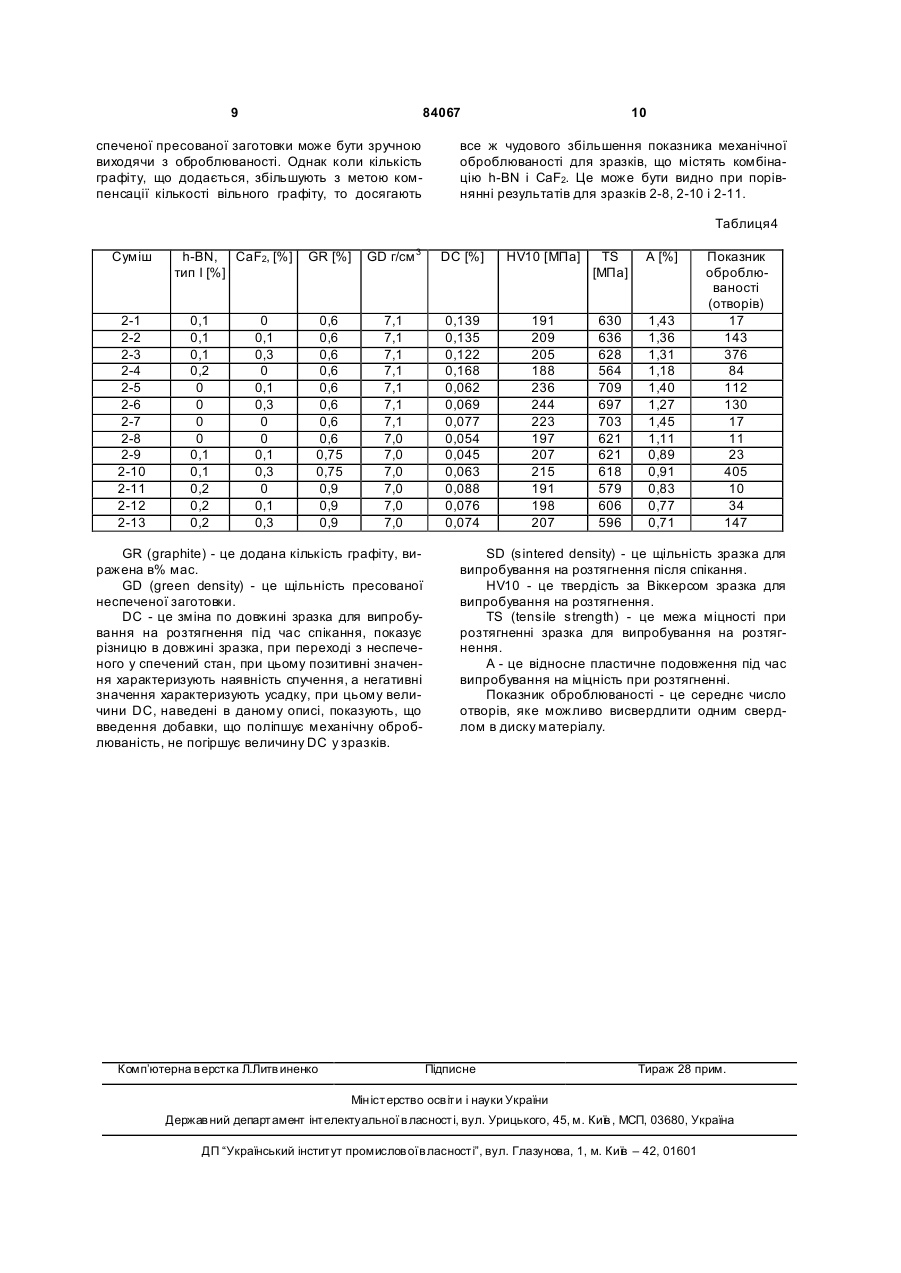
1. Порошкова композиція на основі заліза, яка містить додатково до порошку на основі заліза від 0,02% до 1,0% по масі добавки, що поліпшує механічну оброблюваність у пресованому і спеченому стані, причому згадана добавка містить фторид кальцію і гексагональний нітрид бору. 2. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що містить поліпшуючу механічну оброблюваність добавку в кількості між 0,02% і 0,6% по масі. 3. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що кількість гексагонального нітриду бору, який містить зазначена добавка, знаходиться в інтервалі від 0,01% до 0,5% по масі. 4. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що кількість гексагонального нітриду бору, який містить зазначена добавка, знаходиться в інтервалі від 0,01% до 0,2% по масі. 5. Порошкова композиція на основі заліза за п. 1, яка відрізняється тим, що кількість фториду кальцію, який містить зазначена добавка, знаходиться в інтервалі від 0,01% до 0,5% по масі. 2 (19) 1 3 84067 Галузь техніки, до якої належить винахід Даний винахід належить до порошкової металевої композиції для виробництва порошкових металевих деталей. Зокрема, винахід належить до порошкової металевої композиції, що містить нову, поліпшуючу механічну оброблюваність добавку. Рівень техніки Одна з головних переваг виготовлення деталей методом порошкової металургії полягає в тому, що стає можливим за допомогою пресування і спікання виготовляти заготовку остаточної форми, або дуже близької до остаточної форми. Однак є випадки, коли необхідна подальша механічна обробка. Наприклад, це може бути необхідно через вимоги жорстких допусків або через те, що остаточна деталь має таку форму, що вона не може бути спресована напряму, а вимагає механічної обробки після спікання. Більш конкретно, геометричні конфігурації, наприклад, отворів, розташованих упоперек напрямку пресування, виточок і різі вимагають подальшої механічної обробки на станку. При безперервній розробці нових спечених сталей з більш високою міцністю і, таким чином, більш високою твердістю, механічна обробка стає однією з головних проблем виготовлення деталей методом порошкової металургії. Це часто є обмежуючим фактором при оцінці, чи є виготовлення методом порошкової металургії найбільш рентабельним способом виготовлення деталей. Однак є величезна потреба в нових і більш ефективних добавках для поліпшення механічної оброблюваності спечених сталей. До того ж, важливе те, що ця добавка істотно не впливає на механічні властивості спеченого матеріалу, такі як міцність при розтягненні і подовження. До теперішнього часу є ряд відомих речовин, які додають до порошкових сумішей на основі заліза для полегшення механічної обробки деталей після спікання. Найбільш звичайною порошковою добавкою є МnS, яку згадують, наприклад, в [ЕР 0183666], що описує поліпшення механічної оброблюваності спеченої сталі шляхом добавки такого порошку. Однак матеріали, які важко механічно обробляти, в цьому контексті - матеріали, що мають твердість понад приблизно 180 НV, не можуть бути добре механічно оброблені навіть при додаванні МnS. Крім того, в залежності від кількості, що додається, і основи матеріалу, добавки МnS можуть зменшувати механічну міцність матеріалу після спікання. [WO 91/14526] описує використання малих кількостей Те і/або Sе разом з МnS для поліпшення приблизно вдвічі механічної оброблюваності матеріалів порошкової металургії, які важко обробляти на станку. Додавання Те і/або Sе є несумісним з міркуваннями, що стосуються боротьби із забрудненням навколишнього середовища, в яких граничні санітарні значення для цих добавок є дуже низькими, і є тенденція до посилювання природоохоронного законодавства. 4 [Патент США №4927461] описує додавання гексагонального BN (boron nitride - нітриду бору) до порошкових сумішей на основі заліза для поліпшення механічної оброблюваності металевої деталі після спікання. У патенті заявлено, що шляхом використання агломератів з дуже дрібного порошку BN можливо досягнути поліпшення механічної оброблюваності, такого як при додаванні МnS. Однак, якщо додають правильну кількість порошку BN, то це впливає на міцність в меншій мірі, ніж при додаванні МnS. [Патент США №5631431] також стосується добавки для поліпшення механічної оброблюваності. Згідно з цим патентом добавка містить частинки фториду кальцію, які включені в порошкову композицію в кількості 0,1-0,6% мас. На практиці виявилося, що фторид кальцію є чудовим реагентом, поліпшуючим механічну оброблюваність. Однак через безперервний розвиток матеріалів, виготовлених методами порошкової металургії, є необхідність у поліпшенні дії добавок. Таким чином, задачею даного винаходу є запропонувати нову добавку до порошкової металевої композиції для подальшого поліпшення її механічної оброблюваності. Іншою задачею винаходу є запропонувати нову добавку, яка не має, або по суті не має впливу на механічні властивості. Крім того, нова добавка повинна бути прийнятною з екологічної точки зору. Розкриття винаходу Виявлено, що одержана добавка, яка має несподівано високий ефект поліпшення механічної оброблюваності шляхом сполучення фториду кальцію і гексагонального нітриду бору. Поліпшення механічної оброблюваності краще усього могло б бути описане як синергетичний ефект. Крім того, ця нова добавка по суті не має впливу, або має тільки незначний вплив на механічні властивості спечених деталей. Нова добавка також є прийнятною з екологічної точки зору. Винахід також належить до порошкової композиції на основі заліза, яка включає в себе цю добавку. Докладний опис винаходу З метою одержання ефекту, поліпшуючого механічну оброблюваність, добавка повинна бути включена в композицію на основі заліза в кількості від 0,02% до 1,0% по масі, переважно між 0,02% і 0,6% по масі. До того ж, важливі як тип, так і кількість компонентів нової добавки. Таким чином, кількість гексагонального нітриду бору повинна знаходитися в інтервалі 0,01%-0,5% по масі, переважно - 0,010,2% по масі, від порошкової композиції на основі заліза. Кількість фториду кальцію повинна знаходитися в інтервалі 0,01%-0,5% по масі, переважно - 0,1%-0,4% по масі, від порошкової композиції на основі заліза. Більш низькі кількості, ніж вказані вище, обох компонентів: гексагонального нітриду бору і фториду кальцію, не будуть, відповідно разом або поодинці, забезпечувати необхідний вплив на механічну оброблюваність і більш високі 5 84067 кількості будуть негативно впливати на механічні властивості. До того ж, переважним є те, що кількість фториду кальцію є більш високою, ніж кількість нітриду бору. Що стосується розміру частинок компонентів, включених в нову добавку, то було виявлено, що згідно з винаходом середній розмір частинок гексагонального нітриду бору може змінюватися від 1 до 50мкм, переважно - між 1 і 30мкм. Переважно гексагональний нітрид бору являє собою неагломеровані пластинчаті частинки. Середній розмір частинок фториду кальцію складає менше приблизно 100мкм, переважно між 20 і 70мкм. Частинки зі значенням розміру понад 100мкм будуть негативно впливати на механічну оброблюваність і механічні властивості, і при значенні розміру нижче 20мкм - ефект поліпшення механічної оброблюваності стає меншим. Типи порошку на основі заліза Ця нова, поліпшуюча механічну оброблюваність, порошкова добавка може бути використана по суті в будь-якій залізній порошкової композиції. Таким чином, порошок на основі заліза може бути порошком чистого заліза, таким як розпилений порошок заліза, відновлений металевий порошок і подібне. Заздалегідь леговані, розпилені водою, порошки, які містять легуючі елементи, представляють найбільший інтерес, а також - частково леговані сталеві порошки. Звичайно, ці порошки можуть бути використані в поєднанні. Інші добавки Порошкова композиція згідно з винаходом може також включати в себе добавки, такі як графіт, інші легуючі елементи, такі як Ni, Мо, Сr, V, Со, Мn або Сu, зв'язуючі речовини і мастила, і інші звичайні реагенти, поліпшуючі механічну оброблюваність, наприклад МnS. Спосіб Виготовлення деталей, які містять добавку згідно з винаходом, методом порошкової металургії здійснюють звичайним способом, тобто найчастіше за допомогою наступних стадій. Порошок на основі заліза, тобто залізний або сталевий порошок, змішують з графітом і бажаними необов'язковими легуючими елементами, таким як нікель, мідь, молібден, а також добавкою згідно з винаходом, в порошкоподібній формі. Легуючі елементи можуть також бути додані у вигляді заздалегідь легованих або дифузійно-легованих порошків на основі заліза або у вигляді комбінації змішаних легуючи х елементів, дифузійнолегованого порошку або заздалегідь легованого порошку. Цю порошкову суміш до пресування змішують із звичайним мастилом, наприклад стеаратом цинку або етиленбістеаратамідом. Більш дрібні частинки в суміші можуть бути приєднаними до порошку на основі заліза за допомогою зв'язуючої речовини. Порошкову суміш потім пресують в пресовому штампі, з одержанням неспеченої пресованої заготовки, близької до остаточного геометричного розміру. Пресування звичайно проводять при тиску 400-1200МПа. Пресовку спікають після 6 пресування і надають їй остаточної міцності, твердості, подовження і т. д. Поліпшуюча механічну оброблюваність добавка, згідно з винаходом, складається з порошкоподібного фториду кальцію і порошкоподібного гексагонального нітриду бору. Було знайдено, що разюче поліпшення механічної оброблюваності досягнуте шля хом додавання поліпшуючої механічну оброблюваність добавки в кількостях, відповідних співвідношенню між кількістю гексагонального нітриду бору і фториду кальцію, яка складає менше 1:1, але не менше 1:40, переважно - не менше 1:10. Іншими словами, кількість гексагонального нітриду бору повинна бути меншою кількості фториду кальцію до певної міри. Даний винахід буде проілюстрований на наступних необмежувальних прикладах: Приклад 1 а) Дослідження механічних властивостей Були досліджені різні види гексагонального нітриду бору згідно з таблицею 1. Гексагональний нітрид бору (h-BN) типу І являє собою порошок неагломерованих частинок, і тип II являє собою агломерати субмікронних частинок, тобто частинки агломерату мають розмір частинок нижче 1мкм. Таблиця 1 Аналіз ВК [%] О-загальн. [%] Усереднений розмір частинок [мкм] Гранулометричний аналіз (90% мінімум) [меш] Питома поверхня [м 2/г] h-BN, тип І 99 0,5 h-BN, тип II 96 3 >1 >1* -400 (38мкм) 5 -325* (45мкм) 25 *) Агломерована частинка з субмікронних частинок Гексагональний нітрид бору і фторид кальцію змішали в різних кількостях згідно з таблицею 2 з металевим порошком марки Distaloy® АЕ, доступний від Нöganös АВ, який являє собою чисте залізо, дифузійно-леговане молібденом, нікелем і міддю. Металевий порошок також змішали з мастилом, 0,8% ЕВS (ethylenebisstearamide - етиленбістеарамід) і 0,5% графіту. Суміші матеріалів по таблиці 2 були спресовані в неспечені пресовані заготовки з щільністю 7,10г/см 3 у вигляді уніфікованих зразків для випробування на розтягнення згідно зі [стандартом ISO 2740 (ISO - ІnternationaІ Оrganization for Standardization: Міжнародна організація по стандартизації)]. Зразки були спечені в лабораторній печі з сітчастою стрічкою при 1120°С протягом 30 хвилин в суміші 10% водню з 90% азоту. Спечені зразки використали для визначення межі міцності при розтягненні згідно з [ЕN 10001-1], твердості - згідно з [ISO 4498/I] і зміни розмірів - згідно з I[SO 4492]. 7 84067 8 Таблиця 2 Суміш 1-1а 1-2а 1-3а 1-4а 1-5а 1-6а 1-7а 1-8а 1-9а h-BN тип І [%] 0,2 0,4 0 0 0 0 0,3 0,1 0 h-BN тип II [%] 0 0 0,2 0,4 0 0 0 0 0 СаF2, [%] 0 0 0 0 0,2 0,4 0,1 0,3 0 DС (dimensional change) - ця зміна по довжині зразка для випробування на розтягнення під час спікання. SD (sintered density) - це щільність зразка для випробування на розтягнення після спікання. НV 10 - це твердість за Віккерсом зразка для випробування на розтягнення. ТS - це межа міцності при розтягненні зразка для випробування на розтягнення. А - це відносне пластичне подовження під час випробування на міцність при розтягненні. Як видно з таблиці 2, додані кількості 0,2% і 0,4% h-ВN типу II до Distaloy® АЕ мають вплив на механічні властивості спеченої пресованої заготовки, тоді як добавки 0,2% h-ВN типу І мають тільки незначний вплив на механічні властивості спеченої пресованої заготовки. b) Дослідження показника оброблюваності Для визначення механічної оброблюваності з різними композиціями добавок, як можна бачити в DC, [%] -0,137 -0,094 -0,019 0,131 -0,203 -0,205 -0,130 -0,177 -0,187 Нv10 [МПа] ТS [МПа] 223 711 206 634 157 459 135 285 228 728 239 730 217 629 і 222 686 245 721 А [%] 2,31 2,00 1,48 0,64 2,81 2,68 2,24 2,61 2,41 таблиці 3, диски діаметром 80мм і висотою 12мм були спресовані в неспечену заготовку зі щільністю 7,10 г/см 3. Диски були спечені в лабораторній печі з сітчастою стрічкою при 1120°С протягом 30 хвилин в суміші 10% водню з 90% азоту. Диски були піддані контролю висвердлюванням для визначення показника механічної оброблюваності. Цей показник визначають як середнє число отворів на свердло, яке може бути зроблене ним на станку, перш ніж свердло спрацюється. Свердлування здійснювали з високошвидкісними сталевими свердлами при постійній швидкості і постійній подачі без якого-небудь охолоджувача. Як можна бачити в таблиці 3, показник механічної оброблюваності поліпшений шляхом використання або добавки h-BN або добавки СаF2. Однак, можна бачити чудове поліпшення при використанні h-BN (тип І) і СаF2 в поєднанні. Таблиця 3 Суміш 1-1b 1-2b 1-3b 1-4b h-BN тип І [%] 0,2 0 0,1 0 СаF2, [%] 0 „0,3 0,3 0 Показник оброблюваності (отворів) 504 181 1438 88 Показник механічної оброблюваності - це середнє число отворів, яке можна висвердлити одним свердлом в диску матеріалу. Збільшення - це збільшення механічної оброблюваності в порівнянні із сумішшю 1-4b. Приклад 2 Гексагональний нітрид бору типу І і СаF2 змішали в різних кількостях, згідно з таблицею 4, з металевим порошком марки Distaloy® ОН-1 від Нöganös АВ, який являє собою залізо, заздалегідь леговане 1,5мас.% молібдену, і потім дифузійнолеговане 2% міді. Металевий порошок також змішали з мастилом,-0,8мас.% ЕВS і різними кількостями графіту. С уміші матеріалів по таблиці 4 були спресовані до різної щільності у вигляді уніфікованих зразків для випробування на розтягнення згідно з [ІSО 2740], і були виготовлені диски діаметром 80мм і висотою 12мм з метою визначення механічної оброблюваності. Зразки і диски були спечені в лабораторній печі з сітчастою стрічкою при 1120°С протягом 30 хвилин в суміші 10% вод Збільшення (разів) 5,7 2,0 16,3 1 ню з 90% азоту. Спечені зразки використовували для визначення межі міцності при розтягненні згідно з [ЕN 10001-1], твердості - згідно з [ISO 4498/1] і зміни розмірів - згідно з [ISO 4495]. Диски були піддані контролю висвердлюванням для визначення показника механічної оброблюваності. Цей показник визначають як середнє число отворів на свердло, яке може бути зроблене ним на станку, перш ніж свердло спрацюється. Свердлування здійснювали з високошвидкісними стальними свердлами при постійній швидкості і постійній подачі без якого-небудь охолоджувача. Таблиця 4 показує, що коли додають h-BN (тип І) до Distaloy® БН-1, то спечена заготовка буде мати більш низькі твердість і межу міцності на розтягнення. Оскільки h-BN може зменшувати розчинність графіту в матриці, то причиною більш низьких твердості і межі міцності на розтягнення вважають низьку кількість розчиненого графіту, вважають, що деяка кількість графіту присутня у вигляді вільного графіту. Більш низька твердість 9 84067 спеченої пресованої заготовки може бути зручною виходячи з оброблюваності. Однак коли кількість графіту, що додається, збільшують з метою компенсації кількості вільного графіту, то досягають 10 все ж чудового збільшення показника механічної оброблюваності для зразків, що містять комбінацію h-BN і СаF2. Це може бути видно при порівнянні результатів для зразків 2-8, 2-10 і 2-11. Таблиця4 Суміш 2-1 2-2 2-3 2-4 2-5 2-6 2-7 2-8 2-9 2-10 2-11 2-12 2-13 h-BN, СаF2, [%] тип І [%] 0,1 0,1 0,1 0,2 0 0 0 0 0,1 0,1 0,2 0,2 0,2 0 0,1 0,3 0 0,1 0,3 0 0 0,1 0,3 0 0,1 0,3 GR [%] GD г/см 3 DС [%] НV10 [МПа] ТS [МПа] А [%] 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,6 0,75 0,75 0,9 0,9 0,9 7,1 7,1 7,1 7,1 7,1 7,1 7,1 7,0 7,0 7,0 7,0 7,0 7,0 0,139 0,135 0,122 0,168 0,062 0,069 0,077 0,054 0,045 0,063 0,088 0,076 0,074 191 209 205 188 236 244 223 197 207 215 191 198 207 630 636 628 564 709 697 703 621 621 618 579 606 596 1,43 1,36 1,31 1,18 1,40 1,27 1,45 1,11 0,89 0,91 0,83 0,77 0,71 GR (graphite) - це додана кількість графіту, виражена в% мас. GD (green density) - це щільність пресованої неспеченої заготовки. DС - це зміна по довжині зразка для випробування на розтягнення під час спікання, показує різницю в довжині зразка, при переході з неспеченого у спечений стан, при цьому позитивні значення характеризують наявність спучення, а негативні значення характеризують усадку, при цьому величини DС, наведені в даному описі, показують, що введення добавки, що поліпшує механічну оброблюваність, не погіршує величину DС у зразків. Комп’ютерна в ерстка Л.Литв иненко Показник оброблюваності (отворів) 17 143 376 84 112 130 17 11 23 405 10 34 147 SD (sintered density) - це щільність зразка для випробування на розтягнення після спікання. НV10 - це твердість за Віккерсом зразка для випробування на розтягнення. ТS (tensile strength) - це межа міцності при розтягненні зразка для випробування на розтягнення. А - це відносне пластичне подовження під час випробування на міцність при розтягненні. Показник оброблюваності - це середнє число отворів, яке можливо висвердлити одним свердлом в диску матеріалу. Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюIron-based powder composition, additive to powder compound and sintered article made from this compound
Автори англійськоюAndersson Olof
Назва патенту російськоюПорошковая композиция на основе железа, добавка к порошковой композиции и спеченное изделие, изготовленное из данной композиции
Автори російськоюАндерссон Олоф
МПК / Мітки
МПК: B22F 1/00, C22C 1/04, C22C 1/05, C22C 38/00, C22C 33/02
Мітки: заліза, основі, виріб, виробляють, спечений, порошкової, порошкова, композиції, добавка, композиція, цієї
Код посилання
<a href="https://ua.patents.su/5-84067-poroshkova-kompoziciya-na-osnovi-zaliza-dobavka-do-poroshkovo-kompozici-i-spechenijj-virib-yakijj-viroblyayut-z-cieh-kompozici.html" target="_blank" rel="follow" title="База патентів України">Порошкова композиція на основі заліза, добавка до порошкової композиції і спечений виріб, який виробляють з цієї композиції</a>
Киснепоглинальна композиція на основі смоли, спосіб її одержання, виріб, сформований з цієї композиції, та контейнер, що її містить
Номер патенту: 77198
Опубліковано: 15.11.2006
Автори: Танг Дебора, Сіссон Едвін, Леконбі Рой
Мітки: киснепоглинальна, містить, смолі, спосіб, композиції, контейнер, цієї, композиція, виріб, основі, сформований, одержання
Формула / Реферат:
1. Композиція на основі смоли, що містить плівкоутворюючий поліефір і ефективну кількість киснепоглинальних частинок, які включають щонайменше один киснепоглинальний елемент, здатний реагувати з молекулярним киснем, яка відрізняється тим, що частинки мають такий розподіл розмірів, при якому у них присутні частинки з розміром менше приблизно 25 мкм, а концентрація цих частинок не перевищує концентрацію, що визначається за...
Композиція, яка містить 11b-галогенстероїд, який має андрогенну дію, і гестаген, та чоловічий контрацептив на основі цієї композиції
Номер патенту: 78834
Опубліковано: 25.04.2007
Автори: Хабеніхт Урсула-Фрідеріке, Больманн Рольф, Нуббемайер Райнхард
МПК: C07J 1/00, C07J 9/00, C07J 53/00, A61K 31/565, A61P 15/16
Мітки: основі, цієї, андрогенну, композиції, композиція, чоловічий, 11b-галогенстероїд, контрацептив, містить, має, гестаген, яка, дію
Формула / Реферат:
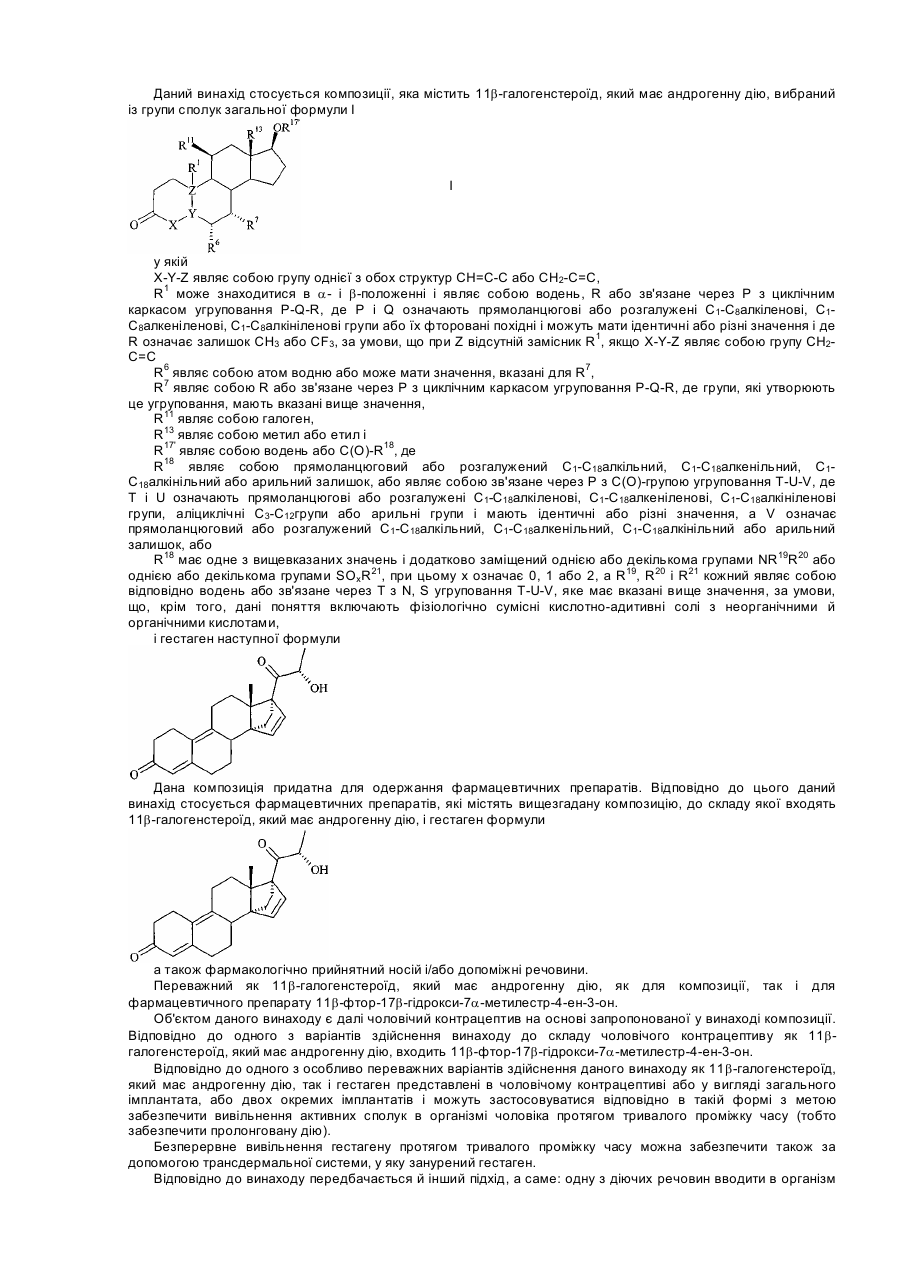
1. Композиція, яка містить 11 β -галогенстероїд загальної формули І, який має андрогенну дію:, Іу якійX-Y-Z являє собою групу однієї з обох структур СН=С-С або СН2-С=С,R1 може знаходитися в і
Порошкова суміш окислів алюмінію і кремнію, мулітний порошок на основі цієї суміші, спосіб приготування порошкової суміші і спосіб приготування мулітного порошку

Номер патенту: 26653
Опубліковано: 12.11.1999
Автори: Рудольф Томас, ХАРТМАН Вернер, КЛЕЙНШМІТ Петер, Мангольд Хельмут, КЕРНЕР Дітер
МПК: C01F 7/30, C04B 35/626, C04B 35/18, C04B 35/185, C01B 33/26
Мітки: порошкової, алюмінію, порошкова, спосіб, окислів, цієї, приготування, мулітного, суміші, суміш, порошок, кремнію, порошку, основі, мулітний
Формула / Реферат:
1. Порошковая смесь окисей алюминия и кремния, содержащая 65 - 72,1 весовых процентов окиси алюминия и 27,9 - 35 весовых процентов окиси кремния, отличающаяся тем, что каждая первичная частица содержит как составляющую окиси алюминия, так и составляющую окиси кремния, размеры первичных частиц составляют 7 - 80нм, а удельная площадь поверхности порошка составляет 20 - 200м/г, причем смесь имеет аморфную структуру.2. Муллитный порошок из...
Металургійна композиція порошку на основі заліза, яка включає сполуку зв’язуючого-мастила, та спосіб приготування композиції порошку
Номер патенту: 79412
Опубліковано: 11.06.2007
Автори: Рамстедт Марія, Алін Оса, Ларссон Матс, Відарссон Хільмар
МПК: B22F 1/00, B22F 1/02, C08L 91/00, C22C 1/05
Мітки: порошку, металургійна, зв'язуючого-мастила, приготування, заліза, спосіб, яка, композиція, основі, сполуку, включає, композиції
Формула / Реферат:
1. Поліпшена стійка до сегрегації та до пилоутворення металургійна композиція для виготовлення пресованих деталей, яка включає:(а) щонайменше приблизно 80 масових відсотків порошку заліза або порошку на основі заліза,(b) щонайменше один порошок легуючого елемента і(c) приблизно від 0,05 до приблизно 2 масових відсотків сполуки зв'язуючого - мастила з поліетиленового воску та етилен біс-стеараміду, причому поліетиленовий...
Спечений виріб з матеріалу на основі нітриду алюмінію та спосіб його виготовлення
Номер патенту: 65551
Опубліковано: 15.04.2004
Автори: Грішаєв Владімір, Авран Патрік, Сударєв Анатолій
МПК: C04B 41/45, B28B 3/02, B28B 1/00, C04B 37/00, C04B 35/65, C04B 35/583, C04B 35/581
Мітки: нітриду, спечений, матеріалу, основі, виріб, спосіб, виготовлення, алюмінію
Формула / Реферат:
1. Спосіб виготовлення виробу з матеріалу на основі нітриду алюмінію AlN, який включає такі стадії:(а) приготування рідкої або пастоподібної однорідної суміші нітриду бору BN, алюмінію і в'яжучої речовини, здатної твердіти внаслідок хімічної реакції та / або внаслідок випаровування розчинника, причому нітрид бору та алюміній входять до суміші у формі порошків;(b) формування згаданої суміші шляхом виливання у форму з наступним...
Попередній патент: Спосіб холодного термоядерного синтезу
Наступний патент: Віддільник рідини
Випадковий патент: Спосіб отримання тканинного імунного препарату