Спосіб затвердіння однокомпонентних пінополіуретанів, спосіб виготовлення виробів з поліуретану у формі та пристрій для їх здійснення
Номер патенту: 99098
Опубліковано: 25.07.2012
Автори: Красовський Олександр Петрович, Красовський Віктор Петрович
Формула / Реферат
1. Спосіб затвердіння однокомпонентних пінополіуретанів, що включає взаємодію рідкої однокомпонентної поліуретанової піни з отверджувачем, який відрізняється тим, що отверджувач у вигляді води до рідкої однокомпонентної поліуретанової піни додають шляхом пропускання рідкої однокомпонентної поліуретанової піни крізь ємність з попередньо замороженою водою - льодом, приєднану до сопла генератора рідкої однокомпонентної поліуретанової піни, при температурі повітря вище нуля градусів Цельсія.
2. Спосіб виготовлення виробів з поліуретану у формі, що включає нанесення на внутрішню поверхню форми виробу мастил, заповнення форми поліуретаном через вхідні отвори, його затвердіння у формі за рахунок взаємодії з отверджувачем та виймання виробу з форми, який відрізняється тим, що в ньому форму заповнюють рідкою однокомпонентною поліуретановою піною з її генератора, при цьому до рідкої однокомпонентної поліуретанової піни додають отверджувач у вигляді води шляхом пропускання рідкої однокомпонентної поліуретанової піни з температурою вище нуля градусів Цельсія крізь ємність з попередньо замороженою водою - льодом, приєднану вхідним отвором до сопла генератора рідкої однокомпонентної поліуретанової піни, а вихідним отвором до вхідного отвору форми.
3. Спосіб виготовлення виробів з поліуретану у формі за п. 2, який відрізняється тим, що додатково для розфарбування виробів попередньо наносять фарбу на внутрішню поверхню форми до її заповнення однокомпонентною поліуретановою піною.
4. Пристрій для здійснення способу за п. 1 або 2, виконаний у вигляді трубки, вхідний отвір якої виконано з можливістю з’єднання з соплом генератора рідкої однокомпонентної поліуретанової піни, який відрізняється тим, що в ньому між вхідним і вихідним отворами трубки виконано ємність для замороженої води - льоду.
5. Пристрій за п. 4, який відрізняється тим, що в ньому ємність виконано еластичною.
6. Пристрій за п. 4, який відрізняється тим, що в ньому ємність виконано з гофрами, спрямованими від вхідного отвору до вихідного отвору.
Текст
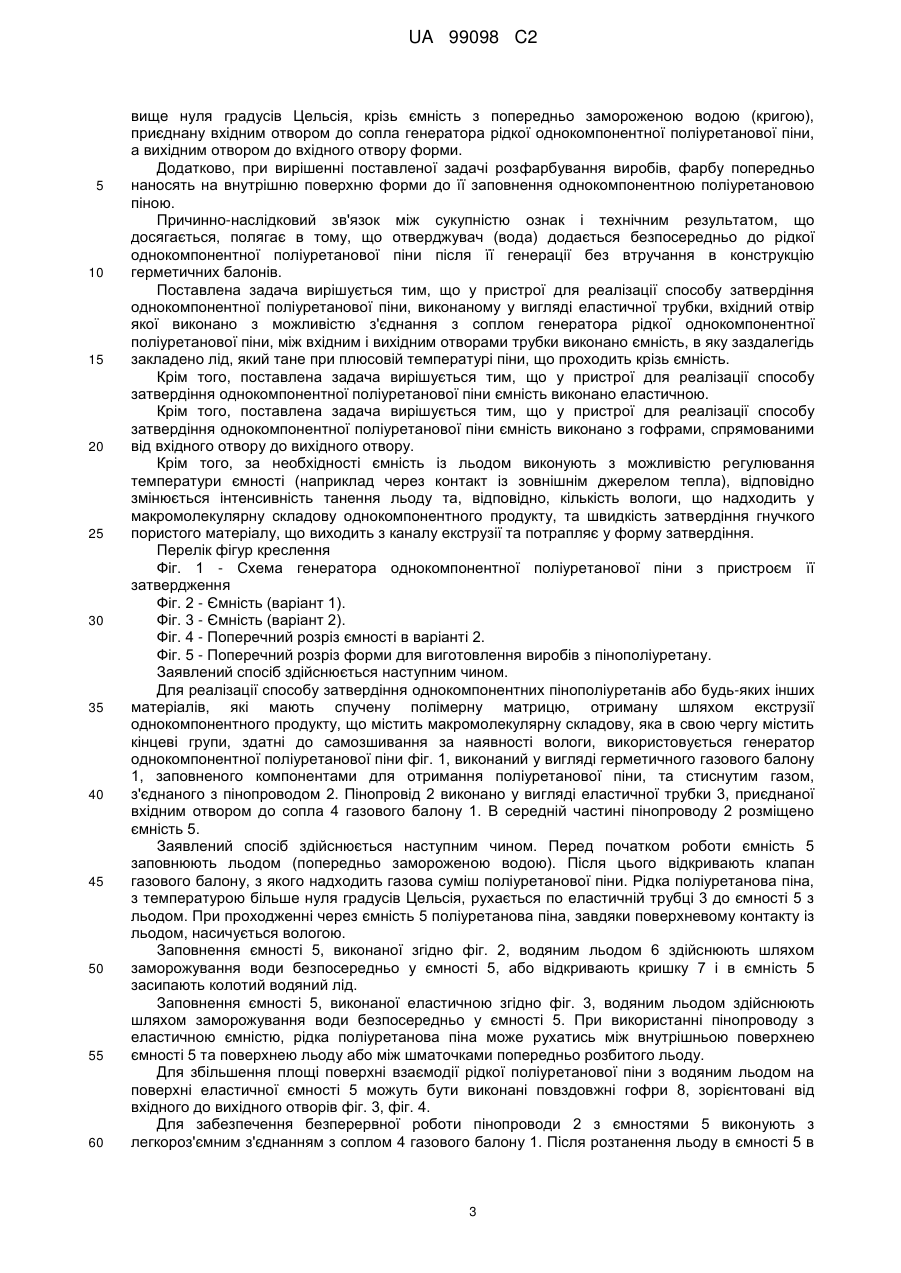
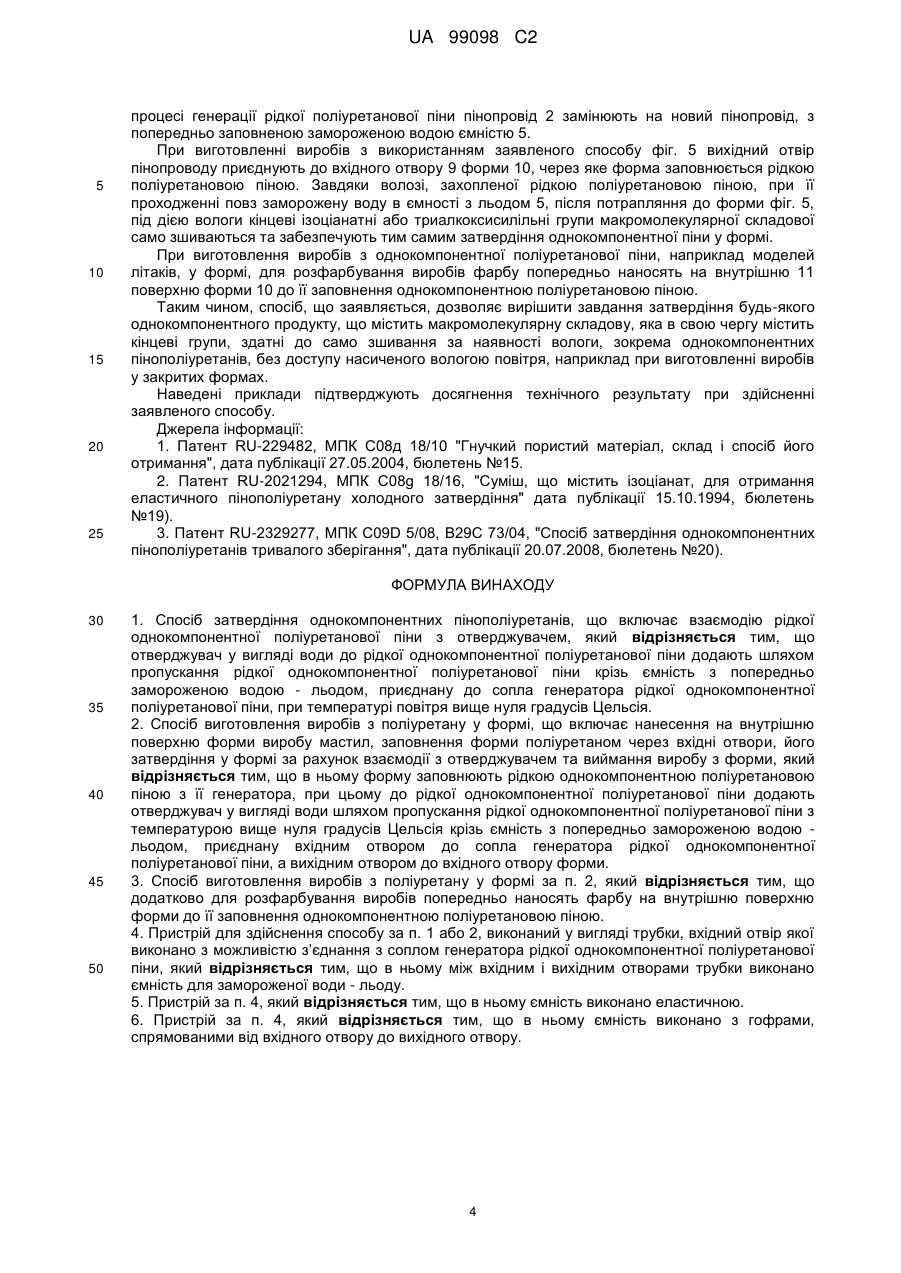
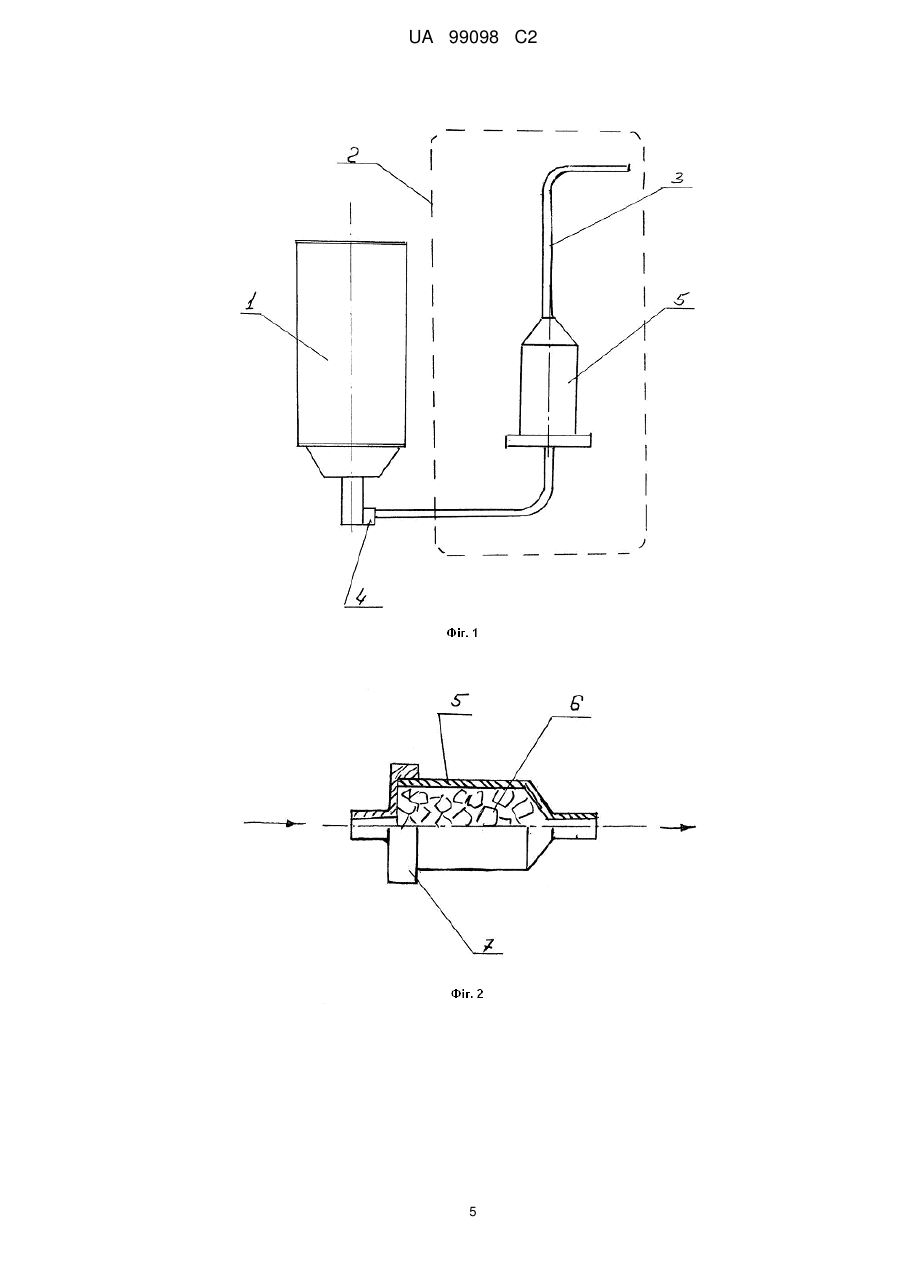
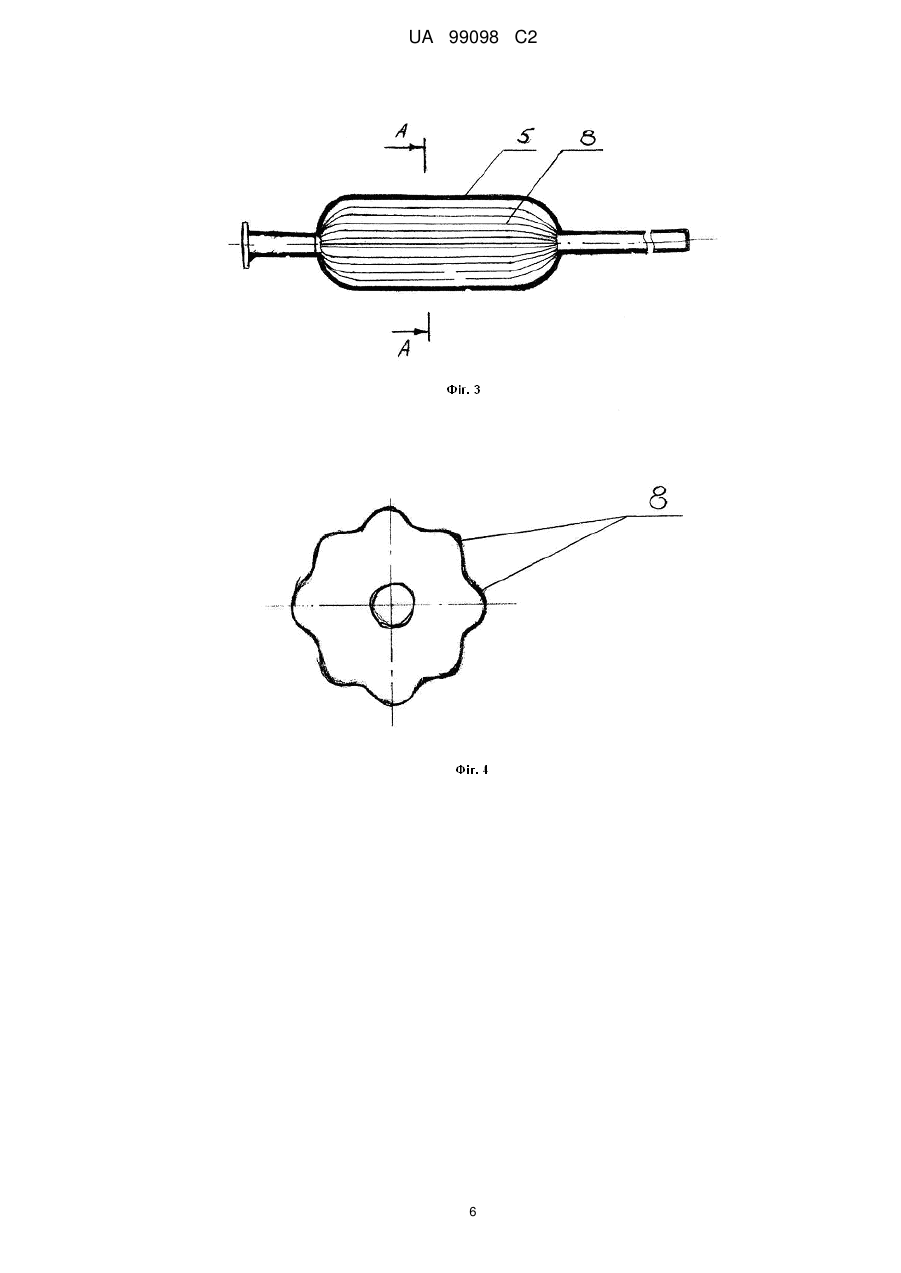
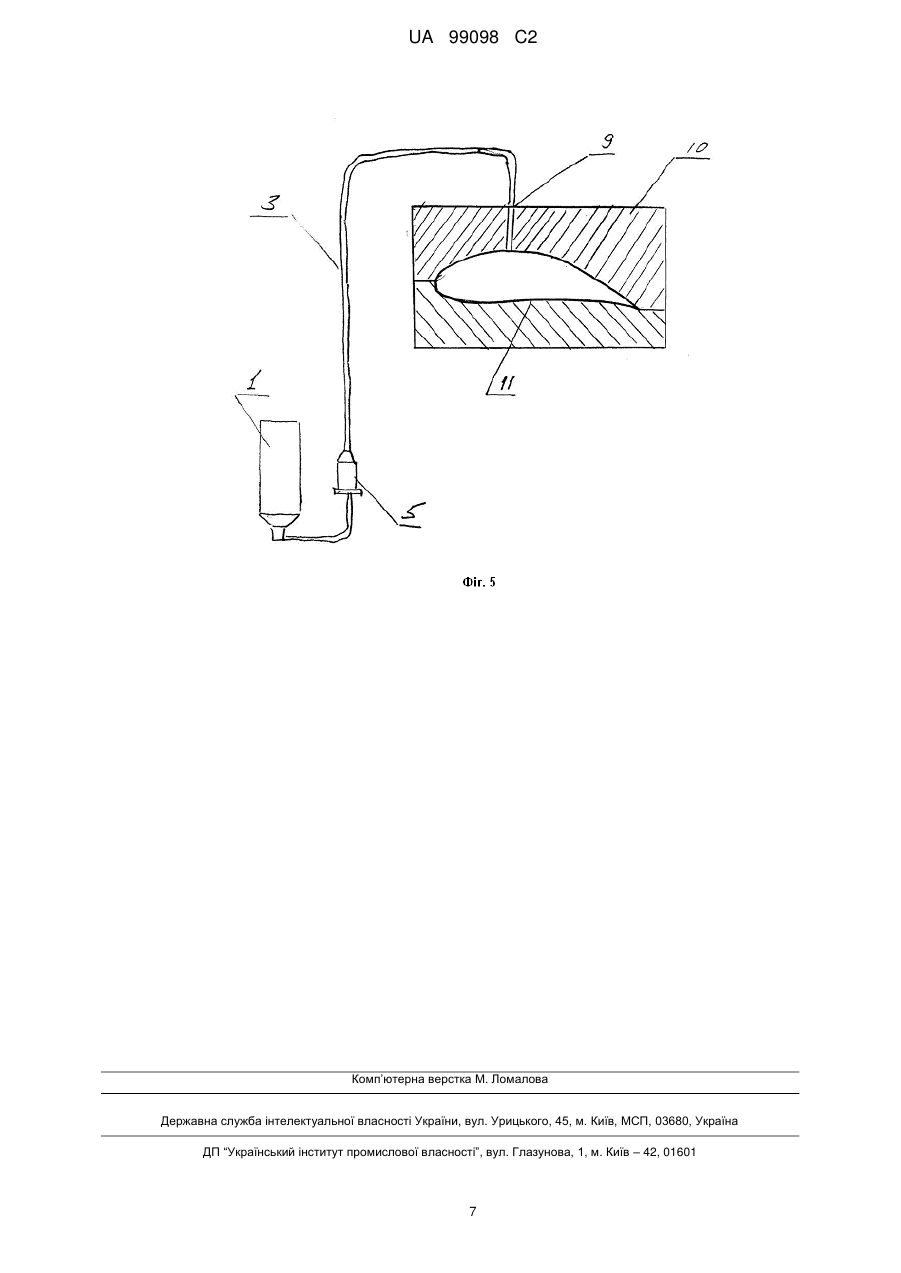
Реферат: Винахід належить до способів затвердіння пінополіуретанів, вживаних для заповнення швів, порожнеч, склеювання, фіксації різних матеріалів при монтажі будівельних конструкцій, таких як віконні та дверні рами, ремонті об'ємних виробів, виготовлених з металу, фарфору, пластмаси та інших матеріалів. Винахід також може використовуватись для виготовлення легких виробів з пінополістиролу, наприклад, моделей літаків. Суть винаходу полягає в тому, що у способі затвердіння однокомпонентних пінополіуретанів, що включає взаємодію рідкої однокомпонентної поліуретанової піни з отверджувачем у вигляді води, воду до рідкої однокомпонентної поліуретанової піни додають шляхом пропускання рідкої однокомпонентної поліуретанової піни скрізь ємність з попередньо замороженою водою, приєднану до сопла генератора рідкої однокомпонентної поліуретанової піни при температурі повітря вище нуля градусів Цельсія. Суть винаходу полягає в тому, що у способі виготовлення виробів з поліуретану у формі, що включає нанесення на внутрішню поверхню форми виробу мастил, заповнення форми поліуретаном через вхідні отвори, його ствердження у формі за рахунок взаємодії з отверджувачем та виймання виробу з форми, форму заповнюють рідкою однокомпонентною поліуретановою піною з її генератора, про цьому до рідкої однокомпонентної поліуретанової піну додають отверджувач у вигляді води шляхом пропускання рідкої однокомпонентної поліуретанової піни, з температурою вище нуля градусів Цельсія, скрізь ємність з попередньо UA 99098 C2 (12) UA 99098 C2 замороженою водою, приєднану вхідним отвором до сопла генератора рідкої однокомпонентної поліуретанової піни, а вихідним отвором до вхідного отвору форми. Суть винаходу полягає в тому, що пристрій для реалізації способу виконано у вигляді трубки, вхідний отвір якої виконано з можливістю з'єднання з соплом генератора рідкої однокомпонентної поліуретанової піни, який відрізняється тим, що в ньому між вхідним і вихідним отворами трубки виконано ємність для замороженої води. Винахід дозволяє вирішити завдання виготовлення пінополіуретанових виробів без доступу повітря. UA 99098 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до способів затвердіння пористих матеріалів, зокрема однокомпонентних поліуретанів довготривалого зберігання, що включає взаємодію однокомпонентної поліуретанової піни з затверджувачем, які можуть бути використані, зокрема для виготовлення герметизуючи, ізолюючих або амортизуючи елементів-виробів, для заповнення швів, порожнеч, склеювання, фіксації різних матеріалів при монтажі будівельних конструкцій, таких як віконні та дверні рами, ремонті об'ємних виробів, виготовлених з металу, фарфору, пластмаси та інших матеріалів, та мають спучену полімерну матрицю, отриману шляхом екструзії однокомпонентного продукту, що містить макромолекулярну складову, в присутності стисненого газу, при цьому макромолекулярна складова містить кінцеві групи, здатні до самозшивання за наявності вологи. Відомий спосіб (1) затвердіння однокомпонентних пінополіуретанів, в якому як компонент використовують макромолекулярну складову, у присутності стиснутого газу. Макромолекулярною складовою продукту є поліуретановий форполімер, що містить ізоціанатні або триалкоксисилільні кінцеві групи, здатні до самозшивання у присутності вологи. По-перше, недолік відомого способу полягає в тому, що твердіння рідкої поліуретанової піни відбувається при доступі повітря за рахунок вологи, яка є у ньому. Вологість повітря в свою чергу залежить від погоди, що робить швидкість затвердіння рідкої поліуретанової піни невизначеною та часто занадто великою. При нанесенні рідкої поліуретанової піни на вертикальні поверхні, наприклад, в вертикальні щілини при монтажі будівельних конструкцій, таких як віконні та дверні рами, незатверділа рідка поліуретанова піна сповзає вниз під дією власної ваги. Зазначене створює складнощі для заповнення верхніх частин вертикальних щілин та викликає потребу у видаленні її надлишків в нижній частині щілин. При цьому час повного затвердіння рідкої поліуретанової піни складає близько 24 години, що затримує можливість виконання наступних технологічних операцій. Зазначений час залежить від вологості повітря та його температури. Тобто, в зазначеному способі операція додавання води (отверджувач) ніяк не залежить від виконавця. По-друге, зазначений спосіб не дозволяє отримати затвердіння рідкої поліуретанової піни в замкнутих об'ємах, в яких недостатня кількість вологи повітря. При попаданні однокомпонентного продукту в такий об'єм, макромолекулярна складова за відсутності (недостатньої кількості) вологи не має можливості затверднути. Відомий також спосіб (2) затвердіння однокомпонентних пінополіуретанів, в якому затвердіння проводять шляхом попереднього перемішування компонента з поліольним складовим (отверджувачем) та наступного заливання суміші в форму для виготовлення виробів з поліуретану у зазначеній формі. Недоліком запропонованого способу є неможливість його використання для виготовлення виробів лише за участі додаткової компоненти з полільним складовим (отверджувачем), складність та екологічна небезпека його використання. Операцію перемішування фактично можна реалізувати лише у заводських умовах, однак практично неможливо використати при монтажі будівельних конструкцій, крім того операцію перемішування складно реалізувати на будівельних майданчиках без достатньо складного обладнання, а складова, яка виконує функцію отверджувача, не є екологічною і може завдати шкоди навколишньому середовищу. На будівельних майданчиках, у виробництві та побуті широко використовуються герметичні балони, заповнені компонентами для отримання однокомпонентної поліуретанової піни в присутності стиснутого газу. Зазначені балони виробляються на спеціалізованих підприємствах у умовах виробництва підвищеної небезпеки, оскільки воно пов'язане з застосуванням стиснутих газів. Зазначені балони є генераторами рідкої однокомпонентної поліуретанової піни, яка генерується під час випускання через сопло компонентів для отримання рідкої поліуретанової піни разом з стиснутим газом. Будь-яке розбирання балонів з стиснутим газом суворо заборонено правилами техніки безпеки. У зв'язку з викладеним, використати зазначений спосіб для затвердження однокомпонентної поліуретанової піни при використанні зазначених герметичних балонів неможливо. При використанні способу (2) для виготовлення виробів з однокомпонентної поліуретанової піни у формі також потрібне спеціальне обладнання для перемішування компоненти з отверджувачем, крім того, потрібен достатньо точний розрахунок об'єму генерованої однокомпонентної поліуретанової піни для зменшення кількості відходів. Враховуючи, що об'єм генерованої піни залежить від великої кількості факторів, зробити такий розрахунок достатньо складно. У зв'язку з викладеним, використати зазначений спосіб для виготовлення гнучких пористих матеріалів, зокрема виробів з однокомпонентної поліуретанової піни у формі, при використанні 1 UA 99098 C2 5 10 15 20 25 30 35 40 45 50 55 60 герметичних балонів з компонентами пінополіуретану неможливо без використання додаткової компоненти з полільним складовим (отверджувачем), екологічно небезпечним. Практичне використання цього способу в умовах будівельного майданчика обмежене, оскільки потребує використання достатньо складного обладнання. Відомий також спосіб (3), вибраний як прототип, затвердіння однокомпонентної поліуретанової піни, що полягає в тому, що в балон, що містить готовий до використання пінополіуретан у присутності стислого газу вводять етиленгліколь (отверджувач) у співвідношенні 35-50 мл на 750-1000 мл пінополіуретану, що знаходиться у балоні, потім суміш кілька разів струшують і після цього розпилюють на заздалегідь підготовленій для цього поверхні. Запропонований спосіб має такі самі недоліки, що і спосіб (2), а саме практичну неможливість його використання при монтажі будівельних конструкцій, крім того, операцію введення етиленгліколю (отверджувач) складно реалізувати на будівельних майданчиках без спеціального обладнання, а складова, яка виконує функцію отверджувача, також неекологічна і може завдати шкоди навколишньому середовищу. Пристрій для реалізації способу (3) пропонується у вигляді медичного шприцу. Зазначеним медичним шприцом етиленгліколь (отверджувач) вводиться в герметичні балони, заповнені компонентами для отримання поліуретанової піни, медичним шприцом через клапан герметичного балону. Аналогічно, на будівельних майданчиках, у виробництві та побуті широко використовуються герметичні балони, заповнені компонентами для отримання поліуретанової піни в присутності стиснутого газу. Зазначені балони виробляються на спеціалізованих підприємствах у умовах виробництва підвищеної небезпеки, оскільки воно пов'язане з застосуванням стиснутих газів. Зазначені балони є генераторами рідкої однокомпонентної поліуретанової піни, яка генерується під час випускання через сопло компонентів для отримання рідкої поліуретанової піни разом з стиснутим газом. Будь-яке розбирання балонів з стиснутим газом суворо заборонено правилами техніки безпеки. Наведений приклад реалізації запропонованого способу з застосуванням медичного шприцу можна уявити в умовах побуту, а в умовах будь-якого виробництва зазначена операція просто неприпустима. Найближчим аналогом пристрою для реалізації способу затвердіння однокомпонентної поліуретанової піни, що заявляється, є вибраний як прототип пінопровід у вигляді еластичної трубки Пристрій для реалізації способу за пунктом 1, виконаний у вигляді еластичної трубки, вхідний отвір якої виконано з можливістю з'єднання з соплом герметичного балону, заповненого компонентами для отримання поліуретанової рідкої однокомпонентної поліуретанової піни. В основу винаходу поставлена задача: - у способі затвердіння однокомпонентних пінополіуретанів забезпечити затвердіння однокомпонентної поліуретанової піни екологічними засобами з використанням герметичних балонів, заповнених компонентами для отримання поліуретанової піни в присутності стиснутого газу, зокрема при заповненні пінополіуретаном герметичних об'ємів. Пристрій для реалізації способу затвердіння однокомпонентних пінополіуретанів повинен забезпечити введення отверджувача без порушення цілісності герметичних балонів. Поставлена задача вирішується тим, що в способі затвердіння однокомпонентної поліуретанової піни, що включає взаємодію рідкої однокомпонентної поліуретанової піни з отверджувачем, для затвердження однокомпонентної поліуретанової піни в масу однокомпонентної поліуретанової піни в процесі її екструзії із генератора пінополіуретанової піни подається затверджував у вигляді води, шляхом забезпечення поверхневого контакту однокомпонентної поліуретанової піни із льодом, що тане, насичуючи вологою макромолекулярну складову однокомпонентного продукту. За необхідності, з метою зміни характеристик однокомпонентного продукту, попередньо, при підготовці льоду, у його склад додають компоненти, які при таненні льоду в процесі екструзії разом із вологою надходять у тіло однокомпонентного продукту, відповідно змінюючи його характеристики. Крім того, поставлена задача вирішується тим, що в способі виготовлення виробів з однокомпонентної поліуретанової піни у формі, що включає нанесення на внутрішню поверхню форми виробу мастил, заповнення форми поліуретаном через вхідні отвори, його ствердження у формі за рахунок взаємодії з отверджувачем та виймання виробу з форми, форму заповнюють рідкою однокомпонентною поліуретановою піною з її генератора, про цьому в процесі екструзії до рідкої однокомпонентної поліуретанової піни додають отверджувач у вигляді води шляхом пропускання рідкої однокомпонентної поліуретанової піни, з температурою 2 UA 99098 C2 5 10 15 20 25 30 35 40 45 50 55 60 вище нуля градусів Цельсія, крізь ємність з попередньо замороженою водою (кригою), приєднану вхідним отвором до сопла генератора рідкої однокомпонентної поліуретанової піни, а вихідним отвором до вхідного отвору форми. Додатково, при вирішенні поставленої задачі розфарбування виробів, фарбу попередньо наносять на внутрішню поверхню форми до її заповнення однокомпонентною поліуретановою піною. Причинно-наслідковий зв'язок між сукупністю ознак і технічним результатом, що досягається, полягає в тому, що отверджувач (вода) додається безпосередньо до рідкої однокомпонентної поліуретанової піни після її генерації без втручання в конструкцію герметичних балонів. Поставлена задача вирішується тим, що у пристрої для реалізації способу затвердіння однокомпонентної поліуретанової піни, виконаному у вигляді еластичної трубки, вхідний отвір якої виконано з можливістю з'єднання з соплом генератора рідкої однокомпонентної поліуретанової піни, між вхідним і вихідним отворами трубки виконано ємність, в яку заздалегідь закладено лід, який тане при плюсовій температурі піни, що проходить крізь ємність. Крім того, поставлена задача вирішується тим, що у пристрої для реалізації способу затвердіння однокомпонентної поліуретанової піни ємність виконано еластичною. Крім того, поставлена задача вирішується тим, що у пристрої для реалізації способу затвердіння однокомпонентної поліуретанової піни ємність виконано з гофрами, спрямованими від вхідного отвору до вихідного отвору. Крім того, за необхідності ємність із льодом виконують з можливістю регулювання температури ємності (наприклад через контакт із зовнішнім джерелом тепла), відповідно змінюється інтенсивність танення льоду та, відповідно, кількість вологи, що надходить у макромолекулярну складову однокомпонентного продукту, та швидкість затвердіння гнучкого пористого матеріалу, що виходить з каналу екструзії та потрапляє у форму затвердіння. Перелік фігур креслення Фіг. 1 - Схема генератора однокомпонентної поліуретанової піни з пристроєм її затвердження Фіг. 2 - Ємність (варіант 1). Фіг. 3 - Ємність (варіант 2). Фіг. 4 - Поперечний розріз ємності в варіанті 2. Фіг. 5 - Поперечний розріз форми для виготовлення виробів з пінополіуретану. Заявлений спосіб здійснюється наступним чином. Для реалізації способу затвердіння однокомпонентних пінополіуретанів або будь-яких інших матеріалів, які мають спучену полімерну матрицю, отриману шляхом екструзії однокомпонентного продукту, що містить макромолекулярну складову, яка в свою чергу містить кінцеві групи, здатні до самозшивання за наявності вологи, використовується генератор однокомпонентної поліуретанової піни фіг. 1, виконаний у вигляді герметичного газового балону 1, заповненого компонентами для отримання поліуретанової піни, та стиснутим газом, з'єднаного з пінопроводом 2. Пінопровід 2 виконано у вигляді еластичної трубки 3, приєднаної вхідним отвором до сопла 4 газового балону 1. В середній частині пінопроводу 2 розміщено ємність 5. Заявлений спосіб здійснюється наступним чином. Перед початком роботи ємність 5 заповнюють льодом (попередньо замороженою водою). Після цього відкривають клапан газового балону, з якого надходить газова суміш поліуретанової піни. Рідка поліуретанова піна, з температурою більше нуля градусів Цельсія, рухається по еластичній трубці 3 до ємності 5 з льодом. При проходженні через ємність 5 поліуретанова піна, завдяки поверхневому контакту із льодом, насичується вологою. Заповнення ємності 5, виконаної згідно фіг. 2, водяним льодом 6 здійснюють шляхом заморожування води безпосередньо у ємності 5, або відкривають кришку 7 і в ємність 5 засипають колотий водяний лід. Заповнення ємності 5, виконаної еластичною згідно фіг. 3, водяним льодом здійснюють шляхом заморожування води безпосередньо у ємності 5. При використанні пінопроводу з еластичною ємністю, рідка поліуретанова піна може рухатись між внутрішньою поверхнею ємності 5 та поверхнею льоду або між шматочками попередньо розбитого льоду. Для збільшення площі поверхні взаємодії рідкої поліуретанової піни з водяним льодом на поверхні еластичної ємності 5 можуть бути виконані повздовжні гофри 8, зорієнтовані від вхідного до вихідного отворів фіг. 3, фіг. 4. Для забезпечення безперервної роботи пінопроводи 2 з ємностями 5 виконують з легкороз'ємним з'єднанням з соплом 4 газового балону 1. Після розтанення льоду в ємності 5 в 3 UA 99098 C2 5 10 15 20 25 процесі генерації рідкої поліуретанової піни пінопровід 2 замінюють на новий пінопровід, з попередньо заповненою замороженою водою ємністю 5. При виготовленні виробів з використанням заявленого способу фіг. 5 вихідний отвір пінопроводу приєднують до вхідного отвору 9 форми 10, через яке форма заповнюється рідкою поліуретановою піною. Завдяки волозі, захопленої рідкою поліуретановою піною, при її проходженні повз заморожену воду в ємності з льодом 5, після потрапляння до форми фіг. 5, під дією вологи кінцеві ізоціанатні або триалкоксисилільні групи макромолекулярної складової само зшиваються та забезпечують тим самим затвердіння однокомпонентної піни у формі. При виготовлення виробів з однокомпонентної поліуретанової піни, наприклад моделей літаків, у формі, для розфарбування виробів фарбу попередньо наносять на внутрішню 11 поверхню форми 10 до її заповнення однокомпонентною поліуретановою піною. Таким чином, спосіб, що заявляється, дозволяє вирішити завдання затвердіння будь-якого однокомпонентного продукту, що містить макромолекулярну складову, яка в свою чергу містить кінцеві групи, здатні до само зшивання за наявності вологи, зокрема однокомпонентних пінополіуретанів, без доступу насиченого вологою повітря, наприклад при виготовленні виробів у закритих формах. Наведені приклади підтверджують досягнення технічного результату при здійсненні заявленого способу. Джерела інформації: 1. Патент RU-229482, МПК С08д 18/10 "Гнучкий пористий матеріал, склад і спосіб його отримання", дата публікації 27.05.2004, бюлетень №15. 2. Патент RU-2021294, МПК C08g 18/16, "Суміш, що містить ізоціанат, для отримання еластичного пінополіуретану холодного затвердіння" дата публікації 15.10.1994, бюлетень №19). 3. Патент RU-2329277, МПК С09D 5/08, В29С 73/04, "Спосіб затвердіння однокомпонентних пінополіуретанів тривалого зберігання", дата публікації 20.07.2008, бюлетень №20). ФОРМУЛА ВИНАХОДУ 30 35 40 45 50 1. Спосіб затвердіння однокомпонентних пінополіуретанів, що включає взаємодію рідкої однокомпонентної поліуретанової піни з отверджувачем, який відрізняється тим, що отверджувач у вигляді води до рідкої однокомпонентної поліуретанової піни додають шляхом пропускання рідкої однокомпонентної поліуретанової піни крізь ємність з попередньо замороженою водою - льодом, приєднану до сопла генератора рідкої однокомпонентної поліуретанової піни, при температурі повітря вище нуля градусів Цельсія. 2. Спосіб виготовлення виробів з поліуретану у формі, що включає нанесення на внутрішню поверхню форми виробу мастил, заповнення форми поліуретаном через вхідні отвори, його затвердіння у формі за рахунок взаємодії з отверджувачем та виймання виробу з форми, який відрізняється тим, що в ньому форму заповнюють рідкою однокомпонентною поліуретановою піною з її генератора, при цьому до рідкої однокомпонентної поліуретанової піни додають отверджувач у вигляді води шляхом пропускання рідкої однокомпонентної поліуретанової піни з температурою вище нуля градусів Цельсія крізь ємність з попередньо замороженою водою льодом, приєднану вхідним отвором до сопла генератора рідкої однокомпонентної поліуретанової піни, а вихідним отвором до вхідного отвору форми. 3. Спосіб виготовлення виробів з поліуретану у формі за п. 2, який відрізняється тим, що додатково для розфарбування виробів попередньо наносять фарбу на внутрішню поверхню форми до її заповнення однокомпонентною поліуретановою піною. 4. Пристрій для здійснення способу за п. 1 або 2, виконаний у вигляді трубки, вхідний отвір якої виконано з можливістю з’єднання з соплом генератора рідкої однокомпонентної поліуретанової піни, який відрізняється тим, що в ньому між вхідним і вихідним отворами трубки виконано ємність для замороженої води - льоду. 5. Пристрій за п. 4, який відрізняється тим, що в ньому ємність виконано еластичною. 6. Пристрій за п. 4, який відрізняється тим, що в ньому ємність виконано з гофрами, спрямованими від вхідного отвору до вихідного отвору. 4 UA 99098 C2 5 UA 99098 C2 6 UA 99098 C2 Комп’ютерна верстка М. Ломалова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 7
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods of curing foamed polyurethanes
Автори англійськоюKrasovskyi Viktor Petrovych, Krasovskyi Oleksandr Petrovych
Назва патенту російськоюСпособ затвердения однокомпонентных пенополиуретанов, способ изготовления изделий из полиуретана в форме и устройство для их осуществления
Автори російськоюКрасовский Виктор Петрович, Красовский Александр Петрович
МПК / Мітки
МПК: C08L 75/04, C08G 18/00, C09J 175/00, E06B 1/00, C08J 9/14, C09J 5/08, B29C 73/00
Мітки: здійснення, пінополіуретанів, пристрій, спосіб, однокомпонентних, виробів, форми, виготовлення, затвердіння, поліуретану
Код посилання
<a href="https://ua.patents.su/9-99098-sposib-zatverdinnya-odnokomponentnikh-pinopoliuretaniv-sposib-vigotovlennya-virobiv-z-poliuretanu-u-formi-ta-pristrijj-dlya-kh-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб затвердіння однокомпонентних пінополіуретанів, спосіб виготовлення виробів з поліуретану у формі та пристрій для їх здійснення</a>
Спосіб виготовлення бетонних виробів у формі для лиття і пристрій для його здійснення
Номер патенту: 48699
Опубліковано: 15.08.2002
Автор: Чутчев Сергій Вікторович
МПК: B28B 7/00
Мітки: спосіб, пристрій, здійснення, форми, лиття, виготовлення, виробів, бетонних
Формула / Реферат:
1. Спосіб виготовлення бетонних виробів у формі для лиття, що полягає в завантаженні попередньо підготовленої бетонної суміші у форму для лиття з латексу, розташовану в матриці, ущільненні на вібростенді, витримці у формі до отвердіння і розформуванні, який відрізняється тим, що для розформування виріб витягають з матриці разом з формою для лиття, яку потім знімають з виробу.2. Спосіб по п. 1, який відрізняється тим, що внутрішню...
Спосіб полімеризації пломбувальних матеріалів світлового затвердіння і пристрій для його здійснення
Номер патенту: 38180
Опубліковано: 15.05.2001
Автори: Колосова Оксана Вікторівна, Донський Генадій Іванович
МПК: A61C 19/06
Мітки: затвердіння, пломбувальних, спосіб, полімерізації, здійснення, пристрій, світлового, матеріалів
Текст:
...світлового потоку, що й забезпечується фотополімеризатором з поляризованим світлом. Немає необхідності купувати дорогий фотополімеризатор, що має регулятори різної потужності світлового потоку, варто приєднати антиполисковий світлофільтр до кінця наконечника світловода фотополімеризатора, який в сотні разів обходиться дешевше. Поляризоване світло цього пристрою не пошкоджує органів зору, чинить сприятливий вплив на слизову оболонку...
Спосіб виготовлення виробів з тіста з начинкою та пристрій для його здійснення
Номер патенту: 51581
Опубліковано: 15.11.2002
Автор: Тур Віктор Володимирович
МПК: A21C 9/00
Мітки: начинкою, спосіб, виробів, здійснення, пристрій, виготовлення, тіста
Формула / Реферат:
1. Спосіб виготовлення багатошаруватих виробів з тіста з начинкою, який полягає в тому, що з заздалегідь приготовленого тіста розкачують перший лист, на який кладуть шар начинки, розкачують другий лист з тіста, який кладуть на начинку, отриману шарувату заготовку обтискують та формують з неї окремі вироби, який відрізняється тим, що перед обтискуванням на другий лист з тіста кладуть щонайменше ще один шар начинки та щонайменше ще один...
Спосіб виготовлення виробів з пінополістиролу та пристрій для його здійснення
Номер патенту: 83594
Опубліковано: 25.07.2008
Автори: Кийко Володимир Дмитрович, Карий Михайло Олександрович, Фоменко Сергій Володимирович
МПК: B29C 44/00, C08J 9/00, E04C 2/10, C04B 38/00
Мітки: здійснення, пінополістиролу, спосіб, виготовлення, виробів, пристрій
Формула / Реферат:
1. Спосіб виготовлення виробів з пінополістиролу, який включає завантаження гранул пінополістиролу у форму, теплову обробку гранул пінополістиролу шляхом подачі теплоносія у форму при постійному обертанні форми та витримку спіненого пінополістиролу у формі після припинення подачі теплоносія, який відрізняється тим, що подачу теплоносія у форму здійснюють шляхом почергового і синхронного до обертання форми подання теплоносія у окремі зони...
Спосіб виготовлення виробів типу “мухолов” та пристрій для його здійснення
Номер патенту: 72359
Опубліковано: 15.02.2005
Автори: Яськов Віктор Васильович, Плащенко Микола Миколайович, Коношенков Володимир Федорович, Бельдій Микола Миколайович, Харченко Євген Валентинович
Мітки: типу, виробів, пристрій, виготовлення, спосіб, мухолов, здійснення
Формула / Реферат:
1. Спосіб виготовлення виробів типу «Мухолов», що містить у собі операції подачі двох стрічок із термозварювального матеріалу, нанесення клейкої маси на ділянку стрічки, що не підлягає зварюванню, зварювання стрічок по краях уздовж напрямку подачі та періодично поперек напрямку подачі термозварювальними барабанами, розділення готових виробів, який відрізняється тим, що між операціями нанесення клейкої маси та зварювання здійснюється операція...
Попередній патент: Композиція, що містить антитіла до амілоїду бета 4, які мають глікозиловану варіабельну ділянку
Наступний патент: Мутанти fad-2 і високоолеїнові рослини
Випадковий патент: Спосіб визначення групи ризику виникнення післяопераційних септичних ускладнень у хворих з ургентною абдомінальною патологією