Пристрій для розширення втулки та спосіб кування заготовки втулки
Номер патенту: 98708
Опубліковано: 11.06.2012
Автори: Грьоне Зігфрід, Бірхальтер Петер, Маєр Хартмут

Формула / Реферат
1. Пристрій для розширення втулки, виконаний з можливістю встановлення великої заготовки (5) втулки з отвором, виготовленої, наприклад, зі сталі, масою кількасот тонн, наприклад від 200 до 600 тонн, переважно 400 тонн, діаметром від 3000 до 10000 міліметрів, переважно 8000 міліметрів, заввишки від 1 до 9 метрів, переважно від 3 до 6 метрів, на оправку (7), що має наскрізний канал (9), причому пристрій оснащений системою безперервного підведення до каналу (9) зверху чи знизу придатного охолоджувального засобу, переважно охолоджувальної води, і його відведення до розміщеного внизу збірного резервуара або стоку, причому засоби керування підведенням охолоджувального засобу, наприклад, інтегровані в систему керування всієї установки, причому кована заготовка втулки може бути піддана подальшій обробці, наприклад для виготовлення кілець, ділянок труб або труб, при цьому пристрій виконаний з можливістю встановлення заготовки (5) втулки на опорні ролики (14) та її поділянкового кування принаймні одним розташованим збоку деформувальним інструментом (4), оснащеним, наприклад, гідравлічним засобом для його періодичного обертання на невеликий кут, а також з можливістю радіального переміщення заготовки (5) втулки після кожного ходу кування в бік від оправки (7) шляхом повертання на невеликий кут відносно оправки навколо поздовжньої осі та поновлення її потактової обробки за допомогою відповідного деформувального інструмента (4) з обпиранням на оправку (7), причому оправка (7) виконана з можливістю її фіксації в робочій позиції за допомогою притискної контропори (10), виконаної з можливістю повного або часткового сприймання зусилля кування, при цьому передбачений принаймні один лазерний пристрій (15), переважно кілька лазерних пристроїв (15, 16), для безперервного вимірювання зовнішнього діаметра заготовки втулки і встановлення за допомогою центрувальних та підтримуючих роликів (17) заготовки (5) втулки в належну робочу позицію відносно оправки (7) і деформувального інструмента (4), причому деформувальний інструмент виконаний з можливістю здійснення швидкісного кування, наприклад зі швидкістю від 30 до 60 ходів, переважно від 40 до 60 ходів кування за хвилину, до формування відповідним лазерним вимірювальним пристроєм сигналу "Діаметр досягнутий" і припинення процесу кування, при цьому для точного досягнення бажаної форми втулки лазерні вимірювальні пристрої встановлено в різних місцях із забезпеченням можливості необхідного коригування шляхом пропускання деяких ходів кування.
2. Пристрій за п. 1, в якому по периметру заготовки (5) втулки розташовано кілька деформувальних інструментів (4), виконаних з можливістю синхронного або поперемінного потактового поділянкового кування зовнішньої поверхні заготовки (5) втулки.
3. Пристрій за п. 1 або п. 2, в якому деформувальні інструменти (4) зі сторони, оберненої до заготовки (5) втулки, мають сферичну, опуклу або профільовану форму.
4. Пристрій за будь-яким із пп. 1-3, в якому один чи кілька деформувальних інструментів (4) виконані з можливістю їх призупинення на кілька ходів кування в процесі кування, або пристрій виконаний з можливістю компенсації відхилень діаметра заготовки (5) втулки шляхом встановлення деформувального інструмента (4) в різні позиції, наприклад під кутом, або шляхом відповідного профілювання деформувального інструмента (4).
5. Пристрій за будь-яким із пп. 1-4, в якому передбачений пристрій (23) для очищення від окалини, який видаляє окалину по периметру із зовнішньої поверхні та/або зсередини заготовки (5) втулки, причому пристрій (23) для очищення від окалини оснащений одним чи кількома соплами для води під високим тиском, напрямленимина зовнішню та/або внутрішню поверхню заготовки (5) втулки, а також в якому пристрій (23) для очищення від окалини виконаний з можливістю керування чи регулювання тиску води залежно від температури та/або об'єму заготовки (5) втулки.
6. Пристрій за будь-яким із пп. 1-5, в якому засоби керування моторними приводами, наприклад гідравлічними приводами центрувальних роликів (17, 18), а також моторними приводами для опорних роликів (14), пристроєм (23) для очищення від окалини та моторними приводами одного чи кількох деформувальних інструментів (2, 4) інтегровані в загальну систему послідовного керування, а також в якому засоби керування приводами виконані переважно з можливістю числового програмного керування.
7. Пристрій за будь-яким із пп. 1-6, в якому відповідний деформувальний інструмент (4) виконаний із можливістю здійснення максимального подовження заготовки (5) втулки.
8. Пристрій за п. 7, який містить два або кілька приводів, наприклад гідравлічних приводів, для приведення в дію відповідного деформувального інструмента (4).
9. Спосіб деформування виготовленої зі сталі або аналогічного матеріалу та нагрітої до температури кування заготовки (5) втулки з отвором масою кількасот тонн, наприклад від 200 до 600 тонн, переважно 400 тонн, діаметром від 3000 до 10000 міліметрів, переважно 8000 міліметрів, заввишки від 1 до 9 метрів, переважно від 3 до 6 метрів, яку встановлюють на оправку (7), що має наскрізний канал (9), причому поділянкове кування заготовки (5) втулки здійснюють одним чи кількома зміщеними по її периметру та/або висоті деформувальними інструментами (4), які діють на її зовнішню поверхню по периметру зі зміщенням на певний кут шляхом обертання заготовки (5) втулки та/або оправки, та/або притискної контропори (10), причому заготовка (5) втулки в процесі кування обперта на оправку (7), причому кування здійснюють у швидкісному режимі, наприклад зі швидкістю від 30 до 60 ходів, переважно від 40 до 60 ходів кування за хвилину, причому використовують принаймні один лазерний пристрій (15), переважно кілька лазерних пристроїв (15, 16), для безперервного вимірювання зовнішнього діаметра заготовки втулки і встановлення за допомогою центрувальних та підтримуючих роликів (17) заготовки (5) втулки в належну робочу позицію відносно оправки (7) і відповідного деформувального інструмента (4), і процес кування припиняють, коли відповідний лазерний вимірювальний пристрій формує сигнал "Діаметр досягнутий".
10. Спосіб за п. 9, в якому оправку (7) обертають на таку саму величину переміщення, що і заготовку (5) втулки.
11. Спосіб за п. 9 або п. 10, в якому кування заготовки (5) втулки здійснюють синхронно або поперемінно по її периметру та/або висоті кількома деформувальними інструментами (4).
Текст
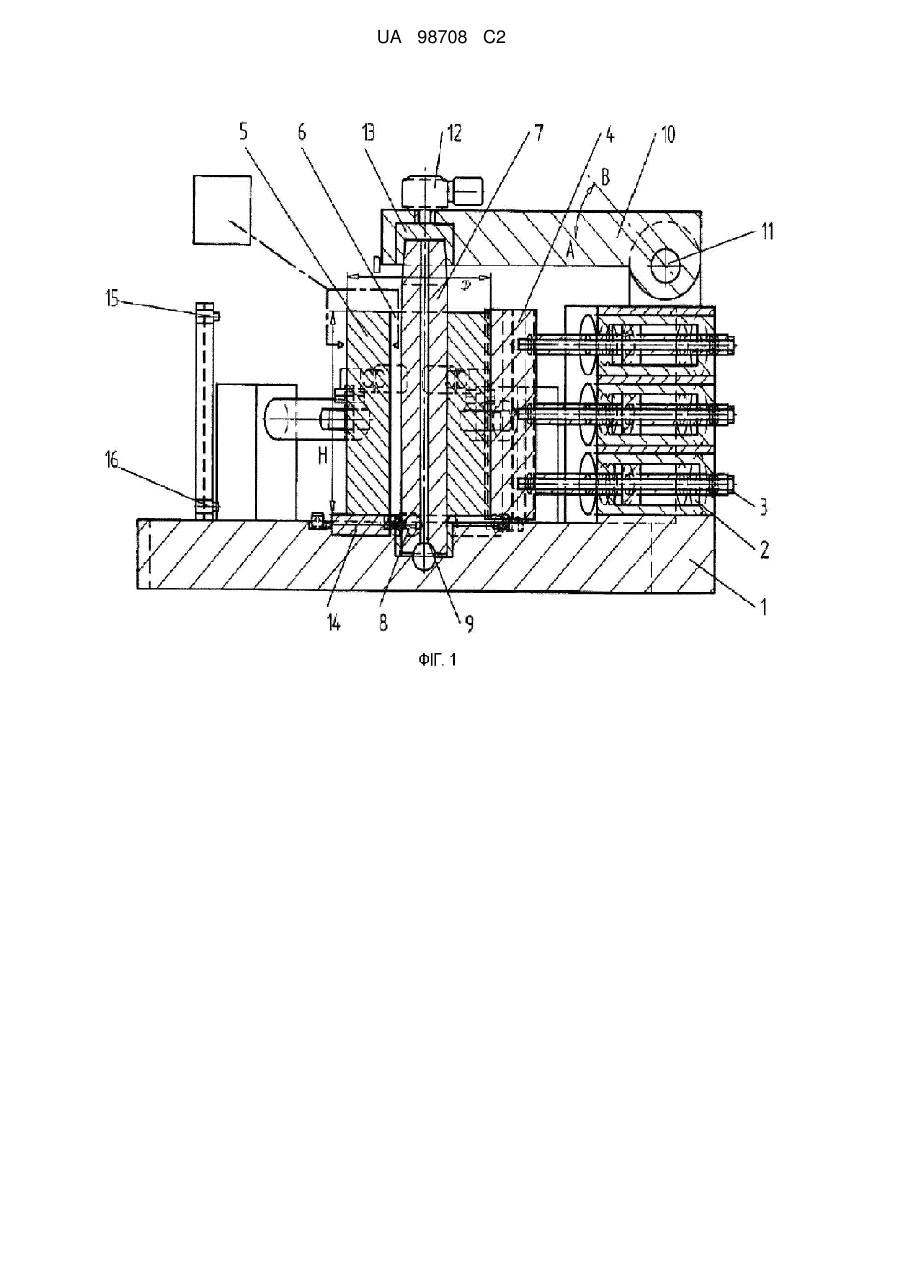
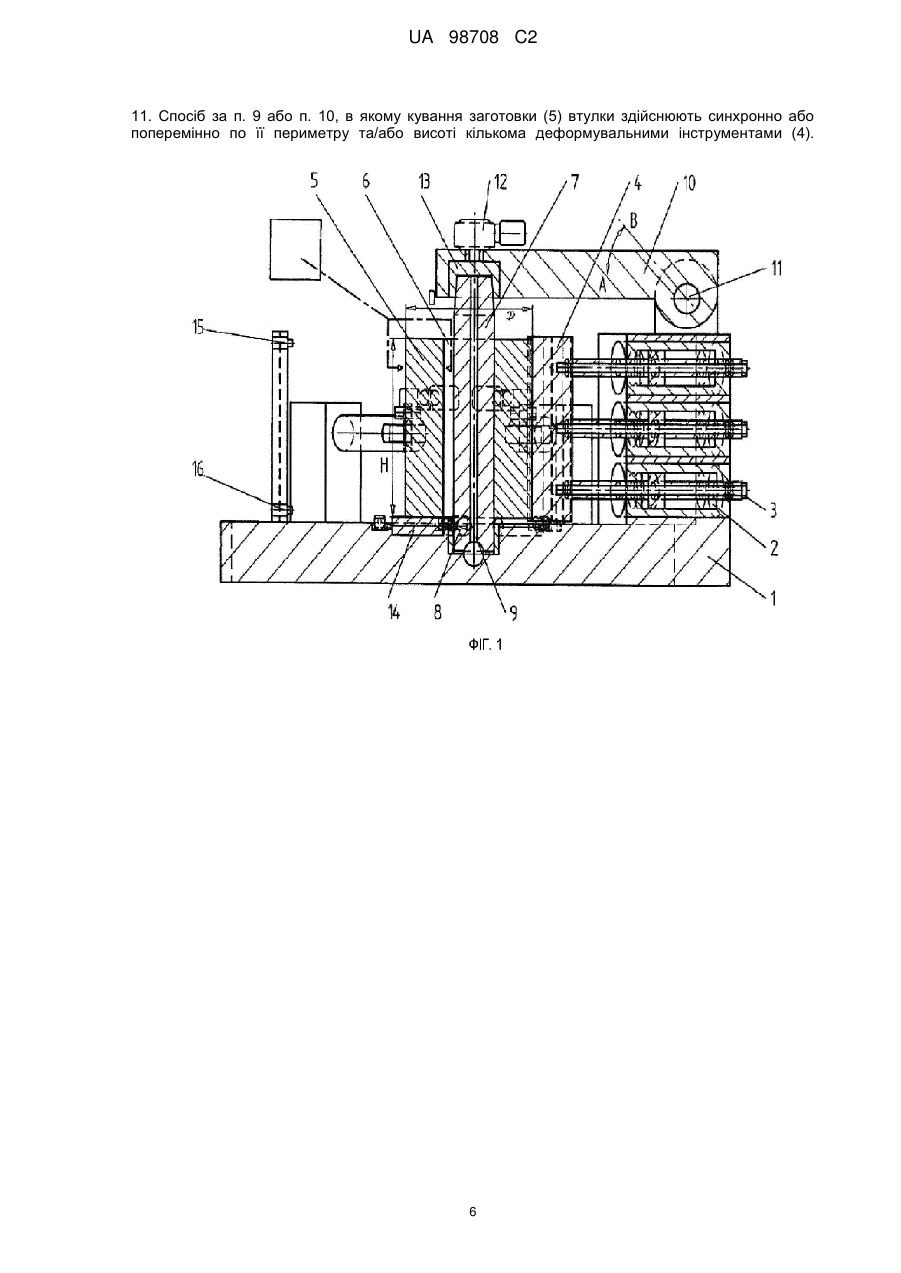
Реферат: Винахід стосується пристрою для розширення втулки та способу, за допомогою якого при порівняно невеликих інвестиційних витратах можна поділянково кувати великі та важкі заготовки (5) втулок із застосуванням деформувального інструмента (4), який приводять у дію за допомогою моторного, наприклад гідравлічного, приводу, збільшуючи при цьому як діаметр, так і висоту втулки. UA 98708 C2 (12) UA 98708 C2 UA 98708 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується пристрою для розширення втулки. Крім цього, винахід стосується також способу кування заготовки втулки. Великі втулки штучною масою до 400 тонн і діаметром до 8000 міліметрів, висота яких становить від трьох до дев'яти метрів, як правило, кують із застосуванням оправки. Проте, якість часто виявляється недостатньою. Відоме також застосування великих кільцепрокатних станів. Інвестиційні витрати на них дуже високі. При виготовленні відносно невеликої кількості виробів інвестиційні витрати на подібні кільцепрокатні стани часто не окупаються. У публікації DE3126 120A1 описане застосування маніпулятора із поворотним столом у горизонтальних кувальних пресах для виготовлення кільцевих виробів або втулок за допомогою оправки. Деталізований опис самого пресу не наведений. У публікації ЕР 0 524 815 А описаний пристрій, виконаний із можливістю встановлення у вертикальний прес. Гідравлічну енергію напрямляють на горизонтальний циліндр пристрою і використовують для розширення втулки. Пристрій, описаний у публікації DE 24 20 921 А1, непридатний для поділянкового кування із можливістю впливу на ступінь деформації структури, усунення конусності та профілювання втулки. У публікації DE 24 34 587 А1 описана машина для розширення кованих кільцевих заготовок. В основу винаходу було покладено задачу розроблення пристрою для розширення втулки, який порівняно з рівнем техніки потребував би суттєво менших інвестиційних витрат і забезпечував би високу якість виробів. Окрім цього, в основу винаходу було покладено задачу розроблення відповідного способу кування. Задача щодо пристрою для розширення втулки вирішена ознаками пункту 1 формули винаходу. Відповідний винаходові пристрій для розширення втулки дозволяє формувати, наприклад, циліндричні втулки із конічних заготовок, відлитих у кокілях. При цьому шляхом поділянкового деформування із зовнішньої сторони по всій довжині можна обробляти чи кувати вироби, штучна маса яких становить кількасот тонн, наприклад від 200 до 600, переважно близько 400 тонн, діаметром від 3000 до 10000 міліметрів, переважно близько 8000 міліметрів, а загальна висота становить від одного до дев'яти метрів, переважно від трьох до шести метрів. Ці заготовки втулок кують із застосуванням деформувального інструмента в переривчастому, тобто потактовому режимі. Для цього заготовку втулки, наприклад, за допомогою крану-балки, встановлюють на опорні ролики над оправкою. Після замикання притискної контропори починають поділянкове кування, тобто кування в потактовому режимі. Після кожного ходу кування заготовку втулки трохи відсувають від оправки за допомогою центрувальних роликів і повертають її на невеликий кут навколо поздовжньої осі, перед тим як буде виконаний наступний кувальний хід. Оправку повертають на такий самий кут. Для цього лазерні вимірювальні системи можуть переміщувати центрувальні ролики у відповідну робочу позицію. Потактове переміщення в процесі кування, тобто поділянкове кування, можна здійснювати з високою швидкістю, наприклад від 30 до 90 ходів, переважно від 40 до 60 ходів за хвилину. Крім цього, з конічних заготовок шляхом розширення можна формувати циліндричні втулки, збільшуючи при цьому також висоту втулки. Опорні ролики приводяться в дію моторним приводом в потактовому режимі відповідно до частоти ходів деформувального інструмента, який поділянково кує заготовку втулки із зовнішньої сторони в переривчастому, тобто потактовому режимі. Фіксація оправки в робочій позиції забезпечується за допомогою рухомої притискної контропори. Один чи кілька лазерних пристроїв постійно вимірюють зовнішній діаметр заготовки втулки, завдяки чому відповідний виконаний у формі бойка деформувальний інструмент може бути застосований відповідним чином для одержання циліндричної або профільованої кованої втулки. У пункті 2 формули винаходу описана форма виконання, в якій по периметру заготовки втулки розташовано кілька деформувальних інструментів, якими в потактовому режимі синхронно або поперемінно поділянково кують зовнішню поверхню заготовки втулки. Деформувальні інструменти зі сторони, оберненої до заготовки втулки, мають сферичну, опуклу або профільовану форму - пункт 3 формули винаходу. Якщо по периметру в процесі кування втулка набуває конічної форми, бойок, тобто деформувальний інструмент наприкінці найбільшого діаметра заготовки 5 втулки призупиняють на кілька ходів. В альтернативному варіанті в разі застосування бойка/деформувального інструмента, який простягається вздовж усієї довжини заготовки втулки, бойок може бути встановлений під кутом шляхом зміни положення; може бути також застосований профільований бойок/деформувальний інструмент - пункт 4 формули винаходу. 1 UA 98708 C2 5 10 15 20 25 30 35 40 45 50 55 60 Особливо переважною є також форма виконання, в якій - як описано в пункті 5 формули винаходу - передбачений щонайменше один пристрій для високонапірного гідроочищення втулки від окалини, який видаляє окалину із зовнішньої та/або внутрішньої поверхні втулки спрямованим крізь сопла струменем перегрітої води високого тиску. Згідно з пунктом 6 формули винаходу засоби керування приводами центрувальних і опорних роликів, а також пристроєм для високонапірного гідроочищення втулки від окалини можуть бути інтегровані в систему послідовного керування через моторні приводи одного чи кількох деформувальних інструментів. Можливим є також варіант керування чи регулювання подачі перегрітої води високого тиску залежно від ділянки та/або залежно від витрати, та/або температури. Інші переважні форми виконання описані в пунктах 7-11 формули винаходу. У пункті 7 формули винаходу описаний пристрій для розширення втулки, в якому відповідний деформувальний інструмент виконаний таким чином, що може бути здійснене максимальне подовження втулки, в той час як у формі виконання згідно з пунктом 8 формули винаходу для приведення в дію відповідного деформувального інструмента передбачено два або кілька приводів, наприклад гідравлічних. У пункті 9 формули винаходу описане рішення задачі винаходу щодо способу. При цьому для формування втулки із заготовки із наскрізним отвором, виготовленої зі сталевого сплаву або аналогічного матеріалу, нагрітої до температури кування, встановленої на оправку, що входить в отвір заготовки, застосовують один чи кілька розташованих зі зміщенням по периметру та/або висоті деформувальних інструментів, які кують втулку по ділянках зовнішньої поверхні вздовж периметру зі зміною кута шляхом повертання заготовки втулки, причому заготовка втулки в процесі кування обпирається на оправку. Маса цієї заготовки втулки, виготовленої зі сталі, як правило, становить кількасот тонн, наприклад від 200 до 600 тонн, переважно 400 тонн, її діаметр становить від 3000 мм до 10000 мм, переважно 8000 мм, висота - від 1 до 9 метрів, переважно від 3 до 6 метрів, причому охолодження оправки, як правило, забезпечують шляхом подачі охолоджувальної води або іншого охолоджувального засобу в наскрізний канал заготовки. У формі виконання за пунктом 10 форми винаходу оправку повертають на такий самий кут, що й заготовку втулки. Завдяки цьому забезпечується, по-перше, ефективне охолодження, подруге - сприймання сил реакції опори в процесі кування. В особливо переважному варіанті згідно з пунктом 11 формули винаходу кування заготовки втулки по периметру та/або висоті здійснюють синхронно або поперемінно кількома деформувальними інструментами. Інші ознаки і переваги винаходу детальніше пояснюються далі на прикладі виконання з посиланнями на креслення. На них схематично зображено: Фіг. 1 Відповідний винаходові пристрій для розширення втулок робочій позиції; Фіг. 2 Вид зверху пристрою з фіг. 1. Індексом 1 позначена станина машини, виконаної відповідним способом зі сталі, що може бути встановлена на сайлент-блоки або демпфувальний бетон. Станина машини 1 може бути частиною не зображеного деталізовано капсульованого корпусу, в якому розташований весь пристрій для розширення втулки, захищений від бризок води і забруднення. Індексом 2 позначені три робочих циліндри, кожен із яких має диференційний поршень, виконані з можливістю дії на них поперемінно з обох сторін тиску робочої рідини, зокрема гідравлічної, з одного чи кількох не зображених джерел гідравлічного тиску, шляхом керування системою чи регулювання системи, в той час як індексом З позначені кріпильні елементи бойка, що приводяться у дію відповідними робочими циліндрами 2. У наведеній на фіг. 1 формі виконання винаходу три робочих циліндри разом приводять у дію один деформувальний інструмент 4, який простягається вздовж усієї висоти Н чи дещо виступає за межі заготовки 5 втулки. Окремі робочі циліндри 2 можуть також синхронно чи поперемінно приводити в дію окремі деформувальні інструменти. Крім цього, можливим є також варіант розташування по висоті та/або периметру заготовки втулки і при цьому також по периметру оправки 7 кількох деформувальних інструментів 4, для приведення в дію яких застосовують усі разом або окремі робочі циліндри 2. Крім цього, можна здійснювати керування кожним робочим циліндром окремо, щоб у разі необхідності змінювати висоту та/або кут розташування деформувального інструмента 4 або деформувальних інструментів (не зображених на кресленні) відносно заготовки 5 втулки і в такий спосіб кувати заготовку 5 втулки. У даному випадку заготовка втулки виконана як відливок у кокілі в основному циліндричної форми; її маса становить, наприклад, 400 тонн. Висота Н може становити, наприклад, від трьох до дев'яти метрів, у той час як діаметр D у зображеній формі виконання винаходу становить до 8000 мм. Приблизно по центру 2 UA 98708 C2 5 10 15 20 25 30 35 40 45 50 55 60 в заготовці втулки 5 передбачений наскрізний отвір 6, в який входить оправка 7, встановлена в опорі 8 із можливістю заміни. Опора 8 розташована в станині машини 1 з можливістю демпфування в разі необхідності. У наведеній формі виконання винаходу в оправці 7 передбачений наскрізний коаксіальний канал 9, в який від відповідного джерела охолоджувального засобу безперервно зверху чи знизу подають охолоджувальний засіб, переважно охолоджувальну воду, яку, наприклад, внизу відводять у не зображений на кресленні збірний резервуар або стік. Засоби керування підведенням охолоджувального засобу можуть бути інтегровані в систему керування усією установкою. Цей спосіб охолодження може бути застосований також, наприклад, для бойка, центрувальних та опорних роликів. Індексом 10 позначена притискна контропора, яка в наведеній формі виконання винаходу виконана з можливістю обертання навколо осі 11 в напрямку А чи В, тобто відведення в сторону від оправки 7. Індексом 12 позначений моторний обертальний привід для оправки 7, виконаної з можливістю безкінечного обертання і стопоріння відносно власної поздовжньої осі в одному чи обох напрямках у переривчастому або безперервному режимі. У притискній контропорі 10 для фіксації оправки 7, верхній кінець якої в наведеній формі виконання винаходу має конічну форму, передбачений фіксувальний елемент 13, що охоплює оправку 7 із радіальним зазором або з геометричним замиканням на певній ділянці довжини в осьовому напрямку, в результаті чого фіксує та/або спрямовує оправку в радіальному напрямку. В разі необхідності можуть бути застосовані також радіальні підшипники для полегшення обертального руху оправки 7 відносно її поздовжньої осі. Крім цього, в разі необхідності опорі 8 можуть бути підпорядковані додаткові відповідні опори, переважно виконані в формі підшипників кочення, які також полегшують обертальний рух оправки 7. Заготовка 5 втулки встановлена на опорні ролики 14, приведення в дію яких здійснюється моторними приводами, засоби керування якими також можуть бути інтегровані в загальну систему керування технологічним процесом. Індексами 15 та 16 позначені лазерні пристрої, що утворюють лазерну систему, які, наприклад, керують переміщенням розподілених по периметру втулки 5 центрувальних та підтримуючих роликів 17, 18 у належну робочу позицію в радіальному напрямку за допомогою моторних або гідравлічних приводів 19, 20, 21 та 22, а також їх фіксацією у потрібному досягнутому положенні. Індексом 23 позначений пристрій для очищення від окалини, який за допомогою сопел напрямляє під тиском воду на поверхню заготовки втулки і видаляє з неї окалину (зсередини та/або зовні). По периметру можуть бути розташовані також кілька подібних розпилювальних сопел або балок з розпилювальними соплами пристрою для очищення від окалини 23. Підведення води до сопел можна здійснювати відповідно до температури та/або відповідно до об'єму заготовки втулки з керуванням залежно від температури та/або об'єму, та/або з регулюванням залежно від температури та/або об'єму. Окалина падає вниз крізь не зображений отвір і видаляється за допомогою транспортера, розташованого під пристроєм. Ані гідравлічний, ані електричний пристрої керування всією установкою на кресленні деталізовано не зображені. Пристрій для розширення втулки діє за таким принципом: При піднятій угору притискній контропорі 10 і відкритому приймальному гнізді машини заготовку 5 втулки за допомогою крану-балки або аналогічного пристрою встановлюють над оправкою 7 на опорні ролики 14. Після замикання притискної опори 10 починають поділянкове кування втулки шляхом відповідного навантаження відповідного робочого циліндра 2 гідравлічним тиском, внаслідок чого відповідний деформувальний інструмент 4 періодично діє на зовнішню бічну поверхню заготовки 5 втулки. Після кожного ходу робочого циліндра 2 центрувальні ролики 17 і 18 трохи відсувають заготовку 5 втулки від оправки 7 і повертають заготовку 5 втулки на один такт в напрямку периметра. Перед виконанням наступного ходу кування лазерна вимірювальна система встановлює центрувальні ролики 17, 18 і наступні в належну робочу позицію. Цю потактову зміну положення в процесі кування здійснюють дуже швидко, наприклад зі швидкістю 60 ходів кування за хвилину, доки лазерний пристрій не сформує сигнал "Діаметр досягнутий" і процес кування не припиниться. Для точного досягнення бажаної форми втулки лазерні вимірювання здійснюють у різних місцях. У разі необхідності коригування відповідні бойки призупиняють на кілька ходів. Якщо на початку або в процесі кування заготовка 5 втулки набуває конічної форми, відповідний деформувальний інструмент 4 наприкінці найбільшого діаметра заготовки 5 втулки призупиняють на кілька ходів. В альтернативному варіанті в разі застосування 3 UA 98708 C2 5 10 15 20 25 30 35 40 45 50 55 60 деформувального інструмента 4, який простягається вздовж усієї довжини заготовки втулки, шляхом зміни положення робочого циліндра 2 та/або деформувального інструмента 4 останній може бути встановлений із нахилом під відповідним кутом; може бути також застосований профільований деформувальний інструмент 4. В такий спосіб за допомогою оправки 7 можна, наприклад, виковувати з виливків, виготовлених у конічних кокілях, циліндричні втулки або труби великої маси, наприклад до 400 тонн, діаметром, наприклад, до 8000 міліметрів, а також заввишки від трьох до дев'яти метрів. Завдяки великій кількості тактів при обертанні оправки 7 з однієї сторони та заготовки 5 втулки з іншої сторони можна забезпечити високу точність обробки поверхні та в межах допусків досягти також заданої товщини стінок заготовки 5 втулки і готової втулки 5. Після цього або в процесі цього зовнішню поверхню, а в разі необхідності також внутрішню поверхню заготовки 5 втулки можна очищати від окалини за допомогою відповідного пристрою 23 для очищення від окалини. Наведені в рефераті, пунктах формули винаходу та описі, а також відображені на кресленнях ознаки можуть бути суттєвими для реалізації винаходу як кожен окремо, так і в довільних комбінаціях. Позиційні позначення: 1 Станина машини 2 Робочий циліндр 3 Кріпильний елемент бойка 4 Деформувальний інструмент 5 Заготовка втулки, втулка 6 Отвір 7 Бойок 8 Опора 9 Канал 10 Притискна контропора 11 Вісь обертання 12 Привід, моторний, обертальний привід 13 Фіксувальний елемент 14 Опорний ролик 15 Лазерний пристрій 16 Лазерний пристрій 17 Центрувальні та підтримуючі ролики 18 Центрувальні та підтримуючі ролики 19 Привід, моторний 20 Привід, моторний 21 Привід, моторний 22 Привід, моторний 23 Пристрій для очищення від окалини А Напрямок повороту притискної контропори В Напрямок повороту притискної контропори D Діаметр Н Висота заготовки втулки ФОРМУЛА ВИНАХОДУ 1. Пристрій для розширення втулки, виконаний з можливістю встановлення великої заготовки (5) втулки з отвором, виготовленої, наприклад, зі сталі, масою кількасот тонн, наприклад від 200 до 600 тонн, переважно 400 тонн, діаметром від 3000 до 10000 міліметрів, переважно 8000 міліметрів, заввишки від 1 до 9 метрів, переважно від 3 до 6 метрів, на оправку (7), що має наскрізний канал (9), причому пристрій оснащений системою безперервного підведення до каналу (9) зверху чи знизу придатного охолоджувального засобу, переважно охолоджувальної води, і його відведення до розміщеного внизу збірного резервуара або стоку, причому засоби керування підведенням охолоджувального засобу, наприклад, інтегровані в систему керування всієї установки, причому кована заготовка втулки може бути піддана подальшій обробці, наприклад для виготовлення кілець, ділянок труб або труб, при цьому пристрій виконаний з можливістю встановлення заготовки (5) втулки на опорні ролики (14) та її поділянкового кування принаймні одним розташованим збоку деформувальним інструментом (4), оснащеним, наприклад, гідравлічним засобом для його періодичного обертання на невеликий кут, а також з можливістю радіального переміщення заготовки (5) втулки після кожного ходу кування в бік від 4 UA 98708 C2 5 10 15 20 25 30 35 40 45 50 55 60 оправки (7) шляхом повертання на невеликий кут відносно оправки навколо поздовжньої осі та поновлення її потактової обробки за допомогою відповідного деформувального інструмента (4) з обпиранням на оправку (7), причому оправка (7) виконана з можливістю її фіксації в робочій позиції за допомогою притискної контропори (10), виконаної з можливістю повного або часткового сприймання зусилля кування, при цьому передбачений принаймні один лазерний пристрій (15), переважно кілька лазерних пристроїв (15, 16), для безперервного вимірювання зовнішнього діаметра заготовки втулки і встановлення за допомогою центрувальних та підтримуючих роликів (17) заготовки (5) втулки в належну робочу позицію відносно оправки (7) і деформувального інструмента (4), причому деформувальний інструмент виконаний з можливістю здійснення швидкісного кування, наприклад зі швидкістю від 30 до 60 ходів, переважно від 40 до 60 ходів кування за хвилину, до формування відповідним лазерним вимірювальним пристроєм сигналу "Діаметр досягнутий" і припинення процесу кування, при цьому для точного досягнення бажаної форми втулки лазерні вимірювальні пристрої встановлено в різних місцях із забезпеченням можливості необхідного коригування шляхом пропускання деяких ходів кування. 2. Пристрій за п. 1, в якому по периметру заготовки (5) втулки розташовано кілька деформувальних інструментів (4), виконаних з можливістю синхронного або поперемінного потактового поділянкового кування зовнішньої поверхні заготовки (5) втулки. 3. Пристрій за п. 1 або п. 2, в якому деформувальні інструменти (4) зі сторони, оберненої до заготовки (5) втулки, мають сферичну, опуклу або профільовану форму. 4. Пристрій за будь-яким із пп. 1-3, в якому один чи кілька деформувальних інструментів (4) виконані з можливістю їх призупинення на кілька ходів кування в процесі кування, або пристрій виконаний з можливістю компенсації відхилень діаметра заготовки (5) втулки шляхом встановлення деформувального інструмента (4) в різні позиції, наприклад під кутом, або шляхом відповідного профілювання деформувального інструмента (4). 5. Пристрій за будь-яким із пп. 1-4, в якому передбачений пристрій (23) для очищення від окалини, який видаляє окалину по периметру із зовнішньої поверхні та/або зсередини заготовки (5) втулки, причому пристрій (23) для очищення від окалини оснащений одним чи кількома соплами для води під високим тиском, напрямленими на зовнішню та/або внутрішню поверхню заготовки (5) втулки, а також в якому пристрій (23) для очищення від окалини виконаний з можливістю керування чи регулювання тиску води залежно від температури та/або об'єму заготовки (5) втулки. 6. Пристрій за будь-яким із пп. 1-5, в якому засоби керування моторними приводами, наприклад гідравлічними приводами центрувальних роликів (17, 18), а також моторними приводами для опорних роликів (14), пристроєм (23) для очищення від окалини та моторними приводами одного чи кількох деформувальних інструментів (2, 4) інтегровані в загальну систему послідовного керування, а також в якому засоби керування приводами виконані переважно з можливістю числового програмного керування. 7. Пристрій за будь-яким із пп. 1-6, в якому відповідний деформувальний інструмент (4) виконаний із можливістю здійснення максимального подовження заготовки (5) втулки. 8. Пристрій за п. 7, який містить два або кілька приводів, наприклад гідравлічних приводів, для приведення в дію відповідного деформувального інструмента (4). 9. Спосіб деформування виготовленої зі сталі або аналогічного матеріалу та нагрітої до температури кування заготовки (5) втулки з отвором масою кількасот тонн, наприклад від 200 до 600 тонн, переважно 400 тонн, діаметром від 3000 до 10000 міліметрів, переважно 8000 міліметрів, заввишки від 1 до 9 метрів, переважно від 3 до 6 метрів, яку встановлюють на оправку (7), що має наскрізний канал (9), причому поділянкове кування заготовки (5) втулки здійснюють одним чи кількома зміщеними по її периметру та/або висоті деформувальними інструментами (4), які діють на її зовнішню поверхню по периметру зі зміщенням на певний кут шляхом обертання заготовки (5) втулки та/або оправки, та/або притискної контропори (10), причому заготовка (5) втулки в процесі кування обперта на оправку (7), причому кування здійснюють у швидкісному режимі, наприклад зі швидкістю від 30 до 60 ходів, переважно від 40 до 60 ходів кування за хвилину, причому використовують принаймні один лазерний пристрій (15), переважно кілька лазерних пристроїв (15, 16), для безперервного вимірювання зовнішнього діаметра заготовки втулки і встановлення за допомогою центрувальних та підтримуючих роликів (17) заготовки (5) втулки в належну робочу позицію відносно оправки (7) і відповідного деформувального інструмента (4), і процес кування припиняють, коли відповідний лазерний вимірювальний пристрій формує сигнал "Діаметр досягнутий". 10. Спосіб за п. 9, в якому оправку (7) обертають на таку саму величину переміщення, що і заготовку (5) втулки. 5 UA 98708 C2 11. Спосіб за п. 9 або п. 10, в якому кування заготовки (5) втулки здійснюють синхронно або поперемінно по її периметру та/або висоті кількома деформувальними інструментами (4). 6 UA 98708 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюBush widening apparatus and process
Автори англійськоюBierhalter, Peter, Maier, Hartmut, Grone, Siegfried
Назва патенту російськоюУстройство для расширения втулки и способ ковки заготовки втулки
Автори російськоюБирхальтер Петер, Майер Хартмут, Грене Зигфрид
МПК / Мітки
МПК: B21J 7/16, B21K 1/00, G01B 11/08
Мітки: втулки, пристрій, розширення, заготовки, кування, спосіб
Код посилання
<a href="https://ua.patents.su/9-98708-pristrijj-dlya-rozshirennya-vtulki-ta-sposib-kuvannya-zagotovki-vtulki.html" target="_blank" rel="follow" title="База патентів України">Пристрій для розширення втулки та спосіб кування заготовки втулки</a>
Спосіб виготовлення заготовки втулки шплінтона
Номер патенту: 3595
Опубліковано: 15.12.2004
Автори: Губачева Лариса Олександрівна, Євстратов Віталій Олексійович
МПК: B21D 5/00
Мітки: втулки, спосіб, заготовки, виготовлення, шплінтона
Формула / Реферат:
1. Спосіб виготовлення заготовки втулки шплінтона, при якому металеві листи або стрічки розрізають на прямокутні картки з розмірами BL, де B - ширина картки, L - довжина картки, згинають до одержання циліндричної заготовки діаметром , який відрізняється тим, що після згинання застосовують пряме видавлювання...
Спосіб та пристрій для встановлення відносно заготовки щонайменше одного роликового сегмента напрямного пристрою для заготовки, виготовленої методом безперервного розливання
Номер патенту: 88241
Опубліковано: 25.09.2009
Автори: Вейєр Аксель, Классен Ханс Езау, Штольп Крістіан
МПК: B21B 37/00, B22D 11/20, B22D 11/12
Мітки: заготовки, одного, роликового, щонайменше, встановлення, сегмента, напрямного, безперервного, виготовленої, відносної, спосіб, методом, розливання, пристрою, пристрій
Формула / Реферат:
1. Спосіб встановлення відносно заготовки щонайменше одного роликового сегмента (110) напрямного пристрою (100) для слябової заготовки, яка відливається, причому роликовий сегмент має верхню і нижню роликоопори (114, 112), які підтримують відповідно щонайменше один ролик (116, 118) для направлення заготовки (200) між роликами, і, причому, правій і лівій стороні роликового сегмента (110), при розгляді в напрямку переміщення матеріалу, наданий...
Кувальна оправка для гарячого кування трубчастих заготовок з металу
Номер патенту: 96053
Опубліковано: 26.09.2011
Автори: Хомберг Герд, Віденмайер Штефан, Лефебвр Пьєр, Кюммерлінг Ролф
МПК: B21J 13/00
Мітки: кувальна, гарячого, заготовок, оправка, трубчастих, кування, металу
Формула / Реферат:
1. Кувальна оправка для гарячого кування трубчастих заготовок з металу, що складається з тіла оправки та штанги, причому тіло оправки складається із жароміцного матеріалу, яка відрізняється тим, що на тіло (1) оправки щонайменше у робочій зоні нанесений зменшуючий тепловідведення в нього під час кування та міцно зчеплений з ним шар (5), причому шар (5) має нижчу теплопровідність, ніж тіло (1) оправки, і товщину щонайменше 50 мкм.2....
Спосіб та пристрій для безперервного розливу металу з безпосереднім обтисненням металевої заготовки, зокрема сталевої заготовки
Номер патенту: 77269
Опубліковано: 15.11.2006
Автори: Вейєр Аксель, Мілевскі Вілфрід, Цайбер Адольф-Густав, Гертнер Хорст, Летцель Дірк
МПК: B22D 11/124, B22D 11/128, B22D 11/22, B22D 11/20, B22D 11/12
Мітки: спосіб, заготовки, металу, розливу, сталевої, безпосереднім, зокрема, металевої, безперервного, обтисненням, пристрій
Формула / Реферат:
1. Спосіб безперервного розливу металу з безпосереднім обтисненням металевої заготовки (1), зокрема сталевої заготовки, яка має форму прямокутника, злитка, чорнового профілю, сортової або круглої заготовки, за яким заготовку (1) після кристалізатора (2) проводять в криволінійній проводці (3) і піддають повторному охолоджуванню рідким охолоджувачем (4), при цьому за допомогою регулювання досягають однорідного, необхідного для процесу...
Спосіб радіального кування чотирма бойками
Номер патенту: 64485
Опубліковано: 16.02.2004
Автори: Артамонов Юрій Вікторович, Бедросова Лариса Василівна, Лазоркін Віктор Андрійович, Терновий Юрій Федорович, Лазоркіна Дар'я Вікторівна
МПК: B21J 1/04
Мітки: спосіб, бойками, чотирма, радіального, кування
Формула / Реферат:
Спосіб радіального кування чотирма бойками, при якому заготовку формують за кілька переходів за схемою коло-квадрат-коло, що включає подавання та кантування, який відрізняється тим, що при формуванні квадратного перерізу кування виконують з обтисненнями 0,25-0,35 від перерізу заготовки та кантовками на кут 45°, а на кожному наступному проході здійснюють обтиснення по ребрах заготовки, отриманої на попередньому проході.
Попередній патент: Спосіб виробництва заготовок залізничних коліс із ободом, диском і маточиною
Наступний патент: Система, пристрій і спосіб, що забезпечують можливість розпізнавання викликів мобільними станціями на основі заданих значень, встановлених в заголовку виклику
Випадковий патент: Котел благути