Спосіб прокатки фланцевих профілів
Формула / Реферат
Спосіб прокатки фланцевих профілів, що включає розрізання заготовки у гребінному калібрі до товщини стінки та усунення стовщення стінки, яке залишилось, поступовим зміщенням симетричних локальних обтиснень у протилежні боки, який відрізняється тим, що розрізання заготовки здійснюють біля основ фланців, а зміщення симетричних локальних обтиснень здійснюють у напрямі від основ фланців до середини стінки.
Текст
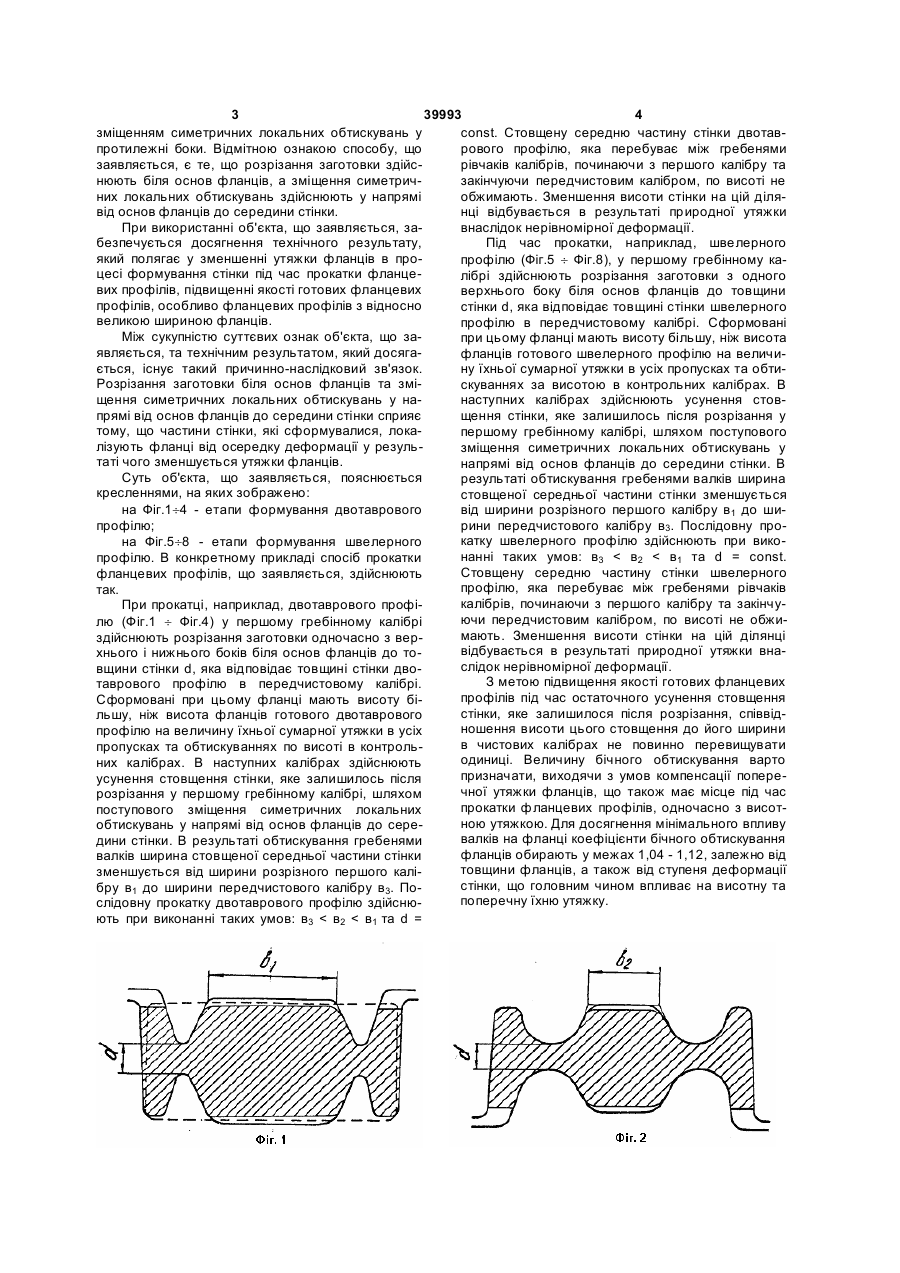
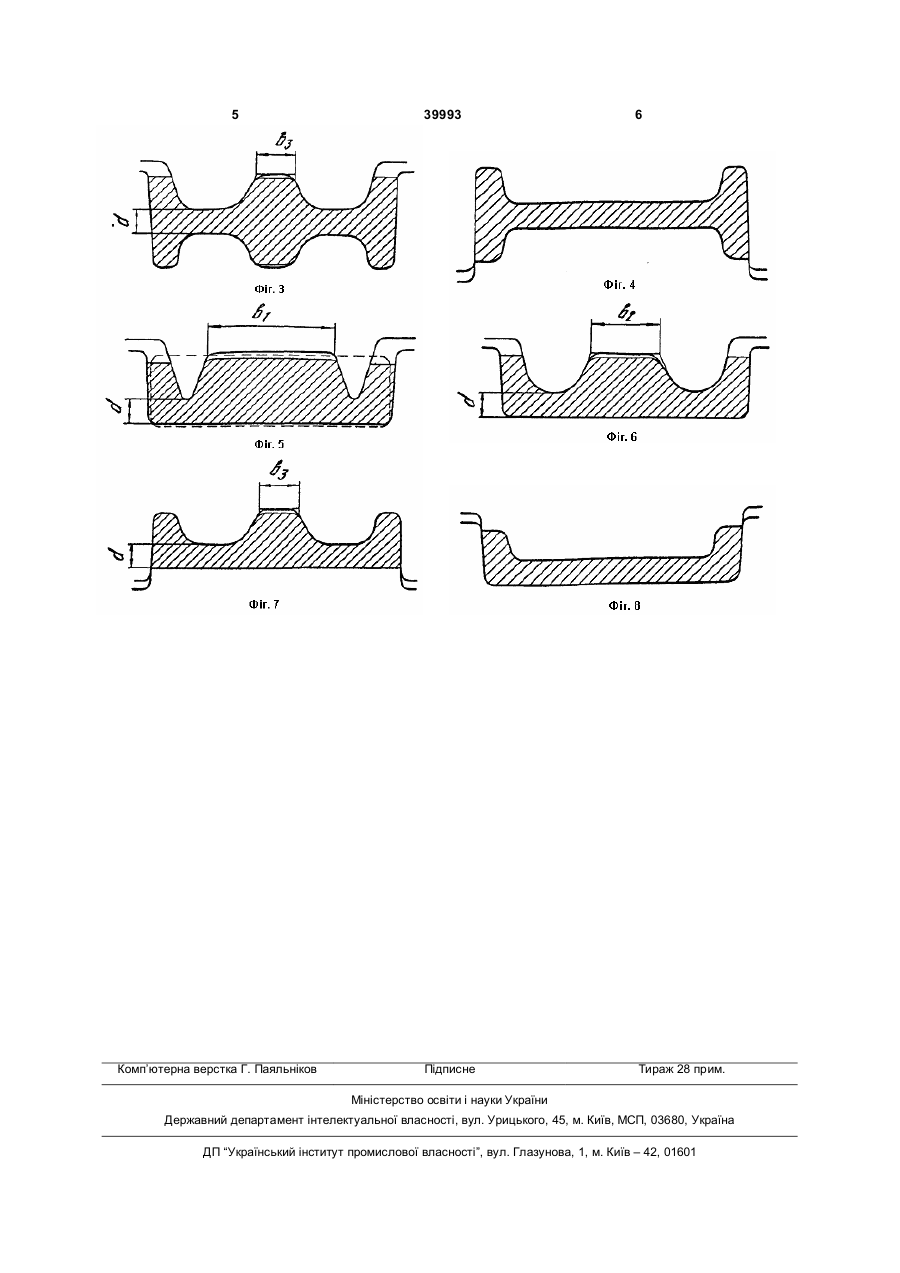
Спосіб прокатки фланцевих профілів, що включає розрізання заготовки у гребінному калібрі до товщини стінки та усунення стовщення стінки, яке залишилось, поступовим зміщенням симетричних локальних обтиснень у протилежні боки, який відрізняється тим, що розрізання заготовки здійснюють біля основ фланців, а зміщення симетричних локальних обтиснень здійснюють у напрямі від основ фланців до середини стінки. (19) (21) u200810974 (22) 08.09.2008 (24) 25.03.2009 (46) 25.03.2009, Бюл.№ 6, 2009 р. (72) МЕДВЕДЕВ ВІКТОР СТЕПАНОВИЧ, UA (73) УКРАЇНСЬКИЙ ДЕРЖАВНИЙ НАУКОВОТЕХНІЧНИЙ ЦЕНТР З ТЕХНОЛОГІЇ ТА ОБЛАДНАННЯ, ОБРОБКИ МЕТАЛІВ, ЗАХИСТУ НАВКОЛИШНЬОГО СЕРЕДОВИЩА ТА ВИКОРИСТАННЯ ВТОРИННИХ РЕСУРСІВ ДЛЯ МЕТАЛУРГІЇ ТА МАШИНОБУДУВАННЯ "ЕНЕРГОСТАЛЬ", UA 3 39993 4 const. Стовщену середню частину стінки двотавзміщенням симетричних локальних обтискувань у рового профілю, яка перебуває між гребенями протилежні боки. Відмітною ознакою способу, що рівчаків калібрів, починаючи з першого калібру та заявляється, є те, що розрізання заготовки здійсзакінчуючи передчистовим калібром, по висоті не нюють біля основ фланців, а зміщення симетричобжимають. Зменшення висоти стінки на цій діляних локальних обтискувань здійснюють у напрямі нці відбувається в результаті природної утяжки від основ фланців до середини стінки. внаслідок нерівномірної деформації. При використанні об'єкта, що заявляється, заПід час прокатки, наприклад, швелерного безпечується досягнення технічного результату, який полягає у зменшенні утяжки фланців в пропрофілю (Фіг.5 ¸ Фіг.8), у першому гребінному кацесі формування стінки під час прокатки фланцелібрі здійснюють розрізання заготовки з одного вих профілів, підвищенні якості готових фланцевих верхнього боку біля основ фланців до товщини профілів, особливо фланцевих профілів з відносно стінки d, яка відповідає товщині стінки швелерного великою шириною фланців. профілю в передчистовому калібрі. Сформовані Між сукупністю суттєвих ознак об'єкта, що запри цьому фланці мають висоту більшу, ніж висота являється, та технічним результатом, який досягафланців готового швелерного профілю на величиється, існує такий причинно-наслідковий зв'язок. ну їхньої сумарної утяжки в усіх пропусках та обтиРозрізання заготовки біля основ фланців та зміскуваннях за висотою в контрольних калібрах. В щення симетричних локальних обтискувань у нанаступних калібрах здійснюють усунення стовпрямі від основ фланців до середини стінки сприяє щення стінки, яке залишилось після розрізання у тому, що частини стінки, які сформувалися, локапершому гребінному калібрі, шляхом поступового лізують фланці від осередку деформації у резульзміщення симетричних локальних обтискувань у таті чого зменшується утяжки фланців. напрямі від основ фланців до середини стінки. В Суть об'єкта, що заявляється, пояснюється результаті обтискування гребенями валків ширина кресленнями, на яких зображено: стовщеної середньої частини стінки зменшується від ширини розрізного першого калібру в1 до шина Фіг.1¸4 - етапи формування двотаврового рини передчистового калібру в3. Послідовну пропрофілю; катку швелерного профілю здійснюють при викона Фіг.5¸8 - етапи формування швелерного нанні таких умов: в3 < в2 < в1 та d = const. профілю. В конкретному прикладі спосіб прокатки Стовщену середню частину стінки швелерного фланцевих профілів, що заявляється, здійснюють профілю, яка перебуває між гребенями рівчаків так. калібрів, починаючи з першого калібру та закінчуПри прокатці, наприклад, двотаврового профіючи передчистовим калібром, по висоті не обжилю (Фіг.1 ¸ Фіг.4) у першому гребінному калібрі мають. Зменшення висоти стінки на цій ділянці здійснюють розрізання заготовки одночасно з вервідбувається в результаті природної утяжки внахнього і нижнього боків біля основ фланців до тослідок нерівномірної деформації. вщини стінки d, яка відповідає товщині стінки двоЗ метою підвищення якості готових фланцевих таврового профілю в передчистовому калібрі. профілів під час остаточного усунення стовщення Сформовані при цьому фланці мають висоту бістінки, яке залишилося після розрізання, співвідльшу, ніж висота фланців готового двотаврового ношення висоти цього стовщення до його ширини профілю на величину їхньої сумарної утяжки в усіх в чистових калібрах не повинно перевищувати пропусках та обтискуваннях по висоті в контрольодиниці. Величину бічного обтискування варто них калібрах. В наступних калібрах здійснюють призначати, виходячи з умов компенсації попереусунення стовщення стінки, яке залишилось після чної утяжки фланців, що також має місце під час розрізання у першому гребінному калібрі, шляхом прокатки фланцевих профілів, одночасно з висотпоступового зміщення симетричних локальних ною утяжкою. Для досягнення мінімального впливу обтискувань у напрямі від основ фланців до серевалків на фланці коефіцієнти бічного обтискування дини стінки. В результаті обтискування гребенями фланців обирають у межах 1,04 - 1,12, залежно від валків ширина стовщеної середньої частини стінки товщини фланців, а також від ступеня деформації зменшується від ширини розрізного першого калістінки, що головним чином впливає на висотну та бру в1 до ширини передчистового калібру в3. Попоперечну їхню утяжку. слідовну прокатку двотаврового профілю здійснюють при виконанні таких умов: в3 < в2 < в1 та d = 5 Комп’ютерна верстка Г. Паяльніков 39993 6 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of rolling flanged profiles
Автори англійськоюMedvedev Viktor Stepanovych
Назва патенту російськоюСпособ прокатки фланцевых профилей
Автори російськоюМедведев Виктор Степанович
МПК / Мітки
МПК: B21B 1/08
Мітки: прокатки, профілів, фланцевих, спосіб
Код посилання
<a href="https://ua.patents.su/3-39993-sposib-prokatki-flancevikh-profiliv.html" target="_blank" rel="follow" title="База патентів України">Спосіб прокатки фланцевих профілів</a>
Спосіб прокатки фланцевих профілів в останніх проходах
Номер патенту: 19777
Опубліковано: 25.12.1997
Автори: Балабєй Євген Михайлович, Букрєєв Іван Іванович, Альохін Вячеслав Григорович, Оробцев Юрій Вікторович, Холодило Валерій Андрійович, Андрійчук Сергій Андрійович, Шишко Юрій Борисович
МПК: B21B 1/085
Мітки: прокатки, профілів, фланцевих, останніх, спосіб, проходах
Формула / Реферат:
Способ прокатки фланцевых профилей в последних проходах, включающий разновременное начало деформации фланцев и стенки заготовки и преимущественное обжатие по меньшей мере двух фланцев, про-тиворасположенных по разные стороны стенки, в закрытых фланцевых ручьях двухвалкового калибра открытого типа, отличающийся тем, что деформацию стенки заготовки начинают в момент, когда высотное обжатие фланцев достигает 8-15%.
Спосіб прокатки несиметричних рейкових профілів
Номер патенту: 70582
Опубліковано: 15.12.2006
Автори: Раханський Борис Йосипович, Кулак Володимир Юрійович, Єрін Роман Миколайович, Клименко Ігор Георгійович, Левченко Володимир Миколайович, Бардусов Віктор Миколайович, Танцюра Сергій Миколайович, Пихтін Яків Михайлович
МПК: B21B 1/085, B21B 1/08
Мітки: несиметричних, спосіб, профілів, рейкових, прокатки
Формула / Реферат:
1. Спосіб прокатки несиметричних рейкових профілів, переважно рейок з фланцем зачіпки з різною шириною і товщиною фланців підошви, відігнутим тонким фланцем підошви і несиметричною головкою, який включає формування профілю в двовалкових косорозташованих рейкових калібрах, який відрізняється тим, що принаймні в трьох останніх пропусках формування профілю проводять з розняттям калібрів з боку тонкого фланця і головки рейки, при цьому в...
Спосіб прокатки профілів швелерного типу
Номер патенту: 75971
Опубліковано: 15.06.2006
Автори: Пелих Ігор Володимирович, Бергеман Геннадій Володимирович, Антонюк Сергій Михайлович, Білик Анатолій Миколайович, Бойко Володимир Іванович
МПК: B21B 27/02
Мітки: профілів, типу, прокатки, спосіб, швелерного
Формула / Реферат:
Спосіб прокатки профілів швелерного типу з застосуванням закритих розгорнутих калібрів, що включає формування складових елементів профілю у вигляді вигнутої стінки і розгорнутих полиць з досягненням ними кінцевих геометричних розмірів, який відрізняється тим, що передчистовий прямополичний калібр виконаний відкритим з кутом між прямолінійною поверхнею полиць профілю і...
Валковий вузол для прокатки несиметричних рейкових профілів
Номер патенту: 80533
Опубліковано: 10.10.2007
Автори: Клименко Ігор Георгійович, Пихтін Яків Михайлович, Левченко Володимир Миколайович, Бардусов Віктор Миколайович, Танцюра Сергій Миколайович, Єрін Роман Миколайович, Раханський Борис Йосипович
МПК: B21B 1/085, B21H 8/00, B21B 27/02
Мітки: рейкових, валковий, профілів, несиметричних, вузол, прокатки
Формула / Реферат:
Валковий вузол для прокатки несиметричних рейкових профілів, який складається з двох валків, що мають робочі конуси і косо розміщені рейкові калібри, який відрізняється тим, що робочі конуси мають протилежний уклон близько 5%, при цьому навперемінно в одному з робочих конусів між його поверхнями передбачений зазор, рівний 0,8-1,2 мм.
Спосіб прокатки смугових профілів на безперервному стані
Номер патенту: 11495
Опубліковано: 15.12.2005
Автори: Макаренко Олександр Анатолійович, Жучков Сергій Михайлович, Паламар Дмитро Григорович, Курочкін Олександр Федорович, Токмаков Павло Вадимович, Білий Микола Павлович, Хрустенко Юрій Михайлович
МПК: B21B 1/02
Мітки: безперервному, профілів, стані, прокатки, смугових, спосіб
Формула / Реферат:
1. Спосіб прокатки смугових профілів на безперервному стані, що включає деформацію вихідної заготовки в системі ящикових калібрів до одержання проміжного розкату, деформацію проміжного розкату в системі витяжних калібрів до одержання розкату квадратного перерізу, деформацію розкату квадратного перерізу в некаліброваних валках із гладкою бочкою і наступні передчистове і чистове формування профілю, відповідно, у каліброваних валках і...
Попередній патент: Композиція для наповнення-гідрофобізації шкіри
Наступний патент: Штучне покриття для катання на ковзанах
Випадковий патент: Трансформатор високої напруги і великої потужності з розподілюючим екраном долюка