Спосіб збирання ножиць
Номер патенту: 85742
Опубліковано: 25.11.2013
Автори: Чудненко Ольга Олегівна, Суков Максим Геннадійович, Найденко Леонід Федорович, Коваленко Віталій Іванович, Грибанов Олексій Вячеславович, Вербицький Володимир Борисович, Калашников Андрій Анатолійович

Формула / Реферат
Спосіб збирання ножиць, що полягає в послідовному збиранні фундаментної рами, вхідних і вихідних станин, ножового стола, різального механізму, панелі, тягнучих роликів, інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем, який відрізняється тим, що попередньо збирають на фундаментній рамі вхідні та вихідні станини і незалежно одночасно збирають ножовий стіл, панель, тягнучі ролики, різальний механізм із виконанням на згаданих вузлах відповідного розведення трубопроводів мастильних і гідравлічних систем із застосуванням на кінцях трубопроводів швидкорознімних з'єднань, потім здійснюють остаточне збирання всіх вузлів ножиць та з'єднують трубопроводи цих вузлів між собою в єдину гідравлічну й мастильну систему.
Текст
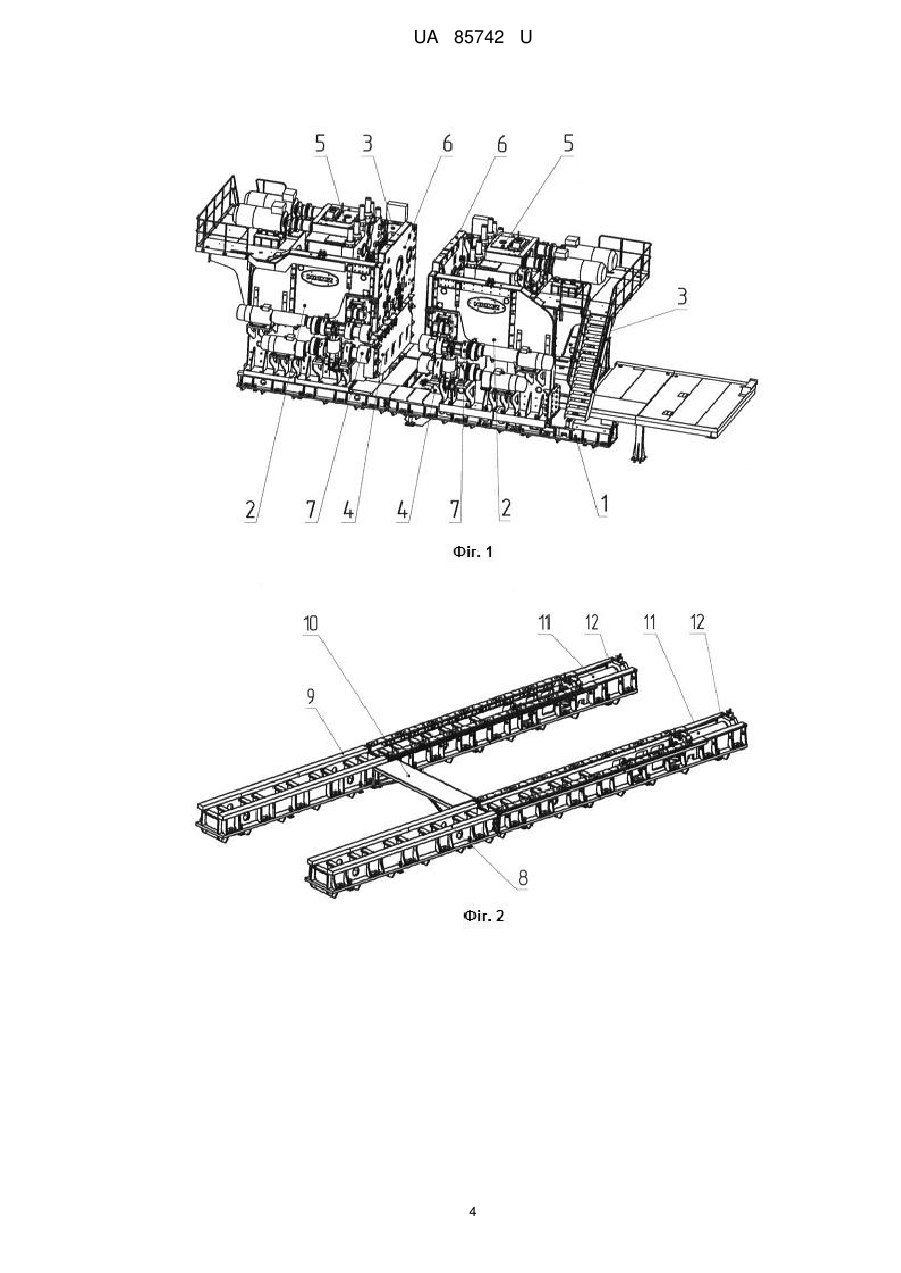
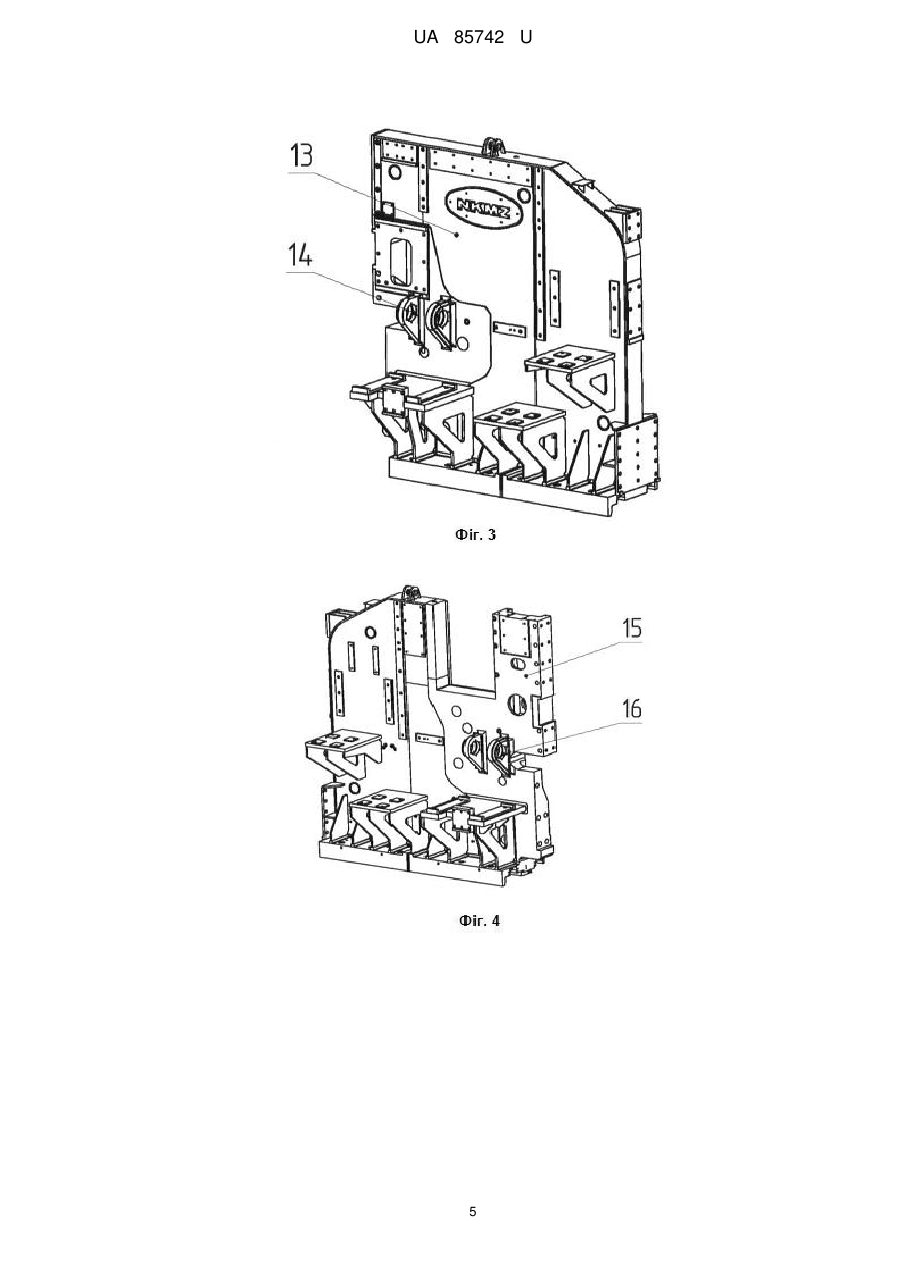
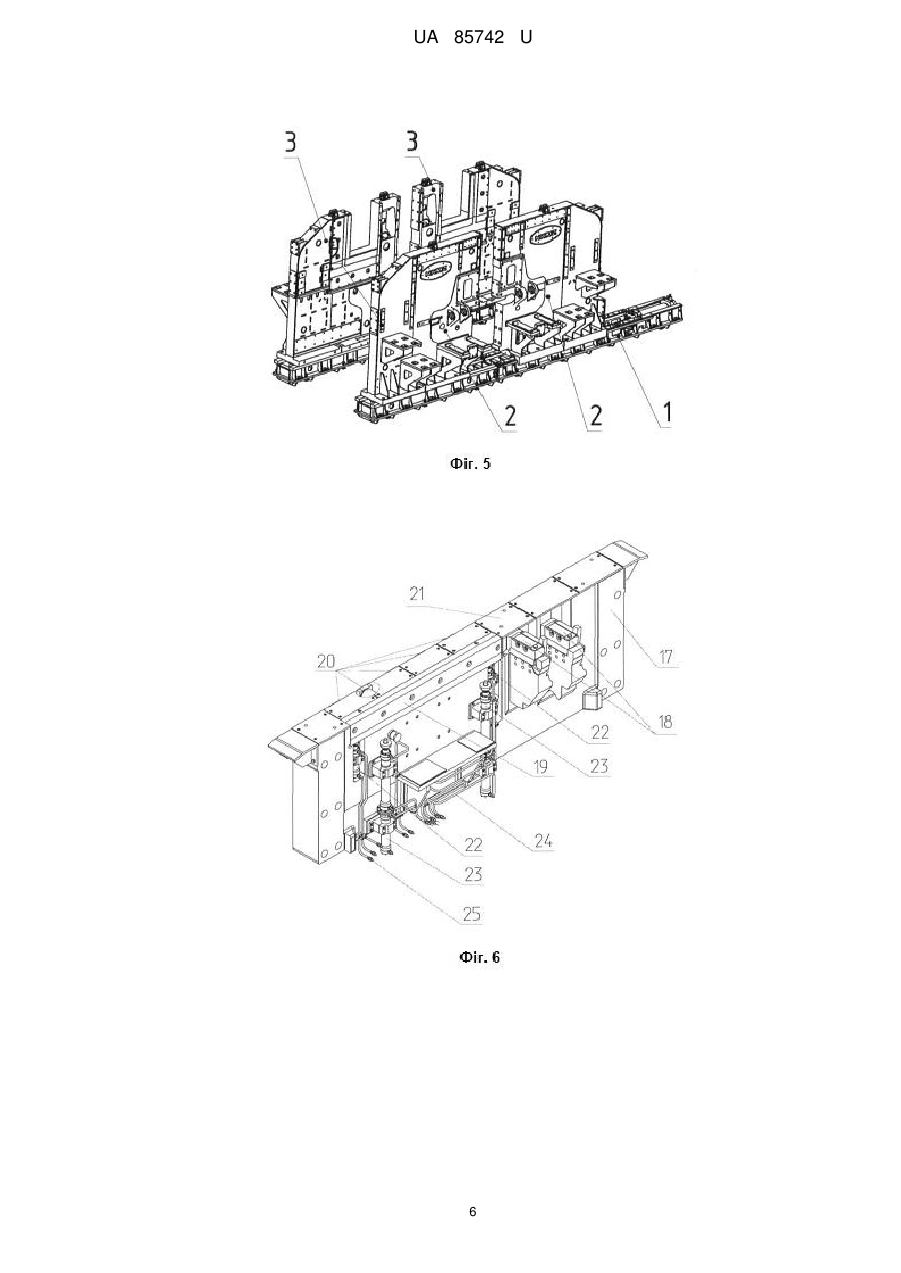
Реферат: Спосіб збирання ножиць полягає в послідовному збиранні фундаментної рами, вхідних і вихідних станин, ножового стола, різального механізму, панелі, тягнучих роликів, інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем. Попередньо збирають на фундаментній рамі вхідні та вихідні станини і незалежно одночасно збирають ножовий стіл, панель, тягнучі ролики, різальний механізм із виконанням на згаданих вузлах відповідного розведення трубопроводів мастильних і гідравлічних систем із застосуванням на кінцях трубопроводів швидкорознімних з'єднань. Потім здійснюють остаточне збирання всіх вузлів ножиць та з'єднують трубопроводи цих вузлів між собою в єдину гідравлічну й мастильну систему. UA 85742 U (12) UA 85742 U UA 85742 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до прокатного виробництва, зокрема до ріжучих машин прокатних станів. Відомий спосіб збирання ножиць (Строительные правила монтажа технологического оборудования прокатных станов № ВСН395-85 МИНМОНТАЖСПЕЦСТРОЙ СССР), який полягає в послідовному монтажі всіх складальних одиниць. В вибраному для ножиць місці монтаж починають із фундаментної рами, потім установлюють по черзі вхідні й вихідні станини ножиць, ножовий стіл, різальний механізм, панель ножиць, тягнучі ролики й інші вузли. Після закінчення монтажу технологічного встаткування виконують роботи з монтажу трубопроводів змащення, гідравліки, монтаж майданчиків під електродвигуни головного привода з наступним встановленням електроустаткування й засобів автоматизації. Згідно з технологічним процесом спочатку встановлюється фундаментна рама ножиць. Далі на фундаментну раму встановлюють вхідні й вихідні станини ножиць, які стягаються між собою в нижній частині ножовим столом, а у верхній частині - панеллю й різальним механізмом. Між вхідними й вихідними станинами монтується нижній майданчик обслуговування. На станини монтуються тягнучі ролики. Потім монтується верхній майданчик обслуговування. Проводиться монтаж електрики, трубопроводів гідравліки і змащення та засобів автоматизації. Недоліки способу, прийнятого за найближчий аналог наступні: тривалі цикли проведення збирання ножиць тому, що всі роботи виконуються послідовно одна за одною в єдиному для налагодження місці; висока трудомісткість робіт по проведенню монтажних робіт на великій висоті (6 метрів і більше) і необхідність використання спеціальних пристосувань для виконання операцій по розведенню систем трубопроводів; значні витрати технологічного часу на виконання різних непередбачених допоміжних операцій, пов'язаних з підйомом-опусканням на робоче місце; висока ймовірність нещасних випадків через великий обсяг робіт на значній висоті. Таким чином, у процесі загального збирання ножиць зберігається високий рівень трудових і матеріальних витрат, тривалий цикл монтажно-складальних операцій, пов'язаних із черговістю проведення трубних розведень вже на останньому етапі збирання ножиць. В основу корисної моделі поставлена задача - скорочення виробничого циклу повного збирання ножиць, завдяки зниженню трудомісткості складальних і монтажних робіт, а також зручності їх виконання. Поставлена задача вирішується за рахунок технічного результату, який полягає в скороченні часу збирання за рахунок повузлового (укрупненого) збирання ножиць з можливістю одночасного (послідовно-паралельного) збирання різних вузлів на окремих складальних ділянках і одночасного монтажу трубних розведень на цих вузлах та остаточного збирання ножиць у зручному та безпечному для роботи місці. Трудомісткість і безпека монтажних операцій значно нижче внизу, ніж на великій висоті. Поставлена задача вирішується тим, що у способі збирання ножиць, що полягає в послідовному збиранні фундаментної рами, вхідних і вихідних станин, ножового стола, різального механізму, панелі, тягнучих роликів, інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем, згідно з корисною моделлю, попередньо збирають на фундаментній рамі вхідні та вихідні станини і незалежно одночасно збирають ножовий стіл, панель, тягнучі ролики, різальний механізм із виконанням на вищезгаданих вузлах відповідного розведення трубопроводів мастильних і гідравлічних систем із застосуванням на кінцях трубопроводів швидкорознімних з'єднань, потім здійснюють остаточне збирання всіх вузлів ножиць та з'єднують трубопроводи цих вузлів між собою в єдину гідравлічну й мастильну систему. У результаті порівняльного аналізу пропонованого способу збирання ножиць із прототипом установлено, що вони мають наступні загальні ознаки: послідовна установка фундаментної рами, вхідних і вихідних станин, ножового стола, різального механізму, панелі, тягнучих роликів, інших складальних вузлів і деталей; розведення трубопроводів мастильних і гідравлічних систем; а також відмітні ознаки: попередньо збирають на фундаментній рамі вхідні та вихідні станини; незалежно одночасно збирають ножовий стіл, панель, тягнучі ролики, різальний механізм із виконанням на згаданих вузлах відповідного розведення трубопроводів мастильних і гідравлічних систем із застосуванням на кінцях трубопроводів швидкорознімних з'єднань; здійснюють остаточне збирання всіх вузлів ножиць та з'єднують трубопроводи цих вузлів між собою в єдину гідравлічну й мастильну систему. 1 UA 85742 U 5 10 15 20 25 30 35 40 45 50 55 Таким чином, спосіб збирання ножиць, який заявляється, має нові операції й нову послідовність операцій. Між сукупністю відмітних ознак й технічним результатом, який досягається, існує причиннонаслідковий зв'язок. Завдяки тому, що при збиранні ножиць попередньо збирають на фундаментній рамі вхідні та вихідні станини і незалежно одночасно збирають ножовий стіл, панель, тягнучі ролики, різальний механізм із виконанням на згаданих вузлах відповідного розведення трубопроводів мастильних і гідравлічних систем із застосуванням на кінцях трубопроводів швидкорознімних з'єднань, потім здійснюють остаточне збирання всіх вузлів ножиць та з'єднують трубопроводи цих вузлів між собою в єдину гідравлічну й мастильну систему, стало можливим скоротити виробничий цикл роботи загального повного збирання ножиць, а також знизити трудомісткість виконання складальних і монтажних робіт, а також досягти зручності й безпеки їх виконання. Виключення з вищевказаної сукупності відмітних ознак хоча б однієї з них не забезпечує досягнення технічного результату. Спосіб збирання, що заявляється, невідомий з рівня техніки й тому запропоноване рішення є новим. Корисна модель, яка заявляється, промислово застосована, тому що її технологічне й технічне виконання не представляє труднощів, наприклад в умовах ПАТ "НКМЗ". Таким чином способу збирання ножиць може надаватися правова охорона, тому що він є новим і промислово застосованим, тобто відповідає критеріям корисної моделі. Запропонований спосіб пояснюється кресленнями в застосуванні до збирання, наприклад, здвоєних кромкообрізних ножиць. Фіг. 1 - загальний вигляд ножиць, Фіг. 2 - фундаментна рама; Фіг. 3 - вхідна станина ножиць; Фіг. 4 - вихідна станина ножиць; Фіг. 5 - вузол станин; Фіг. 6 - вузол ножового стола ножиць; Фіг. 7 - вузол різального механізму; Фіг. 8 - вузол панелі; Фіг. 9 - вузол тягнучих роликів. Запропонований спосіб здійснюється в наступній послідовності (фіг. 1-9). Послідовно збирається фундаментна рама 1 із вхідними станинами 2 і вихідними станинами 3 ножиць (фіг. 5). Укрупнені вузли, а саме: вузли ножових столів ножиць 4, вузли різальних механізмів 5, вузли панелей 6, вузли тягнучих роликів 7, можуть збиратися паралельно (одночасно) або в будь-якій паралельно-послідовній комбінації, обумовленій тільки виробничими можливостями підприємства (кількістю персоналу для виконання монтажних/складальних робіт, кількістю вантажопідйомних кранів та їх вантажопідйомністю, наявністю місць для монтажу/збирання блоків і т.д.). Потім вузли збираються (стикуються) між собою, утворюючи ножиці в цілому. Монтаж вузлів лівих ножиць абсолютно ідентичний монтажу вузлів правих ножиць і виконується незалежно осторонь від монтажного майданчика. Фундаментна рама 1 збирається на монтажному майданчику, на якому буде виконуватися збирання всіх ножиць, у наступній послідовності: (фіг. 2). балка опорна вхідна 8 установлюється в проектне положення; балка опорна вихідна 9 установлюється в проектне положення; монтується майданчик 10 між балкою вхідною й балкою вихідної; монтуються гідроциліндри 11 переміщення ножиць; монтуються трубопроводи гідравліки 12. Збирання вхідної станини лівих (правих) ножиць 2 виконується в наступній послідовності (фіг. 3): вхідна станина 13 установлюється в горизонтальному положенні; у розточення вушок вхідної станини 13 монтуються втулки 14. Збирання вихідної станини лівих (правих) ножиць 3 виконується аналогічно вхідної станини 2 (фіг. 4). У розточення вушок вихідної станини 15 монтуються втулки 16. Збирання вузла ножового стола лівих (правих) ножиць 4 виконується також остороньвід монтажного майданчика в наступній послідовності (фіг. 6): на ножовий стіл 17 монтуються скрапні ножі 18; монтується касета ножова 19 механізму різання, за допомогою гідропружних затискачів 20; установлюються личкувальні пластини 21; 2 UA 85742 U 5 10 15 20 25 30 монтуються гідроциліндри піднімання нижньої касети 22 і гідроциліндри піднімання верхньої касети 23; для гідроциліндрів піднімання нижньої касети 22 і верхньої касети 23 виконується розведення трубопроводів 24 із застосуванням швидкорознімних з'єднань 25. Збирання вузла різального механізму 5 лівих (правих) ножиць виконується також осторонь від монтажного майданчика в наступній послідовності (фіг. 7): у корпусі різального механізму 26 установлюються вхідний ексцентриковий вал 27, вихідний ексцентриковий вал 28 і скрапний вал 29. у нижній частині різального механізму монтується механізм відводу ножа 30; по всьому різальному механізму монтуються трубопроводи розведення централізованого змащення 31 з використанням швидкорознімних з'єднань 25; Збирання вузла панелі 6 (фіг. 8) виконуються осторонь від монтажного майданчика в наступній послідовності: на панель 32 монтуються роликові притискачі 33; монтується вузол притискного ролика 34; по панелі 32 прокладають розведення трубопроводів гідравліки й змащення 35. Збирання вузлів тягнучих роликів 7 (фіг. 9) виконуються осторонь в наступній послідовності: нижній тягнучий ролик 36 збирається із планетарним редуктором 38 з гідроциліндром підйому 40 верхнього тягнучого ролика та з розведенням трубопроводів змащення й гідравліки 41 із застосуванням швидкорознімних з'єднань 25; верхній тягнучий ролик 37 збирається із планетарним редуктором 38 з розведенням трубопроводів змащення й гідравліки 41 із застосуванням швидкорознімних з'єднань 25; встановлюються привода 39. Після того, як на фундаментну раму 1 установлюються вертикально станини 2 і 3 та закріплюються на ній, станини 2 і 3 закріплюються між собою вузлом ножового стола 4 у нижній частині й вузлом різального механізму 5 і вузлом панелі 6 у верхній частині. На вхідну й вихідну станини монтуються вузли тягнучих роликів 7. Монтується майданчик обслуговування у верхній і нижній частині ножиць і огородження. За допомогою швидкорознімних з'єднань 25 з'єднуються трубопроводи між сполученими стикувальними вузлами, установлюється електроустаткування та засоби автоматизації. Таким чином, виконання збирання ножиць вищевказаним способом дозволяє скоротити виробничий цикл роботи загального повного збирання ножиць шляхом зниження трудомісткості складальних і монтажних робіт, а також зручності їх виконання й підвищення безпеки монтажних робіт. 35 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 Спосіб збирання ножиць, що полягає в послідовному збиранні фундаментної рами, вхідних і вихідних станин, ножового стола, різального механізму, панелі, тягнучих роликів, інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем, який відрізняється тим, що попередньо збирають на фундаментній рамі вхідні та вихідні станини і незалежно одночасно збирають ножовий стіл, панель, тягнучі ролики, різальний механізм із виконанням на згаданих вузлах відповідного розведення трубопроводів мастильних і гідравлічних систем із застосуванням на кінцях трубопроводів швидкорознімних з'єднань, потім здійснюють остаточне збирання всіх вузлів ножиць та з'єднують трубопроводи цих вузлів між собою в єдину гідравлічну й мастильну систему. 3 UA 85742 U 4 UA 85742 U 5 UA 85742 U 6 UA 85742 U 7 UA 85742 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 8
ДивитисяДодаткова інформація
Автори англійськоюKovalenko Vitalii Ivanovych, Kalashnykov Andrii Anatoliovych, Hrybanov Oleksii Viacheslavovych, Chudnenko Olha Olehivna
Автори російськоюКоваленко Виталий Иванович, Калашников Андрей Анатольевич, Грибанов Алексей Вячеславович, Чудненко Ольга Олеговна
МПК / Мітки
МПК: B23D 31/00
Мітки: ножиць, спосіб, збирання
Код посилання
<a href="https://ua.patents.su/10-85742-sposib-zbirannya-nozhic.html" target="_blank" rel="follow" title="База патентів України">Спосіб збирання ножиць</a>
Спосіб збирання робочої кліті прокатного стана
Номер патенту: 49096
Опубліковано: 12.04.2010
Автори: Невський Олександр Олександрович, Гордієнко Олександр Володимирович, Тіунов Володимир Миколайович, Білобров Юрій Миколайович, Украінченко Євген Михайлович, Коваленко Віталій Іванович
МПК: B21B 31/00
Мітки: збирання, робочої, стана, спосіб, кліті, прокатного
Формула / Реферат:
Спосіб збирання робочої кліті прокатного стана, який передбачає послідовну установку її складових одиниць: плитовин, станин, натискних та врівноважуючих пристроїв, механізмів перевалки валків, робочих і опорних валків та інших складальних вузлів і деталей, а також розведення трубопроводів мастильних і гідравлічних систем та електророзводку, який відрізняється тим, що попередньо розпочинають збирання складових одиниць в укрупнені блоки,...
Платформа для промислових установок, зокрема, для видалячів окалини високого тиску, резервних ножиць і маятникових ножиць на прокатних станах або т. п.
Номер патенту: 85868
Опубліковано: 10.03.2009
Автори: Хайнфлінг Фолькер, Грінсберг Клаус, Мюллер Гюнтер, Боймер Клаус
МПК: B21B 31/00, B23Q 1/00
Мітки: видалячів, станах, промислових, установок, тиску, окалини, маятникових, зокрема, прокатних, резервних, ножиць, платформа, високого
Формула / Реферат:
1. Платформа (1) для промислових установок, зокрема, для видалячів окалини високого тиску (3а), резервних ножиць і маятникових ножиць на прокатних станах або т. п. із зібраними, за необхідності, в пучки підвідними, відвідними і/або розподільними трубопроводами (11), які в робочому положенні можуть зв'язуватися з нерухомими трубопроводами відповідної машини (3), яка відрізняється тим, що вона призначена для розташування в безпосередній...
Спосіб збирання ковальсько-пресового обладнання
Номер патенту: 64921
Опубліковано: 25.11.2011
Автори: Биковський Володимир Миколайович, Корчак Олена Сергіївна
МПК: B21B 15/00
Мітки: ковальсько-пресового, збирання, спосіб, обладнання
Формула / Реферат:
Спосіб збирання ковальсько-пресового обладнання, який полягає у тому, що в об'єктах збирання очищують контактуючі поверхні від задирок та забруднень, встановлюють та позиціонують їх відносно один одного, сполучають об'єкти збирання до отримання необхідного їх взаємного розташування, після чого збирають окремі вузли та виконують загальне збирання машини, який відрізняється тим, що на долівці цеху біля місця під монтаж обладнання розміщують...
Спосіб забирання проб від летючих гільйотинних ножиць
Номер патенту: 79764
Опубліковано: 25.04.2013
Автори: Алдохін Деніс Володимирович, Семенюк Олена Вікторівна, Семенюк Олександр Вікторович, Калашников Андрій Анатолійович, Царьов Андрій Володимирович, Реука Юрій Юрійович
МПК: B21D 43/00, B23D 33/00
Мітки: забирання, летючих, проб, гільйотинних, ножиць, спосіб
Формула / Реферат:
1. Спосіб забирання проб від летючих гільйотинних ножиць, при якому пробу переміщують в зону вивантаження, виконують опускання борту та підняття стола в положення вивантаження проби, проводять вивантаження проби, здійснюють опускання стола та підняття борту у вихідне положення, який відрізняється тим, що після переміщення проби в зону вивантаження виконують за допомогою приводу попереднє опускання борту, а потім - синхронне опускання борту...
Спосіб розташування дискових ножиць в потоці прокатного стана
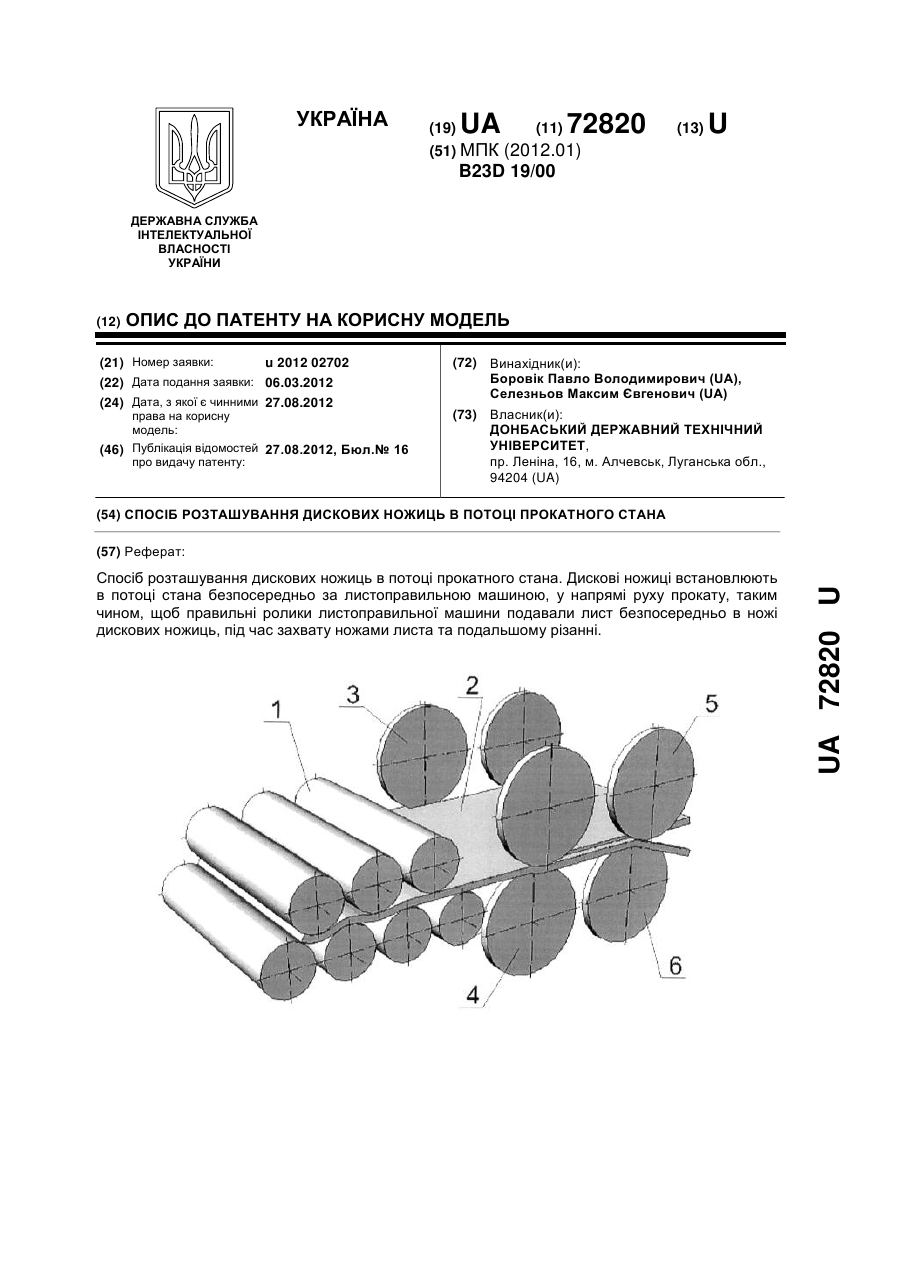
Номер патенту: 72820
Опубліковано: 27.08.2012
Автори: Селезньов Максим Євгенович, Боровік Павло Володимирович
МПК: B23D 19/00
Мітки: ножиць, розташування, потоці, дискових, стана, спосіб, прокатного
Формула / Реферат:
Спосіб розташування дискових ножиць в потоці прокатного стана, який відрізняється тим, що дискові ножиці встановлюють в потоці стана безпосередньо за листоправильною машиною, у напрямі руху прокату, таким чином, щоб правильні ролики листоправильної машини подавали лист безпосередньо в ножі дискових ножиць, під час захвату ножами листа та подальшому його різанні.
Попередній патент: Спосіб визначення гемодинамічного профілю у вагітних з прееклампсією
Наступний патент: Сушильна камера
Випадковий патент: Пристрій для очищення отворів висівних дисків