Пристрій для виявлення поверхневих дефектів
Номер патенту: 27073
Опубліковано: 28.02.2000
Автори: ХЕГ Марк, Райс Томас Жерард, ДЕВІДСОН Айєн Семюел

Формула / Реферат
1. Устройство для обнаружения поверхностных дефектов цилиндрических объектов, содержащее три станции контроля качества и средства перемещения объекта от одной станции к другой, причем одна станция содержит средство проверки криволинейной поверхности объекта, а две другие содержат средства проверки торцов объекта, отличающееся тем, что средство перемещения объекта от первой станции контроля, содержащей средство для проверки первого торца объекта, ко второй станции контроля, содержащей средство для проверки криволинейной поверхности объекта, содержит средство для переворачивания объекта с торца на бок и средство вращения объекта при прохождении его через вторую станцию контроля, а средство перемещения объекта от второй станции контроля к третьей станции, содержащей средство проверки второго торца объекта, содержит средство для переворачивания объекта на торец, проверенный на первой станции контроля.
2. Устройство по п.1, отличающееся тем, что средство для поворачивания объекта между первой и второй станциями контроля качества включает первый переворачивающий узел, имеющий ступеньку на средстве перемещения объекта, причем эта ступенька служит для изменения положения объекта из вертикального в горизонтальное, а средство для переворачивания объектов между второй и третьей станциями контроля качества включает второй переворачивающий узел, содержащий ступеньку на средстве перемещения, причем эта ступенька служит для изменения положения объекта из горизонтального в вертикальное.
3. Устройство по п.1 или 2, отличающееся тем, что средство проверки криволинейной поверхности объекта содержит средство для сканирования оптического луча вдоль объектов, проходящих через вторую станцию контроля качества, и первый датчик для обнаружения отклоненного луча, включающего отражение сканированного луча каждым движущимся прямолинейно и вращающимся цилиндрическим объектом, проверяемым сканированным лучом.
4. Устройство по п.3, отличающееся тем, что средство проверки криволинейной поверхности включает второй датчик для обнаружения сканированного луча, включающего передачу сканированного луча, когда этот луч не попадает на объект.
5. Устройство по п.4, отличающееся тем, что оно имеет одно или несколько зеркал для направления сканированного луча на второй датчик.
6. Устройство по п.4 или 5, отличающееся тем, что оно снабжено процессором для сравнения сигнала, принятого первым датчиком, с опорным сигналом.
7. Устройство по п.4 или 5, отличающееся тем, что оно снабжено процессором, сравнивающим сигнал второго датчика с опорным сигналом.
8. Устройство по любому из предыдущих пунктов, отличающееся тем, что средство для поворота объекта, проходящего на боку через вторую станцию контроля качества, содержит бесконечную ленту и средство для движения ленты по двум разнесенным друг от друга направляющим, причем одна направляющая расположена выше другой, благодаря чему верхняя поверхность ленты наклонена относительно вертикальной и горизонтальной осей, и направляющую штангу, расположенную вблизи и поперек верхней поверхности ленты.
9. Устройство по любому из предыдущих пунктов, отличающееся тем, что средство проверки торцов каждого объекта на первой и/или на третьей станциях контроля качества включает направляющую, которая имеет емкостный датчик для измерения зазора между направляющей и объектом, который проходит мимо направляющей.
10. Устройство по любому из пп.1 - 8, отличающееся тем, что средство для проверки торцов каждого объекта на первой и/или третьей станциях контроля качества включает средство для облучения торцевой поверхности каждого объекта, датчик для обнаружения излучения, отраженного торцевой поверхностью, и калькулятор для расчета площади торцевой поверхности, которая отразила излучение непосредственно на датчик.
11. Устройство по любому из предыдущих пунктов, отличающееся тем, что одна или более из первой, второй или третьей станций контроля качества включает одно или несколько средств для обнаружения присутствия объекта вблизи станции контроля качества, выходной сигнал которых служит для включения средств контроля качества, когда объект находится около станции контроля качества.
Текст
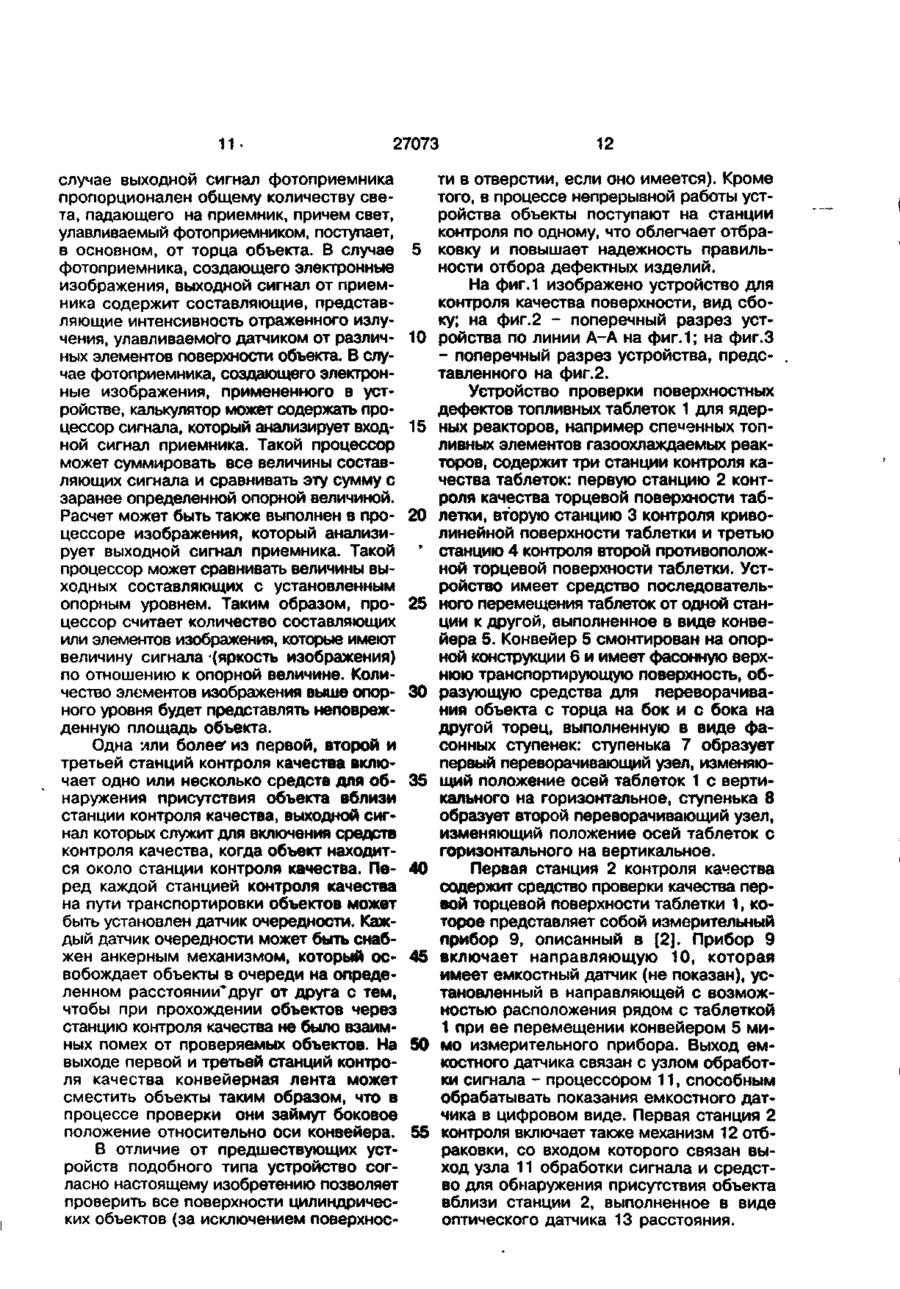
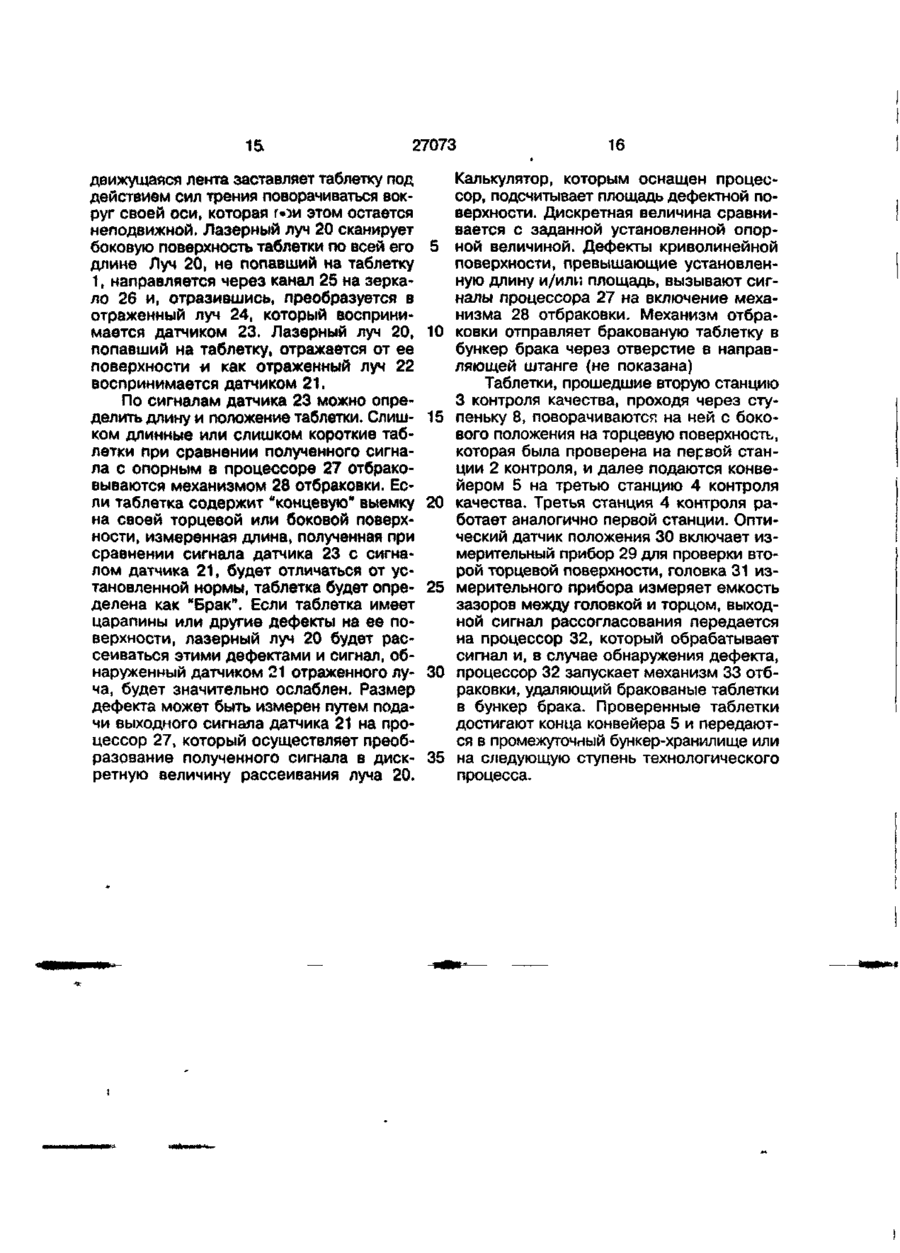
1. Устройство для обнаружения поверхностных дефектов цилиндрических объектов, содержащее три станции контроля качества и средства перемещения объекта от одной станции к другой, причем одна станция содержит средство проверки криволинейной поверхности объекта, а две другие содержат средства проверки торцов объекта, отличающееся тем, что средство перемещения объекта от первой станции контроля, содержащей средство для проверки первого торца объекта, ко второй станции контроля, содержащей средство для проверки криволинейной поверхности объекта, содержит средство для переворачивания объекта с торца на бок и средство вращения объекта при прохождении его через вторую стан цию контроля, а средство перемещения объекта от второй станции контроля к третьей станции, содержащей средство проверки второго торца объекта, содержит средство для переворачивания объекта на торец, проверенный на первой станции контроля. 2. Устройство по п.1, о т л и ч а ю щ е е с я тем, что средство для поворачивания объекта между первой и второй станциями контроля качества включает первый переворачивающий узел, имеющий ступеньку на средстве перемещения объекта, причем эта ступенька служит для изменения положения объекта из вертикального в горизонтальное, а средство для переворачивания объектов между второй и третьей станциями контроля качества включает второй переворачивающий узел, содержащий ступеньку на средстве перемещения, причем эта ступенька служит для изменения положения объекта из горизонтального в вертикальное. 3. Устройство по п. 1 или 2, о т л и ч а ю щ е е с я тем, что средство проверки криволинейной поверхности объекта содержит средство для сканирования оптического луча вдоль объектов, проходящих через вторую станцию контроля качества, и первый датчик для обнаружения отклоненного луча, включающего отражение сканированного луча каждым движущимся прямолинейно и вращающимся цилиндрическим объектом, проверяемым сканированным лучом. 4. Устройство по п.З, о т л и ч а ю щ е е с я тем, что средство проверки криволинейной поверхности включает второй датчик для обнаружения сканированного луча, включающего передачу скани о О 27073 рованного луча, когда этот луч не попадает на объект. 5. Устройство по п.4, о т л и ч а ю щ е е с я тем, что оно имеет одно или несколько зеркал для направления сканированного луча на второй датчик. 6. Устройство по п.4 или 5, о т л и ч а ю щ е е с я тем, что оно снабжено процессором для сравнения сигнала, принятого первым датчиком, с опорным сигналом. 7. Устройство по п.4 или 5, о т л и ч а ю щ е е с я тем, что оно снабжено процессором, сравнивающим сигнал второго датчика с опорным сигналом. 8. Устройство по любому из предыду' щих пунктов, о т л и ч а ю щ е е с я тем, что средство для поворота объекта, проходящего на боку через вторую станцию контроля качества, содержит бесконечную ленту и средство для движения ленты по двум разнесенным друг от друга направляющим, причем одна направляющая расположена выше другой, благодаря чему верхняя поверхность ленты наклонена относительно вертикальной и горизонтальной осей, и направляющую штангу, расположенную вблизи и поперек верхней поверхности ленты. 9. Устройство по любому из предыдущих пунктов, о т л и ч а ю щ е е с я тем, что средство проверки торцов каждого объекта на первой и/или на третьей станциях контроля качества включает направляющую, которая имеет емкостный датчик для измерения зазора между направляющей и объектом, который проходит мимо направляющей. Изобретение относится к устройствам для обнаружения поверхностных дефектов, в частности, на цилиндрических объектах, таких как топливные таблетки атомных электростанций. Таблетки могут быть использованы в газо- или водоохлаждаемых ядерных реакторах. Особо применимо настоящее изобретение для автоматического контроля качества топливных таблеток. Таблетки могут быть любой известной формы, например, они могут быть полыми или сплошными цилиндрическими телами. Концы таблеток могут иметь плоские или вогнутые криволинейные поверхности. Таблетки могут включать двуокись титана с одной или несколькими добавками, такими как ниобий или гадолиний. Таблетки могут содержать смесь различных окислов, например, состоять из окислов урана или плутония. В этом случае таблетки обычно включают в контейнеры, которые окру жают редиоактивные таблетки со всех сторон и предотвращают загрязнение окружающей среды. Узлы заявленного устройства могут находиться снаружи такого контейнера. Контейнер может быть снабжен окном,выполненным, например, из высококачественного стекла, которое пропускает оптическую радиацию в обоих направлениях для контроля таблеток внутри контейнера. Поскольку только небольшое количество контролируемых таблеток должно находиться в контейнере одновременное, указанное окно будет служить экраном радиации при измерениях. Для узлов устройства, расположенных снаружи контейнера, содержащего контролируемые таблетки, могут быть использованы обычные экранирующие материалы для защиты от нейтронного или гамма-излучения. Перед помещением в контейнеры топливные таблетки должны быть проверены на соответствие техническим требованиям по 10. Устройство по любому из пп. 1-8, о т л и ч а ю щ е е с я тем, что с р е д е н J для проверки торцов каждого объекта на первой и/или третьей станциях контро пя качества включает средство для облучения торцевой поверхности каждого объекта, датчик для обнаружения излучения, отраженного торцевой поверхностью, и калькулятор для расчета площади торцевой поверхности, которая отразила излучение непосредственно на датчик. 11. Устройство по любому из предыдущих пунктов, о т л и ч а ю щ е е с я тем, что одна или более из первой, второй или третьей станций контроля качества включает одно или несколько средств для обнаружения присутствия объекта вблизи станции контроля качества, выходной сигнал которых служит для включения средств контроля качества, когда объект находится около станции контроля качества. 27073 качеству поверхности. Такие таблетки изготавливаются на автоматических линиях без применения ручного труда, проверять их на отсутствие поверхностных дефектов нужно также с использованием автоматических приборов. Известно устройство для контроля наружной поверхности таблеток ядерного топлива [5], содержащее несущий узел, удерживающий проверяемые объекты и вращающий их вокруг собственных осей, отображающее устройст во, расположенное рядом с несущим устройством для воспроизведения сведений о боковой наружной поверхности таблеток, сравнительное устройство для анализа полученных сведений отображающего устройства и выдачи соответствующего сигнала, сортирующий узел для отделения бракованых таблеток от небракованых на основе сигнала оценки. Основным недостатком известного устройства является невозможность контролировать качество торцевых поверхностей цилиндрических объектов. Воспроизведение сведений о состоянии наружной поверхности изделий можно осуществлять в соответствии с техническим решением [4], согласно которому на зону объекта под ненулевым углом относительно нормали к поверхности направляют пучок света, сконденсированного в виде полоски, который отражается от поверхности проверяемого объекта и воспринимается датчиком изображения. Сигнал от датчика изображения подвергают и*/пульсной модуляции по меньшей мере нп двух пороговых уровнях, один из которых выше, а другой ниже среднего уровня сигнала от датчика. По полученным двоичным сигналам судят о наличии поверхностных дефектов объекта, отличая |чешлифованые участки и металлические включения от сколов и углублений на поверхности. Сведения о состоянии контролируемой поверхности можно получить как описано в другом аналогичном устройства [3]. Для этого освещают контролируемую поверхность двумя симметрично расположенными пучками света, направленными под углом к поверхности, отраженный луч воспринимается датчиком в направлении, перпендикулярном поверхности объекта, и формирует сигнал распознавания наличия дефекта и его характер. Недостатком описанных решений является невысокая достоверность получаемых результатов контроля из-за влияния на них шумовых сигналов. Для уменьшения влияния шумов предложены решения, 5 10 15 20 25 30 35 40 45 50 55 ^ описанные в а.с.СССР №1317337, кл G 01 N 21/88, 1987; №798566, кл-G 01 N 21/38, 1981; №1702262, кл-G 01 N 21/88, 1991. Наиболее близким к заявляемому яв ляется известное устройство для обн ружения поверхностных дефектов цилиндрических объектов [1], выбранное t качестве прототипа. Устройство включает станцию контроля поверхностных дефектов боковой криволинейной поверхности, две станции контроля поверхности противоположных торцов цилиндрических объектов. Станция контроля боковой поверхности объекта включает привод вращения проверяемого объекта вокруг своей оси и обнаруживающее дефекты средство, содержащее сканирующее средство и средство сравнения, которое сравнивает показания объекта контроля с показаниями шаблонного или эталонного объекта. Сканирование производят путем пропускания сканированного луча вдоль базовой линии малой ширины, которая параллельна оси цилиндрического тела. Вращение цилиндрического тела позволяет последовательно обследовать всю его боковую поверхность. Станции контроля противолежащих торцов цилиндрических объектов содержат транспортное средство для транспортирования цилиндрических тел, ориентированных так, что их оси расположены в горизонтальной плоскости, параллельны между собой и перпендикулярны направлению перемещения, и сканирующее устройство с датчиками для обнаружения отклоненного луча, сканирующего объект, и отклоненного луча, сканирующего шаблон. От одной станции к другой объекты транспортируют с помощью средства перемещения. Недостатком известного устройства является его недостаточная точность, обусловленная горизонтальным расположением контролируемого объекта при пропускании сканированного луча через его торцевую поверхность, что вызывает искажения реальных дефектов поверхности и требует установки дополнительных зеркал, коллиматоров для уменьшения погрешности устройства. Кроме того, объекты поступают на станции проверки партиями, что требует точного управления работой механизма отбраковки. В противном случае могут быть ошибки в выборе дефектных и качественных изделий. В основу изобретения поставлена задача усовершенствовать известное устройство для обнаружения поверхностных дефектов цилиндрических объектов, в котором путем изменения ориентации конт 7. 27073 ролируемого цилиндрического объекта в пространстве таким образом, чтобы сканированный луч на всех станциях контроля был направлен перпендикулярно контролируемой поверхности, достигают устранения искажений дефектов наружной поверхности контролируемых цилиндрических изделий, а также повышения точности отбора изделий с дефектами поверхности. Поставленная задача решена тем, что в устройстве для обнаружения поверхностных дефектов цилиндрических объектов, содержащем три станции контроля качества и средства перемещения объекта от одной станции к другой, в котором одна станция содержит средство проверки криволинейной поверхности объекта, а две другие содержат средства проверки торцов объекта, согласно изобретению, средство перемещения объекта от первой станции контроля, содержащей средство для проверки первого торца объекта, ко второй станции контроля, содержащей средство для проверки криволинейной боковой поверхности объекта, содержит средство для переворачивания объекта при прохождении его через вторую станцию контроля. Средство перемещения объекта от первой ко второй станции контроля может включать блокирующий мостик, который блокирует объекты, остающиеся в вертикальном положении после прохождения первого переворачивающего узла. Средство перемещения объекта от второй станции контроля к третьей станции, содержащей средство проверки второго торца объекта, содержит средство для переворачивания объекта на торец, проверенный на первой станции контроля. Средство для переворачивания объекта между первой и второй станциями контроля качества в заявленном устройстве включает первый переворачивающий узел, имеющий ступеньку на средстве перемещения объекта, причем эта ступенька служит для изменения положения объекта из вертикального в горизонтальное, а средство для переворачивания объектов между второй и третьей станциями контроля качества включает второй переворачивающий узел, содержащий ступеньку на средстве перемещения, причем эта ступенька служит для изменения положения объекта из горизонтального в вертикальное. Средство проверки криволинейной поверхности объекта в заявленном устройстве содержит средство для сканирования оптического луча вдоль объектов, прохо 5 10 15 20 25 30 35 40 45 50 55 8 дящих через вторую станцию контроля качества, и первый датчик для обнаружения отклоненного луча, включающего отражение сканированного луча каждым движущимся прямолинейно и вращающимся цилиндрическим объектом, проверяемым сканированным лучом. Оптический луч может быть лазерным лучом в видимой или других частях спектра. Сигнал, обнаруживаемый первым датчиком, будет значительно ослаблен благодаря рассеиванию падающего оптического луча при наличии дефекта на контролируемой поверхности, и такое ослабление предоставляет информацию о наличии поверхностного дефекта. Дефект может быть в виде царапины, трещины или пятна, или представлять собой шероховатую поверхность, которая не была отполирована в процессе механической обработки. Размер такого дефекта, например длина, ширина и площадь поверхности, может быть измерен путем контроля продолжительности ослабления принимаемого сигнала. Величина этого ослабления может быть преобразована в дискретный вид и сравнена с одной или более опорной величиной (или величинами) в процессоре сигнала для определения размера дефекта и вывода о том, превышает ли такая неравномерность поверхности установленный предел. Кроме того, средство проверки криволинейной поверхности предпочтительно включает второй датчик для обнаружения сканированного луча, включающего передачу сканированного луча, когда этот луч не попадает на объект. Согласно изобретению, заявленное устройство имеет одно или несколько зеркал для направления сканированного луча на второй датчик. Обнаружение сигнала вторым датчиком означает, что сканированный луч отклонился от траектории проверяемого объекта в точке за концом этого объекта. Сигнал значительно ослабляется, когда сканированный луч попадает на объект, т.е. сигнал представляет собой тень, отбрасываемую объектом. Контроль времени снижения силы сигнала позволяет измерить положение и длину объекта. Если измеренная продолжительность слишком велика или слишком мала, это означает, что объект имеет нестандартную длину или имеет дефект на конечной поверхности. При необходимости возможно измерить разность между продолжительностью сигнала, обнаруженного первым датчиком, и продолжительностью сигнала, обнаруженного вторым датчиком. Если эта 27073 разность (которая изменяется по мере поворота объекта) слишком велика, объект отбраковывается. Устройство, согласно изобретению, может быть снабжено процессором для сравнения сигнала, принятого первым датчиком, с опорным сигналом, может иметь также процессор для сравнения сигнала второго датчика с опорным сигналом. Продолжительность снижения сигнала может быть преобразована процессором в цифровую величину и сравнена с определенной опорной величиной. Процессор сигнала, который обрабатывает сигналы с выхода первого датчика, как и процессор, обрабатывающий сигналы с выхода второго датчика, могут быть простыми процессорами общего назначения. Процессоры могут выдавать сигналы "Годен" или "Брак", указывающие на отсутствие или присутствие неприемлемых поверхностных дефектов. Средство для поворота объекта, проходящего на боку через вторую станцию контроля качества, может содержать бесконечную ленту и средство для движения ленты по двум разнесенным друг от друга направляющим, причем одна направляющая расположена выше другой, благодаря чему верхняя поверхность ленты наклонена относительно вертикальной и горизонтальной осей, и направляющую штангу, расположенную вблизи и поперек верхней поверхности ленты. Объекты, находящиеся на ленте непосредственно над направляющей штангой, переворачиваются этой штангой и в то же время вращаются вокруг своей оси перемещением ленты. Это движение обеспечивается углом ленты. Средство проверки торцов каждого объекта на первой и/или третьей станциях контроля качества может включать направляющую, которая имеет емкостный датчик для измерения зазора между направляющей и объектом, который проходит мимо направляющей, например, как это описано в [2]. Там, где зазор на горце объекта увеличивается или уменьшается из-за дефекта на концевой поверхности, полученный сигнал, соответственно, уменьшается или увеличивается. Таким образом, направляющая позволяет измерять длину, ширину, глубину и площадь дефектов путем контроля отклонений в измеряемом сигнале от нормы, полученной при измерении поверхности объекта, свободной от дефектов. Направляющая может включать процессор сигнала, который имеет возможность сравнения сигналов, представляющих размеры обнаруженного дефекта, с опорными величинами, результатом кото 5 10 15 20 25 30 35 40 45 50 55 10 рого может являться сигнал "Годен" или "Брак". При обнаружении неприемлемого дефекта на поверхчости проверяемого объекта на станции контроля качества проверяемый объект может быть снят с технологической линии, например, узлом отбраковки, установленным за каждой станцией проверки качества и снабженным толкателем, например пневматическим, срабатывающим при гэлучении сигнала "Брак" с процессора сигнало станции проверки качества. Толкатель сталкивает бракованый объект в бункер бракованных изделий Устройство может периодически калиброваться путем пропускания объектов с поверхностными дефектами, имеющими известные параметры, через станции контроля качества. ,.Средство для проверки торцов каждое го объекта на первой и/или третьей станциях контроля качества включает средство для облучения торцевой поверхности каждого объекта, датчик для обнаружения излучения, отраженного торцевой поверхностью, и калькулятор для расчета площади торцевой поверхности, которая отразила излучение непосредственно на датчик. Торцевая поверхность будет отражать излучение на датчик в объеме, который зависит от структуры поверхности. Если поверхность гладкая, отражение излучения поверхностью, свободной от дефектов, будет, в основном, зеркальным, т.е. близким к оси, перпендикулярной отражающей поверхности. Когда концевая поверхность имеет дефект, например трещину или царапину, отражение излучения этим дефектом является диффузионным; интенсивность лучей от дефекта является низкой. Путем размещения датчика на оси объекта можно обеспечить обнаружение зеркального отражения низкой интенсивности из-за поверхностного дефекта. Средством облучения может служить кольцевой источник света, причем центр кольца, в основном, совпадает с осью объекта и прозрачен для отраженного излучения, так что свет, отраженный на датчик, свободно проходит через световое кольцо. Средство для облучения может содержать множество кольцевых источников света, центр каждого из которых, в основном, совпадает с осью обьекта при различных положениях на оси. Свет, попадающий на датчик, должен свободно проходить через все световые кольца. Желательно, чтобы датчик содержал фотоприемник электронных изображений, хотя он может содержать и фотоприемник, не создающий изображений. В последнем 27073 случае выходной сигнал фотоприемника пропорционален общему количеству света, падающего на приемник, причем свет, улавливаемый фотоприемником, поступает, в основном, от торца объекта. В случае фотоприемника, создающего электронные изображения, выходной сигнал от приемника содержит составляющие, представляющие интенсивность отраженного излучения, улавливаемого датчиком от различных элементов поверхности объекта. В случае фотоприемника, создающего электронные изображения, примененного в устройстве, калькулятор может содержать процессор сигнала, который анализирует входной сигнал приемника. Такой процессор может суммировать все величины составляющих сигнала и сравнивать эту сумму с заранее определенной опорной величиной. Расчет может быть также выполнен в процессоре изображения, который анализирует выходной сигнал приемника. Такой процессор может сравнивать величины выходных составляющих с установленным опорным уровнем. Таким образом, процессор считает количество составляющих или элементов изображения, которые имеют величину сигнала {яркость изображения) по отношению к опорной величине. Количество элементов изображения выше опорного уровня будет представлять неповрежденную площадь объекта. Одна или более' из первой, второй и третьей станций контроля качества включает одно или несколько средств для обнаружения присутствия объекта вблизи станции контроля качества, выходной сигнал которых служит для включения средств контроля качества, когда объект находится около станции контроля качества. Перед каждой станцией контроля качества на пути транспортировки объектов может быть установлен датчик очередности. Каждый датчик очередности может быть снабжен анкерным механизмом, который освобождает объекты в очереди на определенном расстоянии*друг от друга с тем, чтобы при прохождении объектов через станцию контроля качества не было взаимных помех от проверяемых объектов. На выходе первой и третьей станций контроля качества конвейерная лента может сместить объекты таким образом, что в процессе проверки они займут боковое положение относительно оси конвейера. В отличие от предшествующих устройств подобного типа устройство согласно настоящему изобретению позволяет проверить все поверхности цилиндрических объектов (за исключением поверхнос 5 10 15 20 " 25 30 35 40 45 50 55 12 ти в отверстии, если оно имеется). Кроме того, в процессе непрерывной работы устройства объекты поступают на станции контроля по одному, что облегчает отбраковку и повышает надежность правильности отбора дефектных изделий. На фиг.1 изображено устройство для контроля качества поверхности, вид сбоку; на фиг. 2 - поперечный разрез устройства по линии А-А на фиг.1; на фиг.З - поперечный разрез устройства, представленного на фиг.2. Устройство проверки поверхностных дефектов топливных таблеток 1 для ядерных реакторов, например спеченных топливных элементов газоохлаждаемых реакторов, содержит три станции контроля качества таблеток: первую станцию 2 контроля качества торцевой поверхности таблетки, вторую станцию 3 контроля криволинейной поверхности таблетки и третью станцию 4 контроля второй противоположной торцевой поверхности таблетки. Устройство имеет средство последовательного перемещения таблеток от одной станции к другой, выполненное в виде конвейера 5. Конвейер 5 смонтирован на опорной конструкции 6 и имеет фасонную верхнюю транспортирующую поверхность, образующую средства для переворачивания объекта с торца на бок и с бока на другой торец, выполненную в виде фасонных ступенек: ступенька 7 образует первый переворачивающий узел, изменяющий положение осей таблеток 1 с вертикального на горизонтальное, ступенька 8 образует второй переворачивающий узел, изменяющий положение осей таблеток с горизонтального на вертикальное. Первая станция 2 контроля качества содержит средство проверки качества первой торцевой поверхности таблетки 1, которое представляет собой измерительный прибор 9, описанный в [2]. Прибор 9 включает направляющую 10, которая имеет емкостный датчик (не показан), установленный в направляющей с возможностью расположения рядом с таблеткой 1 при ее перемещении конвейером 5 мимо измерительного прибора. Выход емкостного датчика связан с узлом обработки сигнала - процессором 11, способным обрабатывать показания емкостного датчика в цифровом виде. Первая станция 2 контроля включает также механизм 12 отбраковки, со входом которого связан выход узла 11 обработки сигнала и средство для обнаружения присутствия объекта вблизи станции 2, выполненное в виде оптического датчика 13 расстояния. 13 27073 Вторая станция 3 контроля качества криволинейной поверхности расположена после первой станции 2 и установлена таким образом, чтобы таблетки проходили мимо нее справа налево, как показано на 5 фиг.1. Средство вращения объекта при прохождении его через вторую станцию 3 образовано непрерывно движущейся лентой 14, охватывающей направляющие ролики 15 и 16, установленные на раме 10 17. Ролик 15 расположен ниже ролика 16. В результате этого лента 14, охватывающая ролики, образует наклонную плоскость, наклоненную относительно горизонтальной плоскости на угол, приблизитель- 15 но равный 30° (на фиг. 3: плоскость S плоскость ленты, Р - горизонтальная плоскость). Над верхней поверхностью ленты 14 поперек нее установлена направляющая штанга 18, имеющая возможность 20 задерживать таблетки 1 при их перемещении по ленте. Вторая станция 3 содержит также средство для сканирования оптического луча вдоль объекта, представляющее собой сканирующую лазерную систе- 25 му 19, которая также смонтирована на опорной конструкции 6. Лазерный луч 20 имеет возможность сканировать расстояние "а, - а2" между положениями, обозначенными пунктиром на фиг. 1, большее дли- 30 ны таблеток 1. Сканирующая лазерная система 19 имеет датчик 21 для обнаружения отклоненного луча 22, включающего отражения сканированного луча 20 каждой движущейся прямолинейно и вращающейся 35 таблеткой 1, и второй датчик 23 для обнаружения сканированного переданного луча 20, когда он не попадает на таблетку. Для этого в направляющей штанге 18 предусмотрен канал 25, выполненный соосно 40 с источником сканированного луча 20. По ходу луча между каналом 25 и датчиком 23 переданного луча 24 установлено зеркало 26 для отклонения лазерного луча 20 и направления его на датчик 23. Лазер- 45 ная система может иметь одно или несколько отклоняющих зеркал в зависимости от расположения датчика 23. Вторая станция 3 включает также процессор 27 для сравнения сигнала, приня- 50 того датчиком 21 или датчиком 23, с опорным сигналом. Процессор 27 связан электрически с механизмом 28 отбраковки для отделения отбракованных на станции 3 таблеток. В направляющей штанге 18 может 55 быть предусмотрено отверстие, через которое отбракованные таблетки попадают в бункер для бракованных таблеток. Третья станция 4 контроля качества содержит измерительный прибор 29, ана 14 логичный прибору 9 на первой станции 2 контроля. Прибор 29 имеет оптический датчик 30 положения, аналогичный датчику 13, емкостную измерительную головку 31, аналогичную измерительной головке 10, и узел обработки сигнала - процессор 32, аналогичный процессору 11. Аналогично процессор 32 связан электрически с механизмом 33 отбраковки, таким же, как и механизм 12. Конец конвейера 5 заходит в бункер-хранилище (не показан) или на следующую ступень технологического процесса. Узлы устройства, служащие для транспортировки, сбора и хранения таблеток1, включая и брак, могут быть помещены в безопасные укрытия с контролируемой атмосферой и системой фильтров для улавливания радиоактивных частиц. Устройство работает следующим образом. Таблетки 1 автоматически помещают на конвейер 5 и транспортируют их к первой станции 2 контроля качества. Оптический датчик 13 расстояния реагирует на присутствие таблетки и включает измерительный прибор 9 для проверки торцевой поверхности таблетки 1. Головка 10 измерительного прибора 9 измеряет емкость зазоров (номинально 1 мм) между головкой и проверяемой торцевой поверхностью таблетки, когда она проходит мимо головки 10. Если поверхность таблетки имеет дефект, т.е. изменяется расстояние между поверхностью таблетки и головкой, изменяется емкость датчика от установленного значения, возникающий при этом сигнал рассогласования записывается и обрабатывается в цифровом виде процессором 11. Если обнаруженный дефект имеет размер, превышающий установленную опорную величину, хранящуюся в памяти процессора, он выдает сигнал на механизм 12 отбраковки, который пневматическим толкателем (не показан) сбрасывает таблетку в бункер для брака (не показан), расположенный сбоку от конвейера 5. Таблетки, не отбракованные на первой станции, транспортируются конвейером 5 и, дойдя до ступеньки 7, переворачиваются набок так, что их оси располагаются горизонтально. При приближении таблеток ко второй станции 3 средство обнаружения наличия таблетки - оптический датчик (не показан) - включает ленту 14 транспортера и лазерную оптическую систему. Таблетки попадают на движущуюся ленту и' скатываются по ней до упора в направляющую штангу 18. Штанга 18 служит упором для таблетки, а 27073 движущаяся лента заставляет таблетку под действием сил трения поворачиваться вокруг своей оси, которая г«ои этом остается неподвижной. Лазерный луч 20 сканирует боковую поверхность таблетки по всей его длине Луч 20, не попавший на таблетку 1, направляется через канал 25 на зеркало 26 и, отразившись, преобразуется в отраженный луч 24, который воспринимается датчиком 23. Лазерный луч 20, попавший на таблетку, отражается от ее поверхности i i как отраженный луч 22 воспринимается датчиком 2 1 . По сигналам датчика 23 можно определить длину и положение таблетки. Слишком длинные или слишком короткие таблетки при сравнении полученного сигнала с опорным в процессоре 27 отбраковываются механизмом 28 отбраковки. Если таблетка содержит "концевую" выемку на своей торцевой или боковой поверхности, измеренная длина, полученная при сравнении сигнала датчика 23 с сигналом датчика 2 1 , будет отличаться от установленной нормы, таблетка будет определена как "Брак". Если таблетка имеет царапины или другие дефекты на ее поверхности, лазерный луч 20 будет рассеиваться этими дефектами и сигнал, обнаруженный датчиком 21 отраженного луча, будет значительно ослаблен. Размер дефекта может быть измерен путем подачи выходного сигнала датчика 21 на процессор 27, который осуществляет преобразование полученного сигнала в дискретную величину рассеивания луча 20. 5 10 15 20 25 30 35 16 Калькулятор, которым оснащен процессор, подсчитывает площадь дефектной поверхности. Дискретная величина сравнивается с заданной установленной опорной величиной. Дефекты криволинейной поверхности, превышающие установленную длину и/или площадь, вызывают сигналы процессора 27 на включение механизма 28 отбраковки. Механизм отбраковки отправляет бракованую таблетку в бункер брака через отверстие в направляющей штанге (не показана) Таблетки, прошедшие вторую станцию 3 контроля качества, проходя через ступеньку 8, поворачиваются на ней с бокового положения на торцевую поверхность, которая была проверена на первой станции 2 контроля, и далее подаются конвейером 5 на третью станцию 4 контроля качества. Третья станция 4 контроля работает аналогично первой станции. Оптический датчик положения 30 включает измерительный прибор 29 для проверки второй торцевой поверхности, головка 31 измерительного прибора измеряет емкость зазоров между головкой и торцом, выходной сигнал рассогласования передается на процессор 32, который обрабатывает сигнал и, в случае обнаружения дефекта, процессор 32 запускает механизм 33 отбраковки, удаляющий бракованые таблетки в бункер брака. Проверенные таблетки достигают конца конвейера 5 и передаются в промежуточный бункер-хранилище или на следующую ступень технологического процесса. ZLOLZ \ 27073 Фиг. 2 I 27073 со oo e Упорядник Техред М. Келемеш Коректор А.Маковська Замовлення 550 Тираж Підписне Державне патентне відомство України, 254655, ГСП, Київ-53, Львівська пл., 8 Відкрите акціонерне товариство "Патент", м. Ужгород, вул. Гагаріна, 101 ґ
ДивитисяДодаткова інформація
Назва патенту англійськоюAppliance for reveal of surface defects
Автори англійськоюRace Thomas Gerard
Назва патенту російськоюУстройство для выявления поверхностных дефектов
Автори російськоюРайс Томас Жерард
МПК / Мітки
МПК: G01N 21/93, G21C 17/06, G01B 11/30, G01N 21/88, G01N 21/952
Мітки: дефектів, пристрій, поверхневих, виявлення
Код посилання
<a href="https://ua.patents.su/12-27073-pristrijj-dlya-viyavlennya-poverkhnevikh-defektiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виявлення поверхневих дефектів</a>
Пристрій для автоматичного контролю поверхневих дефектів
Номер патенту: 20913
Опубліковано: 07.10.1997
Автори: Соловей Володимир Олексійович, Путятін Євгеній Петрович, Борисенко Олексій Андрійович
МПК: G01N 21/88
Мітки: автоматичного, поверхневих, дефектів, пристрій, контролю
Формула / Реферат:
Устройство для автоматического контроля поверхностных дефектов, содержащее телекамеру, компаратор, схему совпадения, выход которой соединен с первым входом схемы вывода, счетчик строк, выход которого соединен с входом дешифратора, счетчик адреса, выход которого соединен с входом блока памяти, второй выход которого соединен с первым входом счетчика приращений, второй вход и второй выход соединены с первым выходом и третьим входом первой схемы...
Спосіб виявлення дефектів у вивідних колах інтегральних схем
Номер патенту: 11101
Опубліковано: 25.12.1996
Автори: Чекмезов Олександр Миколайович, Ілюк Ігор Євгенович, Молчанов Костянтин Вікторович, Бідник Дмитро Ілліч, Пенцак Іван Борисович
МПК: G01R 31/28
Мітки: вивідних, виявлення, дефектів, інтегральних, спосіб, колах, схем
Формула / Реферат:
(57) Способ обнаружения дефектов в выводных цепях интегральных схем, включающий разделение выводов на группы, подачу на объект контроля испытательного напряжения, регистрацию величины тока на выводах объекта контроля, сравнение полученного результата со значением тока утечки и отбраковку, отличающийся тем, что величину испытательного напряжения выбирают из соотношения0.1 UH =>Uи=>(1+0,02K)Ukгде Uн - номинальное напряжение,...
Спосіб виявлення підповерхневих дефектів в заварному шві
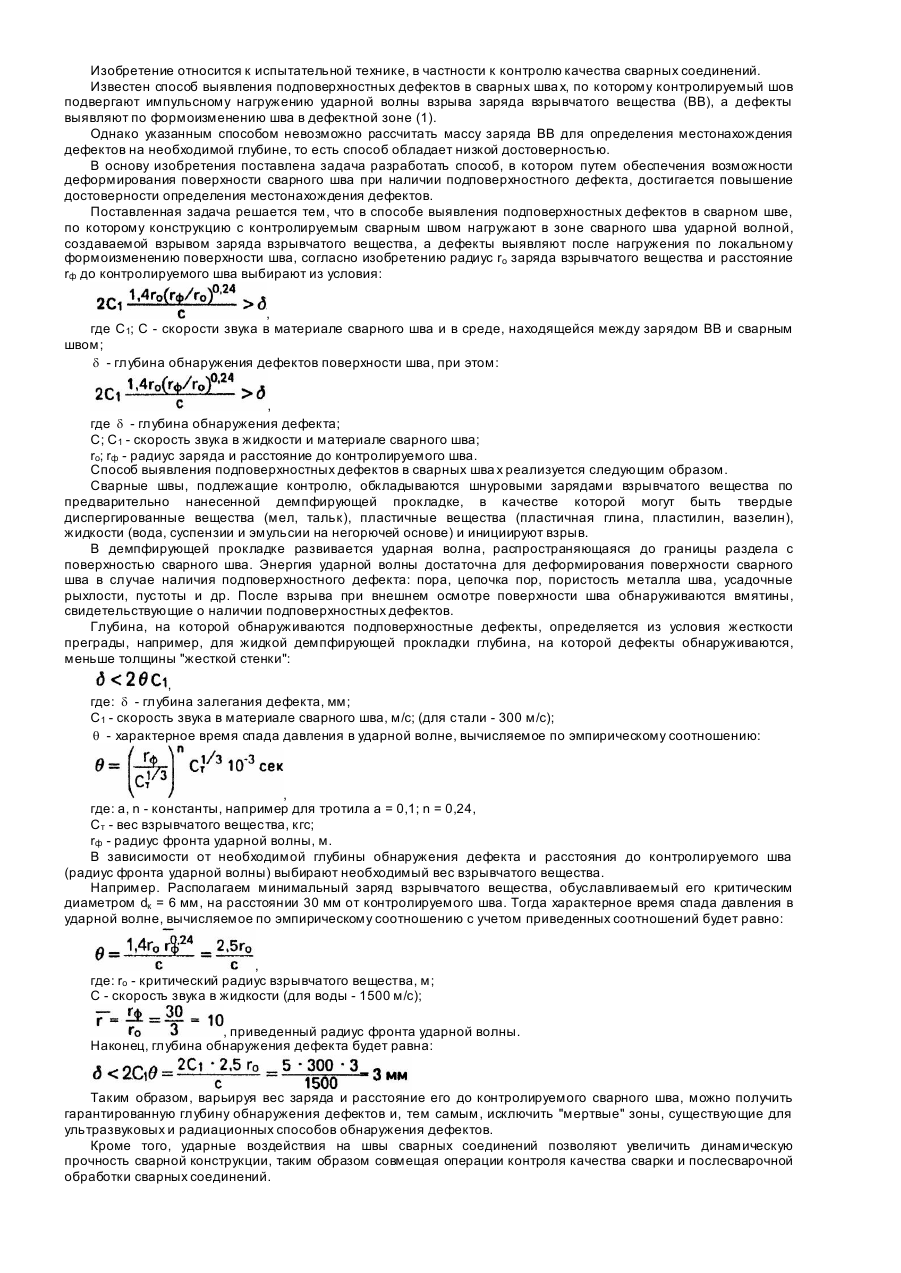
Номер патенту: 4623
Опубліковано: 28.12.1994
Автори: Лук'яненко Євген Петрович, Мельник Михайло Митрофанович, Герзон Михайло Іосифович
МПК: G01N 19/00, G01N 3/30
Мітки: дефектів, підповерхневих, виявлення, спосіб, заварному, шві
Формула / Реферат:
Способ выявления подповехностных дефектов в сварном шве, по которому конструкцию с контролируемым сварным швом нагружают в зоне сварного шва ударной волной, создаваемой взрывом заряда ВВ, а дефекты выявляют после нагружения по локальному формоизменению поверхности шва, отличающийся тем, что радиус rо заряда ВВ и расстояние rф до контролируемого шва выбирают из условия:,где С1, с - скорости звука в материале сварочного шва и в...
Пристрій на поверхневих акустичних хвилях
Номер патенту: 20911
Опубліковано: 07.10.1997
Автори: Власенко Віктор Олексійович, Калашников Олександр Миколайович, Назаренко Аскольд Федорович
МПК: H03H 9/145
Мітки: акустичних, поверхневих, хвилях, пристрій
Формула / Реферат:
Устройство на поверхностных акустических волнах, содержащее пьезоэлектрический звукопровод и расположенные на его поверхности три встречно-штыревые преобразователя, соответствующие суммирующие шины которых соединены с общим проводом, а также усилитель и регулируемый фазовращатель, при этом выход усилителя соединен с входом регулируемого фазовращателя, вторая суммирующая шина первого ВШП соединена с входом устройства, вторая суммирующая шина...
Пристрій для вимірювання лінійних розмірів об’єкту
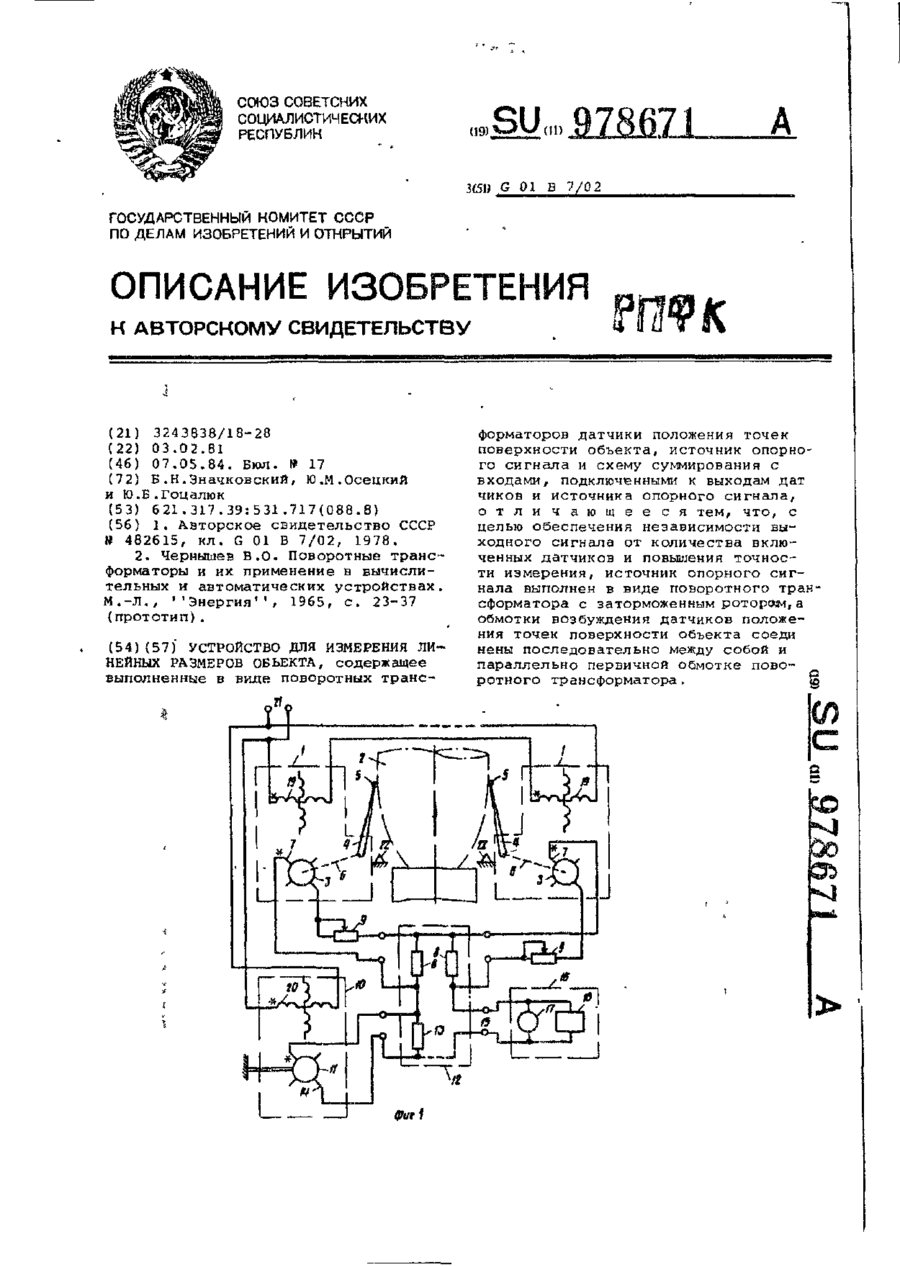
Номер патенту: 5080
Опубліковано: 28.12.1994
Автори: Осецький Юрій Михайлович, Гоцалюк Юрій Борисович, Значковський Борис Миколайович
МПК: G01B 7/02, G01B 11/00
Мітки: об'єкту, лінійних, вимірювання, пристрій, розмірів
Формула / Реферат:
Устройство для измерения линейных размеров объектов, содержащее выполненные в виде поворотных трансформаторов датчики положения точек поверхности объекта, источник опорного сигнала и схему суммирования со входами, подключенными к выходам датчиков и источника опорного сигнала, отличающееся тем, что, с щелью обеспечения независимости выходного сигнала от количества включенных датчиков и повышения точности измерения, источник опорного...
Попередній патент: Спосіб профілактики та лікування серцево-судинних захворювань
Наступний патент: Спосіб генерування високовольтних імпульсів та генератор імпульсних напруг для його здійснення
Випадковий патент: Спосіб переробки хлориду амонію карбонатною сировиною