Пристрій для ротаційного штампування і спосіб ротаційного штампування

Формула / Реферат
1. Пристрій для ротаційного штампування заготовки, що рухається з постійною лінійною швидкістю, який має пару нижніх і верхніх штампових несучих засобів, кожен із яких змонтований з можливістю обертання так, що вони можуть повертатися разом з протилежних боків заготовки, і що має множину штампових тримачів, змонтованих із можливістю хитання на кожному з штампових несучих засобів, причому штампові тримачі пристосовані так, щоб мати можливість хитатися у напрямку до і від їх штампових несучих засобів навколо осей, які радіально зміщені відносно осі їх штампового несучого засобу, і адаптовані для утримання верхніх і нижніх штампів, і привідний механізм для приведення в рух верхніх і нижніх штампових несучих засобів, при якому штампові тримачі забезпечують входження в контакт верхніх и нижніх штампів з протилежних боків заготовки і штампування заготовки при обертанні штампових тримачів, який відрізняється тим, що містить пари спрямовуючих роликів, які спрямовують штампові тримачі й змонтовані на спільній осі поряд один з одним на кожному штамповому тримачі і розташовані біля передньої або задньої кромки відповідного штампового тримача; спрямовуючі плити впродовж одного кінця штампового несучого засобу і спрямовуючі пази, виконані у кожній спрямовуючій плиті, для розміщення згаданих пар спрямовуючих роликів, внутрішні і зовнішні спрямовуючі поверхні у згаданих спрямовуючих пазах, при цьому один із спрямовуючих роликів знаходиться у контакті з одною внутрішньою або зовнішньою спрямовуючою поверхнею, а другий, зі спрямовуючих роликів штампових тримачів, знаходиться у контакті з другою внутрішньою або зовнішньою спрямовуючою поверхнею.
2. Пристрій для ротаційного штампування по п. 1, який відрізняється тим, що самі вказані штампові тримачі змонтовані з можливістю обертання на зовнішніх підшипниках із кожного боку кожного штампового тримача, причому зовнішні підшипники вмонтовані у відповідні праву і ліву частини відповідного штампового несучого засобу.
3. Пристрій для ротаційного штампування по п. 2, який відрізняється тим, що спрямовуючі ролики прикріплені до зовнішнього підшипника штампових тримачів.
4. Пристрій для ротаційного штампування по п. 3, який відрізняється тим, що кінцеві ділянки штампових несучих засобів виконані з кінцевими виступними осьовими підшипниками, при цьому вказані осьові підшипники входять у гнізда підшипників у правій і лівій опорних плитах.
5. Пристрій для ротаційного штампуванняпо п. 4, який відрізняється тим, що містить дві спрямовуючі плити, причому кожна спрямовуюча плита змонтована між відповідним кінцем штампових несучих засобів і прилеглою боковою опорною плитою, і засоби у вигляді отворів, які проходять через спрямовуючі плити.
6. Пристрій для ротаційного штампування по п. 5, який відрізняється тим, що містить виштовхувальну систему для виштовхування поковок, яка містить виштовхувальні штифти, змонтовані з можливістю ковзання у кожному з нижніх штампів, виштовхувальні пластини, які з'єднані з виштовхувальними штифтами, і привідний механізм виштовхувача, який з'єднаний з виштовхувальною пластиною так, щоб викликати спрацьовування штифтів, коли нижній штамповий тримач опиняється у нижньому положенні при обертанні нижнього штампового несучого засобу.
7. Пристрій для ротаційного штампування по п. 5, який відрізняється тим, що містить засіб узгодження лінійних швидкостей, який містить ведучу шестерню для приведення до руху одного з верхнього й нижнього штампових несучих засобів, при цьому ведуча шестерня змонтована на одній з осей несучого засобу так, що має місце визначений люфт між шестернею й віссю, і пружину, яка утримує шестерню при обертанні у заданому положенні відносно осі, причому ця пружина є здатною зміщатися, допускаючи відносний зсув вала й шестерні і забезпечуючи тим самим миттєве узгодження лінійних швидкостей верхніх і нижніх штампів, що змикаються, з лінійною швидкістю заготовки.
8. Спосіб ротаційного штампування смуги листової заготовки, що рухається з постійною лінійною швидкістю, в якому смугу листової заготовки переміщують з постійною швидкістю між парою нижніх і верхніх штампових несучих засобів, кожен з яких змонтований з можливістю обертання з протилежних боків заготовки, і має множину штампових тримачів, змонтованих з можливістю хитання на кожному зі штампових несучих засобів, щоб мати можливість хитатися навколо осей, які радіально зміщені відносно осі їх штампового несучого засобу, послідовно узгоджують взаємне положення згаданої смуги і пари верхніх і нижніх штампів, що закріплені у штампових тримачах, захоплюють і деформують смугу, змикаючи згадану пару штампів, і звільнюють смугу після деформування, розмикаючи згадані штампи, який відрізняється тим, що узгоджують взаємне положення згаданої смуги і пари верхніх і нижніх штампів тим, що спрямовують штампові тримачі, у яких закріплені згадані штампи, парою спрямовуючих роликів, які монтують на спільній осі один поряд з одним на кожному вказаному штамповому тримачі, розташовують біля кожного кінця відповідного штампового тримача і переміщують по спрямовуючих пазах, які виконують у спрямовуючих плитах для розміщення пар спрямовуючих роликів, причому спрямовуючі пази мають внутрішні й зовнішні спрямовуючі поверхні, при цьому один із спрямовуючих роликів знаходиться у контакті з одною внутрішньою або зовнішньою спрямовуючою поверхнею, а другий з спрямовуючих роликів знаходиться у контакті з другою внутрішньою або зовнішньою спрямовуючою поверхнею.
9. Спосіб ротаційного штампування по п. 8, який відрізняється тим, що після звільнення смуги від штампів виштовхують поковки із нижніх штампів виштовхувальними штифтами, змонтованими з можливістю ковзання у кожному з нижніх штампів, виштовхувальними пластинами, які зв'язані зі згаданими штифтами, і привідним засобом виштовхувача, який зв'язаний зі згаданими пластинами так, що при обертанні нижнього штампового несучого засобу штифти спрацьовують, коли нижній штамповий тримач опиняється у нижньому положенні.
10. Спосіб ротаційного штампування по п. 8, який відрізняється тим, що узгоджують лінійні швидкості верхніх і нижніх штампових тримачів із постійною лінійною швидкістю заготовки при захопленні смуги листової заготовки парою верхніх і нижніх штампів і звільненні її під час розмикання штампів тим, що створюють люфт між ведучою шестернею й віссю несучого засобу для забезпечення такого лінійного положення верхнього й нижнього штампів, яке потрібне для їх самопідстроювання під лінійну швидкість смуги листового матеріалу.
Текст
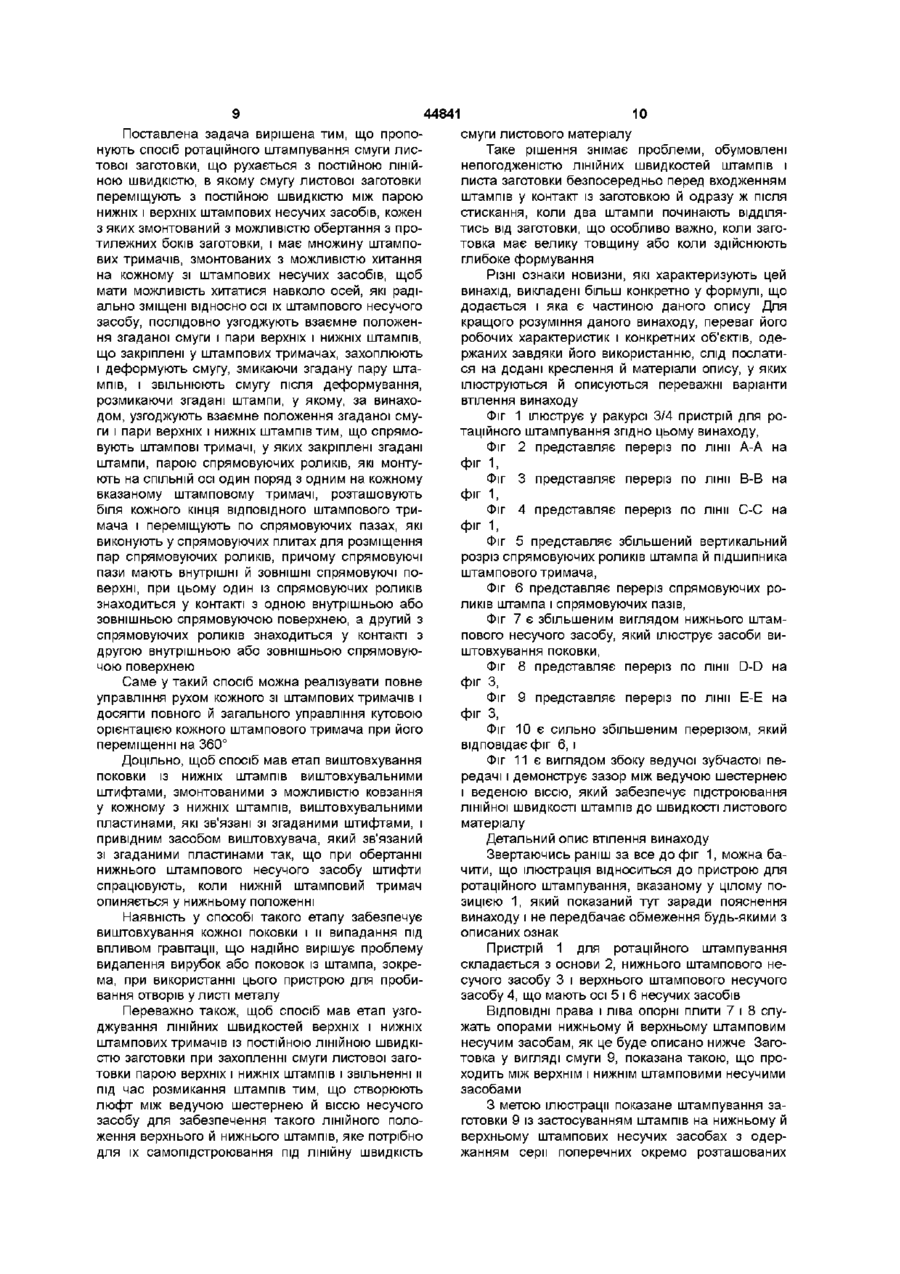
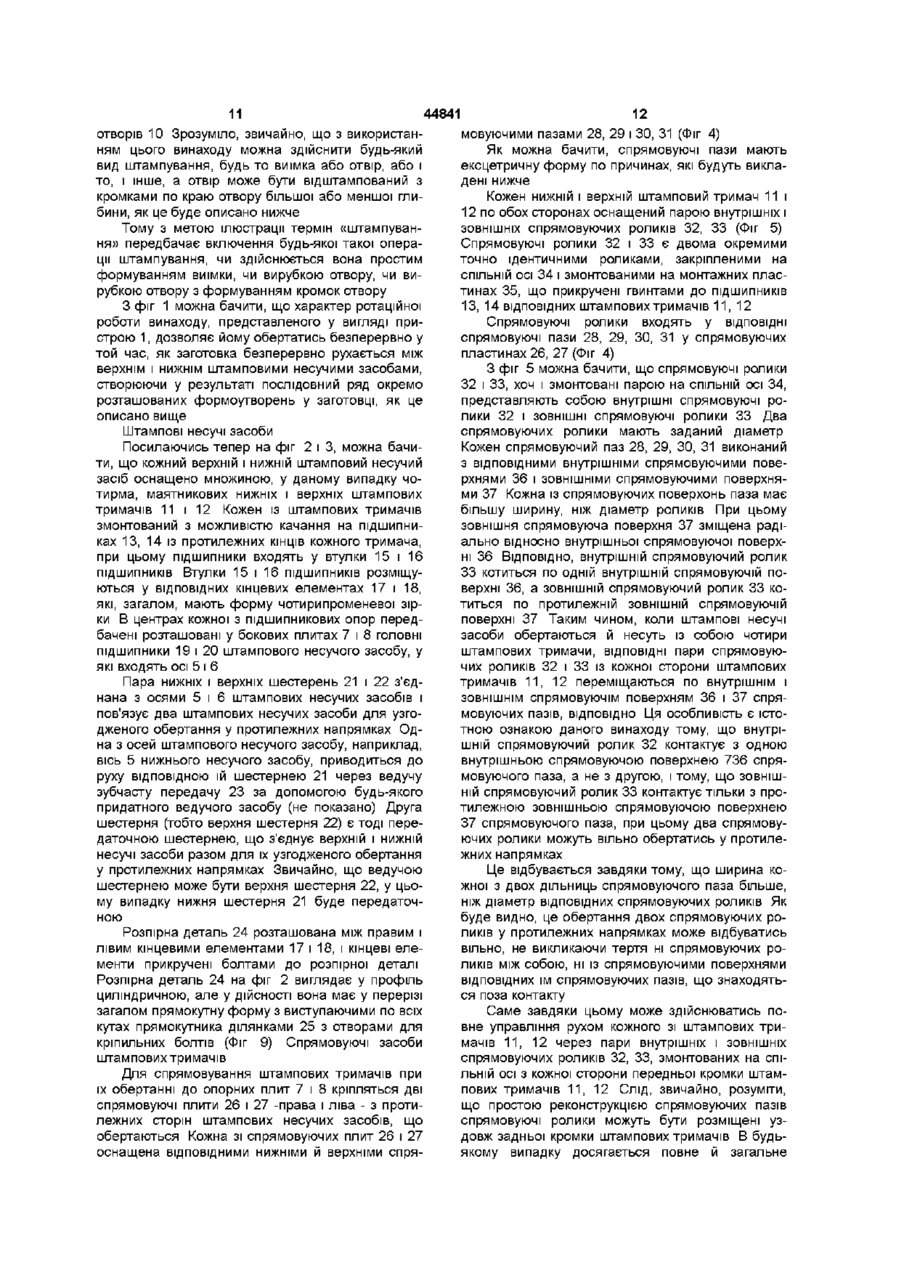
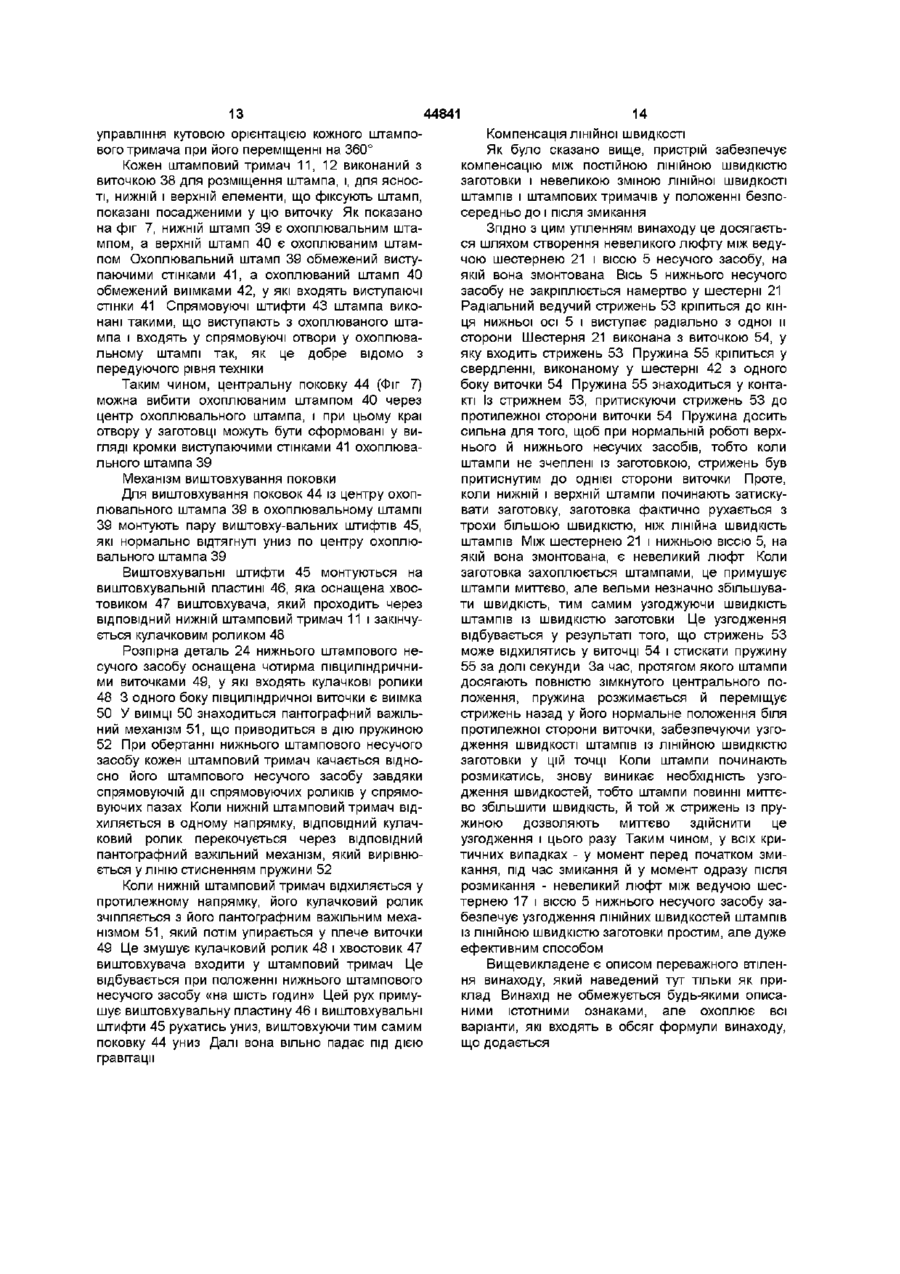
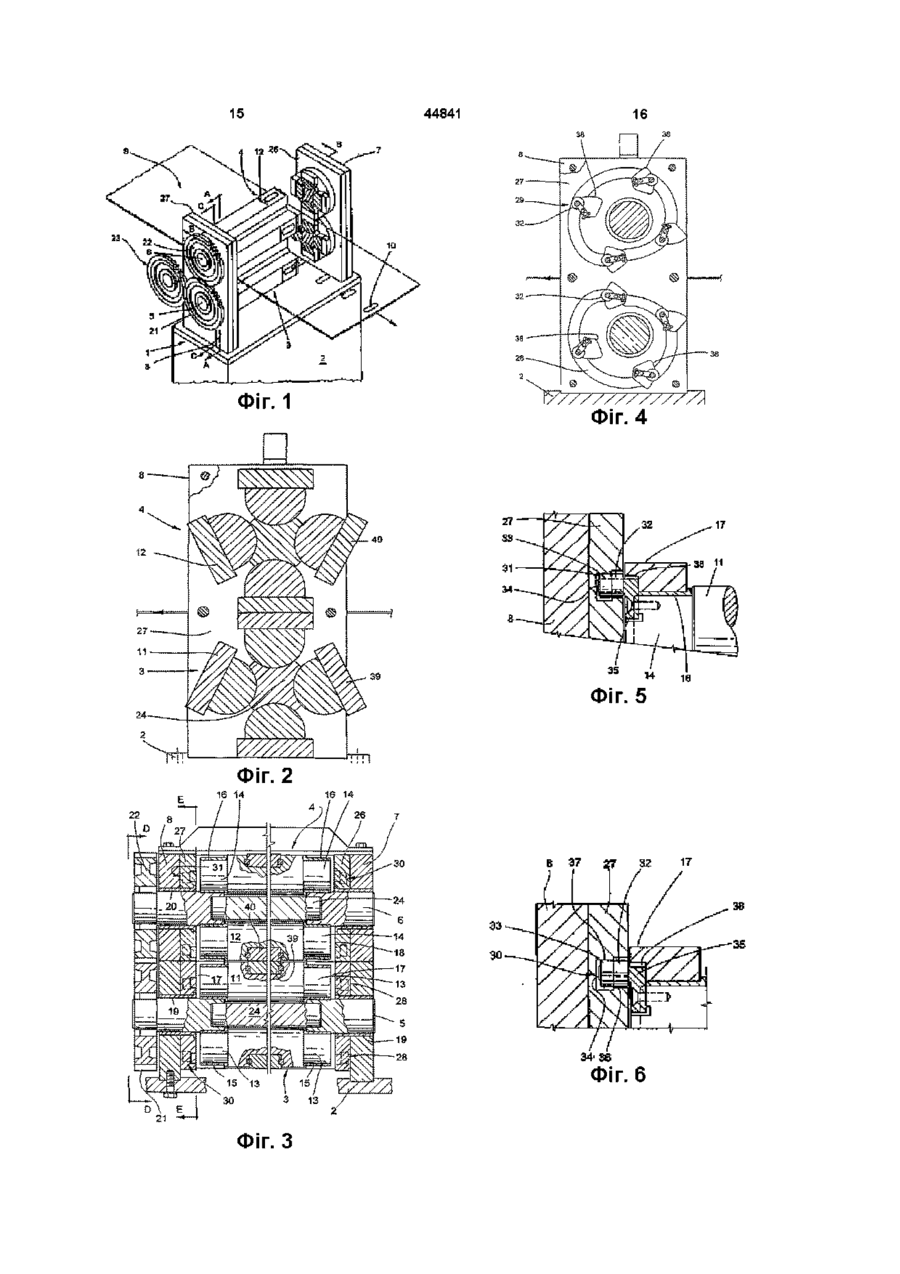
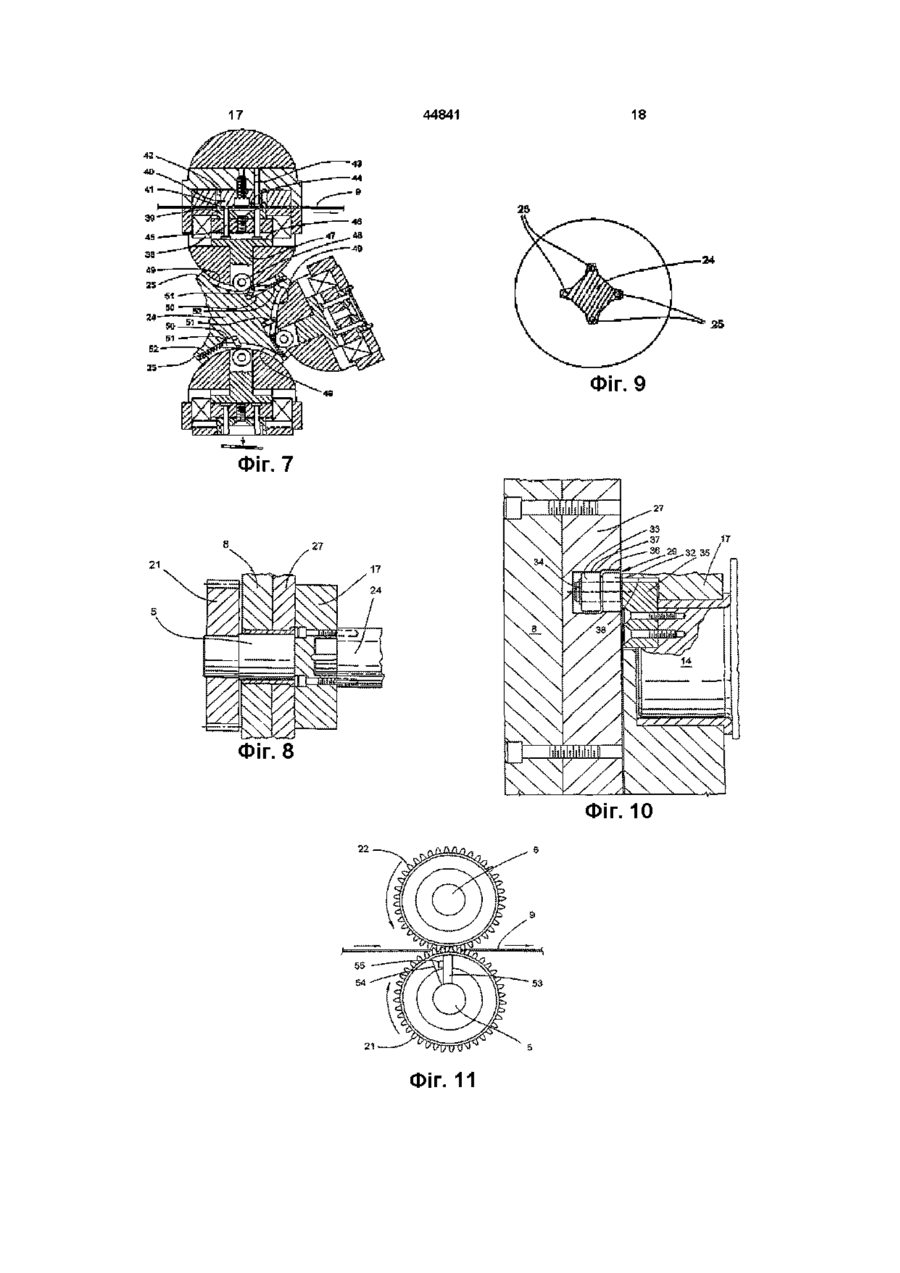
1 Пристрій для ротаційного штампування заготовки, що рухається з постійною ЛІНІЙНОЮ ШВИД КІСТЮ, який має пару нижніх і верхніх штампових несучих засобів, кожен із яких змонтований з можливістю обертання так, що вони можуть повертатися разом з протилежних боків заготовки, і що має множину штампових тримачів, змонтованих із можливістю хитання на кожному з штампових несучих засобів, причому штампові тримачі пристосовані так, щоб мати можливість хитатися у напрямку до і від їх штампових несучих засобів навколо осей, які радіально зміщені відносно осі їх штампового несучого засобу, і адаптовані для утримання верхніх і нижніх штампів, і привідний механізм для приведення в рух верхніх і нижніх штампових несучих засобів, при якому штампові тримачі забезпечують входження в контакт верхніх и нижніх штампів з протилежних боків заготовки і штампування заготовки при обертанні штампових тримачів, який відрізняється тим, що містить пари спрямовуючих роликів, які спрямовують штампові тримачі й змонтовані на СПІЛЬНІЙ ОСІ поряд один з одним на кожному штамповому тримачі і розташовані біля передньої або задньої кромки ВІДПОВІДНОГО штампового тримача, спрямовуючі плити впродовж одного кінця штампового несучого засобу і спрямовуючі пази, виконані у кожній спрямовуючій плиті, для розміщення згаданих пар спрямовуючих роликів, внутрішні і ЗОВНІШНІ спрямовуючі поверхні у згаданих спрямовуючих пазах, при цьому один із спрямовуючих роликів знаходиться у контакті з одною внутрішньою або зовнішньою спрямовуючою поверхнею, а другий, зі спрямовуючих роликів штампових тримачів, знаходиться у контакті з другою внутрішньою або зовнішньою спрямовуючою поверхнею 2 Пристрій для ротаційного штампування по п 1, який відрізняється тим, що самі вказані штампові тримачі змонтовані з можливістю обертання на ЗОВНІШНІХ підшипниках із кожного боку кожного штампового тримача, причому ЗОВНІШНІ ПІДШИПНИ КИ вмонтовані у ВІДПОВІДНІ праву і ліву частини ВІДПОВІДНОГО штампового несучого засобу 3 Пристрій для ротаційного штампування по п 2, який відрізняється тим, що спрямовуючі ролики прикріплені до зовнішнього підшипника штампових тримачів 4 Пристрій для ротаційного штампування по п З, який відрізняється тим, що кінцеві ділянки штампових несучих засобів виконані з кінцевими виступними осьовими підшипниками, при цьому вказані осьові підшипники входять у гнізда ПІДШИПНИКІВ у правій і ЛІВІЙ опорних плитах 5 Пристрій для ротаційного штампування по п 4, який відрізняється тим, що містить дві спрямовуючі плити, причому кожна спрямовуюча плита змонтована між ВІДПОВІДНИМ кінцем штампових несучих засобів і прилеглою боковою опорною плитою, і засоби у вигляді отворів, які проходять через спрямовуючі плити 6 Пристрій для ротаційного штампування по п 5, який відрізняється тим, що містить виштовхувальну систему для виштовхування поковок, яка містить виштовхувальні штифти, змонтовані з можливістю ковзання у кожному з нижніх штампів, виштовхувальні пластини, які з'єднані з виштовхувальними штифтами, і привідний механізм виштовхувача, який з'єднаний з виштовхувальною пластиною так, щоб викликати спрацьовування штифтів, коли нижній штамповий тримач опиняється у нижньому положенні при обертанні нижнього штампового несучого засобу 7 Пристрій для ротаційного штампування по п 5, який відрізняється тим, що містить засіб узгодження ЛІНІЙНИХ швидкостей, який містить ведучу шестерню для приведення до руху одного з верхнього й нижнього штампових несучих засобів, при цьому ведуча шестерня змонтована на одній з осей несучого засобу так, що має місце визначений люфт між шестернею й віссю, і пружину, яка утримує шестерню при обертанні у заданому положенні відносно осі, причому ця пружина є здатною зміщатися, допускаючи відносний зсув вала й шестерні і забезпечуючи тим самим миттєве узгодження ЛІНІЙНИХ швидкостей верхніх і нижніх шта О 00 44841 мпів, що змикаються, з ЛІНІЙНОЮ ШВИДКІСТЮ заготовки 8 Спосіб ротаційного штампування смуги листової заготовки, що рухається з постійною ЛІНІЙНОЮ ШВИДКІСТЮ, в якому смугу листової заготовки переміщують з постійною швидкістю між парою нижніх і верхніх штампових несучих засобів, кожен з яких змонтований з можливістю обертання з протилежних боків заготовки, і має множину штампових тримачів, змонтованих з можливістю хитання на кожному зі штампових несучих засобів, щоб мати можливість хитатися навколо осей, які радіально зміщені відносно осі їх штампового несучого засобу, послідовно узгоджують взаємне положення згаданої смуги і пари верхніх і нижніх штампів, що закріплені у штампових тримачах, захоплюють і деформують смугу, змикаючи згадану пару штампів, і звільнюють смугу після деформування, розмикаючи згадані штампи, який відрізняється тим, що узгоджують взаємне положення згаданої смуги і пари верхніх і нижніх штампів тим, що спрямовують штампові тримачі, у яких закріплені згадані штампи, парою спрямовуючих роликів, які монтують на СПІЛЬНІЙ ОСІ ОДИН поряд з одним на кожному вказаному штамповому тримачі, розташовують біля кожного кінця ВІДПОВІДНОГО штампового тримача і переміщують по спрямовуючих пазах, які виконують у спрямовуючих плитах для розміщення пар спрямовуючих роликів, причому спрямовуючі пази мають внутрішні й ЗОВНІШНІ спрямовуючі поверхні, при цьому один із спрямовуючих роликів знаходиться у контакті з одною внутрішньою або зовнішньою спрямовуючою поверхнею, а другий з спрямовуючих роликів знаходиться у контакті з другою внутрішньою або зовнішньою спрямовуючою поверхнею 9 Спосіб ротаційного штампування по п 8, який відрізняється тим, що після звільнення смуги від штампів виштовхують поковки із нижніх штампів виштовхувальними штифтами, змонтованими з можливістю ковзання у кожному з нижніх штампів, виштовхувальними пластинами, які зв'язані зі згаданими штифтами, і привідним засобом виштовхувача, який зв'язаний зі згаданими пластинами так, що при обертанні нижнього штампового несучого засобу штифти спрацьовують, коли нижній штамповий тримач опиняється у нижньому положенні 10 Спосіб ротаційного штампування по п 8, який відрізняється тим, що узгоджують ЛІНІЙНІ швидкості верхніх і нижніх штампових тримачів із постійною ЛІНІЙНОЮ швидкістю заготовки при захопленні смуги листової заготовки парою верхніх і нижніх штампів і звільненні її під час розмикання штампів тим, що створюють люфт між ведучою шестернею й віссю несучого засобу для забезпечення такого ЛІНІЙНОГО положення верхнього й нижнього штампів, яке потрібне для їх самопідстроювання під лінійну швидкість смуги листового матеріалу Винахід відноситься до пристрою для ротаційного штампування, для надання визначеної конфігурації смузі листового матеріалу при и безперервному просуванні уздовж лінії штампування, і до способу ротаційного штампування Надання визначеної конфігурації може передбачати створення поглиблень, отворів або будь-яких інших форм, які можна відштампувати у такій смузі листового матеріалу Штампування визначених конфігурацій або отворів у смузі листового матеріалу, що рухається, у минулому звичайно обмежувалась створенням поздовжніх форм шляхом так званого профілювання Були запропоновані різні варіанти способів штампування отворів або форм поперечної конфігурації у смузі матеріалу, що рухається У простих випадках уздовж виробничої лінії розміщують ряд стаціонарних пресів і відрізок смуги матеріалу переміщають у режимі «старт-стоп» Кожен раз матеріал зупиняється у суміщеному з пресом положенні, прес змикається й формує задану конфігурацію, після чого прес розмикається й матеріал знову переміщується Проте, ці системи працюють відносно повільно, оскільки для кожного формоутворення матеріал повинен зупинятись у кожному пресі і потім знову починати переміщення пристрої з літаючими штампами можна розміщувати пробійні або формуючі штампи різної форми, і смуга матеріалу може повільно переміщатися через цей пристрій з літаючими штампами Шляхом ВІДПОВІДНИХ механізмів переміщення штампи у штампувальному пристрої спочатку прискорюються до швидкості матеріалу, що рухається Потім вони змикаються на матеріалі, який продовжує рухатись Потім штампи повинні знову розімкнутись і повернутись у вихідне положення Ця система знов-таки працює відносно повільно, оскільки пристрій з літаючими штампами повинен постійно повторювати рух уперед і назад уздовж напрямку руху листа металу Найбільш близьким за сукупністю суттєвих ознак до заявленого винаходу є описаний у патенті СІЛА № 4,732,028 від 22 03 1988 р , винахідник Е R Bodnar, пристрій для ротаційного штампування заготовки, що рухається з постійною ЛІНІЙНОЮ ШВИДКІСТЮ, який має пару нижніх і верхніх штампових несучих засобів, кожен із яких змонтований з можливістю обертання так, що вони можуть повертатися разом з протилежних боків заготовки, і що має множину штампових тримачів, змонтованих із можливістю качання на кожному з штампових несучих засобів, причому штампові тримачі пристосовані так, щоб мати можливість качатись у напрямку до і від їх штампових несучих засобів кругом осей, які радіальне зміщені відносно осі їх штампового несучого засобу, і адаптовані для утримання верхніх і нижніх штампів, і привід Іншою системою є застосування літаючих штампів Ці літаючі штампи чимось подібні літаючим ножицям, використовуваним при профілюванні смуги матеріалу, що безперервно рухається На 44841 ний механізм для приведення в рух верхніх і нижніх штампових несучих засобів, при якому штампові тримачи забезпечують входження в контакт верхніх и нижніх штампів з протилежних боків заготовки і штампування заготовки при обертанні штампових тримачів У цьому пристрої верхні й нижні ротаційні несучі засоби мають бути точно синхронізовані, щоб забезпечити змикання й розмикання кожної пари штампів на листі металу у точно суміщеному положенні Проте, ця система вимагає, щоб кожен із штампових тримачів мав можливість обертання відносно ротаційних несучих засобів Отже, тут слід передбачити якийсь вид спрямовуючих засобів для спрямовування ротаційних штампових тримачів так, щоб вони суміщалися один з одним точно перед змиканням на металі і залишались суміщеними до тих пір, поки вони знову не розімкнуться Згаданий пристрій передбачає напрямні штампових тримачів, які направляють передню й задню кромку кожного штампового тримача за допомогою спрямовуючих штифтів і кінцевих спрямовуючих кулачків для спрямування вказаних штифтів так, щоб забезпечити таке суміщення Кінцеві спрямовуючі кулачки розміщені з протилежних КІНЦІВ штампових тримачів Один спрямовуючий кулачок направляє передні спрямовуючі штифти, а другий спрямовуючий кулачок направляє задній спрямовуючий штифт кожного штампового тримача Тому цей пристрій є досить складним за конструкцією, а також у складанні й налагодженні Іншою проблемою у цьому пристрої є те, що вирубки або поковки або листи металу, які вирубують з отвору при використанні цього пристрою для пробивання отворів у листі металу, мають тенденцію залишатись у штампах і забезпечити їх видалення досить важко Самі штампові несучі засоби монтуються з можливістю обертання на підшипниках із кожної сторони несучих засобів і, ВІДПОВІДНО, приводяться до руху шляхом шестеренчастих засобів, відомих із передуючого рівня техніки Проте, штампові тримачі кріпляться звичайно у поперечних пазах півциліндричної форми, які виконані по довжині штампових несучих засобів, і, як було встановлено, змазування півциліндричних пазів при одночасному підтриманні їх вільними від забруднень є у деякій мірі проблемою Ще одною проблемою, яка пов'язана з вищеописаним пристроєм, є проблема узгодження обертального руху штампів із ЛІНІЙНИМ переміщенням заготовки Лінійне переміщення заготовки є постійним і незмінним Одночасно є очевидним, що обертальний рух штампових тримачів і їх штампів зумовлює деяке змінення їх лінійної швидкості у момент безпосередньо перед їх контактом із заготовкою, під час контакту й у той момент, коли штампи знову розходяться після контакту із заготовкою Під час щільного контакту по центру штампи, природно, переміщуються з тією ж ЛІНІЙНОЮ швидкістю, що і смуга листового металу, і, для даного випадку, в тому ж самому лінійному напрямку Проте, безпосередньо перед входженням штампів у контакт із заготовкою вони все ще рухаються під кутом до заготовки Тому лінійна швидкість двох штампів у цій точці трохи менша, ніж лінійна швидкість заготовки Точно так, після стискання, коли два штампи починають ВІДДІЛЯТИСЬ від заготовки, їх лінійна швидкість відносно заготовки має тенденцію до зниження Цей ефект не має великого значення, коли заготовка тонка, і коли глибина формування відносно мала Проте, при більшій товщині заготовки або при більшій глибині формування знижена відносно заготовки швидкість штампів до і після змикання штампів буде приводити до пошкодження заготовки або штампів, або і того, і другого В результаті слід ужити деякі заходи для узгодження ЛІНІЙНОГО переміщення штампів відносно заготовки таким чином, щоб вони могли тимчасово прискорити свій рух безпосередньо перед змиканням і знову прискорити свій рух безпосередньо після розмикання Найбільш близьким за сукупністю суттєвих ознак до заявленого винаходу є також описаний у патенті США № 4,732,028 від 22 03 1988 р спосіб ротаційного штампування смуги листової заготовки, що рухається з постійною ЛІНІЙНОЮ ШВИДКІСТЮ, який включає етапи переміщення смуги листової заготовки з постійною швидкістю між парою нижніх і верхніх штампових несучих засобів, кожен з яких змонтований з можливістю обертання з протилежних боків заготовки, і має множину штампових тримачів, змонтованих з можливістю качання на кожному зі штампових несучих засобів, щоб мати можливість качатись кругом осей, які радіальне зміщені відносно осі їх штампового несучого засобу, послідовного захоплювання і штампування смуги листової заготовки між парою верхніх і нижніх штампів на штампових несучих засобів Цей спосіб має вади, які обумовлені вищеописаними вадами пристрою, який використовують для його здійснення А саме, відсутність можливості узгодження обертального руху штампів із ЛІНІЙНИМ переміщенням заготовки, складне регулювання спрямовування ротаційних штампових тримачів через складну конструкцію спрямовуючих засобів, труднощі видалення вирубок або поковок із штампа при використанні цього способу і цього пристрою для пробивання отворів у листі металу, й, зрештою, проблема змащування і забруднення спрямовуючих пазів штампових тримачів У зв'язку зі сказаним в основу винаходу поставлено задачу створити ротаційний пристрій для штампування смуги листового матеріалу, яка безперервно рухається, у якому, завдяки змінам у конструкції, поліпшений режим роботи штампових несучих засобів і штампових тримачів, усунута проблема забруднення й змащування, у якому вирішена проблема виштовхування поковок, у якому вирішені проблеми, пов'язані з узгодженням швидкостей штампів і листового матеріалу, і у якому спрямовування штампових тримачів здійснюється більш простим і більш ефективним чином Поставлена задача вирішена тим, що пропонують пристрій для ротаційного штампування заготовки, що рухається з постійною ЛІНІЙНОЮ ШВИДКІСТЮ, який має пару нижніх і верхніх штампових несучих засобів, кожен із яких змонтований з можливістю обертання так, що вони можуть поверта 44841 тися разом з протилежних боків заготовки, і що має множину штампових тримачів, змонтованих із можливістю хитання на кожному з штампових несучих засобів, причому штампові тримачі пристосовані так, щоб мати можливість хитатися у напрямку до і від їх штампових несучих засобів навколо осей, які радіальне зміщені відносно осі їх штампового несучого засобу, і адаптовані для утримання верхніх і нижніх штампів, і привідний механізм для приведення в рух верхніх і нижніх штампових несучих засобів, при якому штампові тримачи забезпечують входження в контакт верхніх и нижніх штампів з протилежних боків заготовки і штампування заготовки при обертанні штампових тримачів, який, за винаходом, містить пари спрямовуючих роликів, які спрямовують штампові тримачі й змонтовані на СПІЛЬНІЙ ОСІ поряд один з одним на кожному штамповому тримачі і розташовані біля передньої або задньої кромки ВІДПОВІДНОГО штампового тримача, спрямовуючі плити впродовж одного кінця штампового несучого засобу і спрямовуючі пази, виконані у кожній спрямовуючій плиті для розміщення згаданих пар спрямовуючих роликів, внутрішні і ЗОВНІШНІ спрямовуючі поверхні у згаданих спрямовуючих пазах, при цьому один із спрямовуючих роликів знаходиться у контакті з одною внутрішньою або зовнішньою спрямовуючою поверхнею, а другий зі спрямовуючих роликів штампових тримачів знаходиться у контакті з другою внутрішньою або зовнішньою спрямовуючою поверхнею Саме така конструкція дозволяє одному ролику обертатися в одному напрямку, а другому ролику - обертатися у протилежному напрямку Це дозволяє здійснювати повне управління рухом кожного зі штампових тримачів і досягти повного й загального управління кутовою орієнтацією кожного штампового тримача при його переміщенні на 360° Доцільно, щоб самі вказані штампові тримачі були змонтовані з можливістю обертання на ЗОВНІШНІХ підшипниках із кожного боку кожного штампового тримача, причому ЗОВНІШНІ ПІДШИПНИКИ були вмонтовані у ВІДПОВІДНІ праву і ліву частини ВІДПОВІДНОГО штампового несучого засобу При цьому переважно, щоб спрямовуючі ролики були прикріплені до зовнішнього підшипника штампових тримачів Також переважно, щоб кінцеві ділянки штампових несучих засобів були виконані з кінцевими виступними осьовими підшипниками, при цьому вказані осьові підшипники входили б у гнізда ПІДШИПНИКІВ у правій і ЛІВІЙ опорних плитах Саме таке рішення забезпечує можливості найбільш надійного розміщення і повного управління рухом кожного зі штампових тримачів і забезпечує пристрій для ротаційного штампування, у якому самі штампові тримачі змонтовані з можливістю обертання за допомогою ЗОВНІШНІХ ПІДШИПНИКІВ на кожному КІНЦІ кожного штампового тримача, причому вказані ЗОВНІШНІ ПІДШИПНИКИ змонтовані, ВІДПОВІДНО, у правій і ЛІВІЙ частинах штампового несучого засобу, у результаті чого поверхні штампових тримачів є вільними від мастила й забруднень Доцільно також, щоб пристарий містив дві спрямовуючі плити, причому кожна спрямовуюча 8 плита була змонтована між ВІДПОВІДНИМ кінцем штампових несучих засобів і прилеглою боковою опорною плитою, і засоби у вигляді отворів, які проходять через спрямовуючі плити Таке рішення забезпечує найбільш компактну й жорстку конструкцію, за допомогою якої досягається повне й загальне управління кутовою орієнтацією кожного штампового тримача при його переміщенні на 360°, при повному виключенні можливості забруднення штампових тримачів мастилом ВІД ЗОВНІШНІХ ПІДШИПНИКІВ Переважно, щоб пристрій мав виштовхувальну систему для виштовхування поковок, яка містить виштовхувальні штифти, змонтовані з можливістю ковзання у кожному з нижніх штампів, виштовхувальні пластини, які з'єднані з виштовхувальними штифтами, і привідний механізм виштовхувача, який з'єднаний з виштовхувальною пластиною так, щоб викликати спрацьовування штифтів, коли нижній штамповий тримач опиняється у нижньому положенні при обертанні нижнього штампового несучого засобу Така конструкція вирішує проблему видалення вирубок або поковок із штампа, зокрема, при використанні цього пристрою для пробивання отворів у листі металу Наявність засобу виштовхування поковок для кожного штампового тримача і привідних засобів виштовхувача, що пов'язані з указаним штамповим тримачем і входять у контакт з указаним засобом виштовхування поковок, коли вказаний штамповий несучий засіб обертається й переводить кожен тримач у нижнє, поверхнею униз положення, забезпечує при виштовхуванні кожної поковки и випадання під впливом гравітації Переважно, щоб пристрій мав засіб узгодження ЛІНІЙНИХ швидкостей, який містить ведучу шестерню для приведення до руху одного з верхнього й нижнього штампових несучих засобів, при цьому ведуча шестерня змонтована на одній з осей несучого засобу так, що має місце визначений люфт між шестернею й віссю, і пружину, яка утримує шестерню при обертанні у заданому положенні відносно осі, причому ця пружина є здатною зміщатися, допускаючи відносний зсув вала й шестерні і забезпечуючи тим самим миттєве узгодження ЛІНІЙНИХ швидкостей верхніх і нижніх штампів, що змикаються, з ЛІНІЙНОЮ ШВИДКІСТЮ заготовки В такій конструкції у всіх критичних випадках у момент перед початком змикання, під час змикання й у момент одразу після розмикання - зазор або люфт, що допускається між ведучою шестернею й веденою віссю, що приводить до руху несучий засіб, дозволяє швидкостям обертання верхнього й нижнього несучих засобів злегка зростати, знижуватись і знову зростати, дозволяючи ЛІНІЙНИМ швидкостям верхнього й нижнього штампів миттєво самим підстроюватись під лінійну швидкість листового матеріалу В основу винаходу поставлено також задачу створити спосіб ротаційного штампування, у якому усунута проблема забруднення й змащування, у якому вирішена проблема виштовхування поковок, у якому вирішені проблеми, пов'язані з узгодженням швидкостей штампів і листового матеріалу, і у якому спрямовування штампових тримачів здійснюється більш простим і більш ефективним чином 9 44841 10 Поставлена задача вирішена тим, що пропосмуги листового матеріалу нують спосіб ротаційного штампування смуги лисТаке рішення знімає проблеми, обумовлені тової заготовки, що рухається з постійною ЛІНІЙнепогодженістю ЛІНІЙНИХ швидкостей штампів і НОЮ ШВИДКІСТЮ, в якому смугу листової заготовки листа заготовки безпосередньо перед входженням переміщують з постійною швидкістю між парою штампів у контакт із заготовкою й одразу ж після нижніх і верхніх штампових несучих засобів, кожен стискання, коли два штампи починають ВІДДІЛЯз яких змонтований з можливістю обертання з проТИСЬ ВІД заготовки, що особливо важно, коли заготилежних боків заготовки, і має множину штампотовка має велику товщину або коли здійснюють вих тримачів, змонтованих з можливістю хитання глибоке формування на кожному зі штампових несучих засобів, щоб РІЗНІ ознаки новизни, які характеризують цей мати можливість хитатися навколо осей, які радівинахід, викладені більш конкретно у формулі, що ально зміщені відносно осі їх штампового несучого додається і яка є частиною даного опису Для засобу, послідовно узгоджують взаємне положенкращого розуміння даного винаходу, переваг його ня згаданої смуги і пари верхніх і нижніх штампів, робочих характеристик і конкретних об'єктів, одещо закріплені у штампових тримачах, захоплюють ржаних завдяки його використанню, слід послатиі деформують смугу, змикаючи згадану пару штася на додані креслення й матеріали опису, у яких мпів, і звільнюють смугу після деформування, ілюструються й описуються переважні варіанти розмикаючи згадані штампи, у якому, за винаховтілення винаходу дом, узгоджують взаємне положення згаданої смуФіг 1 ілюструє у ракурсі 3/4 пристрій для роги і пари верхніх і нижніх штампів тим, що спрямотаційного штампування згідно цьому винаходу, вують штампові тримачі, у яких закріплені згадані Фіг 2 представляє переріз по лінії А-А на штампи, парою спрямовуючих роликів, які монтуфіг 1, ють на СПІЛЬНІЙ осі один поряд з одним на кожному Фіг 3 представляє переріз по лінії В-В на вказаному штамповому тримачі, розташовують фіг 1, біля кожного кінця ВІДПОВІДНОГО штампового триФіг 4 представляє переріз по лінії С-С на мача і переміщують по спрямовуючих пазах, які фіг 1, виконують у спрямовуючих плитах для розміщення Фіг 5 представляє збільшений вертикальний пар спрямовуючих роликів, причому спрямовуючі розріз спрямовуючих роликів штампа й підшипника пази мають внутрішні й ЗОВНІШНІ спрямовуючі поштампового тримача, верхні, при цьому один із спрямовуючих роликів Фіг 6 представляє переріз спрямовуючих рознаходиться у контакті з одною внутрішньою або ликів штампа і спрямовуючих пазів, зовнішньою спрямовуючою поверхнею, а другий з Фіг 7 є збільшеним виглядом нижнього штамспрямовуючих роликів знаходиться у контакті з пового несучого засобу, який ілюструє засоби видругою внутрішньою або зовнішньою спрямовуюштовхування поковки, чою поверхнею Фіг 8 представляє переріз по лінії D-D на Саме у такий спосіб можна реалізувати повне фіг З, управління рухом кожного зі штампових тримачів і Фіг 9 представляє переріз по лінії Е-Е на досягти повного й загального управління кутовою фіг З, орієнтацією кожного штампового тримача при його Фіг 10 є сильно збільшеним перерізом, який переміщенні на 360° відповідає фіг 6, і Доцільно, щоб спосіб мав етап виштовхування Фіг 11 Є ВИГЛЯДОМ збоку ведучої зубчастої пепоковки із нижніх штампів виштовхувальними редачі і демонструє зазор між ведучою шестернею штифтами, змонтованими з можливістю ковзання і веденою віссю, який забезпечує підстроювання у кожному з нижніх штампів, виштовхувальними лінійної швидкості штампів до швидкості листового пластинами, які зв'язані зі згаданими штифтами, і матеріалу привідним засобом виштовхувача, який зв'язаний Детальний опис втілення винаходу зі згаданими пластинами так, що при обертанні Звертаючись раніш за все до фіг 1, можна банижнього штампового несучого засобу штифти чити, що ілюстрація відноситься до пристрою для спрацювують, коли нижній штамповий тримач ротаційного штампування, вказаному у цілому поопиняється у нижньому положенні зицією 1, який показаний тут заради пояснення винаходу і не передбачає обмеження будь-якими з Наявність у способі такого етапу забезпечує описаних ознак виштовхування кожної поковки і и випадання під впливом гравітації, що надійно вирішує проблему Пристрій 1 для ротаційного штампування видалення вирубок або поковок із штампа, зокрескладається з основи 2, нижнього штампового нема, при використанні цього пристрою для пробисучого засобу 3 і верхнього штампового несучого вання отворів у листі металу засобу 4, що мають осі 5 і 6 несучих засобів Переважно також, щоб спосіб мав етап узгоВІДПОВІДНІ права і ліва опорні плити 7 і 8 слуджування ЛІНІЙНИХ швидкостей верхніх і нижніх жать опорами нижньому й верхньому штамповим штампових тримачів із постійною ЛІНІЙНОЮ ШВИДКІнесучим засобам, як це буде описано нижче ЗагоСТЮ заготовки при захопленні смуги листової заготовка у вигляді смуги 9, показана такою, що протовки парою верхніх і нижніх штампів і звільненні м ходить між верхнім і нижнім штамповими несучими під час розмикання штампів тим, що створюють засобами люфт між ведучою шестернею й віссю несучого З метою ілюстрації показане штампування зазасобу для забезпечення такого ЛІНІЙНОГО пологотовки 9 із застосуванням штампів на нижньому й ження верхнього й нижнього штампів, яке потрібно верхньому штампових несучих засобах з одердля їх самопідстроювання під лінійну швидкість жанням серії поперечних окремо розташованих 11 44841 12 отворів 10 Зрозуміло, звичайно, що з використанмовуючими пазами 28, 29 і ЗО, 31 (Фіг 4) ням цього винаходу можна здійснити будь-який Як можна бачити, спрямовуючі пази мають вид штампування, будь то виїмка або отвір, або і ексцетричну форму по причинах, які будуть виклато, і інше, а отвір може бути відштампований з дені нижче кромками по краю отвору більшої або меншої глиКожен нижній і верхній штамповий тримач 11 і бини, як це буде описано нижче 12 по обох сторонах оснащений парою внутрішніх і ЗОВНІШНІХ спрямовуючих роликів 32, 33 (Фіг 5) Тому з метою ілюстрації термін «штампуванСпрямовуючі ролики 32 і 33 є двома окремими ня» передбачає включення будь-якої такої операточно ідентичними роликами, закріпленими на ції штампування, чи здійснюється вона простим СПІЛЬНІЙ осі 34 і змонтованими на монтажних пласформуванням виїмки, чи вирубкою отвору, чи витинах 35, що прикручені гвинтами до ПІДШИПНИКІВ рубкою отвору з формуванням кромок отвору 13, 14 ВІДПОВІДНИХ штампових тримачів 11,12 З фіг 1 можна бачити, що характер ротаційної роботи винаходу, представленого у вигляді приСпрямовуючі ролики входять у ВІДПОВІДНІ строю 1, дозволяє йому обертатись безперервно у спрямовуючі пази 28, 29, ЗО, 31 у спрямовуючих той час, як заготовка безперервно рухається між пластинах 26, 27 (Фіг 4) верхнім і нижнім штамповими несучими засобами, З фіг 5 можна бачити, що спрямовуючі ролики створюючи у результаті послідовний ряд окремо 32 і 33, хоч і змонтовані парою на СПІЛЬНІЙ ОСІ 34, розташованих формоутворень у заготовці, як це представляють собою внутрішні спрямовуючі роописано вище лики 32 і ЗОВНІШНІ спрямовуючі ролики 33 Два спрямовуючих ролики мають заданий діаметр Штампові несучі засоби Кожен спрямовуючий паз 28, 29, ЗО, 31 виконаний Посилаючись тепер на фіг 2 і 3, можна бачиз ВІДПОВІДНИМИ внутрішніми спрямовуючими повети, що кожний верхній і нижній штамповий несучий рхнями 36 і ЗОВНІШНІМИ спрямовуючими поверхнязасіб оснащено множиною, у даному випадку чоми 37 Кожна із спрямовуючих поверхонь паза має тирма, маятникових нижніх і верхніх штампових більшу ширину, ніж діаметр роликів При цьому тримачів 11 і 12 Кожен із штампових тримачів зовнішня спрямовуюча поверхня 37 зміщена радізмонтований з можливістю качання на підшипниально відносно внутрішньої спрямовуючої поверхках 13, 14 із протилежних КІНЦІВ КОЖНОГО тримача, ні 36 ВІДПОВІДНО, внутрішній спрямовуючий ролик при цьому підшипники входять у втулки 15 і 16 ПІДШИПНИКІВ Втулки 15 і 16 ПІДШИПНИКІВ розміщу33 котиться по одній внутрішній спрямовуючій поються у ВІДПОВІДНИХ кінцевих елементах 17 і 18, верхні 36, а ЗОВНІШНІЙ спрямовуючий ролик 33 коякі, загалом, мають форму чотирипроменевої зіртиться по протилежній ЗОВНІШНІЙ спрямовуючій ки В центрах кожної з підшипникових опор передповерхні 37 Таким чином, коли штампові несучі бачені розташовані у бокових плитах 7 і 8 головні засоби обертаються й несуть із собою чотири підшипники 19 і 20 штампового несучого засобу, у штампових тримачи, ВІДПОВІДНІ пари спрямовуюякі входять осі 5 і 6 чих роликів 32 і 33 із кожної сторони штампових тримачів 11, 12 переміщаються по внутрішнім і Пара нижніх і верхніх шестерень 21 і 22 з'єдЗОВНІШНІМ спрямовуючім поверхням 36 і 37 спрянана з осями 5 і 6 штампових несучих засобів і мовуючих пазів, ВІДПОВІДНО Ця особливість є істопов'язує два штампових несучих засоби для узготною ознакою даного винаходу тому, що внутрідженого обертання у протилежних напрямках Одшній спрямовуючий ролик 32 контактує з одною на з осей штампового несучого засобу, наприклад, внутрішньою спрямовуючою поверхнею 736 спрявісь 5 нижнього несучого засобу, приводиться до мовуючого паза, а не з другою, і тому, що ЗОВНІШруху ВІДПОВІДНОЮ їй шестернею 21 через ведучу НІЙ спрямовуючий ролик 33 контактує тільки з прозубчасту передачу 23 за допомогою будь-якого тилежною зовнішньою спрямовуючою поверхнею придатного ведучого засобу (не показано) Друга 37 спрямовуючого паза, при цьому два спрямовушестерня (тобто верхня шестерня 22) є тоді переючих ролики можуть вільно обертатись у протиледаточною шестернею, що з'єднує верхній і нижній жних напрямках несучі засоби разом для їх узгодженого обертання у протилежних напрямках Звичайно, що ведучою Це відбувається завдяки тому, що ширина кошестернею може бути верхня шестерня 22, у цьожної з двох дільниць спрямовуючого паза більше, му випадку нижня шестерня 21 буде передаточніж діаметр ВІДПОВІДНИХ спрямовуючих роликів Як ною буде видно, це обертання двох спрямовуючих роликів у протилежних напрямках може відбуватись Розпірна деталь 24 розташована між правим і вільно, не викликаючи тертя ні спрямовуючих ролівим кінцевими елементами 17 і 18, і кінцеві елеликів між собою, ні із спрямовуючими поверхнями менти прикручені болтами до розпірної деталі ВІДПОВІДНИХ їм спрямовуючих пазів, що знаходятьРозпірна деталь 24 на фіг 2 виглядає у профіль ся поза контакту циліндричною, але у ДІЙСНОСТІ вона має у перерізі загалом прямокутну форму з виступаючими по всіх Саме завдяки цьому може здійснюватись покутах прямокутника ділянками 25 з отворами для вне управління рухом кожного зі штампових трикріпильних болтів (Фіг 9) Спрямовуючі засоби мачів 11, 12 через пари внутрішніх і ЗОВНІШНІХ штампових тримачів спрямовуючих роликів 32, 33, змонтованих на СПІЛЬНІЙ ОСІ з кожної сторони передньої кромки штамДля спрямовування штампових тримачів при пових тримачів 11, 12 Слід, звичайно, розуміти, їх обертанні до опорних плит 7 і 8 кріпляться дві що простою реконструкцією спрямовуючих пазів спрямовуючі плити 26 і 27 -права і ліва - з протиспрямовуючі ролики можуть бути розміщені узлежних сторін штампових несучих засобів, що довж задньої кромки штампових тримачів В будьобертаються Кожна зі спрямовуючих плит 26 і 27 якому випадку досягається повне й загальне оснащена ВІДПОВІДНИМИ НИЖНІМИ Й верхніми спря 44841 14 13 управління кутовою орієнтацією кожного штампоКомпенсація лінійної швидкості вого тримача при його переміщенні на 360° Як було сказано вище, пристрій забезпечує компенсацію між постійною ЛІНІЙНОЮ ШВИДКІСТЮ Кожен штамповий тримач 11, 12 виконаний з заготовки і невеликою зміною лінійної швидкості виточкою 38 для розміщення штампа, і, для ясносштампів і штампових тримачів у положенні безпоті, нижній і верхній елементи, що фіксують штамп, середньо до і після змикання показані посадженими у цю виточку Як показано на фіг 7, нижній штамп 39 є охоплювальним штаЗгідно З ЦИМ утіленням винаходу це досягаєтьмпом, а верхній штамп 40 є охоплюваним штамся шляхом створення невеликого люфту між ведупом Охоплювальний штамп 39 обмежений вистучою шестернею 21 і віссю 5 несучого засобу, на паючими стінками 41, а охоплюваний штамп 40 якій вона змонтована Вісь 5 нижнього несучого обмежений виїмками 42, у які входять виступаючі засобу не закріплюється намертво у шестерні 21 стінки 41 Спрямовуючі штифти 43 штампа викоРадіальний ведучий стрижень 53 кріпиться до кіннані такими, що виступають з охоплюваного штаця нижньої осі 5 і виступає радіально з одної и мпа і входять у спрямовуючі отвори у охоплювасторони Шестерня 21 виконана з виточкою 54, у льному штампі так, як це добре відомо з яку входить стрижень 53 Пружина 55 кріпиться у передуючого рівня техніки свердленні, виконаному у шестерні 42 з одного боку виточки 54 Пружина 55 знаходиться у контаТаким чином, центральну поковку 44 (Фіг 7) кті Із стрижнем 53, притискуючи стрижень 53 до можна вибити охоплюваним штампом 40 через протилежної сторони виточки 54 Пружина досить центр охоплювального штампа, і при цьому краї сильна для того, щоб при нормальній роботі верхотвору у заготовці можуть бути сформовані у винього й нижнього несучих засобів, тобто коли гляді кромки виступаючими стінками 41 охоплюваштампи не зчеплені із заготовкою, стрижень був льного штампа 39 притиснутим до однієї сторони виточки Проте, Механізм виштовхування поковки коли нижній і верхній штампи починають затискуДля виштовхування поковок 44 із центру охопвати заготовку, заготовка фактично рухається з лювального штампа 39 в охоплювальному штампі трохи більшою швидкістю, ніж лінійна швидкість 39 монтують пару виштовху-вальних штифтів 45, штампів Між шестернею 21 і нижньою віссю 5, на які нормально відтягнуті униз по центру охоплюякій вона змонтована, є невеликий люфт Коли вального штампа 39 заготовка захоплюється штампами, це примушує Виштовхувальні штифти 45 монтуються на штампи миттєво, але вельми незначно збільшувавиштовхувальній пластині 46, яка оснащена хвости швидкість, тим самим узгоджуючи швидкість товиком 47 виштовхувача, який проходить через штампів із швидкістю заготовки Це узгодження ВІДПОВІДНИЙ нижній штамповий тримач 11 і закінчувідбувається у результаті того, що стрижень 53 ється кулачковим роликом 48 може відхилятись у виточці 54 і стискати пружину Розпірна деталь 24 нижнього штампового не55 за долі секунди За час, протягом якого штампи сучого засобу оснащена чотирма півциліндричнидосягають повністю зімкнутого центрального поми виточками 49, у які входять кулачкові ролики ложення, пружина розжимається й переміщує 48 3 одного боку півциліндричної виточки є виїмка стрижень назад у його нормальне положення біля 50 У виїмці 50 знаходиться пантографний важільпротилежної сторони виточки, забезпечуючи узгоний механізм 51, що приводиться в дію пружиною дження швидкості штампів із ЛІНІЙНОЮ ШВИДКІСТЮ 52 При обертанні нижнього штампового несучого заготовки у цій точці Коли штампи починають засобу кожен штамповий тримач качається віднорозмикатись, знову виникає необхідність узгосно його штампового несучого засобу завдяки дження швидкостей, тобто штампи повинні миттєспрямовуючій дії спрямовуючих роликів у спрямово збільшити швидкість, й той ж стрижень із прувуючих пазах Коли нижній штамповий тримач віджиною дозволяють миттєво здійснити це хиляється в одному напрямку, ВІДПОВІДНИЙ кулачузгодження і цього разу Таким чином, у всіх криковий ролик перекочується через ВІДПОВІДНИЙ тичних випадках - у момент перед початком змипантографний важільний механізм, який вирівнюкання, під час змикання й у момент одразу після ється у ЛІНІЮ стисненням пружини 52 розмикання - невеликий люфт між ведучою шестернею 17 і віссю 5 нижнього несучого засобу заКоли нижній штамповий тримач відхиляється у безпечує узгодження ЛІНІЙНИХ швидкостей штампів протилежному напрямку, його кулачковий ролик із ЛІНІЙНОЮ швидкістю заготовки простим, але дуже зчіпляється з його пантографним важільним мехаефективним способом нізмом 51, який потім упирається у плече виточки 49 Це змушує кулачковий ролик 48 і хвостовик 47 виштовхувача входити у штамповий тримач Це Вищевикладене є описом переважного втіленвідбувається при положенні нижнього штампового ня винаходу, який наведений тут тільки як принесучого засобу «на шість годин» Цей рух примуклад Винахід не обмежується будь-якими описашує виштовхувальну пластину 46 і виштовхувальні ними істотними ознаками, але охоплює всі штифти 45 рухатись униз, виштовхуючи тим самим варіанти, які входять в обсяг формули винаходу, поковку 44 униз Далі вона вільно падає під дією що додається гравітації 44841 15 16 ФІГ. 1 Фіг. 4 17 Фіг. 5 Фіг. 2 16 14 16 14 В Фіг. З 37 44841 18 Фіг. 9 Фіг. 7 17 Фіг. 8 Фіг. 10 53 21 ФІГ. 11 19 44841 20 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044) 456 - 20 - 90
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B21D 28/36
Мітки: ротаційного, спосіб, штампування, пристрій
Код посилання
<a href="https://ua.patents.su/10-44841-pristrijj-dlya-rotacijjnogo-shtampuvannya-i-sposib-rotacijjnogo-shtampuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для ротаційного штампування і спосіб ротаційного штампування</a>
Пристрій для штампування з крученням
Номер патенту: 35671
Опубліковано: 16.04.2001
Автори: Марченко Віталій Леонідович, Вовк Володимір Петрович, Ковтун Віталій Васильович, Шамарін Юрій Євгенович, Махер Авді Аль-Равашдех
МПК: B21D 22/08
Мітки: крученням, пристрій, штампування
Формула / Реферат:
Устройство для штамповки с кручением, содержащее винт с несамотормозящейся резьбой и сопряженной с ним гайкой, отличающееся тем, что в устройство введены гидроцилиндр с поршнем, посаженным на винт, и возвратной пружиной, трубопровод, гидроклапаны с обратным клапаном и емкость, причем гидроцилиндр соединен с емкостью через трубопровод посредством гидроклапанов с обратным клапаном.
Пристрій для електрогідравлічного штампування
Номер патенту: 4701
Опубліковано: 28.12.1994
Автори: Перський Євген Григорович, Тараненко Михайло Євгенович, Князєв Михайло Климович, Чебанов Юрій Іванович
МПК: B21D 26/12
Мітки: штампування, електрогідравлічного, пристрій
Формула / Реферат:
(57) Устройство для электрогидравлической штамповки, содержащее матрицу и сопряженную с ней и заполненную рабочей жидкостью разрядную камеру, в которой смонтированы электродные системы, отличающееся тем, что разрядная камера выполнена в виде плиты с открытыми со стороны матрицы полостями, число которых соответствует числу электродных систем, плита выполнена толщиной, определяемой из соотношения
Спосіб штампування днищ
Номер патенту: 4700
Опубліковано: 28.12.1994
Автори: Зорік Володимир Якович, Губський Олексій Олексійович, Борисевич Володимир Карпович, Тараненко Михайло Євгенович, Молодих Сергій Іванович
МПК: B21D 26/06
Мітки: спосіб, днищ, штампування
Формула / Реферат:
(57) Способ штамповки днищ, включающий предварительное деформирование листовой заготовки, осуществляемое одновременно с образованием кольцевых рифтов, и окончательное формообразование, в процессе которого производят расправление рифтов, отличающийся тем, что предварительное деформирование осуществляют в несколько пере ходов путем вытяжки заготовки давления рабочей среды через сменные матричные кольца различного диаметра до взаимодействия...
Спосіб послідовного штампування із штаби деталей

Номер патенту: 19830
Опубліковано: 25.12.1997
Автор: Камінський Євген Вільгельмович
МПК: B21D 35/00
Мітки: послідовного, штампування, штаби, спосіб, деталей
Формула / Реферат:
Способ последовательной штамповки из полосы деталей с открытыми пазами между отогнутыми элементами, при котором путем отрезки материала образуют часть наружного контура детали и паз между отгибаемыми элементами, гнут заготовку и отрезают деталь от полосы, отличающийся тем, что образование паза выполняют в два этапа, на одном из которых предварительно образуют путем пробивки отверстия часть контура паза, прилегающую к его дну, затем гнут...
Багатопозиційний прес для штампування виробів

Номер патенту: 5603
Опубліковано: 28.12.1994
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович, Шумейко Андрій Дмитрович
МПК: B21D 43/00
Мітки: багатопозиційний, прес, виробів, штампування
Формула / Реферат:
(57) 1. Многопозиционный пресс для штамповки изделий, содержащий ползун, стол, расположенные в технологической последовательности нижние инструменты, смонтированные на столе, и верхние инструменты, закрепленные на ползуне, средство для загрузки в прессе детали, грейферные линейки для перемещения деталей между инструментами, установленные с возможностью перемещения в вертикальном и горизонтальном направлениях, соединенные между собой...
Попередній патент: Спосіб одержання комбінованого перетворювача іржі підвищеної ефективності
Наступний патент: Електродугове джерело плазми
Випадковий патент: Торцеве ущільнення