Пристрій і спосіб виявлення дефектів у безперервно виготовлюваному листовому склі
Номер патенту: 104966
Опубліковано: 25.03.2014
Автори: Цорн Вольфганг, Баллєр Вінфрід, Бадер Флоріан, Круг Петер
Формула / Реферат
1. Пристрій для виявлення дефектів у безперервно виготовлюваній смузі полірованого листового скла шляхом контролю спостережуваної в прохідному світлі зони скла, перпендикулярної напрямку транспортування,
який відрізняється тим, що
має наведені далі ознаки:
a) модульний кріпильний місток (3) для скануючих датчиків (2) виконаний відповідно до ширини контрольованої смуги листового скла, причому скануючі датчики (2) виконані з можливістю безрозривного перекриття цієї ширини своїми областями реєстрації, причому передбачені лінійний освітлювальний засіб (23) зі сталим світловим потоком і суміжний освітлювальний засіб (20) з модульованим світловим потоком, встановлені із забезпеченням безрозривного просвічування смуги листового скла,
b) кожен скануючий датчик (2) обладнаний юстирувальним пристроєм (14), виконаним із можливістю зміни положення кожного скануючого датчика (2) вздовж трьох просторових осей у додатному і від'ємному напрямку,
c) кожен скануючий датчик (2) обладнаний відкидною мішенню (16) у формі штучної вимірювальної поверхні для точної орієнтації скануючого датчика (2) на поверхню смуги листового скла,
d) передбачений охолоджувальний пристрій (21) для охолодження освітлювальних засобів (20, 23).
2. Пристрій за пунктом 1, який відрізняється тим, що містить перший оптичний канал, утворений освітлювальними засобами (20) і (23), просвічуваною цими освітлювальними засобами (20) і (23) ділянкою А1 смуги скла і скануючим датчиком (2), другий оптичний канал, утворений освітлювальним засобом (23), просвічуваною цим освітлювальним засобом (23) ділянкою А2 смуги скла і іншим скануючим датчиком (2), а також засоби для порівняння і оцінки значень, виміряних кожним з оптичних каналів.
3. Пристрій за будь-яким із попередніх пунктів 1-2, який відрізняється тим, що перед кожним із юстирувальних пристроїв (14) і відповідних скануючих датчиків (2) та освітлювальних засобів (20, 23) відносно напрямку транспортування смуги листового скла передбачена ідентична друга версія, виконана з можливістю заміщення першої версії у випадку її відмови.
4. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що передбачений додатковий освітлювальний пристрій (4), який містить освітлювальні засоби для визначення додаткових параметрів чи дефектів скла.
5. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що в просторовій зоні дії кожного скануючого датчика (2) передбачений додатковий пристрій для вимірювання товщини скла.
6. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що передбачений додатковий, одночасно працюючий пристрій, виконаний із можливістю контролю напружень у смузі скла шляхом місцевого введення скануючого всю ширину смуги скла поляризованого світла і одночасного вимірювання температури у відповідній точці смуги скла.
7. Спосіб виявлення дефектів у безперервно виготовлюваній смузі листового скла шляхом контролю спостережуваної в прохідному світлі зони скла, перпендикулярної напрямку транспортування,
який відрізняється тим, що
включає наведені далі ознаки:
a) за допомогою модульного кріпильного містка (3) і закріплених на ньому скануючих датчиків (2), а також двох розміщених в поперечному напрямку відносно смуги скла освітлювальних засобів (20, 23) здійснюють безрозривний контроль смуги листового скла,
b) кожен скануючий датчик (2) переміщують за допомогою юстирувального пристрою (14) у додатному та від'ємному напрямках вздовж трьох просторових осей і точно орієнтують за допомогою відкидної мішені (16), виконаної в формі штучної вимірювальної поверхні,
c) освітлювальні засоби (20, 23) охолоджують за допомогою охолоджувального пристрою (21).
8. Спосіб за пунктом 7, який відрізняється тим, що виявлення дефектів здійснюють за допомогою скануючих датчиків (2) шляхом порівняння растрових виміряних значень двох оптичних каналів, причому одним із каналів контролюють ділянку А1, на яку діють освітлювальні засоби (20) і (23), а другим каналом контролюють ділянку А2, на яку діє лише освітлювальний засіб (23), причому порівняння і оцінку цих виміряних значень здійснюють з урахуванням певних порогових значень.
9. Спосіб за будь-яким із пунктів 7-8, який відрізняється тим, що перед кожним із юстирувальних пристроїв (14) та освітлювальних засобів (20, 23) відносно напрямку транспортування смуги листового скла встановлюють ідентичну другу версію, якою заміщують першу версію у випадку її відмови.
10. Спосіб за будь-яким із пунктів 7-9, який відрізняється тим, що використовують додатковий освітлювальний пристрій (4), що містить освітлювальні засоби для визначення додаткових параметрів скла.
11. Спосіб за будь-яким із пунктів 7-10, який відрізняється тим, що кожен скануючий датчик (2) в просторовій зоні його дії обладнують додатковим пристроєм для вимірювання товщини скла.
12. Спосіб за будь-яким із пунктів 7-11, який відрізняється тим, що за допомогою додаткового, одночасно працюючого пристрою контролюють напруження у смузі скла шляхом місцевого введення скануючого всю ширину смуги скла поляризованого світла і одночасного вимірювання температури у відповідній точці смуги скла.
Текст
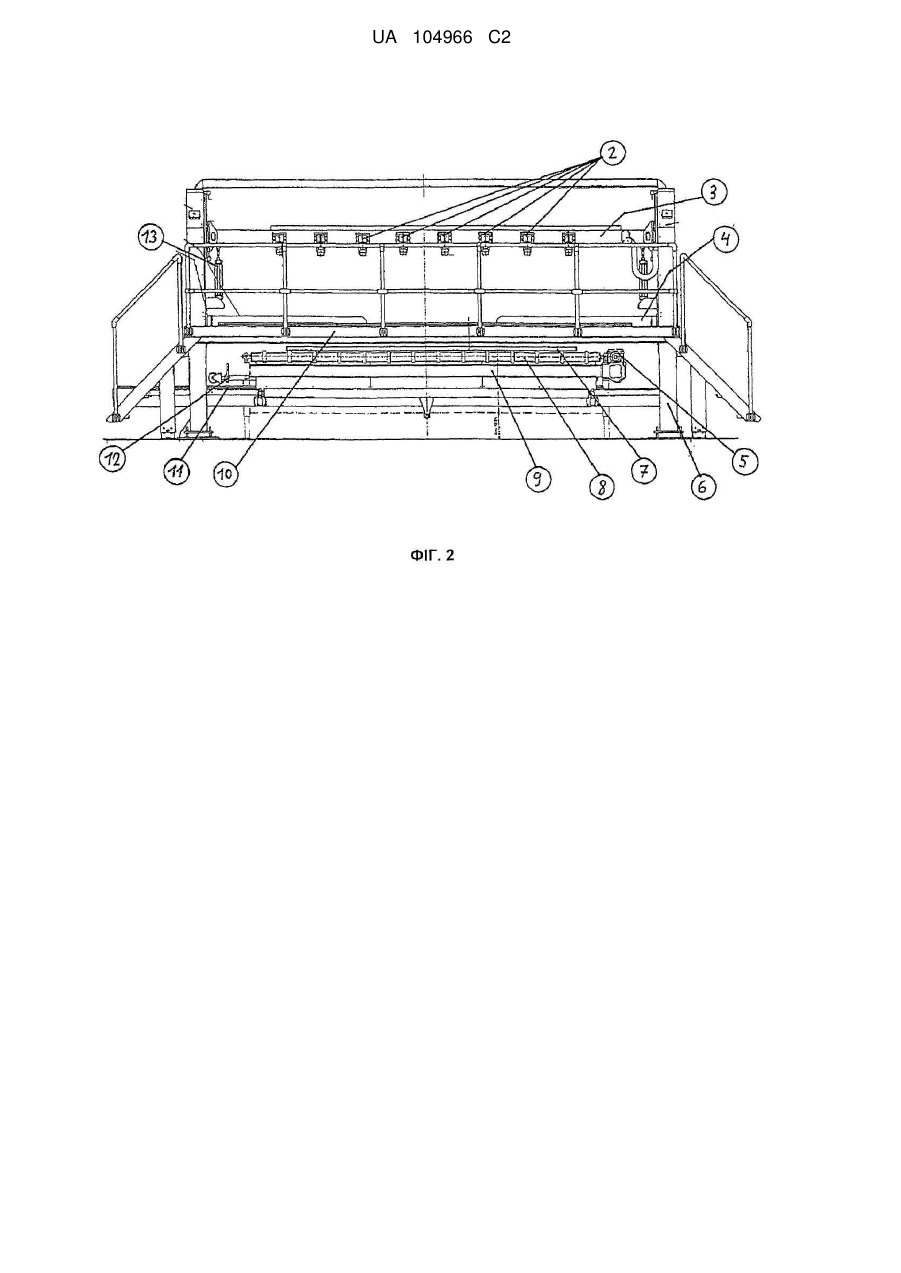
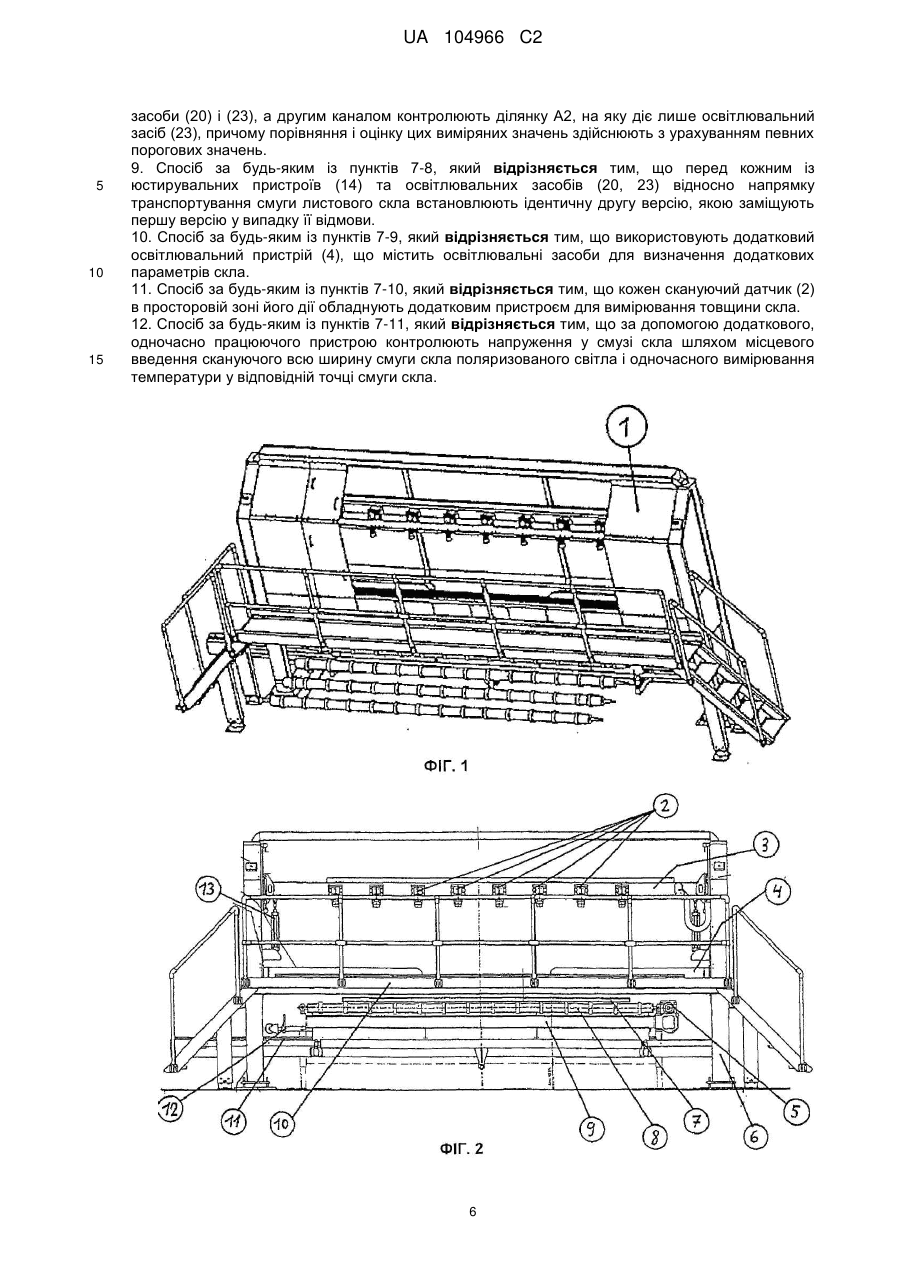
Реферат: Спосіб і пристрій для виявлення дефектів у безперервно виготовлюваній смузі листового скла шляхом контролю спостережуваної в прохідному світлі зони скла, перпендикулярної напрямку транспортування, який характеризується тим, що включає наведені далі ознаки: a) за допомогою модульного кріпильного містка і закріплених на ньому скануючих датчиків, а також двох розміщених в поперечному напрямку відносно смуги скла освітлювальних засобів забезпечується безрозривний контроль смуги листового скла, b) кожен скануючий датчик (2) переміщують за допомогою юстирувального пристрою (14) у додатному та від'ємному напрямках вздовж трьох просторових осей і точно орієнтують за допомогою відкидної мішені (16), виконаної в формі штучної вимірювальної поверхні, c) освітлювальні засоби охолоджують за допомогою охолоджувального пристрою. UA 104966 C2 (12) UA 104966 C2 UA 104966 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід стосується способу і пристрою для виявлення дефектів у безперервно виготовлюваному листовому склі. Із публікації DE 19643 017 С1 відомий спосіб виявлення оптичних дефектів, зокрема рефракції, у листах великої площі, виготовлених із прозорого матеріалу, наприклад скла, в якому на скло проеціюють певний растровий зразок і оцінюють спостережуване відображення цього зразка камерою. Підставою для оцінки є те, що послідовність світлих і темних ділянок растрового зразка відповідно відображається кількістю сусідніх растрових елементів камери, і ця кількість є цілочисельним кратним послідовності світлих і темних ділянок. Задачею винаходу є розроблення способу, який забезпечує можливість локального виявлення оптичних дефектів листа принаймні в одному вимірі без застосування контрольного зразка. Виявлення дефектів полірованого листового скла у безперервному процесі виробництва таким чином є неможливим. У публікації DE 198 13 072 А1 описаний спосіб і пристрій для визначення оптичної якості та виявлення дефектів листового скла, зокрема полірованого листового скла, або інших оптично прозорих матеріалів. При цьому за допомогою відеокамери в основному крізь скло спостерігають освітлювальний пристрій, причому фокус відеокамери виставлений на склі, і вона залежно від якості скла формує сигнали, які піддають оцінці. Цей відомий спосіб необхідно вдосконалити для уникнення утворення зон нечутливості та забезпечення можливості визначення відхилення (рефракції) світла і розміру дефекту скла. Окрім цього, має бути забезпечена можливість визначення місцеположення осередку дефекту в склі. Задачу вирішено шляхом застосування освітлювального пристрою, колір та/або інтенсивність світлового випромінювання якого певним чином змінюється від однієї зовнішньої кромки до іншої; крім цього, поле спостереження відеокамери при відсутності дефектів у склі орієнтоване приблизно по центру освітлювального пристрою; причому на освітлювальний пристрій подають два відмінні за кольором та інтенсивністю відеосигнали u1 u2, і зміну інтенсивності відеосигналів u1, u2 використовують для оцінки якості скла. Цей спосіб також не дозволяє виявляти дефекти листового скла у безперервному процесі виготовлення. Тому в основу відповідного винаходові пристрою та відповідного винаходові способу було покладено задачу розроблення пристрою і способу, який дозволяє в процесі безперервного виробництва смуги рідкого скла, так званого листового скла, постійно виявляти і контролювати утворення дефектів, наприклад у формі включень, бульбашок або подібних небажаних явищ. Цю задачу вирішено у пристрої за пунктом 1 і в способі за пунктом 8 формули винаходу. Відповідний винаходові пристрій далі описаний докладніше. При цьому на кресленнях зображено: Фіг. 1: Вид зверху відповідного винаходові пристрою в ізометричній проекції, Фіг. 2: Вид спереду пристрою згідно з фіг. 1, Фіг. 3: Вид зверху пристрою згідно з фіг. 1, Фіг. 4: Вид збоку пристрою згідно з фіг. 1, Фіг. 5: Освітлювальний засіб в ізометричній проекції, Фіг. 6: Функціональна схема процесу юстирування скануючого датчика, Основна ідея винаходу полягає, з однієї сторони, в забезпеченні постійного контролю безперервно виготовлюваної смуги листового скла за допомогою так званих скануючих датчиків, наприклад у формі камер з однорядковою розгорткою (однорядкових камер), а з іншої сторони - у створенні можливості додаткового юстирування або заміни окремих скануючих датчиків під час ремонту або в разі часткової відмови в рамках цього безперервного процесу контролю. На фіг. 1 зображений вид зверху відповідного винаходові пристрою в ізометричній проекції. Таке зображення зверху в ізометричній проекції дозволяє розпізнати мостоподібну загальну концепцію, згідно з якою забезпечується сканування смуги скла, що безперервно випускають із скловарної печі. Смуга скла на кресленні не зображена; показані лише напрямні ролики, які забезпечують транспортування смуги скла. Ліворуч і праворуч передбачені сходи для підйому на зображений місток для спостереження і технічного обслуговування. На кресленні цифрою 1 позначена лише частина загального захисного обгородження. На фіг. 2 зображений вид спереду пристрою з фіг. 1. Крім відомих із фіг. 1 сходів на цьому кресленні в розрізі зображений місток 10 для технічного обслуговування, який спирається на опорну раму 6. На цьому кресленні зображена смуга листового скла 7 на транспортувальному ролику 8, який встановлений на поперечці 9 і приводиться в дію приводом 5. Як верхній обмежувальний конструктивний елемент опорної рами 6 над поручнями містка 10 для технічного обслуговування зображений в розрізі кріпильний місток 3 для скануючих датчиків 2. Передбачена також напрямна шина 11 для освітлювального пристрою 17 та обмежувальний упор 12 для цього освітлювального пристрою. Ліворуч у пристрої встановлений підйомний 1 UA 104966 C2 5 10 15 20 25 30 35 40 45 50 55 пристрій 13 кріпильного містка З для скануючих датчиків 2. Відповідний підйомний пристрій 13 встановлений також праворуч від кріпильного містка 3. Цей підйомний пристрій 13 забезпечує можливість піднімання всього кріпильного містка для ремонту одного або кількох скануючих датчиків 2 та/або' відповідного юстирувального пристрою 14 та юстирування відповідного скануючого датчика 2 за допомогою відповідної відкидної мішені 16 без використання базової поверхні необхідного в інших випадках листового скла 7. Хоча це спричиняє короткочасне переривання процесу виявлення дефектів, проте процес юстирування скануючого датчика завдяки застосуванню відкидної мішені 16 порівняно з рівнем техніки може бути скорочений настільки, що подальше транспортування смуги скла може бути економічним. Адже з урахуванням економічних аспектів тимчасове припинення процесу можливого виявлення дефектів може видаватися допустимим порівняно з необхідним раніше, потребуючим великих витрат перериванням процесу транспортування і необхідністю розплавлення смуги скла. Додатковий освітлювальний пристрій 4 зображений в розрізі праворуч від містка 10 для технічного обслуговування аналогічно відповідному пристрою 4 ліворуч. Цей пристрій перекриває всю ширину смуги листового скла, проте його середня частина на цьому кресленні не зображена. Функціонування цього пристрою пояснюється далі в описі до фіг. 6. На фіг. З зображений вид зверху пристрою з фіг. 1. Крім відомого містка 10 для технічного обслуговування і вже описаного транспортувального ролика 8 на цьому кресленні докладніше пояснюється просторове розміщення упору 12 для освітлювального пристрою 17. На цьому кресленні краще видно юстирувальні пристрої 14 (в даному випадку їх кількість дорівнює 8) для скануючих датчиків 2. Ці юстирувальні пристрої 14 виконані з можливістю не лише піднімання та опускання за допомогою підйомного пристрою 13 разом із скануючими датчиками 2; додатково кожен із них виконаний з можливістю переміщення в усіх трьох просторових напрямках незалежно від інших юстирувальних пристроїв. Так, по-перше, необхідно забезпечити можливість переміщення скануючих датчиків 2 у поздовжньому напрямку кріпильного містка 3, в даному випадку позначеному, наприклад, як вісь X, в обидві сторони (як в додатньому, так і в від'ємному напрямку осі X) для забезпечення безрозривного об'єднання зображень від усіх задіяних скануючих датчиків 2 по всій ширині перевірюваної смуги скла. Тобто за допомогою системи автоматичного керування можна забезпечити, щоб зображення від одного скануючого датчика 2 закінчувалося там, де починається зображення від сусіднього скануючого датчика 2. Окрім цього, для забезпечення належного встановлення кожного окремого скануючого датчика 2 необхідно, щоб його центр був орієнтований точно на розділювальну лінію між лінійним освітлювальним засобом 20 (модульоване освітлення) і освітлювальним засобом 23 (постійне освітлення) (фіг. 5). Для цього необхідно забезпечити можливість переміщення як у додатньому, так і в від'ємному напрямку осі Y, причому вісь Υ утворює горизонтальну площину з віссю X, і кут між осями Υ та X є прямим. Додатково необхідно забезпечити також можливість переміщення окремого скануючого датчика 2 у вертикальному напрямку, тобто в напрямку осі Ζ, в тому випадку, коли необхідно здійснювати тонке юстирування окремих скануючих датчиків 2 за допомогою описаної далі мішені 16. В особливій формі виконання передбачено, що у випадку повторного юстирування окремого скануючого датчика 2 в процесі безперервного виробництва листового скла безрозривний режим контролю забезпечується завдяки тому, що для кожного скануючого датчика 2 зі сполученим із ним відповідним юстирувальним пристроєм 14 на якомога ближчій відстані в напрямку потоку скла передбачена відповідна друга версія. Ця друга версія призначена для виконання відповідної функції замість першої версії під час її юстирування або повної заміни. Для цього залежно від наявного простору в особливій формі виконання може виникнути потреба у застосуванні другої версії з додатковою можливістю здійснення нахилу під невеликим кутом для перекриття тієї самої області на розділювальній лінії між обома освітлювальними засобами 20 і 23. Це зумовлене горизонтальним переміщенням як першої, так і другої версії скануючого датчика 2 та сполученого з ним відповідного юстирувального пристрою 14. На фіг. 4 зображений вид збоку пристрою з фіг. 1. Починаючи згори, на кресленні в розрізі зображений скануючий датчик 2 зі сполученим із ним юстирувальним пристроєм 14. Передбачена відкидна мішень 16, функціонування якої докладніше пояснюється в описі до фіг. 6. Крім цього, внизу зображений освітлювальний пристрій 17 із відповідними захисними панелями 15, із яких на кресленні позначена лише ліва. 2 UA 104966 C2 5 10 15 20 25 30 35 40 45 50 55 60 На поперечці 19, яка сполучена з опорною рамою 6, встановлена центральна балка 18 освітлювального пристрою. Над нею в поперечному перерізі зображено напрямну шину 11, яка на фіг. 2 зображена в поздовжньому розрізі. Напрямна шина 11 забезпечує можливість виймання освітлювального пристрою 17 в процесі виробництва для здійснення ремонтних робіт і швидкої установки його на місце по завершенні ремонту. Охолоджувальний пристрій 21 забезпечує охолодження освітлювального пристрою 17 і разом із цим підтримання належної робочої температури освітлювального пристрою 17 і його освітлювальних засобів 20, 23. На фіг. 5 наведене збільшене зображення освітлювальних засобів 20, 23 в ізометричній проекції. Освітлювальні засоби з'єднують у поздовжньому напрямку в формі модульної конструкції відповідно до ширини смуги скла, яку вони мають освітлювати. Разом вони утворюють певною мірою дві паралельні світні стрічки, одна з яких містить освітлювальний засіб 20 із модульованою інтенсивністю світла, а друга містить розміщені в лінію освітлювальні засоби 23 зі сталою інтенсивністю світла. Частота зміни інтенсивності світла при цьому переважно дорівнює частоті рядкової розгортки однорядкової камери або частоті керування скануючим датчиком 2. Крім цього, переважним є цілочисельне співвідношення між цими частотами. Якщо у склі немає дефектів, середня точка зони спостереження кожного скануючого датчика, наприклад відеокамери, лежить в області розмежувальної лінії між освітлювальними засобами 20 і освітлювальними засобами 23. При виникненні дефекту в склі середня точка зони спостереження зміщується із цього положення внаслідок заломлення світла. В результаті місцеположення виявленого дефекту скла по-різному позначається на вихідному сигналі в області відповідного скануючого датчика 2. Різницю між двома послідовними сигналами скануючого датчика 2 і додаткову інформацію щодо місцеположення дефекту чи дислокації в області відповідного скануючого датчика 2 можна використовувати в новому способі формування результуючого сигналу про виявлення дефекту шляхом порівняння виміряних значень двох взаємопов'язаних оптичних каналів і напрямлення цього сигналу на схемний пристрій для розпізнавання дефекту і подальшої обробки сигналу. Для більш докладного пояснення на фіг. 5 позначені дві ділянки поверхні А1 (24) і А2 (25). При цьому на більшу ділянку А1, яка перекриває розділювальну лінію між обома освітлювальними засобами 20 і 23, діють обидва освітлювальних засоби, в той час як на ділянку А2 діє лише частина освітлювального засобу 23 зі сталою інтенсивністю світла. Від обох ділянок А1 і А2 в зоні растрової реєстрації цих оптичних каналів одержують різні виміряні значення, які дозволяють надійно визначати вид і розмір виявленого місця дефекту в діапазоні певних порогових значень. Охолоджувальний пристрій 21 діє на нижню сторону обох світних стрічок. Кришка 22, яка водночас виконує роль світлорозсіювача, ізолює світні стрічки від нижньої сторони контрольованої смуги скла. В особливій формі виконання відповідного винаходові пристрою може бути передбачена друга версія описаних вище освітлювальних засобів 20 і 23, які зі свого положення (паралельно першій версії) взаємодіють із описаною вище другою версією юстирувального пристрою 14 і відповідним скануючим датчиком 2. Цей додатковий пристрій завдяки автоматичному перемиканню на цю другу версію забезпечує можливість безперешкодного функціонування всього відповідного винаходові пристрою у випадку ремонту або заміни всього модуля освітлювальних засобів чи його деталей. Згаданий вище додатковий пристрій на кожному юстирувальному пристрої 14 для зміни нахилу відповідного сканувального датчика 2 у цьому випадку не потрібен, оскільки друга версія юстирувального пристрою 14 встановлена безпосередньо над осьовою лінією другої версії освітлювальних засобів 20 та 23. Кожна друга версія, або юстирувального пристрою 14, або освітлювальних засобів 20 і 23, розміщена перед першою версією відносно напрямку потоку для забезпечення можливості виявлення дефектів, що наближуються, у передній зоні і передачі сигналів для подальшої оцінки. Самозрозуміло, що ці другі версії також мають бути оснащені відповідними додатковими відкидними мішенями 16. На фіг. 6 зображена функціональна схема юстирування скануючого датчика. Над описаним вище освітлювальним пристроєм 17 по схематично зображених роликах транспортують смугу скла, якість якої необхідно контролювати. Якщо виникне потреба в повторному або додатковому юстируванні скануючого датчика 2, за допомогою відповідного юстирувального пристрою 14 піднімають відповідний скануючий датчик 2, одночасно встановлюючи мішень 16 на траєкторії променів освітлювального пристрою 17. На цій мішені 16 нанесені нерухомі позначки у формі простих та/або перехрещених ліній певної товщини та/або кольору, які забезпечують можливість автоматичного встановлення відповідного датчика 2 у бажану задану позицію згідно із заданою програмою. 3 UA 104966 C2 5 10 15 20 25 30 35 40 45 50 55 60 При цьому висота, на яку піднімають відповідний скануючий датчик 2, відповідає відстані між мішенню 16 і смугою скла. Після цього юстирувальний пристрій 14 коригує положення відповідного скануючого датчика 2 по горизонталі відповідно до заданих оптичних параметрів мішені. Після завершення юстирування скануючого датчика мішень 16 повертають у вихідне положення і знову опускають скануючий датчик до досягнення заданої робочої висоти над смугою скла 7. Додатковий освітлювальний пристрій 4 оснащений додатковими освітлювальними засобами, такими як, наприклад, світлодіоди, УФ-випромінювачі, кварцові лампи, ксенонові або гелієві випромінювачі, які забезпечують додаткові можливості для виявлення небажаних параметрів скла. Вони залежать від виду скла і спеціальних вимог до утворюваної суміші для виготовлення скла і, таким чином, параметрів чи дефектів скла, які мають бути виявлені. В особливій формі виконання винаходу в зоні дії кожного скануючого датчика 2 може бути передбачений також додатковий пристрій для вимірювання товщини скла, наприклад за допомогою лазера або ультразвуку. За допомогою такого пристрою в процесі виробництва можна додатково визначати і реєструвати товщину виготовлюваного скла роздільно у поперечному і поздовжньому напрямках. Ці виміряні значення можуть бути використані для контролю процесу виробництва смуги листового скла. В особливій формі виконання винаходу одночасно з детектуванням дефектів у листовому склі може бути також додатково передбачений пристрій для вимірювання і контролю напружень у смузі скла. Для цього був розроблений спосіб, в якому поляризоване світло направляють у смугу скла, причому утворювані напруження спричиняють подвійне променезаломлення, і аналізують вихідний промінь світла для визначення спричинених подвійним променезаломленням змін і разом із цим утворюваних напружень. Визначення цих напружень здійснюють шляхом безперервного сканування ширини смуги скла, реєстрації вищеописаних змін у формі подвійного променезаломлення та одночасного вимірювання температури у відповідному місці в даний момент сканування. За результатами вимірювання змін подвійного променезаломлення і температури у відповідному місці вимірювання може бути визначене стале напруження у відповідному місці вимірювання і в результаті по всій ширині смуги скла. Результати безперервного вимірювання цієї динаміки зміни напружень по ширині смуги скла є джерелом важливої інформації щодо напружень у смузі листового скла в поздовжньому напрямку, які спричиняють високий потенціал ризику для всього технологічного процесу. При цьому діаметр зони, опромінюваної направленим на неї пучком променів поляризованого світла, становить переважно менше ніж 20 мм. Для вимірювання температури може бути застосований, наприклад, оптичний пірометр. Для керування всіма процесами переміщення і обробки сигналів застосовуваних датчиків необхідна спеціальна комп'ютерна програма. Позиційні позначення 1 обгородження 2 скануючі датчики (однорядкові камери) 3 кріпильний місток для скануючих датчиків 4 додатковий освітлювальний пристрій 5 привід транспортувальних роликів 6 опорна рама 7 листове скло 8 транспортувальний ролик 9 поперечка для транспортувального пристрою 10 місток для технічного обслуговування 11 напрямна шина для освітлювального пристрою 12 упор для освітлювального пристрою 13 підйомний пристрій кріпильного містка для скануючих датчиків 14 юстирувальний пристрій скануючих датчиків 15 захисна панель каналу освітлювального пристрою 16 відкидна мішень 17 освітлювальний пристрій 18 центральна балка освітлювального пристрою 19 поперечка 20 освітлювальний засіб (модульована інтенсивність) 21 охолоджувальний пристрій 22 світлорозсіювач і кришка 4 UA 104966 C2 23 освітлювальний засіб (стала інтенсивність) 24 ділянка площі А1 25 ділянка площі А2 5 10 15 20 25 30 35 40 45 50 55 60 ФОРМУЛА ВИНАХОДУ 1. Пристрій для виявлення дефектів у безперервно виготовлюваній смузі полірованого листового скла шляхом контролю спостережуваної в прохідному світлі зони скла, перпендикулярної напрямку транспортування, який відрізняється тим, що має наведені далі ознаки: a) модульний кріпильний місток (3) для скануючих датчиків (2) виконаний відповідно до ширини контрольованої смуги листового скла, причому скануючі датчики (2) виконані з можливістю безрозривного перекриття цієї ширини своїми областями реєстрації, причому передбачені лінійний освітлювальний засіб (23) зі сталим світловим потоком і суміжний освітлювальний засіб (20) з модульованим світловим потоком, встановлені із забезпеченням безрозривного просвічування смуги листового скла, b) кожен скануючий датчик (2) обладнаний юстирувальним пристроєм (14), виконаним із можливістю зміни положення кожного скануючого датчика (2) вздовж трьох просторових осей у додатному і від'ємному напрямку, c) кожен скануючий датчик (2) обладнаний відкидною мішенню (16) у формі штучної вимірювальної поверхні для точної орієнтації скануючого датчика (2) на поверхню смуги листового скла, d) передбачений охолоджувальний пристрій (21) для охолодження освітлювальних засобів (20, 23). 2. Пристрій за пунктом 1, який відрізняється тим, що містить перший оптичний канал, утворений освітлювальними засобами (20) і (23), просвічуваною цими освітлювальними засобами (20) і (23) ділянкою А1 смуги скла і скануючим датчиком (2), другий оптичний канал, утворений освітлювальним засобом (23), просвічуваною цим освітлювальним засобом (23) ділянкою А2 смуги скла і іншим скануючим датчиком (2), а також засоби для порівняння і оцінки значень, виміряних кожним з оптичних каналів. 3. Пристрій за будь-яким із попередніх пунктів 1-2, який відрізняється тим, що перед кожним із юстирувальних пристроїв (14) і відповідних скануючих датчиків (2) та освітлювальних засобів (20, 23) відносно напрямку транспортування смуги листового скла передбачена ідентична друга версія, виконана з можливістю заміщення першої версії у випадку її відмови. 4. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що передбачений додатковий освітлювальний пристрій (4), який містить освітлювальні засоби для визначення додаткових параметрів чи дефектів скла. 5. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що в просторовій зоні дії кожного скануючого датчика (2) передбачений додатковий пристрій для вимірювання товщини скла. 6. Пристрій за будь-яким із попередніх пунктів, який відрізняється тим, що передбачений додатковий, одночасно працюючий пристрій, виконаний із можливістю контролю напружень у смузі скла шляхом місцевого введення скануючого всю ширину смуги скла поляризованого світла і одночасного вимірювання температури у відповідній точці смуги скла. 7. Спосіб виявлення дефектів у безперервно виготовлюваній смузі листового скла шляхом контролю спостережуваної в прохідному світлі зони скла, перпендикулярної напрямку транспортування, який відрізняється тим, що включає наведені далі ознаки: a) за допомогою модульного кріпильного містка (3) і закріплених на ньому скануючих датчиків (2), а також двох розміщених в поперечному напрямку відносно смуги скла освітлювальних засобів (20, 23) здійснюють безрозривний контроль смуги листового скла, b) кожен скануючий датчик (2) переміщують за допомогою юстирувального пристрою (14) у додатному та від'ємному напрямках вздовж трьох просторових осей і точно орієнтують за допомогою відкидної мішені (16), виконаної в формі штучної вимірювальної поверхні, c) освітлювальні засоби (20, 23) охолоджують за допомогою охолоджувального пристрою (21). 8. Спосіб за пунктом 7, який відрізняється тим, що виявлення дефектів здійснюють за допомогою скануючих датчиків (2) шляхом порівняння растрових виміряних значень двох оптичних каналів, причому одним із каналів контролюють ділянку А1, на яку діють освітлювальні 5 UA 104966 C2 5 10 15 засоби (20) і (23), а другим каналом контролюють ділянку А2, на яку діє лише освітлювальний засіб (23), причому порівняння і оцінку цих виміряних значень здійснюють з урахуванням певних порогових значень. 9. Спосіб за будь-яким із пунктів 7-8, який відрізняється тим, що перед кожним із юстирувальних пристроїв (14) та освітлювальних засобів (20, 23) відносно напрямку транспортування смуги листового скла встановлюють ідентичну другу версію, якою заміщують першу версію у випадку її відмови. 10. Спосіб за будь-яким із пунктів 7-9, який відрізняється тим, що використовують додатковий освітлювальний пристрій (4), що містить освітлювальні засоби для визначення додаткових параметрів скла. 11. Спосіб за будь-яким із пунктів 7-10, який відрізняється тим, що кожен скануючий датчик (2) в просторовій зоні його дії обладнують додатковим пристроєм для вимірювання товщини скла. 12. Спосіб за будь-яким із пунктів 7-11, який відрізняється тим, що за допомогою додаткового, одночасно працюючого пристрою контролюють напруження у смузі скла шляхом місцевого введення скануючого всю ширину смуги скла поляризованого світла і одночасного вимірювання температури у відповідній точці смуги скла. 6 UA 104966 C2 7 UA 104966 C2 Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюZorn, Wolfgang, Krug, Peter, Baller, Winfried, Bader, Florian
Автори російськоюЦорн Вольфганг, Круг Петер, Баллер Винфрид, Бадер Флориан
МПК / Мітки
МПК: G01N 21/89, G01N 21/896
Мітки: пристрій, виявлення, спосіб, листовому, дефектів, склі, безперервної, виготовлюваному
Код посилання
<a href="https://ua.patents.su/10-104966-pristrijj-i-sposib-viyavlennya-defektiv-u-bezperervno-vigotovlyuvanomu-listovomu-skli.html" target="_blank" rel="follow" title="База патентів України">Пристрій і спосіб виявлення дефектів у безперервно виготовлюваному листовому склі</a>
Спосіб ідентифікації порожнинних мікрокапілярних дефектів у загартованому склі
Номер патенту: 80491
Опубліковано: 25.09.2007
Автори: Корхов Олег Юрійович, Качалін Віктор Іванович, Розов Валерій Аркадійович
МПК: G01N 19/00
Мітки: спосіб, склі, дефектів, ідентифікації, порожнинних, мікрокапілярних, загартованому
Формула / Реферат:
Спосіб ідентифікації порожнинних мікрокапілярних дефектів в загартованому скловиробі, який складається з операції їх заповнення проникаючим дефектоскопічним матеріалом та наступної обробки цієї поверхні проявним складом і розшифровки отриманих результатів, який відрізняється тим, що мікрокапілярні дефекти заповнюють дефектоскопічним матеріалом шляхом занурення загартованого скловиробу, який має температуру 130
Спосіб виявлення і розпізнавання дефектів ізоляції електродвигунів, які працюють в агресивних середовищах, і пристрій для його реалізації
Номер патенту: 101849
Опубліковано: 13.05.2013
Автор: Кривоносов Валерій Єгорович
МПК: G01R 31/34
Мітки: ізоляції, дефектів, виявлення, реалізації, електродвигунів, пристрій, агресивних, спосіб, середовищах, працюють, розпізнавання
Формула / Реферат:
1. Спосіб виявлення і розпізнавання дефектів ізоляції електродвигунів, які працюють в агресивних середовищах, що включає циклічне вимірювання опору ізоляції після зупинки електродвигуна, порівняння його значення з двома заданими пороговими значеннями, вимірювання поверхневої провідності ізоляції, порівняння цього значення з заданим, по зменшенню опору ізоляції нижче другого порогового значення судять про появу необоротних дефектів ізоляції,...
Пристрій виявлення дефектів склотари
Номер патенту: 71118
Опубліковано: 15.11.2004
Автори: Баранов Віталій Миколайович, Бражник Олександр Михайлович
МПК: G01B 11/02
Мітки: виявлення, дефектів, пристрій, склотари
Формула / Реферат:
Пристрій виявлення дефектів склотари, що містить джерело світла і вертикально розташовані світлочутливі елементи, який відрізняється тим, що світлочутливі елементи й джерела світла розміщені у двох трубках, які є частиною корпуса, причому в одній трубці розташовані світлочутливі елементи, а в другій відповідні їм джерела світла, і з'єднані з блоком управління, а корпус виконаний з можливістю обертання.
Спосіб і пристрій для виявлення дефектів поверхні, зокрема тріщин, відколів і подібного, на валку прокатного стана
Номер патенту: 88333
Опубліковано: 12.10.2009
Автор: Фігге Дітер
МПК: G01N 29/04, G01N 29/26, G01N 29/24, G01N 29/44
Мітки: спосіб, тріщин, валку, подібного, пристрій, виявлення, зокрема, поверхні, дефектів, відколів, прокатного, стана
Формула / Реферат:
1. Спосіб виявлення дефектів поверхні, зокрема тріщин, відколів, за допомогою ультразвукових хвиль (4) на валку (2) прокатного стана (1), зокрема на робочих валках (2а), встановлених з опорними валками (2b) в стійках (3) станини, який відрізняється тим, що обстежуваний валок (2) контролюють в положенні встановлення, при цьому генеровані поперечні ультразвукові хвилі (4а) частотою порядку 0,5-2 МГц подають на один кінець (2с) валка, а...
Пристрій для виявлення поверхневих дефектів
Номер патенту: 27073
Опубліковано: 28.02.2000
Автори: ХЕГ Марк, ДЕВІДСОН Айєн Семюел, Райс Томас Жерард
МПК: G01N 21/93, G01N 21/88, G01B 11/30, G21C 17/06, G01N 21/952
Мітки: поверхневих, виявлення, дефектів, пристрій
Формула / Реферат:
1. Устройство для обнаружения поверхностных дефектов цилиндрических объектов, содержащее три станции контроля качества и средства перемещения объекта от одной станции к другой, причем одна станция содержит средство проверки криволинейной поверхности объекта, а две другие содержат средства проверки торцов объекта, отличающееся тем, что средство перемещения объекта от первой станции контроля, содержащей средство для проверки первого торца...
Попередній патент: Дверний вузол для душу
Наступний патент: Універсальна мобільна автоустановка для виготовлення пресованих паливних пелет з природних залишків рослинного походження
Випадковий патент: Пристрій для ультрафільтрації біологічних рідин