Спосіб обробки поршнів складної форми
Номер патенту: 20364
Опубліковано: 15.07.1997
Автори: Пожидаєв Олександр Валентинович, Пісарєв Юлій Павлович
Завантажити PDF файл.
Формула / Реферат
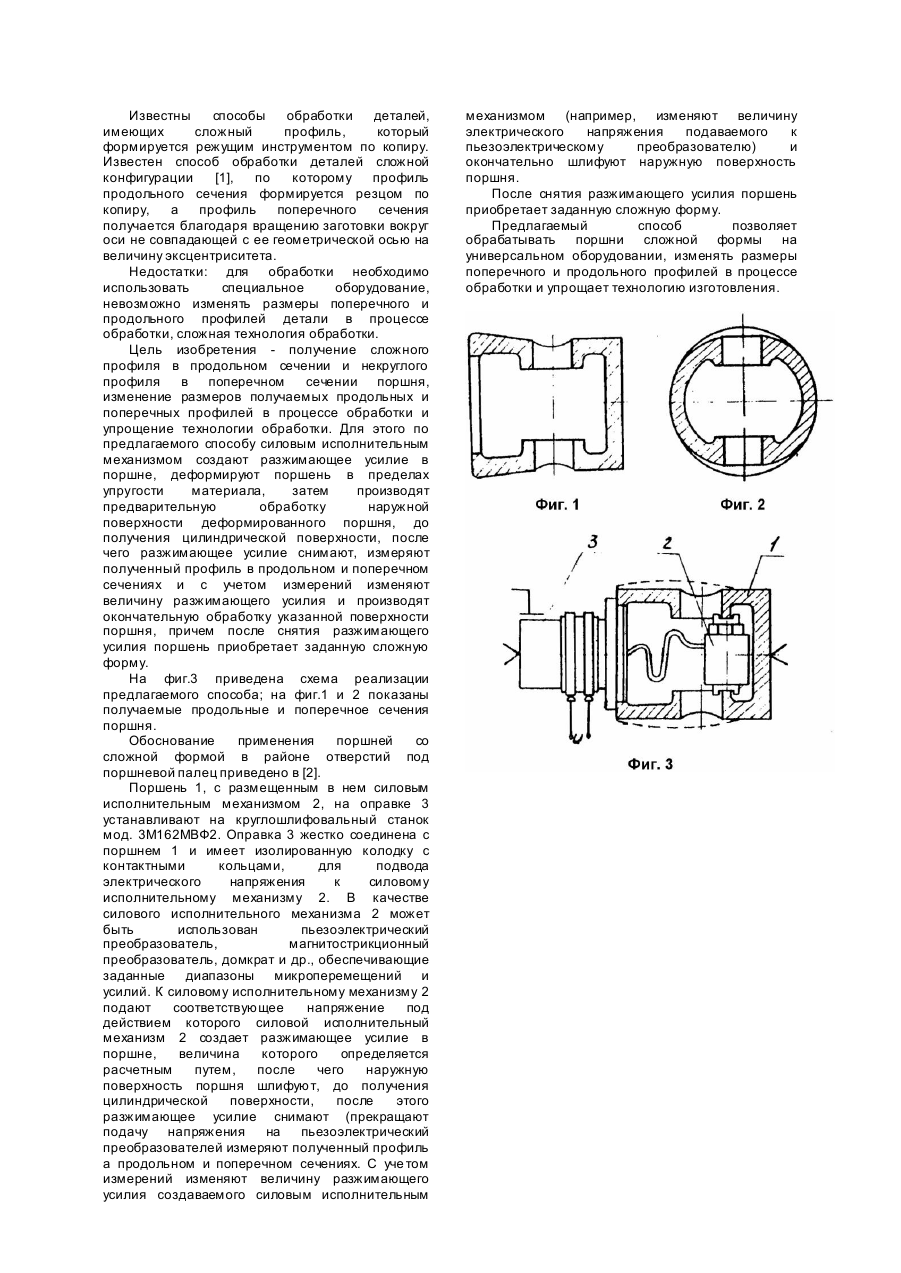
Способ обработки поршней сложной формы для двигателей внутреннего сгорания на универсальном оборудовании, отличающийся тем, что силовым исполнительным механизмом, создающим разжимающее усилие, деформируют поршень в пределах упругости материала, затем производят предварительную обработку наружной поверхности деформированного поршня, до получения цилиндрической поверхности, после чего разжимающее усилие снимают, измеряют полученный профиль в продольном и поперечном сечениях и с учетом измерений изменяют величину разжимающего усилия и производят окончательную обработку указанной поверхности поршня, причем после снятия разжимающего усилия поршень приобретает заданную сложную форму.
Текст
Известны способы обработки деталей, имеющих сложный профиль, который формируется режущим инструментом по копиру. Известен способ обработки деталей сложной конфигурации [1], по которому профиль продольного сечения формируется резцом по копиру, а профиль поперечного сечения получается благодаря вращению заготовки вокруг оси не совпадающей с ее геометрической осью на величину эксцентриситета. Недостатки: для обработки необходимо использовать специальное оборудование, невозможно изменять размеры поперечного и продольного профилей детали в процессе обработки, сложная технология обработки. Цель изобретения - получение сложного профиля в продольном сечении и некруглого профиля в поперечном сечении поршня, изменение размеров получаемых продольных и поперечных профилей в процессе обработки и упрощение технологии обработки. Для этого по предлагаемого способу силовым исполнительным механизмом создают разжимающее усилие в поршне, деформируют поршень в пределах упругости материала, затем производят предварительную обработку наружной поверхности деформированного поршня, до получения цилиндрической поверхности, после чего разжимающее усилие снимают, измеряют полученный профиль в продольном и поперечном сечениях и с учетом измерений изменяют величину разжимающего усилия и производят окончательную обработку указанной поверхности поршня, причем после снятия разжимающего усилия поршень приобретает заданную сложную форму. На фиг.3 приведена схема реализации предлагаемого способа; на фиг.1 и 2 показаны получаемые продольные и поперечное сечения поршня. Обоснование применения поршней со сложной формой в районе отверстий под поршневой палец приведено в [2]. Поршень 1, с размещенным в нем силовым исполнительным механизмом 2, на оправке 3 устанавливают на круглошлифовальный станок мод. 3М162МВФ2. Оправка 3 жестко соединена с поршнем 1 и имеет изолированную колодку с контактными кольцами, для подвода электрического напряжения к силовому исполнительному механизму 2. В качестве силового исполнительного механизма 2 может быть использован пьезоэлектрический преобразователь, магнитострикционный преобразователь, домкрат и др., обеспечивающие заданные диапазоны микроперемещений и усилий. К силовому исполнительному механизму 2 подают соответствующее напряжение под действием которого силовой исполнительный механизм 2 создает разжимающее усилие в поршне, величина которого определяется расчетным путем, после чего наружную поверхность поршня шлифуют, до получения цилиндрической поверхности, после этого разжимающее усилие снимают (прекращают подачу напряжения на пьезоэлектрический преобразователей измеряют полученный профиль а продольном и поперечном сечениях. С уче том измерений изменяют величину разжимающего усилия создаваемого силовым исполнительным механизмом (например, изменяют величину электрического напряжения подаваемого к пьезоэлектрическому преобразователю) и окончательно шлифуют наружную поверхность поршня. После снятия разжимающего усилия поршень приобретает заданную сложную форму. Предлагаемый способ позволяет обрабатывать поршни сложной формы на универсальном оборудовании, изменять размеры поперечного и продольного профилей в процессе обработки и упрощает технологию изготовления.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethods of treating pistons of complex shape
Автори англійськоюPozhydaiev Oleksandr Valentynovych, Pysariev Yulii Pavlovych
Назва патенту російськоюСпособ обработки поршней сложной формы
Автори російськоюПожидаев Александр Валентинович, Писарев Юлий Павлович
МПК / Мітки
МПК: B23B 1/00
Мітки: складної, спосіб, поршнів, форми, обробки
Код посилання
<a href="https://ua.patents.su/1-20364-sposib-obrobki-porshniv-skladno-formi.html" target="_blank" rel="follow" title="База патентів України">Спосіб обробки поршнів складної форми</a>
Пристрій для обробки поршнів по копіру
Номер патенту: 1501
Опубліковано: 25.07.1994
Автори: Падука Віталій Максимович, Менакер Аркадій Борисович, Гольштейн Кім Ароновіч, Лазарь Іосіф Владіміровіч, Гавриленко Сергій Миколайович
МПК: B23B 3/00
Мітки: пристрій, копіру, поршнів, обробки
Формула / Реферат:
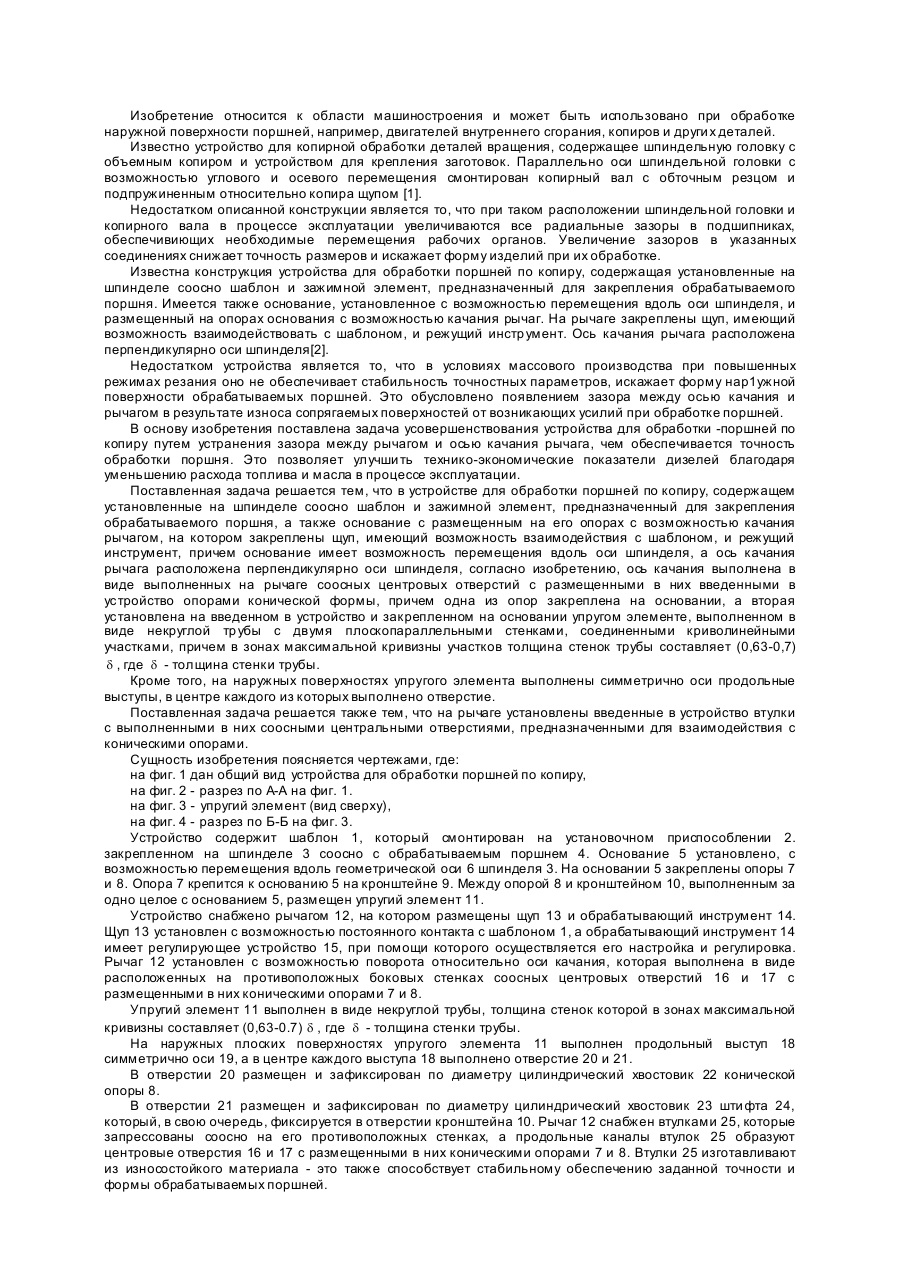
1 .Устройство для обработки поршней по копиру, содержащее установленные на шпинделе соосно шаблон и зажимной элемент, предназначенный для закрепления обрабатываемого поршня, а также основание с размещенным на его опорах с возможностью качания рычагом, на котором закреплены щуп, имеющий возможность взаимодействия с шаблоном, и режущий инструмент, причем основание имеет возможность перемещения вдоль оси шпинделя, а ось качания рычага...
Установка для загартування виробів складної форми
Номер патенту: 14083
Опубліковано: 25.04.1997
Автори: Криворучко Володимир Нестерович, Жуков Петро Олександрович
МПК: C21D 1/09
Мітки: загартування, форми, установка, виробів, складної
Формула / Реферат:
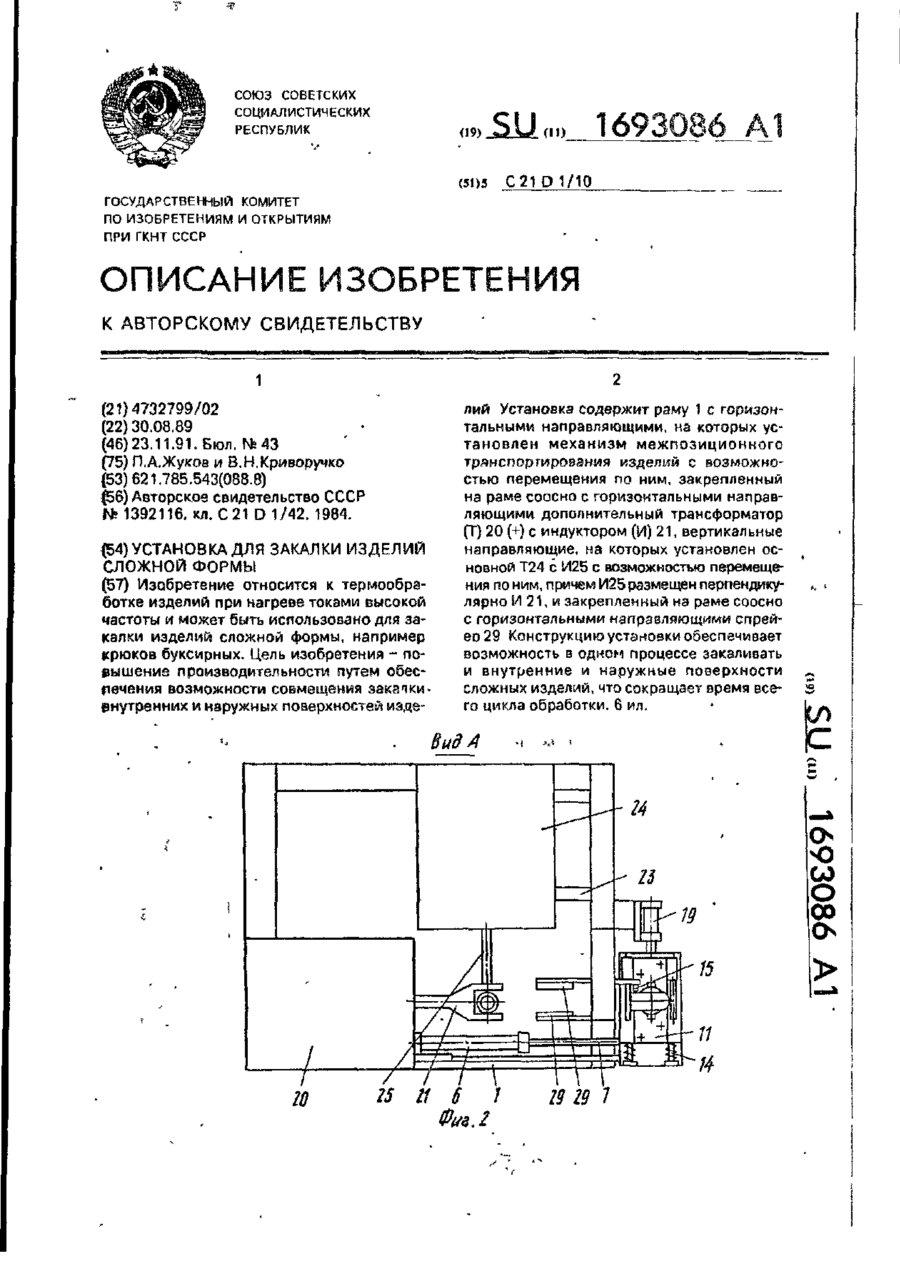
Установка для закалки изделий сложной формы, содержащая раму с горизонтальными направляющими, на которых установлен с возможностью перемещения по ним механизм межпозиционного транспортирования изделий с зажимным приспособлением, вертикальными направляющими, на которых установлен с возможностью перемещения по ним индуктор с трансформатором и закрепленный на рамеспрейер, отличающаяся тем, что, с целью повышения производительности путем...
Двигун внутрішнього згорання зі струйним охолодженням поршнів
Номер патенту: 11421
Опубліковано: 25.12.1996
Автор: Прокоф'єв Валентин Михайлович
Мітки: поршнів, охолодженням, внутрішнього, згорання, двигун, струйним
Формула / Реферат:
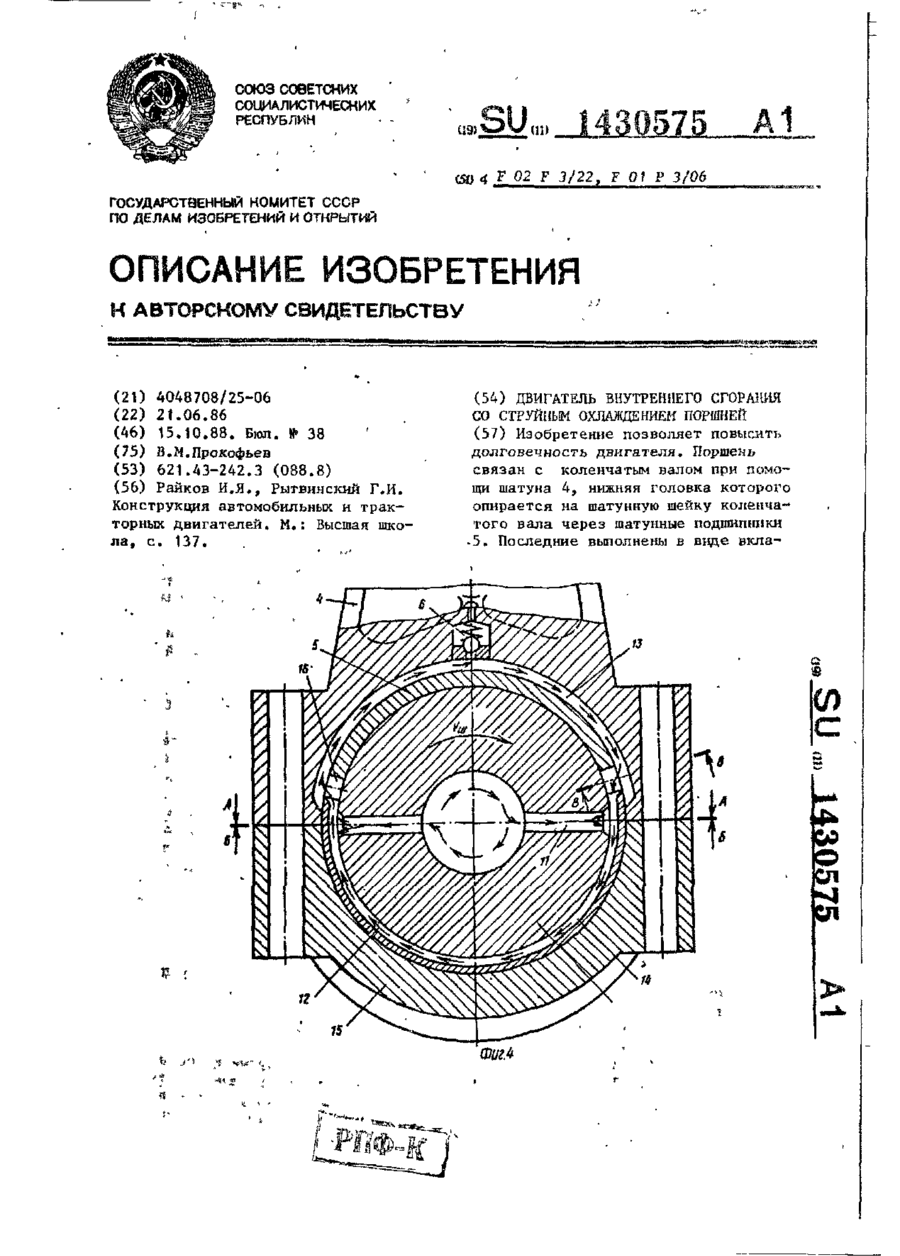
1. Двигатель внутреннего сгорания со струйным охлаждением поршней, содержащий цилиндр, размещенный в нем поршень, связанный с коленчатым валом при помощи шатуна, нижняя головка которого опирается на шатунную шейку коленчатого вала через шатунные подшипники, выполненные в виде вкладышей с канавками и состоящие из двух половин, верхней и нижней, причем в нижней головке шатуна по его оси симметрии выполнено сопло, отличающийся тем, что, с...
Спосіб шліфування та полірування деталей складної конфігурації та пристрій для його здійснення
Номер патенту: 6457
Опубліковано: 29.12.1994
Автори: Каленський Едуард Борисович, Кац Леонід Соломонович, Пісьман Лазар Ісаакович
МПК: B24B 7/00, B23Q 41/00
Мітки: шліфування, спосіб, складної, полірування, деталей, конфігурації, здійснення, пристрій
Формула / Реферат:
(57) 1. Способ шлифования и полирования деталей сложной конфигурации, заключающийся в загрузке деталей приспособления кругового транспортера и последовательной их обработке силовыми головками, расположенными вокруг транспортера, отличающийся тем, что сначала за один оборот транспортера обрабатывают одну группу поверхностей соответствующими силовыми головками, затем, на позиции загрузки, детали переустанавливают в другие приспособления и за...
Спосіб обробки культі головного бронху
Номер патенту: 11478
Опубліковано: 25.12.1996
Автори: Дорфман Михайло Володимирович, Левченко Анатолій Михайлович, Ганул Валентин Леонідович, Ткачук Володимир Опанасійович
МПК: A61B 17/00
Мітки: обробки, спосіб, головного, культі, бронху
Формула / Реферат:
Способ обработки культи главного бронха при пневмонэктомии наложением поперечных швов после его пересечения, отличающийся тем, что, с целью предупреждения развития бронхиального свища, хрящевые кольца выше места пересечения рассекают до подслизистого слоя и ушивают в продольном направлении.
Попередній патент: Гвинтовий сепаратор
Наступний патент: Візок залізничного транспортного засобу
Випадковий патент: Спосіб пристрілювання артилерійської гармати