Установка і спосіб лиття та прокатки металовмісного матеріалу або металевого сплаву
Формула / Реферат
1. Пристрій для лиття і прокатки металовмісного матеріалу або металевого сплаву, який містить наступні елементи:
щонайменше одну першу і одну другу ливарні лінії для лиття слябів,
засоби для транспортування слябів, відлитих на першій ливарній лінії на другу ливарну лінію, і
прокатний стан для прокатки литих слябів,
який відрізняється тим, що перша ливарна лінія виконана як горизонтальна установка (1) безперервного розливання для лиття тонких слябів, яка включає щонайменше одну завантажувальну ємність (5) для металовмісного розплаву і стрічковий транспортер (6), що горизонтально розташований в напрямку лиття позаду щонайменше однієї завантажувальної ємності (5), і що друга лінія також виконана як горизонтальна установка (1) безперервного розливання для лиття тонких слябів або як вертикальна установка (2) безперервного розливання для лиття тонких слябів, яка включає в себе щонайменше один кристалізатор (4) для вертикального відливання слябів, а також згинальний і правильний пристрій (7) для вигину і правки вертикально відлитого сляба в горизонтальне положення, і при цьому позаду однієї з двох ливарних ліній розташований прокатний стан (11) для прокатки литих слябів і щонайменше дві ливарні лінії та засоби для транспортування, виконані таким чином, що відлиті відповідно на одній щонайменше з двох ливарних ліній сляби можуть подаватися на прокатний стан (11).
2. Пристрій за п. 1, який відрізняється тим, що кожна щонайменше з двох ливарних ліній виконана як установка (1) безперервного розливання для лиття тонких слябів, після якої розташований прокатний стан (11) для прокатки тонких литих слябів.
3. Пристрій за п. 1 або 2, який відрізняється тим, що щонайменше дві ливарні лінії виконані таким чином, що можуть відливати настільки тонкі штаби, що литі сляби не потребують чорнової кліті для прокатки слябів перед введенням на прокатний стан (11).
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що вертикальна установка (2) безперервного розливання для лиття тонких слябів виконана для лиття слябів товщиною між 40 мм і 120 мм і/або горизонтальна установка (1) безперервного розливання для лиття тонких слябів виконана для лиття слябів товщиною між 5 мм і 35 мм, переважно 10 мм і 20 мм.
5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що щонайменше одна горизонтальна установка (1) безперервного розливання для лиття тонких слябів виконана для лиття слябів з високолегованих і надвисоколегованих сталей.
6. Пристрій за будь-яким з пп. 1-5, який відрізняється тим, що в напрямку лиття позаду стрічкового транспортера (6) щонайменше однієї установки (1) безперервного розливання для лиття тонких слябів розташований щонайменше один термостатуючий пристрій і/або в напрямку лиття позаду згинального і правильного пристрою (7) щонайменше однієї вертикальної установки (2) безперервного розливання для лиття тонких слябів розташований щонайменше один термостатуючий пристрій.
7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що засоби для транспортування слябів, відлитих на одній щонайменше з двох ливарних ліній, на іншу щонайменше з двох ливарних ліній утворені "поромними" пристроями і/або, що "поромні" пристрої виконані таким чином, що транспортування здійснюється в секцію термостатуючого пристрою іншої ливарної лінії щонайменше з двох ливарних ліній.
8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що щонайменше дві ливарні лінії розташовані паралельно одна одній і/або одна поруч з одною.
9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що він включає три ливарні лінії, які розташовані паралельно поряд одна з одною, при цьому прокатний стан (11) для прокатки відлитих на ливарних лініях слябів розташований в напрямку лиття позаду і/або в одну лінію відносно середньої з трьох ливарних ліній.
10. Пристрій за п. 6, який відрізняється тим, що термостатуючий пристрій являє собою піч (9).
11. Пристрій за п. 7, який відрізняється тим, що "поромні" пристрої виконані у вигляді поворотних "поромних" пристроїв.
12. Спосіб лиття і прокатки металовмісного матеріалу або металевого сплаву з пристроєм за будь-яким з пп. 1-11, який відрізняється тим, що щонайменше на одній з ливарних ліній горизонтально відливають тонкі сляби і щонайменше на іншій ливарній лінії також горизонтально відливають тонкі сляби і/або відливають сляби вертикально і згинають в горизонтальному напрямку, при цьому відлиті сляби подають потім на прокатний стан (11).
13. Спосіб за п. 12, який відрізняється тим, що горизонтально відлиті тонкі сляби виготовлені зі сталей з вмістом алюмінію до 10 мас. %.
14. Спосіб за п. 12 або 13, який відрізняється тим, що горизонтально відлиті тонкі сляби виготовлені зі сталей з вмістом алюмінію між 1 мас. % і 3 мас. %.
15. Спосіб за будь-яким з пп. 12-14, який відрізняється тим, що горизонтально відлиті тонкі сляби виготовлені з вуглецевих сталей, низьколегованих сталей, високолегованих сталей або перитектичних сталей.
Текст
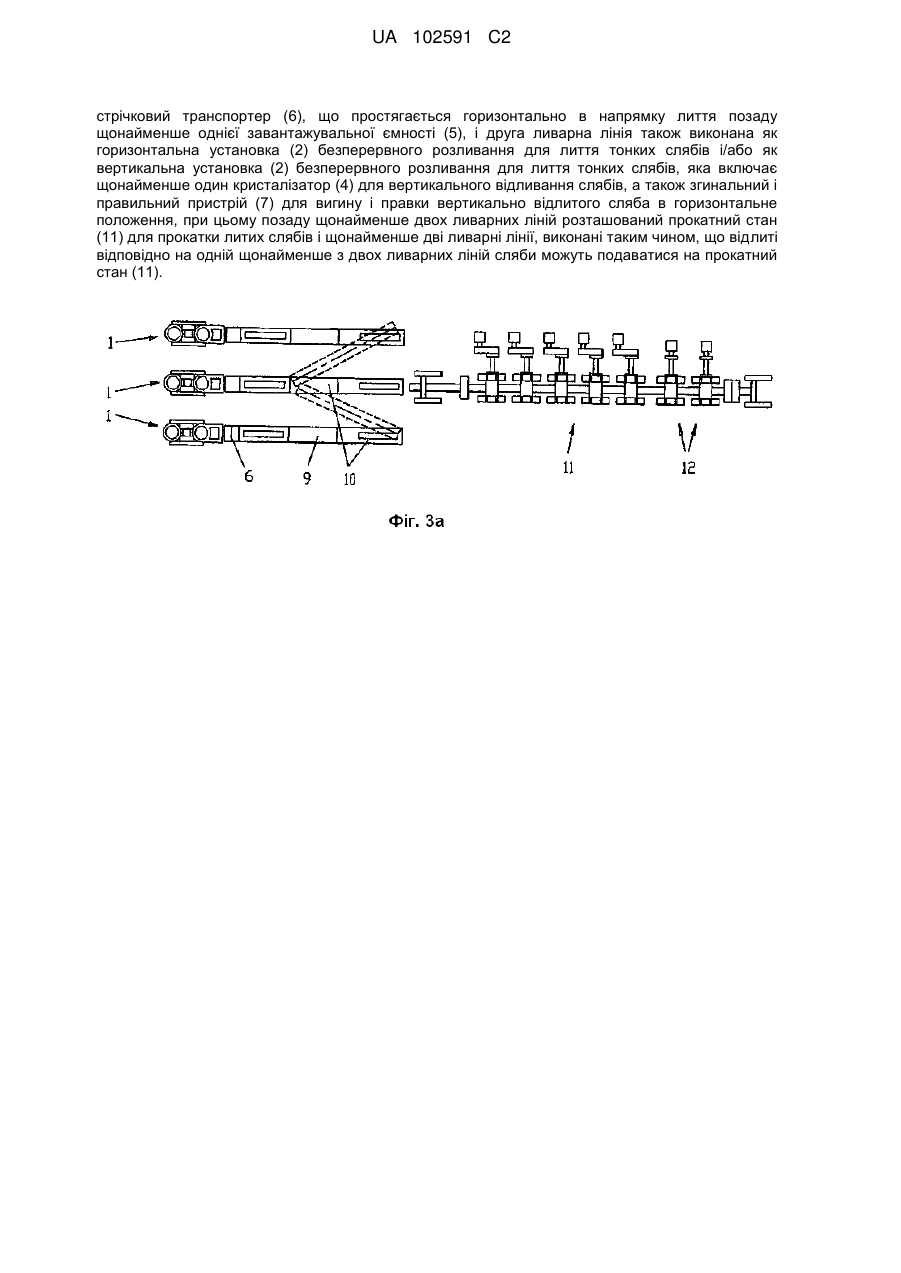
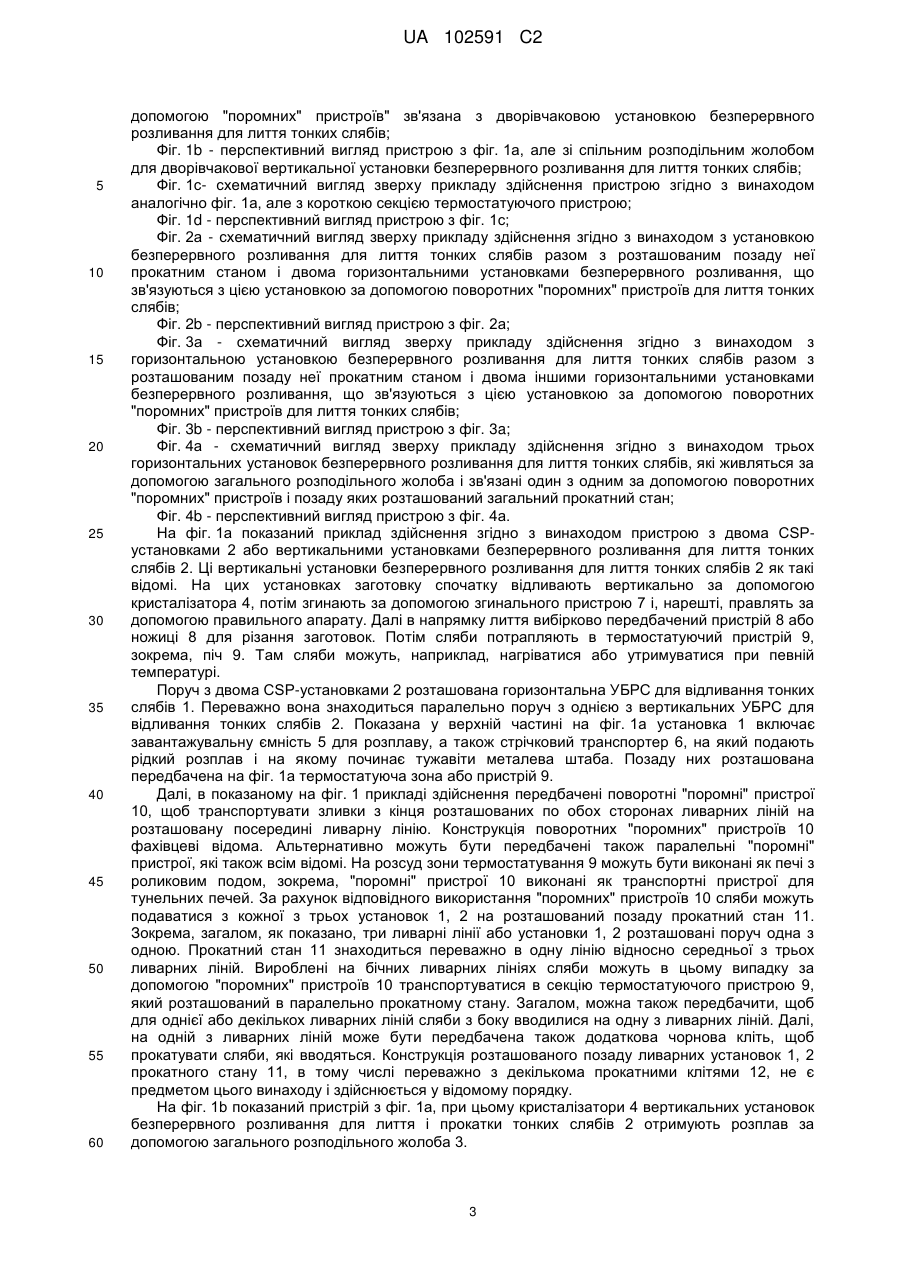
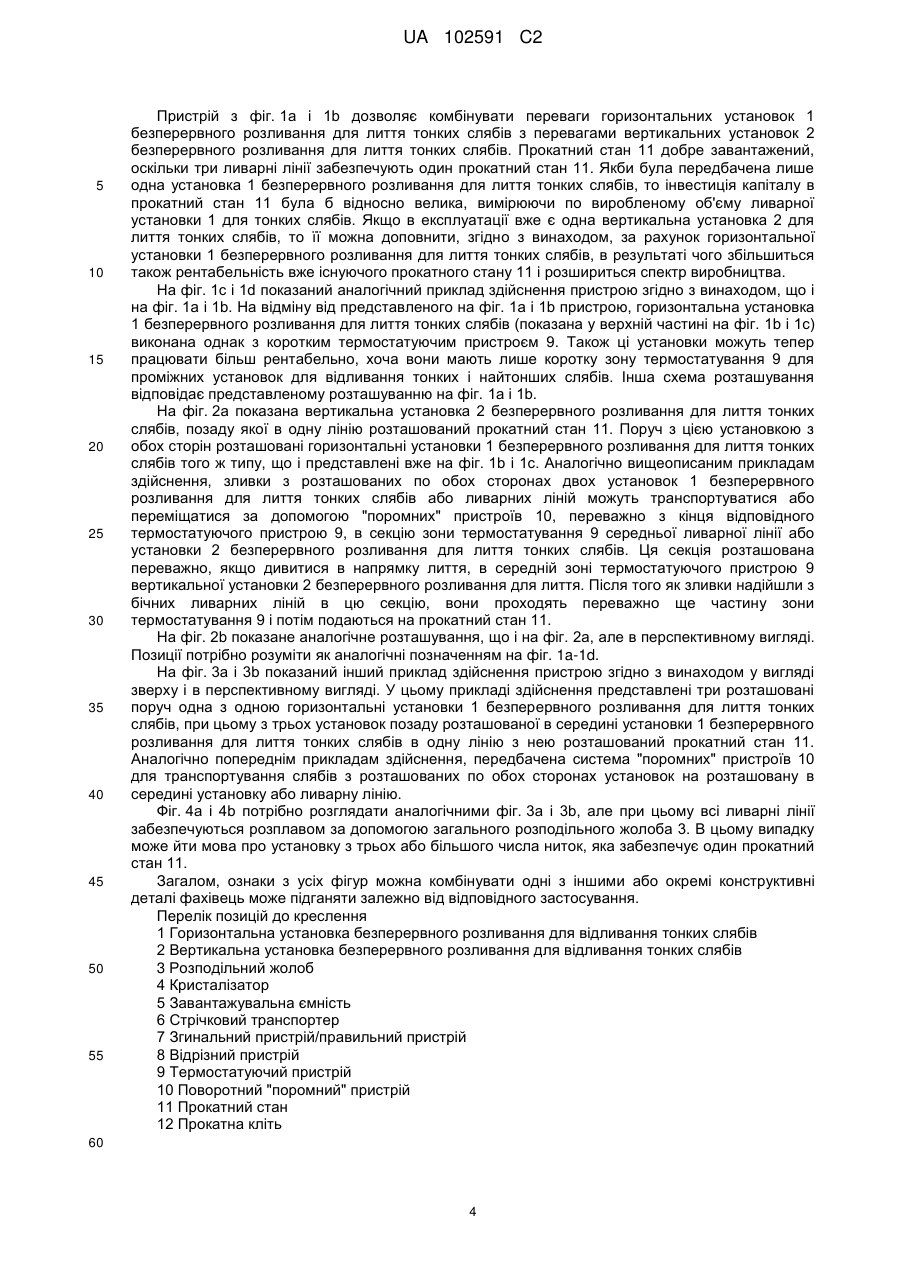
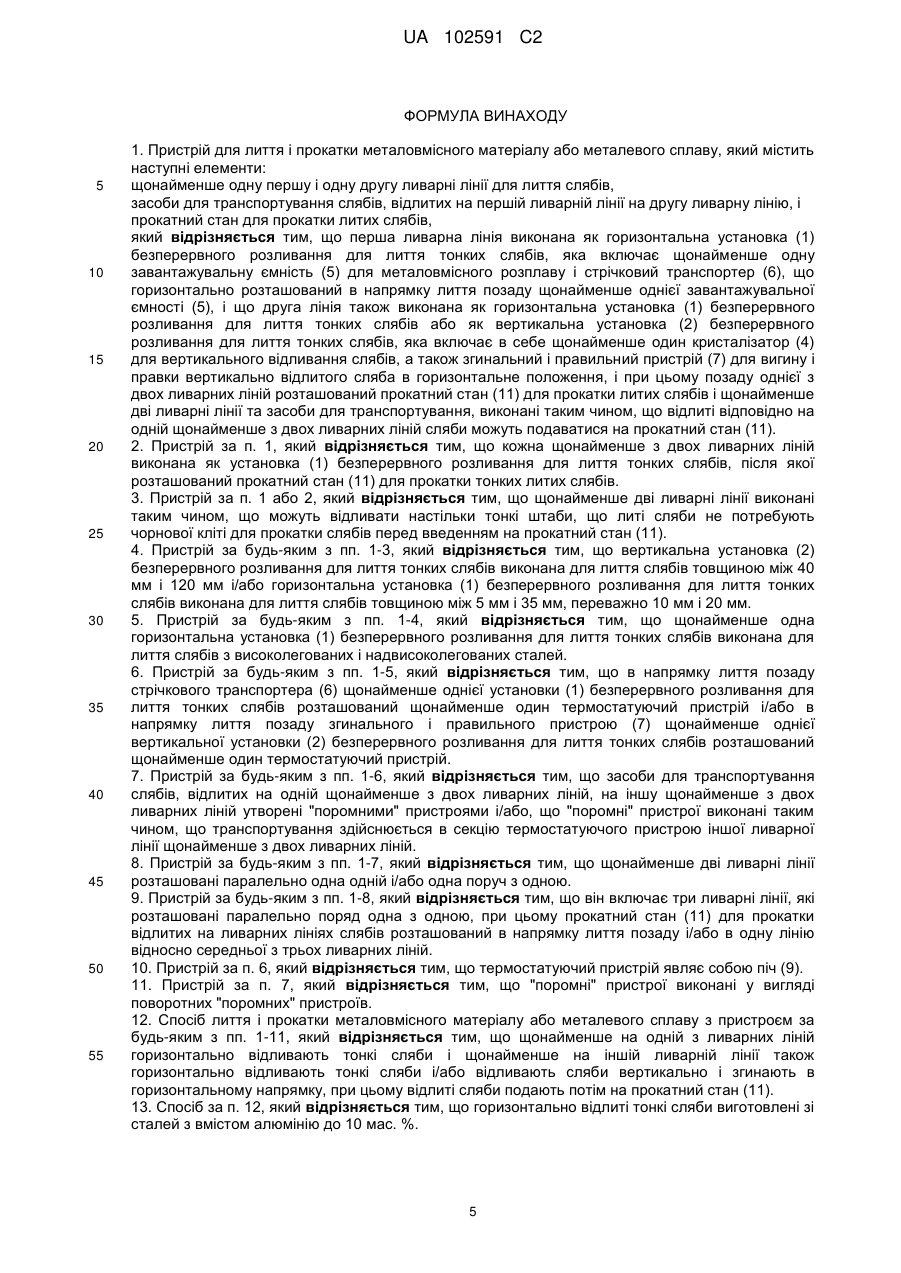
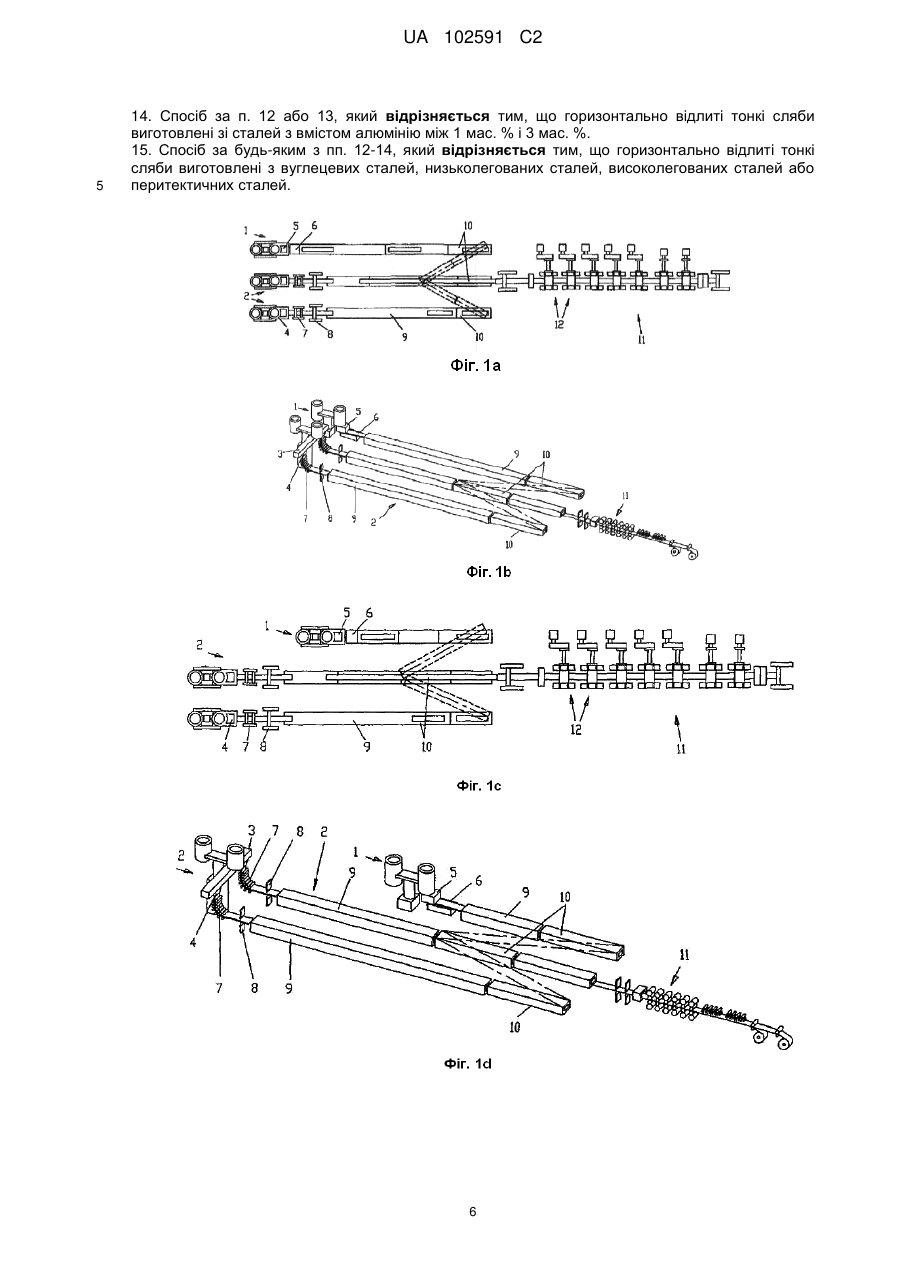
Реферат: Винахід належить до конструкції пристрою і способу лиття та прокатки металовмісного матеріалу або металевого сплаву, при цьому передбачені щонайменше одна перша і одна друга ливарні лінії для лиття слябів, а також прокатний стан для прокатки відлитих слябів, і перша ливарна лінія виконана як горизонтальна установка (1) безперервного розливання для лиття тонких слябів, яка включає щонайменше одну завантажувальну ємність (5) для розплаву і UA 102591 C2 (12) UA 102591 C2 стрічковий транспортер (6), що простягається горизонтально в напрямку лиття позаду щонайменше однієї завантажувальної ємності (5), і друга ливарна лінія також виконана як горизонтальна установка (2) безперервного розливання для лиття тонких слябів і/або як вертикальна установка (2) безперервного розливання для лиття тонких слябів, яка включає щонайменше один кристалізатор (4) для вертикального відливання слябів, а також згинальний і правильний пристрій (7) для вигину і правки вертикально відлитого сляба в горизонтальне положення, при цьому позаду щонайменше двох ливарних ліній розташований прокатний стан (11) для прокатки литих слябів і щонайменше дві ливарні лінії, виконані таким чином, що відлиті відповідно на одній щонайменше з двох ливарних ліній сляби можуть подаватися на прокатний стан (11). UA 102591 C2 5 10 15 20 25 30 35 40 45 50 55 60 Галузь винаходу Винахід належить до пристрою і способу лиття і прокатки металу, зокрема, сталі, за допомогою ливарних установок і розташованого за ними прокатного стану. Для ясності необхідно пояснити спочатку деякі терміни, які в рамках опису, що пропонується, використовуються з однаковим значенням. Поняття "тонкий сляб" і "сляб" означають відповідно по можливості надтонкий сляб (5-35 мм товщини), тонкий сляб (35-90 мм товщини), сляб середньої товщини (90-150 мм) або чорнову штабу (20-50 мм товщини). Термін "горизонтальна установка безперервного розливання для лиття тонких слябів" в рамках опису, що пропонується, відповідає горизонтальній установці для лиття штаб, зокрема, ВСТ-установці (Belt Casting Technology) або DSC-установці (Direct Strip Casting). Термін "вертикальна установка безперервного розливання для лиття тонких слябів" в рамках опису, що пропонується, включає, зокрема, наступні типи установок: установку для відливання тонких слябів в значенні Compact Strip Production, вертикальну установку безперервного розливання з подальшим згинальним і правильним пристроєм для заготовки із ще рідкою серцевиною, вертикальну установку для лиття з подальшим згинальним і правильним пристроєм для повністю затверділої заготовки (наприклад, CSP-установку) або радіальну установку. Рівень техніки У публікації ЕР 1708830 В1 показана CSP-установка, яка розроблена для виробництва тонких слябів товщиною приблизно 50 мм. Зокрема, в цій публікації представлена дворівчакова установка. Виготовлені на цій установці заготовки подаються на загальний прокатний стан. При цьому транспортування заготовок здійснюється за допомогою так званих поворотних "поромних" пристроїв. Додатково паралельно розташована прокатна установка для звичайних товстих слябів або також слябів середньої товщини, на початку якої підключений двоклітьовий чорновий стан, за допомогою якого сляби, що вводяться в CSP-лінію, обтискають до товщини 50 мм. Для введення слябів в CSP-лінію попередньо підключають чорнову кліть або листопрокатну кліть. У описі до патенту ЕР 1318876 В1 передбачені дві CSP-установки, за якими розташований прокатний стан. Одна з цих установок служить для виробництва вуглецевої сталі, а інша для виробництва високоякісної і нержавіючої сталі. Стальні сляби в цих CSP-установках згинають. Незважаючи на вищеописаний рівень техніки, технічна задача полягає в тому, щоб удосконалити відомий пристрій і відомий спосіб лиття і прокатки металу, що дозволить використати їх також для виробництва високолегованих або надвисоколегованих сталей, а також тонких штаб. Розкриття винаходу Технічна задача вирішується за рахунок заявленого пристрою для лиття і прокатки металу, який включає щонайменше одну першу і одну другу ливарну лінію для лиття слябів і засоби для транспортування відлитих на першій ливарній лінії слябів на другу ливарну лінію і прокатний стан для прокатки відлитих слябів, при цьому перша ливарна лінія виконана як горизонтальна установка безперервного розливання для лиття тонких слябів, яка включає щонайменше одну завантажувальну ємність для розплаву і стрічковий транспортер, що розташований горизонтально в напрямку лиття позаду щонайменше однієї завантажувальної ємності, і при цьому друга ливарна лінія також виконана як горизонтальна установка безперервного розливання для лиття тонких слябів або виконана як вертикальна установка безперервного розливання для лиття тонких слябів, яка включає щонайменше один кристалізатор для вертикального відливання слябів, а також згинальний і правильний пристрій для згинання вертикально відлитого сляба в горизонтальне положення, і при цьому позаду однієї з двох ливарних ліній розташований прокатний стан для прокатки литих слябів і щонайменше дві ливарні лінії і засоби для транспортування виконані таким чином, що відлиті відповідно на одній щонайменше з двох ливарних ліній сляби можуть подаватися на прокатний стан. Завдяки цьому заявленому пристрою прокатні кліті можуть бути краще завантажені. Крім того, прокатні кліті, що вже є, можуть бути краще завантажені за рахунок розширення додаткових ливарних ліній. Крім того, за рахунок додаткової горизонтальної установки безперервного розливання для лиття тонких слябів можна виробляти високолеговані або надвисоколеговані сталі, так само як і чутливі до розтріскування сталі і, зокрема, сталі з високим вмістом алюмінію, оскільки тонкі сляби в горизонтальній установці безперервного розливання для лиття тонких слябів в зв'язку з кристалізатором, що переміщається разом з ними, або стрічковим транспортером не вступають в контакт з ливарним порошком. За допомогою комбінації з горизонтальною установкою безперервного розливання для лиття тонких слябів досягається також дрібнозерниста структура за рахунок швидкого тужавіння, а також низька 1 UA 102591 C2 5 10 15 20 25 30 35 40 45 50 55 60 схильність до сегрегації. Крім того, за рахунок кристалізатора, що переміщається разом зі слябами, можуть бути виключені сліди зворотно-поступального руху на відливанні. Також виключаються можливі пошкодження в результаті тріщин, вигинів або правки. Крім того, передбачена додатково установка безперервного розливання для лиття тонких слябів може обробляти також стандартні сталі. Таким чином, значно розширюється в цілому виробнича програма або спектр виробів, в порівнянні з відомими пристроями. За рахунок впровадження технології лиття тонких слябів може також виготовлятися безпосередньо штаби товщиною нижчою 15 мм, що значно знижує трудомісткість прокатки на прокатному стані. У переважній формі здійснення пристрою, кожна щонайменше з двох ливарних ліній виконана як горизонтальна установка безперервного розливання для лиття тонких слябів, після якої розташований прокатний стан для прокатки тонких литих слябів. Завдяки такому розташуванню може рентабельно експлуатуватися навіть пристрій, який включає лише горизонтальні установки безперервного розливання для лиття тонких слябів. У іншій переважній формі здійснення пристрою щонайменше дві ливарні лінії виконані таким чином, що можуть відливати настільки тонкі сляби, що литі сляби не потребують чорнової кліті для прокатки слябів перед введенням на прокатний стан. Завдяки такому розташуванню досягається економія за рахунок робочого простору, енергії і собівартості. У іншій переважній формі здійснення пристрою, установка безперервного розливання для лиття тонких слябів виконана для лиття і прокатки слябів товщиною між 40 мм і 120 мм і/або горизонтальна установка безперервного розливання для лиття тонких слябів виконана для лиття і прокатки слябів товщиною між 5 мм і 35 мм (переважно 10 мм і 20 мм). У іншій переважній формі здійснення пристрою щонайменше одна установка безперервного розливання для лиття тонких слябів виконана для лиття високолегованих і надвисоколегованих сталей. У іншій переважній формі здійснення пристрою, в напрямку лиття позаду стрічкового транспортера щонайменше однієї установки безперервного розливання для лиття тонких слябів розташований щонайменше один термостатуючий пристрій, зокрема, піч і/або в напрямку лиття позаду згинального пристрою щонайменше однієї установки безперервного розливання для відливання тонких слябів розташований щонайменше один термостатуючий пристрій, зокрема, піч. У іншій переважній формі здійснення пристрою, засоби для транспортування слябів, відлитих на одній щонайменше з двох ливарних ліній, на іншу щонайменше з двох ливарних ліній утворені "поромними" пристроями, зокрема, поворотними "поромними" пристроями і/або "поромні" пристрої виконані таким чином, що транспортування здійснюється в секцію термостатуючого пристрою іншої ливарної лінії щонайменше з двох ливарних ліній. У іншій переважній формі здійснення пристрою щонайменше дві ливарні лінії розташовані паралельно одна іншій і/або одна поруч з одною. У іншій переважній формі здійснення пристрою, пристрій включає загалом три ливарні лінії, які розташовані паралельно одна одній, при цьому в напрямку лиття позаду середньої з трьох ливарних ліній розташований прокатний стан для прокатки відлитих на ливарних лініях слябів. Крім того, винахід включає спосіб лиття і прокатки металу щонайменше на двох ливарних лініях, що надалі називаються також перша і друга лінії, для відливання слябів, зокрема, за допомогою пристрою за одним з попередніх пунктів формули винаходу, при цьому щонайменше на одній з ливарних ліній горизонтально відливають тонкі сляби і щонайменше на іншій ливарній лінії також горизонтально відливають тонкі сляби і/або відливають сляби вертикально і/або радіально і під час або після лиття згинають в горизонтальному напрямку, при цьому литі сляби подаються потім на прокатний стан. Переваги способу згідно з винаходом значною мірою відповідають перевагам пристрою згідно з винаходом. У переважній формі здійснення способу, горизонтально відлиті тонкі сляби виготовлені зі сталей із вмістом алюмінію до 10 мас. %. У іншій переважній формі здійснення способу, горизонтально відлиті тонкі сляби виготовлені зі сталей із вмістом алюмінію між 1 мас. % і 3 мас. %. У іншій переважній формі здійснення способу, горизонтально відлиті тонкі сляби виготовлені з високовуглецевих сталей, низьколегованих сталей, високолегованих сталей і перитектичних сталей. Короткий опис креслення Нижче стисло описані фігури креслення, що містять приклади здійснення. Інші деталі випливають з детального опису прикладів здійснення. При цьому показані: Фіг. 1а - схематичний вигляд зверху прикладу здійснення пристрою згідно з винаходом, в якому горизонтальна установка безперервного розливання для лиття тонких слябів за 2 UA 102591 C2 5 10 15 20 25 30 35 40 45 50 55 60 допомогою "поромних" пристроїв" зв'язана з дворівчаковою установкою безперервного розливання для лиття тонких слябів; Фіг. 1b - перспективний вигляд пристрою з фіг. 1а, але зі спільним розподільним жолобом для дворівчакової вертикальної установки безперервного розливання для лиття тонких слябів; Фіг. 1с- схематичний вигляд зверху прикладу здійснення пристрою згідно з винаходом аналогічно фіг. 1а, але з короткою секцією термостатуючого пристрою; Фіг. 1d - перспективний вигляд пристрою з фіг. 1с; Фіг. 2а - схематичний вигляд зверху прикладу здійснення згідно з винаходом з установкою безперервного розливання для лиття тонких слябів разом з розташованим позаду неї прокатним станом і двома горизонтальними установками безперервного розливання, що зв'язуються з цією установкою за допомогою поворотних "поромних" пристроїв для лиття тонких слябів; Фіг. 2b - перспективний вигляд пристрою з фіг. 2а; Фіг. 3а - схематичний вигляд зверху прикладу здійснення згідно з винаходом з горизонтальною установкою безперервного розливання для лиття тонких слябів разом з розташованим позаду неї прокатним станом і двома іншими горизонтальними установками безперервного розливання, що зв'язуються з цією установкою за допомогою поворотних "поромних" пристроїв для лиття тонких слябів; Фіг. 3b - перспективний вигляд пристрою з фіг. 3a; Фіг. 4а - схематичний вигляд зверху прикладу здійснення згідно з винаходом трьох горизонтальних установок безперервного розливання для лиття тонких слябів, які живляться за допомогою загального розподільного жолоба і зв'язані один з одним за допомогою поворотних "поромних" пристроїв і позаду яких розташований загальний прокатний стан; Фіг. 4b - перспективний вигляд пристрою з фіг. 4а. На фіг. 1а показаний приклад здійснення згідно з винаходом пристрою з двома CSPустановками 2 або вертикальними установками безперервного розливання для лиття тонких слябів 2. Ці вертикальні установки безперервного розливання для лиття тонких слябів 2 як такі відомі. На цих установках заготовку спочатку відливають вертикально за допомогою кристалізатора 4, потім згинають за допомогою згинального пристрою 7 і, нарешті, правлять за допомогою правильного апарату. Далі в напрямку лиття вибірково передбачений пристрій 8 або ножиці 8 для різання заготовок. Потім сляби потрапляють в термостатуючий пристрій 9, зокрема, піч 9. Там сляби можуть, наприклад, нагріватися або утримуватися при певній температурі. Поруч з двома CSP-установками 2 розташована горизонтальна УБРС для відливання тонких слябів 1. Переважно вона знаходиться паралельно поруч з однією з вертикальних УБРС для відливання тонких слябів 2. Показана у верхній частині на фіг. 1а установка 1 включає завантажувальну ємність 5 для розплаву, а також стрічковий транспортер 6, на який подають рідкий розплав і на якому починає тужавіти металева штаба. Позаду них розташована передбачена на фіг. 1а термостатуюча зона або пристрій 9. Далі, в показаному на фіг. 1 прикладі здійснення передбачені поворотні "поромні" пристрої 10, щоб транспортувати зливки з кінця розташованих по обох сторонах ливарних ліній на розташовану посередині ливарну лінію. Конструкція поворотних "поромних" пристроїв 10 фахівцеві відома. Альтернативно можуть бути передбачені також паралельні "поромні" пристрої, які також всім відомі. На розсуд зони термостатування 9 можуть бути виконані як печі з роликовим подом, зокрема, "поромні" пристрої 10 виконані як транспортні пристрої для тунельних печей. За рахунок відповідного використання "поромних" пристроїв 10 сляби можуть подаватися з кожної з трьох установок 1, 2 на розташований позаду прокатний стан 11. Зокрема, загалом, як показано, три ливарні лінії або установки 1, 2 розташовані поруч одна з одною. Прокатний стан 11 знаходиться переважно в одну лінію відносно середньої з трьох ливарних ліній. Вироблені на бічних ливарних лініях сляби можуть в цьому випадку за допомогою "поромних" пристроїв 10 транспортуватися в секцію термостатуючого пристрою 9, який розташований в паралельно прокатному стану. Загалом, можна також передбачити, щоб для однієї або декількох ливарних ліній сляби з боку вводилися на одну з ливарних ліній. Далі, на одній з ливарних ліній може бути передбачена також додаткова чорнова кліть, щоб прокатувати сляби, які вводяться. Конструкція розташованого позаду ливарних установок 1, 2 прокатного стану 11, в тому числі переважно з декількома прокатними клітями 12, не є предметом цього винаходу і здійснюється у відомому порядку. На фіг. 1b показаний пристрій з фіг. 1а, при цьому кристалізатори 4 вертикальних установок безперервного розливання для лиття і прокатки тонких слябів 2 отримують розплав за допомогою загального розподільного жолоба 3. 3 UA 102591 C2 5 10 15 20 25 30 35 40 45 50 55 Пристрій з фіг. 1а і 1b дозволяє комбінувати переваги горизонтальних установок 1 безперервного розливання для лиття тонких слябів з перевагами вертикальних установок 2 безперервного розливання для лиття тонких слябів. Прокатний стан 11 добре завантажений, оскільки три ливарні лінії забезпечують один прокатний стан 11. Якби була передбачена лише одна установка 1 безперервного розливання для лиття тонких слябів, то інвестиція капіталу в прокатний стан 11 була б відносно велика, вимірюючи по виробленому об'єму ливарної установки 1 для тонких слябів. Якщо в експлуатації вже є одна вертикальна установка 2 для лиття тонких слябів, то її можна доповнити, згідно з винаходом, за рахунок горизонтальної установки 1 безперервного розливання для лиття тонких слябів, в результаті чого збільшиться також рентабельність вже існуючого прокатного стану 11 і розшириться спектр виробництва. На фіг. 1с і 1d показаний аналогічний приклад здійснення пристрою згідно з винаходом, що і на фіг. 1а і 1b. На відміну від представленого на фіг. 1а і 1b пристрою, горизонтальна установка 1 безперервного розливання для лиття тонких слябів (показана у верхній частині на фіг. 1b і 1с) виконана однак з коротким термостатуючим пристроєм 9. Також ці установки можуть тепер працювати більш рентабельно, хоча вони мають лише коротку зону термостатування 9 для проміжних установок для відливання тонких і найтонших слябів. Інша схема розташування відповідає представленому розташуванню на фіг. 1а і 1b. На фіг. 2а показана вертикальна установка 2 безперервного розливання для лиття тонких слябів, позаду якої в одну лінію розташований прокатний стан 11. Поруч з цією установкою з обох сторін розташовані горизонтальні установки 1 безперервного розливання для лиття тонких слябів того ж типу, що і представлені вже на фіг. 1b і 1с. Аналогічно вищеописаним прикладам здійснення, зливки з розташованих по обох сторонах двох установок 1 безперервного розливання для лиття тонких слябів або ливарних ліній можуть транспортуватися або переміщатися за допомогою "поромних" пристроїв 10, переважно з кінця відповідного термостатуючого пристрою 9, в секцію зони термостатування 9 середньої ливарної лінії або установки 2 безперервного розливання для лиття тонких слябів. Ця секція розташована переважно, якщо дивитися в напрямку лиття, в середній зоні термостатуючого пристрою 9 вертикальної установки 2 безперервного розливання для лиття. Після того як зливки надійшли з бічних ливарних ліній в цю секцію, вони проходять переважно ще частину зони термостатування 9 і потім подаються на прокатний стан 11. На фіг. 2b показане аналогічне розташування, що і на фіг. 2а, але в перспективному вигляді. Позиції потрібно розуміти як аналогічні позначенням на фіг. 1a-1d. На фіг. 3а і 3b показаний інший приклад здійснення пристрою згідно з винаходом у вигляді зверху і в перспективному вигляді. У цьому прикладі здійснення представлені три розташовані поруч одна з одною горизонтальні установки 1 безперервного розливання для лиття тонких слябів, при цьому з трьох установок позаду розташованої в середині установки 1 безперервного розливання для лиття тонких слябів в одну лінію з нею розташований прокатний стан 11. Аналогічно попереднім прикладам здійснення, передбачена система "поромних" пристроїв 10 для транспортування слябів з розташованих по обох сторонах установок на розташовану в середині установку або ливарну лінію. Фіг. 4а і 4b потрібно розглядати аналогічними фіг. 3а і 3b, але при цьому всі ливарні лінії забезпечуються розплавом за допомогою загального розподільного жолоба 3. В цьому випадку може йти мова про установку з трьох або більшого числа ниток, яка забезпечує один прокатний стан 11. Загалом, ознаки з усіх фігур можна комбінувати одні з іншими або окремі конструктивні деталі фахівець може підганяти залежно від відповідного застосування. Перелік позицій до креслення 1 Горизонтальна установка безперервного розливання для відливання тонких слябів 2 Вертикальна установка безперервного розливання для відливання тонких слябів 3 Розподільний жолоб 4 Кристалізатор 5 Завантажувальна ємність 6 Стрічковий транспортер 7 Згинальний пристрій/правильний пристрій 8 Відрізний пристрій 9 Термостатуючий пристрій 10 Поворотний "поромний" пристрій 11 Прокатний стан 12 Прокатна кліть 60 4 UA 102591 C2 ФОРМУЛА ВИНАХОДУ 5 10 15 20 25 30 35 40 45 50 55 1. Пристрій для лиття і прокатки металовмісного матеріалу або металевого сплаву, який містить наступні елементи: щонайменше одну першу і одну другу ливарні лінії для лиття слябів, засоби для транспортування слябів, відлитих на першій ливарній лінії на другу ливарну лінію, і прокатний стан для прокатки литих слябів, який відрізняється тим, що перша ливарна лінія виконана як горизонтальна установка (1) безперервного розливання для лиття тонких слябів, яка включає щонайменше одну завантажувальну ємність (5) для металовмісного розплаву і стрічковий транспортер (6), що горизонтально розташований в напрямку лиття позаду щонайменше однієї завантажувальної ємності (5), і що друга лінія також виконана як горизонтальна установка (1) безперервного розливання для лиття тонких слябів або як вертикальна установка (2) безперервного розливання для лиття тонких слябів, яка включає в себе щонайменше один кристалізатор (4) для вертикального відливання слябів, а також згинальний і правильний пристрій (7) для вигину і правки вертикально відлитого сляба в горизонтальне положення, і при цьому позаду однієї з двох ливарних ліній розташований прокатний стан (11) для прокатки литих слябів і щонайменше дві ливарні лінії та засоби для транспортування, виконані таким чином, що відлиті відповідно на одній щонайменше з двох ливарних ліній сляби можуть подаватися на прокатний стан (11). 2. Пристрій за п. 1, який відрізняється тим, що кожна щонайменше з двох ливарних ліній виконана як установка (1) безперервного розливання для лиття тонких слябів, після якої розташований прокатний стан (11) для прокатки тонких литих слябів. 3. Пристрій за п. 1 або 2, який відрізняється тим, що щонайменше дві ливарні лінії виконані таким чином, що можуть відливати настільки тонкі штаби, що литі сляби не потребують чорнової кліті для прокатки слябів перед введенням на прокатний стан (11). 4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що вертикальна установка (2) безперервного розливання для лиття тонких слябів виконана для лиття слябів товщиною між 40 мм і 120 мм і/або горизонтальна установка (1) безперервного розливання для лиття тонких слябів виконана для лиття слябів товщиною між 5 мм і 35 мм, переважно 10 мм і 20 мм. 5. Пристрій за будь-яким з пп. 1-4, який відрізняється тим, що щонайменше одна горизонтальна установка (1) безперервного розливання для лиття тонких слябів виконана для лиття слябів з високолегованих і надвисоколегованих сталей. 6. Пристрій за будь-яким з пп. 1-5, який відрізняється тим, що в напрямку лиття позаду стрічкового транспортера (6) щонайменше однієї установки (1) безперервного розливання для лиття тонких слябів розташований щонайменше один термостатуючий пристрій і/або в напрямку лиття позаду згинального і правильного пристрою (7) щонайменше однієї вертикальної установки (2) безперервного розливання для лиття тонких слябів розташований щонайменше один термостатуючий пристрій. 7. Пристрій за будь-яким з пп. 1-6, який відрізняється тим, що засоби для транспортування слябів, відлитих на одній щонайменше з двох ливарних ліній, на іншу щонайменше з двох ливарних ліній утворені "поромними" пристроями і/або, що "поромні" пристрої виконані таким чином, що транспортування здійснюється в секцію термостатуючого пристрою іншої ливарної лінії щонайменше з двох ливарних ліній. 8. Пристрій за будь-яким з пп. 1-7, який відрізняється тим, що щонайменше дві ливарні лінії розташовані паралельно одна одній і/або одна поруч з одною. 9. Пристрій за будь-яким з пп. 1-8, який відрізняється тим, що він включає три ливарні лінії, які розташовані паралельно поряд одна з одною, при цьому прокатний стан (11) для прокатки відлитих на ливарних лініях слябів розташований в напрямку лиття позаду і/або в одну лінію відносно середньої з трьох ливарних ліній. 10. Пристрій за п. 6, який відрізняється тим, що термостатуючий пристрій являє собою піч (9). 11. Пристрій за п. 7, який відрізняється тим, що "поромні" пристрої виконані у вигляді поворотних "поромних" пристроїв. 12. Спосіб лиття і прокатки металовмісного матеріалу або металевого сплаву з пристроєм за будь-яким з пп. 1-11, який відрізняється тим, що щонайменше на одній з ливарних ліній горизонтально відливають тонкі сляби і щонайменше на іншій ливарній лінії також горизонтально відливають тонкі сляби і/або відливають сляби вертикально і згинають в горизонтальному напрямку, при цьому відлиті сляби подають потім на прокатний стан (11). 13. Спосіб за п. 12, який відрізняється тим, що горизонтально відлиті тонкі сляби виготовлені зі сталей з вмістом алюмінію до 10 мас. %. 5 UA 102591 C2 5 14. Спосіб за п. 12 або 13, який відрізняється тим, що горизонтально відлиті тонкі сляби виготовлені зі сталей з вмістом алюмінію між 1 мас. % і 3 мас. %. 15. Спосіб за будь-яким з пп. 12-14, який відрізняється тим, що горизонтально відлиті тонкі сляби виготовлені з вуглецевих сталей, низьколегованих сталей, високолегованих сталей або перитектичних сталей. 6 UA 102591 C2 7 UA 102591 C2 Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice and method for casting and rolling metal of metal alloy
Автори англійськоюBausch, Jorg, Fischer, Lothar
Назва патенту російськоюУстройство и способ литья и прокатки металлосодержащего материала или металлического сплава
Автори російськоюБауш Йорг, Фишер Лотар
МПК / Мітки
МПК: B22D 11/045, B22D 11/041, B22D 11/14, B22D 11/043, B21B 1/46, B22D 11/06
Мітки: спосіб, лиття, сплаву, металевого, прокатки, установка, металовмісного, матеріалу
Код посилання
<a href="https://ua.patents.su/10-102591-ustanovka-i-sposib-littya-ta-prokatki-metalovmisnogo-materialu-abo-metalevogo-splavu.html" target="_blank" rel="follow" title="База патентів України">Установка і спосіб лиття та прокатки металовмісного матеріалу або металевого сплаву</a>
Установка гарячої прокатки та спосіб її експлуатації
Номер патенту: 77964
Опубліковано: 15.02.2007
Автори: Хафер Йоахім, Розенталь Дітер, Зудау Петер
Мітки: прокатки, установка, гарячої, експлуатації, спосіб
Формула / Реферат:
1. Установка гарячої прокатки для прокатки тонкої гарячекатаної стрічки розширеного сортаменту прокату з матеріалу з різної деформованістю, яка відрізняється тим, що включає в себе:установку безперервного розливання сталі (УБРС) (1) для відливання нескінченних слябів;встановлені за УБРС (1) для відливання тонких слябів ножиці (2) для розрізання відлитих безперервним способом слябів на необхідні довжини, які відповідають довжині...
Спосіб нанесення антикорозійного покриття з цинку, сплаву на основі цинку або окиснювального металевого сплаву на металеву смугу і установка для впровадження вищезгаданого способу
Номер патенту: 101969
Опубліковано: 27.05.2013
Автори: Ваніі Люк, Шміц Бруно, Девеєр Бенуа, Моннойєр Максім, Сільберберг Ерік
МПК: C23C 14/06, C23C 2/26, C23C 14/58, C23C 14/02, C23C 2/06, C23C 28/02, C23C 2/28
Мітки: основі, нанесення, антикорозійного, цинку, способу, металеву, металевого, окиснювального, установка, вищезгаданого, смугу, спосіб, впровадження, покриття, сплаву
Формула / Реферат:
1. Спосіб нанесення антикорозійного покриття з цинку, сплаву на основі цинку або окислювального металевого сплаву на металеву смугу, в якому шар окиснювального металу осаджують у вакуумі на металевій смузі, заздалегідь покритій цинком або сплавом на основі цинку, покриту металеву смугу потім згортають в рулон, і намотаний рулон піддають статичній дифузійній обробці для отримання смуги, що має покриття, яке містить у верхній ділянці шар...
Установка безперервного лиття для безперервного лиття тонкої смуги, спосіб роботи даної установки та спосіб безперервного лиття тонкої смуги
Номер патенту: 66839
Опубліковано: 15.06.2004
Автори: Хохенбіхлер Геральд, Шертлер Армін, Пеллісетті Стефано
МПК: B22D 11/06, B22D 11/128, B22D 11/20
Мітки: установки, спосіб, смуги, даної, лиття, роботи, безперервного, тонкої, установка
Формула / Реферат:
1. Установка безперервного лиття для безперервного лиття тонкої смуги (14), зокрема сталевої смуги (14), товщиною менше за 20 мм, переважно від 1 до 12 мм, що включає мульду (8), забезпечену двома ливарними валками (6,7), створюючими зазор (13) для проходження при з'єднанні двох напівоболонок (12) заготовки у вигляді смуги (14) вертикально вниз, при цьому нижче за зазор (13) розташовано відхиляючо-несучий пристрій (16) для зміни напряму смуги...
Пристрій для виготовлення металевого виробу за допомогою прокатки
Номер патенту: 86057
Опубліковано: 25.03.2009
Автори: Скода-Допп Ульріх, Модров Вільфрід
Мітки: виробу, виготовлення, допомогою, прокатки, металевого, пристрій
Формула / Реферат:
1. Пристрій для виготовлення металевого виробу (1) за допомогою прокатки, який містить:першу зону (2), в якій виготовляються плоскі заготовки за допомогою первинного формування;розташовану за першою зоною (2) у напрямку (F) проходження матеріалу другу зону (3), в якій розташований щонайменше один перший прокатний пристрій (4) для прокатки плоских заготовок;розташовану за другою зоною (3) у напрямку (F) проходження...
Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу
Номер патенту: 75107
Опубліковано: 15.03.2006
Автор: Фіггє Дітер
МПК: B21B 31/16, B21B 31/00
Мітки: гарячої, прокатки, металевого, кліть, прокатна, матеріалу, холодної, стрічкового
Формула / Реферат:
1. Прокатна кліть для гарячої або холодної прокатки металевого стрічкового матеріалу, наприклад, зі сталі різних марок, що містить опорні і робочі валки, встановлені з можливістю обертання в подушках, причому подушки розташовані з обох сторін в напрямних рами станини з можливістю переміщення для регулювання міжвалкового зазору і додаткового зміщення за допомогою розташованих в рамі станини горизонтальних циліндро-поршневих вузлів щонайменше з...
Попередній патент: Спосіб охорони гірничої виробки
Наступний патент: Спосіб попереднього нагрівання випалюваних металевих виробів в ковпаковій відпалювальній установці
Випадковий патент: Склад для лікування псоріазу